Настоящее изобретение относится к сращивающему устройству для сращивания друг с другом полос кордов, вводимых в резиновый материал, снабженному подающим транспортным устройством для подачи полос в направлении подачи, сращивающим узлом для сращивания полос друг с другом, причем сращивающий узел содержит стол для сращивания и сращивающую машину, расположенную над столом для сращивания, а подающее транспортное устройство подает полосы в сращивающий узел, и удаляющим транспортным узлом для удаления полос, сращенных друг с другом. Корды, вводимые в резиновый материал, могут быть, например, из стали и т.п.
Такие сращивающие устройства известны и используются довольно давно. В упомянутых известных устройствах полосы подаются на стол для сращивания и скользят по столу для сращивания до тех пор, пока не оказываются в положении сращивания.
Например, из документа US-A-4832780 известно устройство для соединения друг с другом полос кордов, вводимых в резиновый материал. Упомянутое устройство имеет подающее транспортное устройство для подачи полос на стол для сращивания. Над столом для сращивания расположено позиционирующее устройство для позиционирования полосы. В данном случае проблема заключается в том, что полоса может деформироваться во время позиционирования.
Кроме того, из документа US-A-3935056 также известно устройство для сращивания друг с другом полос кордов, внедряемых в резиновый материал. В данном случае полосы подаются на стол для сращивания, состоящий из половин. Угол, под которым две половины располагаются друг относительно друга, можно регулировать, но рабочий диапазон ограничен большими углами.
Тем не менее, существует потребность в сращивающем устройстве, обеспечивающем удовлетворительную производительность, а также повышенное качество полос, сращенных друг с другом.
С этой целью сращивающее устройство вышеописанного типа согласно изобретению отличается тем, что подающее транспортное устройство снабжено первым транспортным узлом и вторым транспортным узлом, которые расположены на одной линии друг с другом, причем первый транспортный узел подает полосы во второй транспортный узел, а второй транспортный узел подает полосы в сращивающий узел и имеет входной конец и выходной конец, и тем, что выходной конец второго транспортного узла и стол для сращивания выполнены с возможностью бокового, то есть поперечного направлению транспортировки, перемещения друг относительно друга. В самом деле, поскольку стол для сращивания и второй транспортный узел выполнены с возможностью бокового перемещения друг относительно друга, полосу можно подавать на стол для сращивания с обеспечением регулирования ее положения в боковом направлении.
В предпочтительном конкретном варианте осуществления сращивающего устройства, соответствующего изобретению, второй транспортный узел выполнен с возможностью его бокового перемещения как единого целого. В альтернативном варианте второй транспортный узел может быть установлен с возможностью поворота вокруг своего входного конца. В дополнительном или альтернативном варианте стол для сращивания может быть выполнен с возможностью его бокового перемещения как единого целого.
В частности, при наличии узких и/или нежестких полос, скольжение этих полос по столу для сращивания приводит к неудовлетворительной точности положения, вследствие чего сращивание двух полос друг с другом оказывается невоспроизводимым и недостаточно точным. В общем случае полосы имеют треугольный набегающий и треугольный сбегающий край, а в частности, может происходить нежелательное заострение уже острого края вверх во время скольжения. В известных соединяющих устройствах предприняты попытки как можно больше ограничить этот эффект путем выбора точки поворота сращивающего узла, который образует линию сращивания, на стороне тупого угла края. В результате этого происходят отклонения на одной стороне полос, сращиваемых друг с другом, что может привести к неприемлемо большому отклонению. В конкретном варианте осуществления сращивающего устройства согласно изобретению эта проблема решается за счет того, что сращивающая машина установлена с возможностью поворота, и за счет того, что точка поворота образована серединой линии сращивания. Таким образом, возможные отклонения распределяются по обеим сторонам полос, и получаемое (уменьшенное вдвое) отклонение может оказаться в самом деле приемлемым.
