Изобретение относится к производству железобетонных подрельсовых оснований, в частности к производству анкерных железобетонных шпал, то есть шпал с несъемными анкерами рельсовых скреплений.
Известен формовочный отсек многоместной формы для изготовления железобетонных шпал с выполненными в зоне установки анкерных болтов сквозными отверстиями, при этом в формовочном отсеке наклонно установлена опорная плита со скошенными торцами и пустотообразователями, закрепленными на ней посредством стяжных болтов со стопорными гайками, каждая из которых имеет центральные цилиндрические проточки, разница между глубинами которых равна перепаду высот установки пустотообразователей на опорной плите (а.с. СССР №1473952 "Многоместная форма для изготовления железобетонных шпал", В 28 В 7/24, опубл.23.04.1989 г.).
Недостатком известной конструкции является сложность установки пустотообразователей, которые с помощью специальных стяжных болтов должны быть надежно зафиксированы в строго определенном положении, которое должно сохраняться при бетонировании и виброуплотнении. Кроме того, установку, фиксацию и последующее удаление пустотообразователей выполняют вручную, что сказывается на производительности.
Наиболее близким по технической сущности к заявляемому техническому решению является формовочный отсек многоместной формы для изготовления анкерных железобетонных шпал с выполненными в зоне установки анкеров сквозными отверстиями, содержащий фиксаторы (крепеж) анкеров, причем сквозные отверстия выполнены в соответствии с конфигурацией анкерной детали и ее габаритами и имеют по периметру скошенные боковые поверхности под углом 15-20°, образуя сужение отверстий книзу, при этом они скруглены в плане по радиусу 5-10 мм. Кроме того, фиксаторы анкеров могут быть выполнены съемными либо несъемными (п. РФ №2190525 "Способ изготовления анкерных железобетонных шпал и устройство для его изготовления", В 28 В 7/24, 23/06, опубл.10.10.2003 г.).
Недостатком известного формовочного отсека является сложная конфигурация сквозных отверстий, отклонения от которой в процессе изготовления формовочного отсека ведут к неточности вертикального и горизонтального положений анкерных головок в отсеке (под анкерной головкой понимают ту часть анкерной детали, которая выступает над поверхностью шпалы), особенно при наличии подуклонки подрельсовой площадки, что, в свою очередь, ведет к снижению прочности заделки анкеров в шпале, а в дальнейшем сказывается на ширине колеи и натяжении пружинных клемм рельсовых скреплений. Кроме того, после извлечения съемных фиксаторов из шпальной формы образуются пустоты и возможно нарушение бетонной структуры шпал, приводящее к ухудшению их качества. Использование несъемных фиксаторов, остающихся в бетоне шпалы, ведет к ее удорожанию. Установка фиксаторов и последующее их удаление выполняется вручную, что снижает производительность производства шпал.
Задачей, на решение которой направлено заявляемое техническое решение, является разработка простого по конструкции формовочного отсека многоместной формы для качественного изготовления анкерных железобетонных шпал с высокой производительностью.
Предложен формовочный отсек многоместной формы для изготовления анкерных железобетонных шпал с выполненными в зоне установки анкеров сквозными отверстиями, содержащий фиксаторы анкеров, новым в котором является то, что формовочный отсек снабжен выступающими над его поверхностью жестко закрепленными втулками, расположенными соосно со сквозными отверстиями, а в боковых поверхностях втулок выполнены направляющие отверстия для размещения рабочих концов фиксаторов анкеров, при этом фиксаторы анкеров установлены с возможностью горизонтального перемещения.
Выступающие над поверхностью формовочного отсека жестко закрепленные втулки, расположенные соосно со сквозными отверстиями, выполненными в зоне установки анкеров, обеспечивают точное заранее заданное положение анкерных головок даже при наличии подуклонки подрельсовой площадки, что позволяет получить качественные шпалы. Размещение рабочих концов фиксаторов в направляющих отверстиях втулок позволяет легко и надежно зафиксировать анкеры в заданном положении, что также улучшает качество шпал.
