Изобретения относятся к способу изготовления железобетонных шпал с анкерными деталями и других подрельсовых оснований и к устройству для изготовления железобетонных шпал с анкерными деталями.
Известен способ изготовления железобетонных шпал с анкерными деталями (RU 2190525 С2, В28В 7/24, 06.10.1999). Способ заключается в том, что используют многоместную металлическую форму с размещением в ней и последующим закреплением проволочной или стержневой арматуры, установкой и закреплением анкерных деталей (вручную), заполнением форм бетонной или композиционной смесью и последующим ее виброуплотнением и термообработкой, в том числе в пропарочной камере, распалубкой и, если требуется, резкой арматуры. При этом головки анкерных деталей и уплотнители смазываются смазкой в специальных емкостях, уплотнители надеваются на головки анкерных деталей, и с надетыми уплотнителями анкерные детали размещают в отверстия установочных гнезд шпальной формы. Закрепление анкеров в форме осуществляют съемным металлическим крепежом, устанавливаемым двумя его боковыми участками в отверстия боковых поверхностей шпальной формы, перпендикулярно к ее оси, а нижней частью - на монтажном выступе перемычки анкера, после чего анкер фиксируют винтом или пружинным приспособлением.
Недостатки данного способа состоят в трудоемкости отдельных операций, требующих ручного труда. Закрепление анкерной детали вручную увеличивает трудоемкость и продолжительность процесса изготовления шпалы, особенно при съемном крепеже, когда требуется несколько операций как при установке, так и при снятии крепежа, в том числе завинчивание и отвинчивание винта. Съемный крепеж, который располагается в зоне заполнения бетонной смесью, загрязняется, и требуется его чистка, что также увеличивает трудоемкость. Смазывание и надевание анкерного уплотнителя перед установкой анкерной детали, а также снятие уплотнителя после изготовления шпалы, также требует времени на данные операции. Поэтому для автоматизации процесса изготовления шпал, особенно со стержневым армированием, целесообразно исключить отдельные операции, требующие ручного труда, и видоизменить способ и устройство изготовления железобетонных шпал в части крепления анкерной детали.
Наиболее близким к предлагаемому изобретению, относящемуся к способу изготовления железобетонных шпал с анкерными деталями, является способ по патенту RU 2190525, он и взят за прототип.
В этом же патенте (RU 2190525) описано устройство для изготовления железобетонных шпал с анкерными деталями. Оно содержит многоместную металлическую форму с комплектом технологической оснастки, с устройством натяжения арматуры, где в зоне установки анкерных деталей предусмотрены симметрично расположенные сквозные отверстия, имеющие по периметру скошенные боковые поверхности под углом 15-20°, образуя сужение отверстий к низу, а в комплект оснастки входит амортизатор-уплотнитель соответствующей конфигурации, надеваемый на головки анкерной детали до заполнения формы бетонной смесью и снимаемый после получения готового изделия. Устройство также содержит съемный крепеж, фиксируемый в отверстиях боковых поверхностей формы и монтажном выступе анкера. Либо содержит несъемный крепеж из полиамида, который устанавливают на бетонируемую часть анкерной детали и фиксируют за арматуру.
Недостатки данного устройства состоят в том, что использование крепежа, который вручную устанавливают (для съемного и несъемного вариантов) и снимают (в варианте съемного), увеличивает трудоемкость и время на технологический процесс изготовления шпал. И без описанного крепежа известное устройство уже не может обеспечить известный способ по изготовлению железобетонных шпал с анкерными деталями. Поскольку известное устройство по патенту RU 2190525 является наиболее близким к заявляемому, оно и взято за прототип.
Техническим результатом данных изобретений является сокращение трудоемкости операций и, в частности, по креплению анкерной детали, и возможности применения автоматизации процессов при изготовлении железобетонных шпал с анкерными деталями.
Сущность заявляемого способа изготовления железобетонных шпал с анкерными деталями состоит в том, что используют многоместные формы, в том числе с установкой и закреплением в них анкерных деталей, размещением и последующим натяжением проволочной или стержневой арматуры, заполнением форм бетонной или композиционной смесью и последующим ее виброуплотнением и термообработкой, в том числе в пропарочной камере, распалубкой и, если требуется, резкой арматуры, причем каждую анкерную деталь размещают в отверстиях установочной плиты опалубочного гнезда шпальной формы, механизированно или вручную осуществляют нажатие на анкерную деталь до момента ее полной установки в отверстиях установочной плиты и фиксации в стационарно размещенном под установочной плитой упругом крепежном комплекте за головки анкерной детали, а после твердения бетона высвобождение головок анкерной детали из упругого крепежного комплекта происходит в процессе распалубки шпалы.