Чтобы уменьшить неточности при позиционировании, возникающие в результате скольжения полос по столу для сращивания, в конкретном варианте осуществления сращивающего устройства согласно изобретению стол для сращивания снабжен продольной осевой линией, делящей этот стол для сращивания на первую половину стола для сращивания и вторую половину стола для сращивания, входным концом, выходным концом, первым транспортным узлом стола для сращивания, расположенным на первой половине стола для сращивания, причем первый транспортный узел стола для сращивания проходит от входного конца стола для сращивания на некоторое расстояние от этого входного конца стола для сращивания, и, предпочтительно, вторым транспортным узлом стола для сращивания, расположенным на второй половине стола для сращивания, причем второй транспортный узел стола для сращивания проходит от выходного конца стола для сращивания. В результате половину подаваемой полосы можно расположить на первом транспортном узле стола для сращивания и, например, за счет синхронизированного привода, с помощью второго транспортного узла полосу можно подавать без потери точности в нужное положение на столе для сращивания. Вместе с удаляющим транспортным устройством второй транспортный узел стола для сращивания обеспечивает выпуск двух полос, которые сращены друг с другом.
Для транспортировки полосы в предварительно определенное положение на столе для сращивания, между первым транспортным узлом и вторым транспортным узлом преимущественно предусмотрен первый датчик для определения центра полосы, а также для формирования сигнала начального положения. Поэтому оказывается возможным позиционирование полосы на очень ранней стадии, что повышает точность сращивания.
В предпочтительном варианте положение полосы между вторым транспортным узлом и столом для сращивания определяет второй датчик, который также формирует сигнал положения середины, а положение полосы под линией сращивания определяет третий датчик, который также формирует сигнал положения конца. В результате можно вносить поминутные изменения положения.
В предпочтительном варианте предусмотрен компьютер, имеющий файл, в который включено целевое положение, и сравнивающий узел для сравнения сигнала положения, формируемого одним из датчиков и подаваемого в компьютер, с целевым положением, а также для выдачи управляющего сигнала для управления относительным боковым положением стола для сращивания и/или второго транспортного узла. Таким образом, под управлением компьютера можно задать положение стола для сращивания и/или второго транспортного узла. С помощью получаемых компьютерных данных можно также управлять лентами транспортера. Компьютерное управление и датчики образуют средства управления коррекциями. Коррекции осуществляются во время подачи полос, в результате чего можно получить сращивающее устройство, обеспечивающее быструю обработку полос.
Очень точное сращивание получается, когда целевым положением является середина линии сращивания.
Точность сращивания дополнительно повышается, когда первый и второй транспортный узел стола для сращивания и второй транспортный узел синхронно замедляются до нулевой скорости, так что сращивание полос друг с другом происходит тогда, когда полосы неподвижны.
В одном конкретном варианте осуществления первый и второй транспортные узлы являются узлами того типа, которые поддерживают полосы почти по всей их длине. В результате обеспечивается оперативный контроль транспортировки. Для реализации лучшего оперативного контроля перемещения в одном конкретном варианте осуществления транспортные узлы снабжены средствами фиксации полос на поверхности транспортных узлов. Упомянутые средства могут, например, быть пригодными для создания магнитных полей или вакуума между полосами и поверхностью транспортных узлов. Ввиду этого подача оказывается управляемой. В этом конкретном варианте осуществления предпочтительной является возможность включения и отключения средств фиксации полос.
Некоторые возможные конкретные варианты осуществления сращивающего устройства, соответствующего настоящему изобретению, будут описаны в качестве примера на основе чертежей.
На фиг.1 условно изображен первый конкретный вариант осуществления сращивающего устройства согласно изобретению, и
на фиг.2А-2D условно изображен второй конкретный вариант осуществления сращивающего устройства согласно изобретению.
На фиг.1 условно изображен вид сверху первого конкретного варианта осуществления сращивающего устройства 1 для сращивания друг с другом полос кордов, вводимых в резиновый материал согласно изобретению. Корды, вводимые в резиновый материал, могут быть, например, из стали и т.п. Такие корды армируют полосы.
Сращивающее устройство 1 содержит подающее транспортное устройство 2 для подачи полос в направлении 3 подачи. В соответствии с изобретением подающее транспортное устройство 2 содержит первый транспортный узел 4 и второй транспортный узел 5, которые расположены на одной линии друг с другом. Второй транспортный узел 5 имеет входной конец 9 и выходной конец 10.
Кроме того, сращивающее устройство 1 содержит сращивающий узел 6 для соединения полос друг с другом. Сращивающий узел 6 содержит стол 7 для сращивания и сращивающую машину 8, расположенную над столом 7 для сращивания. Линия 12 сращивания определяется сращивающей машиной 8.
