Изобретение относится к поверхностно-упрочняющей обработке посредствам электромеханического воздействия и может быть использовано для обработки поверхностей трения разнообразных стальных и чугунных деталей с получением упорядоченного микрорельефа обрабатываемой поверхности.
Известен инструмент (стр.278, 298 [1]) для поверхностного упрочнения изделий, выполненный в виде вращающегося гладкого цилиндрического ролика. Такая конструкция ролика позволяет упрочнить шейки ступенчатых валов, осей железнодорожных вагонов, коленчатых валов и других деталей.
Недостатком конструкции инструмента является отсутствие нагрева поверхностного слоя детали, например, электрическим током в зоне ее контакта с инструментом; отсутствие на обработанной поверхности систематического направленного микрорельефа, что позволяет удерживать смазку на поверхности и увеличить износостойкость пары трения.
Известна конструкция инструментального узла для электромеханической обработки с роликом (стр.13, 38 [2] - прототип), с помощью которых реализуется электромеханическая обработка при пропускании электрического тока большой плотности и низкого напряжения через зону контакта детали и, например, деформирующего вращающегося ролика. При этом в результате выделения большого количества джоулева тепла происходят высокоскоростной нагрев локального микрообъема поверхности с одновременным его пластическим деформированием и последующее интенсивное охлаждение за счет отвода тепла вглубь металла. В итоге на поверхности обрабатываемого материала формируется специфическая упорядоченная структура "белого слоя".
Однако данный узел также не позволяет сформировать на обработанной поверхности оптимальный упорядоченный направленный микрорельеф с чередованием участков различной величины микротвердости и регулярной микроструктуры с наперед заданными свойствами.
Для достижения с помощью процесса электромеханической обработки вращающимся роликом оптимально-упорядоченной направленной микроструктуры поверхностного слоя ("корсетного" слоя) на изделии необходимо обеспечить специальную траекторию относительного движения инструмента и вращающейся детали (по дорожке зоны контакта), отличную от винтовой линии с постоянным шагом, в автоматическом режиме.
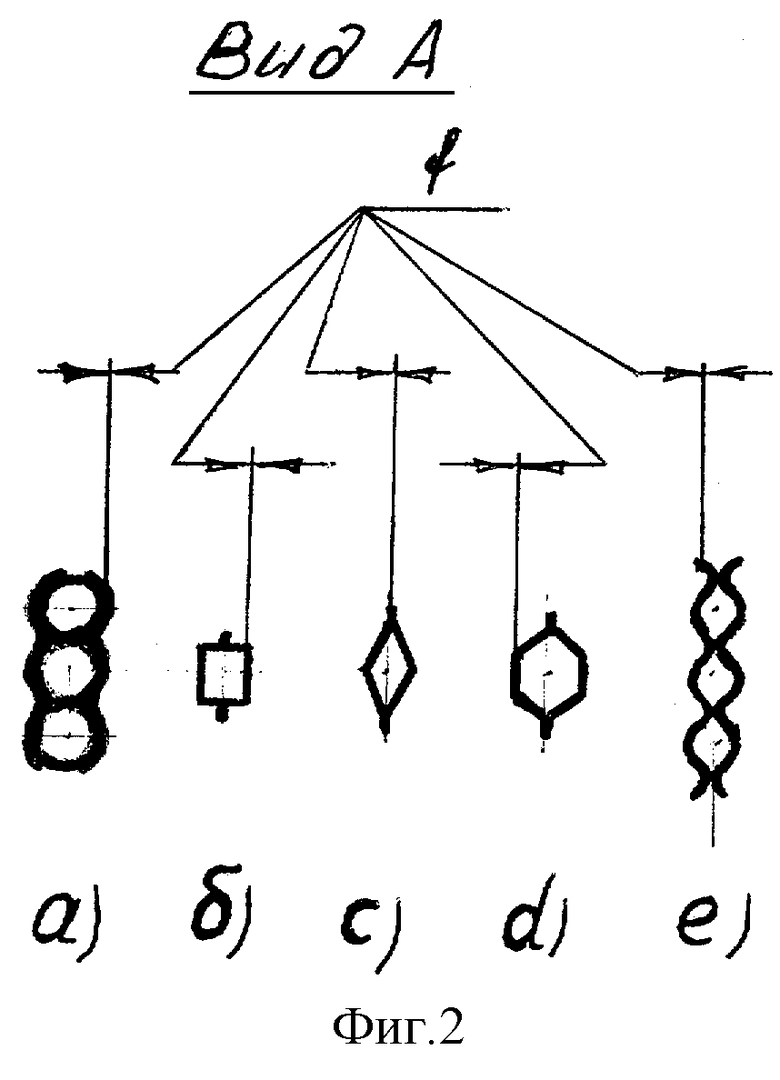
Указанный результат достигается тем, что рабочий участок цилиндрической поверхности инструментального ролика выполнен в виде непрерывного регулярно повторяющегося вдоль длины окружности геометрически правильного узора, его контуры извилистой ленточной формы составлены из комбинации периодически повторяющихся сопряженных фигур: синусоид, окружностей, квадратов, ромбов, шестигранников и отдельных их элементов, причем ширина ленточки равна f=0,3-0,5 мм, ее амплитуда А=0,8-1,5 мм, а период повторения t=(3-5)А мм.