Расположение фиксаторов с наружной стороны формовочного отсека также улучшает качество готовой шпалы, так как исключается повреждение бетонной структуры шпалы, как это происходит в случае извлечения из бетона съемных фиксаторов. Кроме того, такое расположение фиксаторов позволяет снизить себестоимость процесса изготовления шпалы за счет возможности их многократного использования и увеличить производительность за счет исключения операций по удалению съемных фиксаторов из бетона шпалы.
При проведении поиска по патентной и научно-технической информации не обнаружено решений, содержащих совокупность предлагаемых признаков, что позволяет сделать вывод о соответствии заявляемого технического решения критериям "новизна" и "изобретательский уровень".
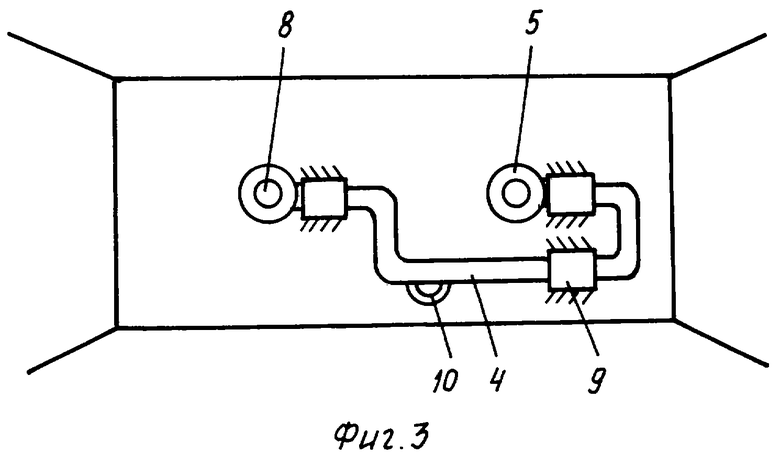
На фиг.1 схематично показан фрагмент заявляемого формовочного отсека многоместной формы для изготовления анкерных железобетонных шпал, продольный разрез; на фиг.2 - узел I на фиг.1; на фиг.3 - фрагмент формовочного отсека, вид сверху.
Предлагается согласно изобретению формовочный отсек 1 многоместной формы (не показана) для изготовления анкерных железобетонных шпал с выполненными в зоне установки анкеров 2 сквозными отверстиями 3 и содержащий фиксаторы 4 анкеров 2, причем формовочный отсек 1 снабжен выступающими над его поверхностью жестко закрепленными втулками 5, расположенными соосно со сквозными отверстиями 3, а в боковых поверхностях втулок 5 выполнены направляющие отверстия 6 для размещения рабочих концов 7 фиксаторов 4, при этом фиксаторы 4 установлены с возможностью горизонтального перемещения.
В формовочном отсеке 1 в зоне установки анкеров 2 в соответствии с формой анкерных головок 8 выполняют сквозные отверстия 3. Соосно со сквозными отверстиями 3 к формовочному отсеку 1 приваривают металлические втулки 5, высота которых равна высоте анкерных головок 8. Количество втулок 5 и сквозных отверстий 3 определяется количеством анкерных головок 8. В боковых поверхностях втулок 5 перпендикулярно их оси выполняют направляющие отверстия 6. Фиксатор 4 анкера 2 изготавливают из металлического прутка, на который устанавливают направляющие втулки 9 и приваривают ручку 10 (см. фиг.3). Направляющие втулки 9 приваривают к поверхности формовочного отсека 1 в непосредственной близости к втулкам 5.
Анкеры 2 устанавливают изнутри формовочного отсека 1. Анкерные головки 8 установлены во втулки 5, а верх анкерных головок 8 находится на одном уровне с торцевой поверхностью втулок 5. При помощи ручки 10 фиксатор 4 перемещают в горизонтальной плоскости и фиксируют анкерные головки 8 с помощью рабочих концов 7, размещенных в направляющих отверстиях 6. После этого в формовочный отсек заливают бетон.