Во время работы сращивающего устройства 1 первый транспортный узел 4 подает полосы во второй транспортный узел 5. Второй транспортный узел 5 последовательно транспортирует полосы дальше на имеющийся в сращивающем узле 6 стол 7 для сращивания.
Согласно изобретению положение полосы, подаваемой на стол 7 для сращивания, можно регулировать, совмещая его с положением полосы, которая уже присутствует на столе 7 для сращивания, так что эти две полосы можно сращивать друг с другом точнее, потому что выпускной конец 10 второго транспортного узла 5 и стола 7 для сращивания выполнены с возможностью бокового, то есть поперечного направлению транспортировки, перемещения друг относительно друга.
Когда две полосы сращены друг с другом, их удаляют посредством удаляющего транспортного устройства 11 для удаления полос, сращенных друг с другом.
Для бокового перемещения выходного конца 10 второго транспортного узла 5 и стола 7 для склеивания друг относительно друга возможны разные альтернативные варианты. Например, второй транспортный узел 5 может быть выполнен с возможностью его бокового перемещения как единого целого. Кроме того, второй транспортный узел может быть установлен с возможностью поворота вокруг своего входного конца 9. В дополнительном или альтернативном варианте стол 7 для сращивания может быть выполнен с возможностью его бокового перемещения как единого целого.
Для транспортировки полосы в предварительно определенное положение на столе 7 для сращивания согласно изобретению между первым транспортным узлом 4 и вторым транспортным узлом 5 предусмотрен первый датчик 13. Упомянутый датчик 13 формирует сигнал начального положения. Таким образом, уже обеспечивается возможность позиционирования полосы на очень ранней стадии, что повышает точность готового сростка.
В предпочтительном варианте положение полосы между вторым транспортным узлом 5 и столом 7 для сращивания определяет второй датчик 14. Упомянутый второй датчик 14 также формирует сигнал положения середины. Положение полосы под линией 12 сращивания определяет третий датчик 15, который также формирует сигнал конечного положения. В результате можно вносить поминутные изменения положения, как будет пояснено ниже.
В предпочтительном варианте предусмотрен компьютер (не показан), имеющий файл, в который включено целевое положение, и сравнивающий узел для сравнения сигнала положения, формируемого одним из датчиков и подаваемого в компьютер, с целевым положением, а также для выдачи управляющего сигнала для управления относительным боковым положением стола 7 для сращивания и/или второго транспортного узла 5, как будет пояснено ниже. Таким образом, с помощью компьютера можно задать положение стола 7 для сращивания и/или второго транспортного узла 5.
Очень точное сращивание можно получить, когда целевым положением является центр линии 12 сращивания. В частности, при наличии узких и/или нежестких полос чрезвычайно выгодно, когда сращивающая машина 8 установлена с возможностью поворота, а точка поворота образована серединой линии 12 сращивания. Поэтому, как указано выше, возможные отклонения распределяются по обеим сторонам полос, и получаемые (уменьшенные вдвое) отклонения оказываются в самом деле приемлемыми.
Изобретение также дает возможность уменьшить неточности при позиционировании, возникающие в результате скольжения полос по столу 7 для сращивания, как показано на фиг.2. Стол 7 для сращивания имеет мнимую продольную центральную линию 16, делящую стол 7 для сращивания на первую половину 17 стола для сращивания и вторую половину 18 стола для сращивания. Стол 7 для сращивания также имеет входной конец 19 и выходной конец 20. На первой половине 17 стола для сращивания находится первый транспортный узел 21 стола для сращивания, который проходит от входного конца 19 стола 7 для сращивания на некоторое расстояние от входного конца 19 стола 7 для сращивания. Ввиду этого половину подаваемой полосы можно расположить на первом транспортном узле 21 стола для сращивания и, например, за счет синхронизованного привода можно с помощью второго транспортного узла 5 подавать полосу без потери точности в нужное положение на столе 7 для сращивания.
Когда после сращивания двух полос друг с другом их приходится удалять со стола, дополнительное преимущество обеспечивается в случае, когда второй транспортный узел 22 стола для сращивания расположен на второй половине 18 стола для сращивания и проходит на некоторое расстояние от выходного конца 20 стола 7 для сращивания.
Вышеупомянутые транспортные узлы и т.п. образованы например, лентами транспортера, возможно снабженными средствами создания вакуума или магнитного поля для транспортировки полос без скольжения.