На фиг.1 изображена упрощенная конструкция предлагаемого инструмента в виде ролика; на виде А - фрагменты а), б), с), d), e) развертки вариантов исполнения рабочей поверхности роликов. Ролик выполнен в форме диска 1, он имеет отверстие, которое позволяет установить ролик в инструментальный узел, торцовые поверхности 3 для фиксации ролика в осевом направлении и рабочую поверхность 4, выполненную в виде непрерывного цилиндрического контура, на котором создан регулярно повторяющийся по длине окружности геометрически правильный рисунок, образованной сопряженными между собой ленточками (см. вид А на фиг.2, варианты: а, б, с, d, e).
На инструментальный ролик 1, подведенный к поверхности вращающейся заготовки и перемещаемый вдоль ее оси посредствам кинематики станка с установленной подачей S 2A, от специальной установки подается напряжение.
При этом вторым электродом служит сама заготовка. Через зону контакта заготовки и ролика 1 протекает электрический ток большой силы, который мгновенно разогревает локальный поверхностный слой изделия адекватно форме ленточного рисунка рабочей поверхности ролика 1, причем поверхностный слой одновременно пластически деформируется и упрочняется за счет интенсивного охлаждения, приобретая регулярный направленный микрорельеф.
Таким образом, использование предлагаемого технического решения для электромеханической обработки деталей трения обеспечивает получение у них специфического направленного рельефа и структуры поверхностного слоя, чем достигаются высокая износостойкость пар трения в условиях граничного трения (удержания капельной смазки), высокие скоростные и силовые характеристики, надежность работы изделий.
Литература
1. Солнцев Ю.П., Пряхин Е.И. Материаловедение: учебник для вузов. Изд. 3-е перераб. и доп. - СПб.: Химиздат, 2004. - 736 с.
2. Багмутов В.П., Паршев С.Н., Дудкина Н.Г. Захаров И.Н. Электромеханическая обработка: технологические и физические основы, свойства, реализация. - Новосибирск.: Наука, 2003. - 318 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ ДЕТАЛЕЙ | 2008 |
|
RU2385212C2 |
| МНОГОИНСТРУМЕНТАЛЬНАЯ ГОЛОВКА ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ НА СТАНКАХ | 2008 |
|
RU2383429C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2003 |
|
RU2247173C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛИ | 2002 |
|
RU2231430C2 |
| Дорн для образования регулярных микрорельефов внутренних цилиндрических поверхностей | 2022 |
|
RU2806749C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОГО УПРОЧНЕНИЯ НАПРАВЛЯЮЩИХ СТАНИНЫ ТОКАРНОГО СТАНКА | 2011 |
|
RU2475342C2 |
| Многороликовое устройство для вибронакатывания | 1990 |