Уплотнение зазора между анкерной деталью и поверхностью контура отверстия в установочной плите возможно производить двумя способами. Перед установкой анкерных деталей в отверстия установочной плиты уплотняющие детали надевают на головки анкерных деталей, и при этом в зависимости от материала они являются одноразовыми или многоразовыми. Либо анкерные детали устанавливают в отверстия установочной плиты, в которых стационарно расположены уплотняющие детали многоразового использования.
Устройство для изготовления железобетонных шпал с анкерными деталями содержит многоместную металлическую форму с устройством натяжения арматуры и опалубочными гнездами с установочными плитами, в каждой из которых предусмотрены симметрично расположенные отверстия для установки анкерной детали, а также с комплектом технологической оснастки, причем под каждой установочной плитой опалубочного гнезда в области каждого отверстия для анкерной детали стационарно расположен упругий крепежный комплект, с помощью которого происходит фиксация анкерных деталей, при этом упругий крепежный комплект имеет как минимум одну пружину на каждую головку анкерной детали.
Пружина упругого крепежного комплекта выполнена из пружинной стали изогнутой формы, с обеспечением удержания анкерной детали от выдергивающего усилия при виброуплотнении бетонной смеси.
Фиксация анкерной детали осуществляется пружиной за крюки кронштейнов головок анкерной детали либо за специально предусмотренные выемки в головках анкерной детали.
Уплотняющие детали, входящие в комплект технологической оснастки, расположены стационарно в отверстиях установочной плиты до установки анкерных деталей, либо являются съемной деталью, надеваемой на каждую головку анкерной детали перед установкой в шпальную форму. Уплотняющие детали выполнены из упругого или упругопластичного материала.
Предлагаемые изобретения иллюстрируются чертежами.
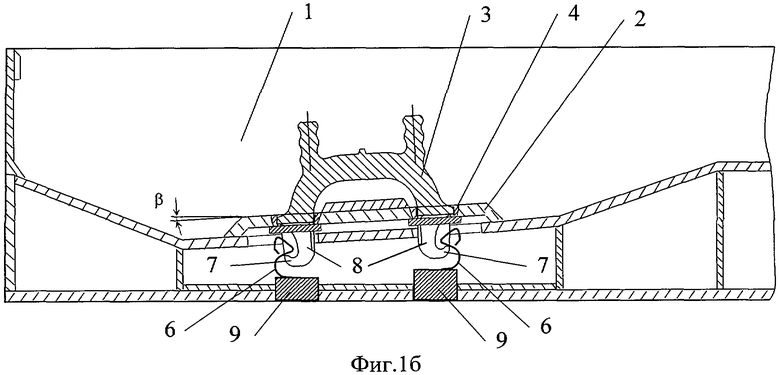
На фиг.1а и фиг.1б представлено устройство для изготовления железобетонных шпал с анкерными деталями, содержащее варианты пружинных комплектов для крепления анкерных деталей.
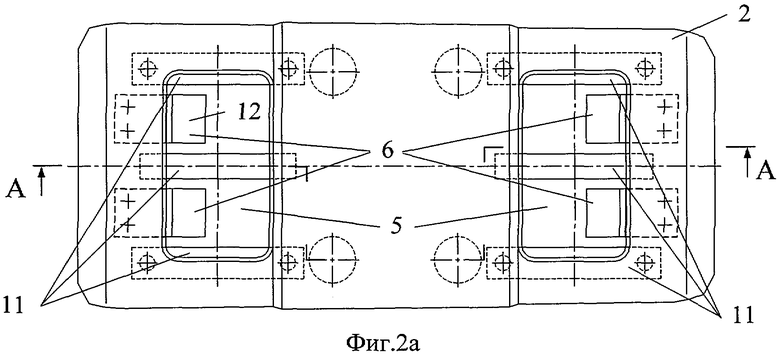
На фиг.2а и фиг.2б представлен вариант установочной плиты для анкерных деталей с размещенным на ней упругим крепежным комплектом.