Лентами 4, 5, 21 и 22 транспортера можно управлять также с помощью компьютера и данных, получаемых датчиками 13, 14 и 15.
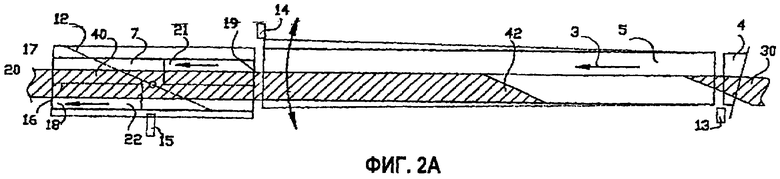
Ниже, на основе фиг.2А-2D, приводится пояснение работы сращивающего устройства согласно изобретению.
Во время подачи полосы 30 на стол 7 для сращивания эту полосу 30 принудительно направляют в боковом направлении к целевому положению на линии 12 сращивания. С этой целью положение полосы 30 заранее измеряют с помощью датчика 13, находящегося в том месте, где полоса 30 передается на второй транспортный узел 5, также называемый центрирующим транспортером. Это дает возможность направлять передний край 31 (фиг.2В) в боковое целевое положение во время транспортировки полосы 30 на стол 7 для сращивания. Аналогичным образом измеряют также боковое положение задней стороны полосы 30 во время передачи на центрирующий транспортер 5 и направляют в целевое положение во время транспортировки.
Положением останова полосы 30 на столе 7 для сращивания управляют с помощью датчиков 14 и 15 (для ясности, они показаны только на фиг.2А), и на основе этого корректируют данные привода ленты 4 транспортера и удаляющего транспортного устройства для удаления полос, сращенных друг с другом.
Для удаления полос, сращенных друг с другом, от линии 12 сращивания при одновременном оперативном контроле, а также для подачи подаваемой полосы от линии 12 сращивания при одновременном оперативном контроле предусмотрены транспортные узлы 21 и 22 стола для сращивания.
Во время подачи транспортный узел 21 стола для сращивания в предпочтительном варианте перемещается синхронно с центрирующим транспортером 5, а половина полосы 30, если смотреть в поперечном направлении, фиксируется посредством транспортного узла 21 стола для сращивания. Другая половина подаваемой полосы скользит по столу 7 для сращивания.
После сращивания полосы 30 с полосой 40, уже поданной на стол 7 для сращивания, полосы 30, 40, сращенные друг с другом, проходят вперед за счет движения всех транспортных узлов 5, 21 и 22, тогда как позиционирование концевого края удаляемой полосы 30 осуществляется посредством транспортного узла 22.
Хотя на чертежах показано, что транспортные узлы 21 и 22 стола для сращивания проходят лишь над частью стола 7 для сращивания, в альтернативном варианте также возможно, чтобы они проходили на всю длину стола 7 для сращивания. Работа, в принципе, остается такой же, нужно лишь понять, что первая половина транспортного узла 21 стола для сращивания должна иметь достаточное зажимное усилие для подачи материала без скольжения, тогда как вторая половина должна быть выполнена с возможностью прохождения под уже пропущенной полосой 40 без изменения положения этой полосы. С этой целью можно предусмотреть в первой части средство для создания вакуума или магнитного поля для фиксации полосы, а во второй части можно предусмотреть так называемую систему пневматической флотации. Что касается транспортного узла 22 стола для сращивания, то другим путем его реализации является расположение на нем средств для создания вакуума или магнитного поля и системы пневматической флотации.
На фиг.2А показано, что предшествующее сращивание между полосами уже осуществлено, и прохождение полосы начинается при высокой скорости лент 4, 5, 21 и 22 транспортера. Положение набегающего края 31 полосы 30 измеряется с помощью датчика 13. В результате центральную линию полосы 30 можно расположить в положении середины линии 12 сращивания. Во время прохождения центральная линия конца 42 уже сращенной полосы 40 направляется к середине линии 12 сращивания посредством перемещающего устройства 43 (для ясности, показанного только на фиг.2В), соединенного с центрирующим транспортером 5. Отработка этого заканчивается, когда конец 42 покидает центрирующий транспортер 5. Упомянутый конец 42 распознается датчиком 14.