Предлагаемый формовочный отсек многоместной формы для изготовления анкерных железобетонных шпал при простоте конструкции позволяет увеличить производительность процесса изготовления шпал и обеспечить надежность установки анкеров в шпалах, увеличивая тем самым срок их службы, и не требует больших затрат на его изготовление
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АНКЕРНЫХ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2190525C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ И БРУСКОВЫХ ПОДРЕЛЬСОВЫХ ОСНОВАНИЙ ЖЕЛЕЗНОДОРОЖНЫХ ПУТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2273562C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УСТОЙЧИВОЙ ЖЕЛЕЗНОДОРОЖНОЙ ШПАЛЫ С ИСПОЛЬЗОВАНИЕМ ОТХОДОВ ГОРНО-МЕТАЛЛУРГИЧЕСКОГО ПРОИЗВОДСТВА | 2007 |
|
RU2335590C1 |
| Способ защиты анкеров-фиксаторов захвата арматурных стержней при производстве железобетонных подрельсовых оснований | 2017 |
|
RU2675606C1 |
| ЛИНИЯ ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ | 1996 |
|
RU2113989C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ С АНКЕРНЫМИ ДЕТАЛЯМИ И УСТРОЙСТВО ДЛЯ ИХ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2315692C1 |
| АНКЕР РЕЛЬСОВОГО СКРЕПЛЕНИЯ | 2002 |
|
RU2252286C2 |
| ЖЕЛЕЗОБЕТОННОЕ ПОДРЕЛЬСОВОЕ ОСНОВАНИЕ | 2013 |
|
RU2533941C1 |
| Рельсовое скрепление | 2021 |
|
RU2767112C1 |
| АНКЕРНОЕ РЕЛЬСОВОЕ СКРЕПЛЕНИЕ | 1999 |
|
RU2190720C2 |

Изобретение относится к производству железобетонных подрельсовых оснований, в частности к производству анкерных железобетонных шпал, то есть шпал с несъемными анкерами рельсовых скреплений. Технический результат - увеличение надежности установки анкеров в шпалах и срока их службы. Предложен формовочный отсек многоместной формы для изготовления анкерных железобетонных шпал. В зоне установки отсека выполнены анкера со сквозными отверстиями и фиксаторы анкеров. Причем формовочный отсек снабжен выступающими над его поверхностью жестко закрепленными втулками, высота которых равна высоте анкерных головок. Втулки расположены соосно со сквозными отверстиями, а в боковых поверхностях втулок выполнены направляющие отверстия. В них размещаются рабочие концы фиксаторов анкеров. Фиксаторы анкеров установлены с возможностью горизонтального перемещения. 3 ил.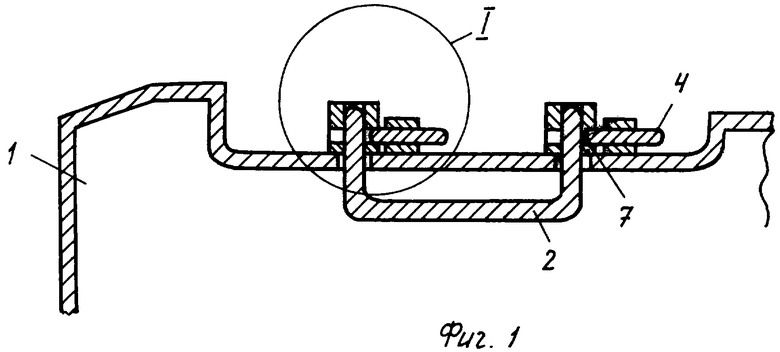
Формовочный отсек многоместной формы для изготовления анкерных железобетонных шпал с выполненными в зоне установки анкеров сквозными отверстиями и содержащий фиксаторы анкеров, отличающийся тем, что формовочный отсек снабжен выступающими над его поверхностью жестко закрепленными втулками, высота которых равна высоте анкерных головок, расположенными соосно со сквозными отверстиями, а в боковых поверхностях втулок выполнены направляющие отверстия для размещения рабочих концов фиксаторов анкеров, при этом фиксаторы анкеров установлены с возможностью горизонтального перемещения.
| СПОСОБ ИЗГОТОВЛЕНИЯ АНКЕРНЫХ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2190525C2 |