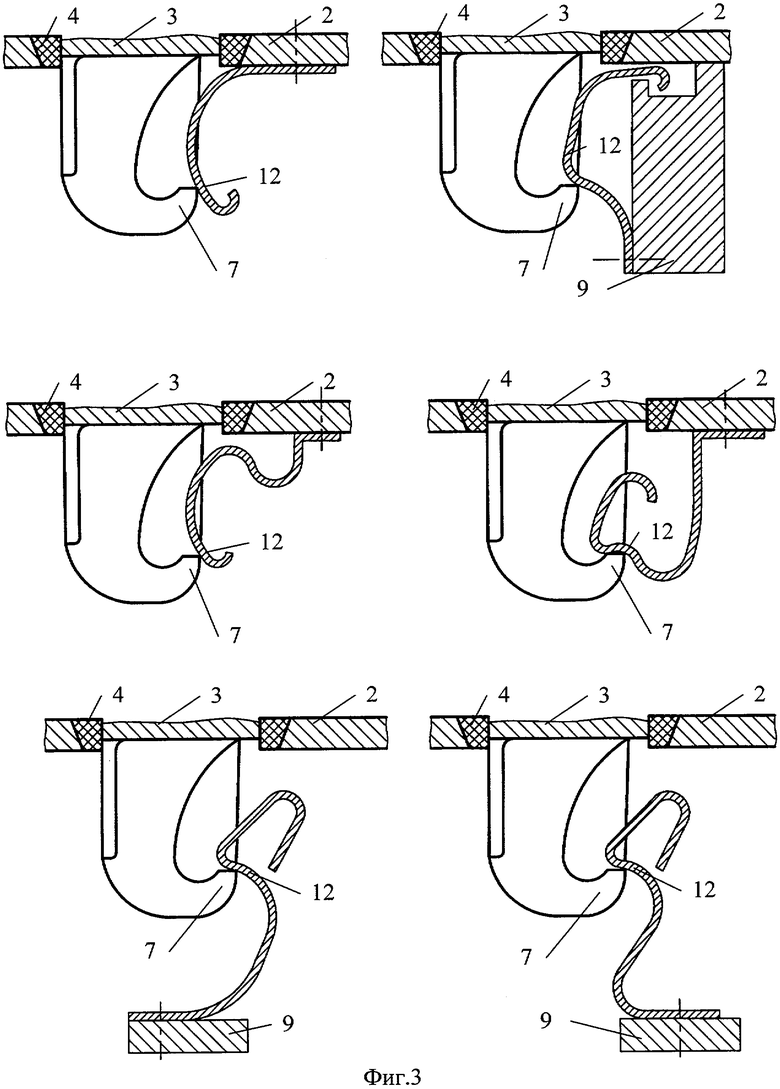
На фиг.3 представлены варианты выполнения пружины в устройстве для изготовления железобетонных шпал с анкерными деталями.
Процесс изготовления железобетонных шпал с анкерными деталями по предлагаемому способу осуществляется в следующей последовательности.
Производится чистка и смазка шпальной формы 1, в том числе с установочными плитами 2. Если уплотнение анкерных деталей 3 производится с помощью съемных уплотнителей 4, то при необходимости их предварительно смазывают, а затем уплотнители 4 надеваются на основания головок анкерных деталей 3. Если же уплотнители 4 стационарно расположены в шпальной форме, то сразу производится следующая операция - установка анкерных деталей 3 в отверстия 5 установочной плиты 2 шпальной формы 1.
Далее осуществляют нажатие на анкерную деталь 3, механизированно или вручную, до момента ее полной установки в отверстиях 5 установочной плиты 2. При этом происходит фиксация анкерной детали 3 в стационарно размещенном под установочной плитой 2 упругом крепежном комплекте 6 за крюки 7 кронштейнов головки 8 либо за специально предусмотренные выемки в головках анкерной детали для ее удерживания от смещений при виброуплотнении бетонной смеси. В случае, если не использовались уплотняющие детали, то возможно проводить уплотнение зазора между анкерной деталью 3 и поверхностью контура отверстия 5 в установочной плите 2 с помощью герметика (на основе силиконовых композиций и др.).
Далее проводят операции по размещению в шпальной форме арматуры и ее предварительному натяжению.
После производят заполнение опалубочных гнезд шпальной формы 1 бетонной смесью и ее виброуплотнение. Далее происходит твердение бетонной смеси естественным способом или ускоренно, например в пропарочной камере.