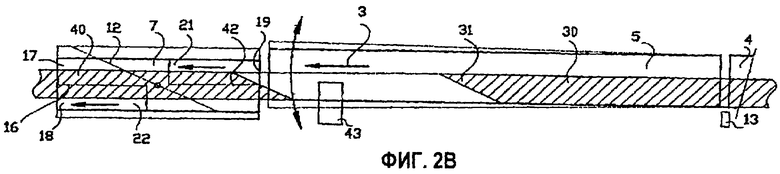
В ситуации, показанной на фиг.2В, замедление полосы 40 при движении к линии 12 сращивания начинается посредством транспортных узлов 21 и 22 стола для сращивания. Кроме того, для позиционирования центральной линии поступающего края 31 в боковом направлении используется центрирующий транспортер 5, причем упомянутый транспортер 5 по-прежнему работает на высокой скорости. В результате край 31 оказывается направленным точно по направлению к середине стола 7 для сращивания даже до того, как край 31 достиг стола 7 для сращивания.
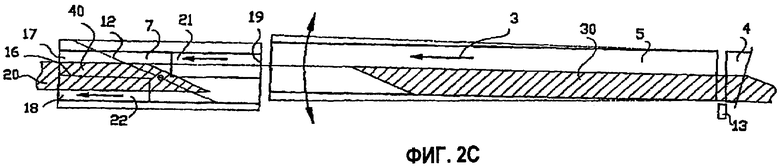
На фиг.2С показана ситуация, в которой положение полосы 40 опять определяется посредством датчика 15. Транспортные узлы 21 и 22 стола для сращивания по-прежнему работают синхронно, но замедляются до нулевой скорости. Транспортер 5 тоже замедляется до нулевой скорости. Ввиду малой скорости точность измерения положения конца 42 относительно линии 12 сращивания также является большой, а проходящий конец 42 можно располагать точно по направлению к положению соединения. Момент, когда датчик 15 больше не обнаруживает материал, также является моментом, когда скорость транспортного узла 21 стола для сращивания регулируется до уравнивания со скоростью центрирующего транспортера 5.
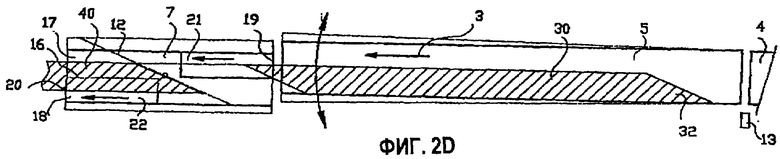
На фиг.2D изображена ситуация, в которой поданная полоса 30 обнаруживается датчиком 14. Транспортные узлы 21 и 22 стола для сращивания синхронно замедляются для позиционирования полосы 30 в положение останова. Когда датчик 15 во время этого замедления обнаруживает материал, можно регулировать позиционирование. Между прочим боковое положение заднего конца 32 (см. фиг.2D) измерено датчиком 13, и поэтому центральную линию этого конца также можно точно направить к середине стола 7 для сращивания.
Таким образом, боковое позиционирование как поступающего, так и уже прошедшего краев и концов полос соответственно осуществляется во время транспортировки по центрирующему транспортеру 5, что не оказывает негативного влияния на время цикла сращивающего узла. Более того, транспортные узлы 21 и 22 стола для сращивания управляют положением соединяемых полос как в боковом направлении, так и в направлении длины, вплоть до достижения линии сращивания, независимо от угла или ширины материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОДАЮЩЕЕ УСТРОЙСТВО ДЛЯ ПОДАЧИ РЕЗИНОВОГО МАТЕРИАЛА К УСТРОЙСТВУ ДЛЯ РЕЗКИ | 2001 |
|
RU2263064C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИНЫ ИЗ СРАЩЕННЫХ ПОЛОСОК | 2011 |