|
SU1803314A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСКАТНЫХ КОЛЕЦ С РЕГУЛЯРНОЙ МИКРОСТРУКТУРОЙ | 2017 |
|
RU2659501C1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЯЮЩЕГО ОБКАТЫВАНИЯ ДЕТАЛЕЙ | 2003 |
|
RU2234405C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ТРЕНИЯ | 2004 |
|
RU2269407C2 |
Изобретение относится к поверхностно-упрочняющей обработке на основе электромеханической обработки с получением упорядоченного микрорельефа поверхностного слоя детали и может быть использовано в различных отраслях машиностроения. Цилиндрический рабочий участок поверхности инструментального ролика выполнен в виде непрерывного регулярно повторяющегося вдоль длины окружности геометрического узора. Его контуры представляют собой извилистую ленточную форму, состоящую из комбинации периодически повторяющихся сопряженных фигур: синусоид, окружностей, квадратов, ромбов, шестигранников и их элементов, причем ширина ленточки равна 0,3-0,5 мм, ее амплитуда 0,8-1,5 мм, а период повторения от 3 до 5 амплитуд. Инструмент позволяет получить на обработанной поверхности специфический направленный микрорельеф и структуру поверхностного слоя, обеспечивая повышение износостойкости и надежность работы изделий. 2 ил.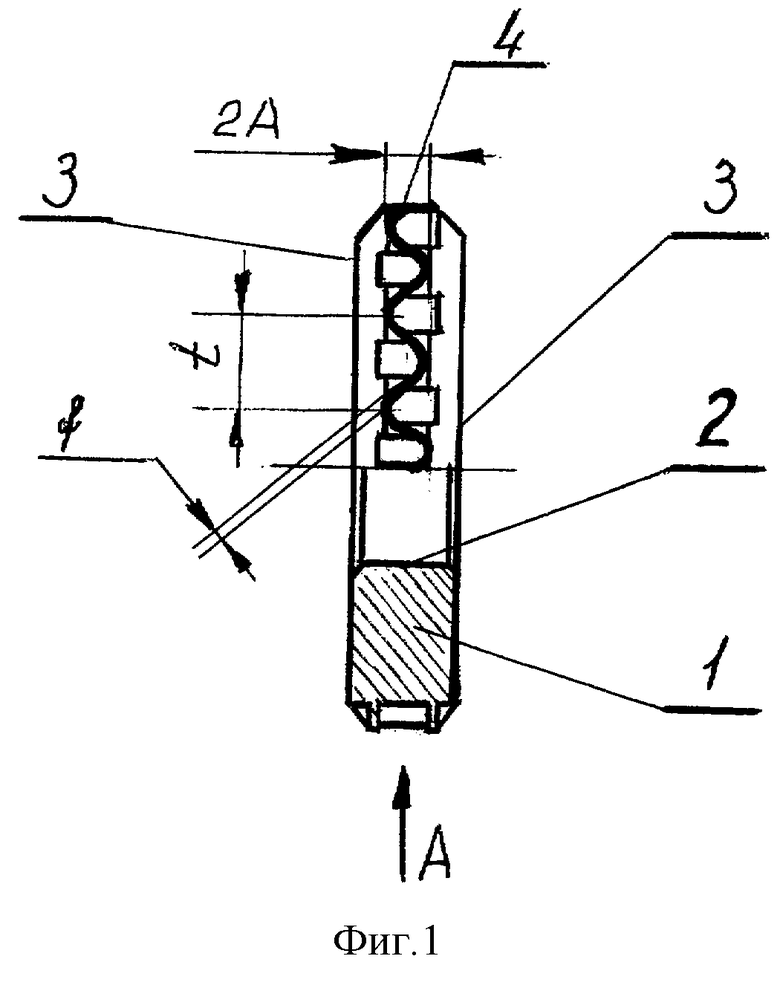
Инструмент для электромеханической обработки поверхности детали, выполненный в виде вращающегося ролика с цилиндрическим рабочим участком поверхности, отличающийся тем, что цилиндрический рабочий участок поверхности инструментального ролика выполнен в виде непрерывного регулярно повторяющегося по длине окружности геометрического узора, контуры которого ленточной формы образованы комбинацией периодически повторяющихся сопряженных синусоид, окружностей, квадратов, ромбов, шестигранников и их элементов, причем ширина ленточки равна f=0,3-0,5 мм, ее амплитуда А=0,8-1,5 мм, а период t=(3-5)A мм.
| БАГМУТОВ В.П | |||
| и др | |||
| Электромеханическая обработка: технологические и физические основы, свойства, реализация | |||
| Новосибирск: Наука, 2003, с.318 | |||
| ИНСТРУМЕНТ ДЛЯ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 1991 |
|
RU2077418C1 |
| ИНСТРУМЕНТ ДЛЯ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 1991 |
|
RU2077417C1 |
| СПОСОБ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1990 |
|
RU2030982C1 |
| СПОСОБ КОМБИНИРОВАННОГО УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2001 |
|
RU2203173C2 |
| Приспособление для поддерживания согнутых в кольца большого диаметра металлических полос или уголков при сверлении или пробивке в них дыр по цилиндрической стенке | 1926 |
|
SU5752A1 |