При дальнейшей распалубке шпал возможно использовать кантователи с высвобождением шпалы под действием собственного веса либо применять устройства для распалубки с нажатием на головки 8 анкерных деталей либо нажатием непосредственно на шпалу. Соответственно высвобождение из стационарного упругого крепежного комплекта 6 происходит самопроизвольно при распалубке, без применения ручного труда.
Шпалы вынимаются из формы, и в случае использования съемных уплотнителей 4 производится их снятие. Далее, если процесс производился в длинномерных многоместных формах с натяжением проволочной арматуры, производится резка на отдельные шпалы. Для шпал со стержневой арматурой производят закрытие концов арматуры в выемках на торце шпалы пластмассовым колпачком или заполняют выемки песчано-цементной смесью.
Предлагаемое устройство для изготовления железобетонных шпал с анкерными деталями содержит многоместную металлическую форму 1 с устройством натяжения арматуры и опалубочными гнездами с установочными плитами 2, в каждой из которых предусмотрены симметрично расположенные отверстия 5 для установки анкерной детали 3, а также с комплектом технологической оснастки. Под каждой установочной плитой 2 шпальной формы 1 в зоне отверстий 5 стационарно расположен упругий крепежный комплект 6, прикрепляемый непосредственно к шпальной форме 1 или установочной плите 2 или размещенный на основаниях 9. Установочная плита 2 может быть как плоской, так и с загнутыми концами 10, для формирования углубления в шпале. Отверстия 5 плиты 2 могут выполняться с перемычками 11, для надежной установки анкерной детали.
Упругий крепежный комплект 6 состоит как минимум из одной пружины 12 на каждую из двух головок 8 анкерной детали 3. Возможно выполнение по одной пружине 12 на каждый крюк 7 кронштейна.
Пружина 12 может быть выполнена из стального листа либо из прутка. Конфигурация пружины 12 может быть различной и зависеть от расположения упругого крепежного комплекта 6, например под головкой анкерной детали, либо с внешних сторон относительно кронштейнов анкерной детали (см. варианты на фиг.3).
В связи с возможным изнашиванием пружины 12 в процессе работы целесообразно предусмотреть в шпальной форме 1 свободный доступ к ней, а крепление самой пружины 12 либо упругого крепежного комплекта 6 по возможности осуществлять с использованием крепежных элементов, а не сварки.
В процессе установки и далее при надавливании механизированно или вручную на анкерную деталь 3 внешние стороны кронштейнов головки 8, выполненные по радиусу, раздвигают пружины 12. Далее, головки 8 анкерной детали 3 полностью до упора входят в отверстие 5 и при этом высвобождают пружины 12, которые под действием упругой силы занимают положение в выемках и зацепляют крюки 7 кронштейнов анкерной детали 3 либо входят в специально предусмотренные выемки в головках анкерной детали 3. Зажатие анкерной детали 3 пружинами 12 обеспечивает ее удержание как при заполнении опалубочных гнезд бетонной смесью, так и от выдергивающего усилия при операции виброуплотнения бетонной смеси. В процессе распалубки происходит обратное, шпала под собственным весом, либо при надавливании на головки анкерных деталей, замоноличенных в шпале, либо нажатии на саму шпалу стремится переместиться, крюки 7 кронштейнов раздвигают пружины 12, и головки анкеров высвобождаются из упругого крепежного комплекта 6.