|
RU2539887C2 |
| СРАЩЕННОЕ ОПТИЧЕСКОЕ ВОЛОКНО С ЗАЩИТОЙ СПЛАЙСА, ДАТЧИК ТОКА С ТАКИМ СРАЩЕННЫМ ОПТИЧЕСКИМ ВОЛОКНОМ И СПОСОБ ЗАЩИТЫ СРАЩЕННОГО ОПТИЧЕСКОГО ВОЛОКНА | 2019 |
|
RU2761933C1 |
| РЕЖУЩЕЕ УСТРОЙСТВО | 2008 |
|
RU2468910C2 |
| ДЕРЖАТЕЛЬ, УСТРОЙСТВО ДЛЯ СРАЩИВАНИЯ СПЛАВЛЕНИЕМ И СПОСОБ СБОРКИ ОПТИЧЕСКОГО КОННЕКТОРА | 2007 |
|
RU2460100C2 |
| УСТРОЙСТВО ДЛЯ ЗАХВАТА, ПЕРЕМЕЩЕНИЯ И УКЛАДЫВАНИЯ ЛЕНТ ИЛИ ПОЛОС ГИБКОГО МАТЕРИАЛА | 2005 |
|
RU2379186C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО КАНАТА ПОСРЕДСТВОМ СРАЩИВАНИЯ | 2012 |
|
RU2607756C2 |
| УЗЕЛ СРАЩИВАНИЯ ОПТИЧЕСКИХ ВОЛОКОН И ВОЛОКОННО-ОПТИЧЕСКИЙ СОЕДИНИТЕЛЬ С ТАКИМ УЗЛОМ | 2012 |
|
RU2626056C2 |
| РАЗМАТЫВАЮЩЕЕ УСТРОЙСТВО ДЛЯ КАТУШЕК МАТЕРИАЛА В ВИДЕ ЛЕНТЫ, ИМЕЮЩЕЕ НАКОПИТЕЛЬНЫЕ ЭЛЕМЕНТЫ ВРЕМЕННОГО ДЕЙСТВИЯ ДЛЯ МАТЕРИАЛА, РАЗМАТЫВАЕМОГО В ФАЗЕ ЗАМЕНЫ КАТУШЕК, И СООТВЕТСТВУЮЩИЙ СПОСОБ | 2004 |
|
RU2344064C2 |
| Устройство для сращивания кабельных изделий | 1976 |
|
SU736234A1 |
Изобретение относится к сращивающему устройству для сращивания друг с другом полос кордов, вводимых в резиновый материал. Сращивающее устройство содержит подающее транспортное устройство для подачи полос в направлении подачи, сращивающий узел для сращивания полос друг с другом и удаляющее транспортное устройство для удаления сращенных полос. Сращивающий узел содержит стол для сращивания и сращивающую машину, расположенную над столом для сращивания. Подающее транспортное устройство выполнено с возможностью подачи полос в сращивающий узел и содержит первый транспортный узел и второй транспортный узел, которые расположены на одной линии друг с другом. При этом первый транспортный узел выполнен с возможностью подачи полос во второй транспортный узел, а второй транспортный узел выполнен с возможностью подачи полос в сращивающий узел и имеет входной конец и выходной конец. Выходной конец второго транспортного узла и стол для сращивания выполнены с возможностью бокового, то есть поперечного направлению транспортировки, перемещения друг относительно друга. Изобретение позволяет повысить качество сращенных полос корда за счет точного расположения их друг относительно друга и производительность устройства. 13 з.п. ф-лы, 5 ил.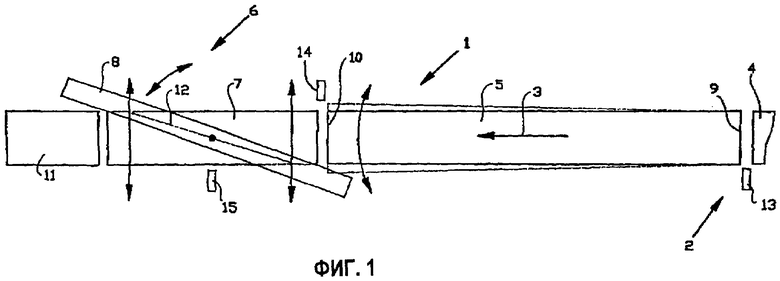
| US 4832780 А, 23.05.1989 | |||
| Устройство для стыковки обрезиненного корда | 1979 |
|
SU882779A1 |
| СОЕДИНЕНИЯ, СВЯЗЫВАЮЩИЕСЯ С BIR ДОМЕНОМ IAP | 2007 |
|
RU2446170C2 |
| US 3935056 A, 27.01.1976 | |||
| US 4407439 A, 04.10.1983 | |||
| DE 19707367 C1, 10.06.1998. | |||