В целом при использовании способа и устройства для изготовления железобетонных шпал с анкерными деталями со стационарно расположенным упругим крепежным комплектом для фиксации анкерной детали под каждой установочной плитой шпальной формы позволяет сократить время на установку и крепление анкерных деталей, также позволяет автоматизировать процесс изготовления шпал и сокращает долю ручных операций, что ведет в целом к снижению трудоемкости изготовления шпал и снижению себестоимости изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АНКЕРНЫХ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2190525C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УСТОЙЧИВОЙ ЖЕЛЕЗНОДОРОЖНОЙ ШПАЛЫ С ИСПОЛЬЗОВАНИЕМ ОТХОДОВ ГОРНО-МЕТАЛЛУРГИЧЕСКОГО ПРОИЗВОДСТВА | 2007 |
|
RU2335590C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ И БРУСКОВЫХ ПОДРЕЛЬСОВЫХ ОСНОВАНИЙ ЖЕЛЕЗНОДОРОЖНЫХ ПУТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2273562C2 |
| ЖЕЛЕЗОБЕТОННАЯ ШПАЛА | 2005 |
|
RU2293810C1 |
| УСТРОЙСТВО ЗАКРЕПЛЕНИЯ И ЗАЩИТЫ ГОЛОВКИ АНКЕРА ПРИ БЕТОНИРОВАНИИ ШПАЛЫ | 2006 |
|
RU2346810C2 |
| ФОРМОВОЧНЫЙ ОТСЕК МНОГОМЕСТНОЙ ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ АНКЕРНЫХ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ | 2003 |
|
RU2272708C2 |
| Способ защиты анкеров-фиксаторов захвата арматурных стержней при производстве железобетонных подрельсовых оснований | 2017 |
|
RU2675606C1 |
| Способ установки анкерных конструкций | 1979 |
|
SU1015067A1 |
| Составной пустотообразователь | 1991 |
|
SU1823814A3 |
| ЛИНИЯ ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ | 1996 |
|
RU2113989C1 |

Изобретения относятся к способу изготовления железобетонных шпал с анкерными деталями и других подрельсовых оснований, а также к устройству для изготовления железобетонных шпал с анкерными деталями. В способе изготовления железобетонных шпал с анкерными деталями при использовании многоместных форм, в том числе с установкой и закреплением в них анкерных деталей, размещением и последующим натяжением проволочной или стержневой арматуры, заполнением форм бетонной или композиционной смесью и последующим ее виброуплотнением и термообработкой, каждую анкерную деталь размещают в отверстиях установочной плиты опалубочного гнезда шпальной формы и осуществляют нажатие на анкерную деталь, механизированно или вручную, до момента ее полной установки в отверстиях установочной плиты и фиксации в стационарно размещенном под установочной плитой упругом крепежном комплекте за головки анкерной детали. После твердения бетона высвобождение головок анкера из упругого крепежного комплекта происходит при распалубке. В устройстве для изготовления железобетонных шпал с анкерными деталями, содержащем многоместную металлическую форму с устройством натяжения арматуры и опалубочными гнездами и комплектом технологической оснастки, под каждой установочной плитой в области каждого отверстия для анкерной детали стационарно расположен упругий крепежный комплект, с помощью которого происходит фиксация анкерных деталей. Комплект состоит как минимум из одной пружины на каждую головку анкерной детали, пружина выполнена из пружинной стали изогнутой формы. Фиксация анкерной детали пружиной осуществляется за крюки кронштейнов головок анкерной детали либо за специально предусмотренные выемки в головках анкерной детали. Технический результат изобретения заключается в сокращении времени на установку и крепление анкерных деталей, возможности автоматизации процесса изготовления шпал и сокращении доли ручных операций, что ведет в целом к снижению трудоемкости изготовления шпал и снижению себестоимости изделий. 2 н. и 6 з.п. ф-лы, 3 ил.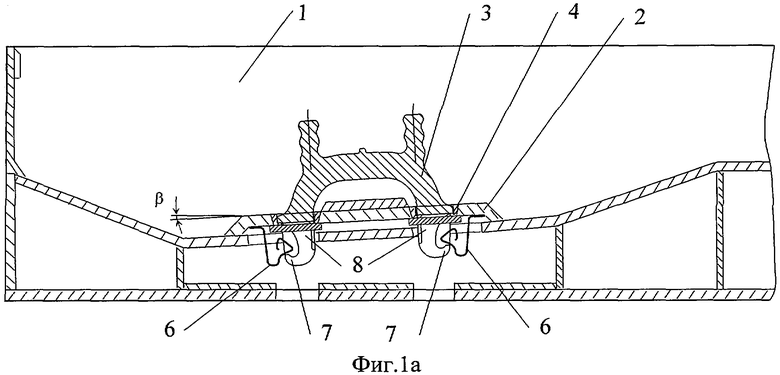
| СПОСОБ ИЗГОТОВЛЕНИЯ АНКЕРНЫХ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2190525C2 |
| Многоместная форма для изготовления железобетонных шпал | 1986 |
|
SU1473952A1 |
| Способ изготовления железобетонных шпал | 1991 |
|
SU1808081A3 |
| Устройство для крепления строительных элементов | 1977 |
|
SU949103A1 |
| Замковое устройство | 1990 |
|
SU1812349A1 |
| US 4102957 A, 25.07.1978. | |||

