Изобретение относится к железнодорожному транспорту, а именно к комплексам для строительства и ремонта железнодорожных путей.
Наиболее известной является сварочнотермообрабатывающая машина, содержащая раму, установленную на ходовые колеса, тяговую секцию с силовой установкой, кабину управления. На раме установлены подвесная сварочная машина с манипулятором, подвесной модуль термообработки с манипулятором, за кабиной управления размещен компрессор для термообрабатывающего блока [1].
Недостатком данной машины является ее недостаточно высокая производительность из-за большой потери времени при проведении сварочнотермообрабатывающих работ, вызванных неоднократной перестановкой оборудования для сварки и термообработки и неодновременностью проведения данного вида работ, а также данная машина имеет большие габариты и массу из-за расположения сварочного и термообрабатывающего блоков с манипуляторами с одной стороны платформы, так как для расположения двух манипуляторов рядом требуется усиленная рама и капот.
В основу изобретения положено решение задачи: повышение производительности и снижение массогабаритности комплекса за счет сокращения времени, необходимого для проведения сварочнотермообрабатывающих работ и устранения сложных движений, необходимых при доставке сварочной машины и термообрабатывающего блока к рельсу, а также за счет равномерного распределения массы оборудования.
Дополнительная задача: сделать комплекс универсальным и мобильным за счет использования транспортного средства, преобразуемого для перемещения по автомобильным и железным дорогам.
Задача достигается тем, что путевой рельсосварочный и термообрабатывающий комплекс, содержащий раму, смонтированные на ней, по меньшей мере, одну кабину управления, силовую установку, сварочную машину, манипулятор для перемещения сварочной машины с источником питания, систему охлаждения сварочной машины, сварочное оборудование, по меньшей мере, один термообрабатывающий блок, соединенный с преобразователем частоты и компрессором, имеет, по меньшей мере, один термообрабатывающий блок, смонтированный с возможностью вертикального и поперечного перемещения на таком расстоянии до сварочной машины, что оно в рабочем положении равно длине обрабатываемого рельса.
При этом устройство для перемещения термообрабатывающего блока выполнено в виде направляющих, взаимодействующих с приводом, или кран-балки, что снижает вес машины.
Возможен вариант выполнения путевого рельсосварочного и термообрабатывающего комплекса на пневмоходу. В качестве тяговой части комплекса используется транспортное средство на пневмоходу. Комплекс на пневмоходу может иметь вспомогательный дизель-генератор, соединенный с источником питания и поворотной пятой, прикрепленной к раме с возможностью подъема и поворота прицепной части комплекса. Рама устанавливается на пневмоколеса, связанные с приводом, а ходовые колеса выполняются с опорноприводными барабанами. При этом рама комплекса выполняется шарнирно-сочлененной или сочлененной с помощью тягово-прицепного устройства с поворотной платформой.
Задача достигается тем, что путевой рельсосварочный и термообрабатывающий комплекс, содержащий раму, смонтированные на ней, по меньшей мере, одну кабину управления, силовую установку, сварочную машину, манипулятор для перемещения сварочной машины с источником питания, систему охлаждения сварочной машины, сварочное оборудование, по меньшей мере, один термообрабатывающий блок, соединенный с преобразователем частоты и компрессором, имеет, по меньшей мере, один термообрабатывающий блок, смонтированный с возможностью вертикального и поперечного перемещения на таком расстоянии до сварочной машины, что оно в рабочем положении равно длине обрабатываемого рельса, а также комплекс имеет тяговую и прицепную части, при этом в качестве тяговой части комплекса используется транспортное средство на пневмоходу и с ходовыми колесами, а прицепная часть комплекса снабжена пневмоколесами с возможностью перемещения по автомобильным и железным дорогам.
На фиг.1 изображен общий вид рельсосварочного и термообрабатывающего комплекса на железнодорожном ходу с рамой комплекса, соединенной с помощью автосцепки.
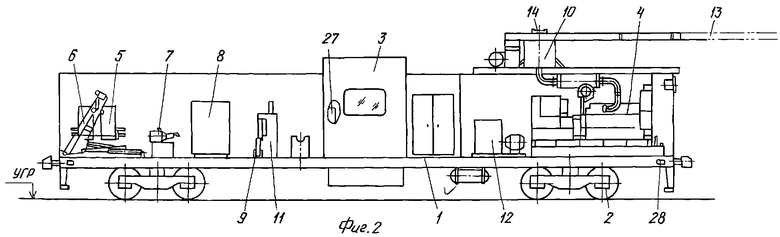
На фиг.2 изображен общий вид рельсосварочного и термообрабатывающего комплекса на железнодорожном ходу для обработки рельсов длиной 25 м.
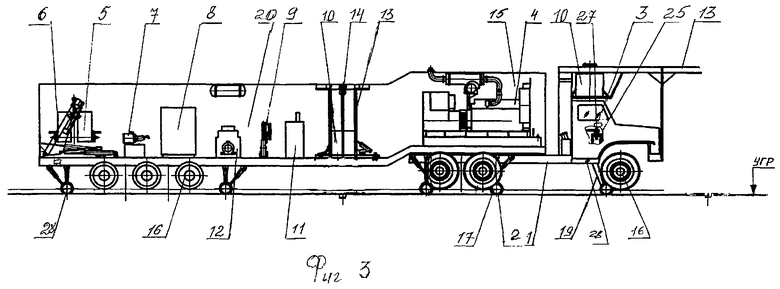
На фиг.3 изображен общий вид рельсосварочного и термообрабатывающего комплекса на пневмоходу с шарнирно-сочлененной рамой.
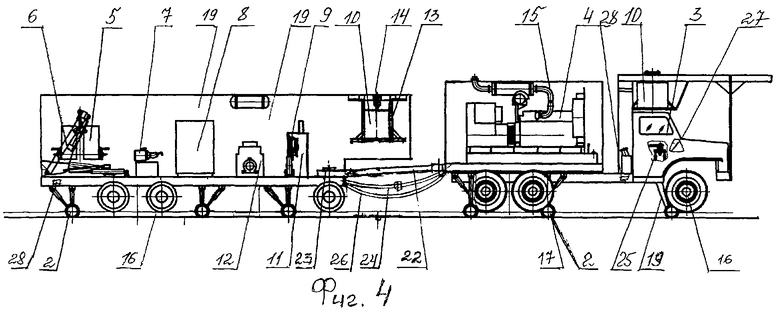
На фиг.4 изображен общий вид рельсосварочного и термообрабатывающего комплекса на пневмоходу с рамой, сочлененной с помощью тягово-прицепного устройства с поворотной платформой.
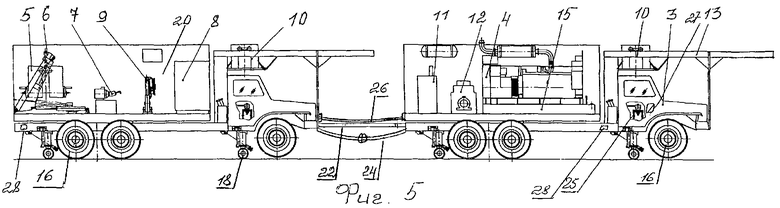
На фиг.5 изображен общий вид рельсосварочного и термообрабатывающего комплекса на пневмоходу с двумя кабинами управления.
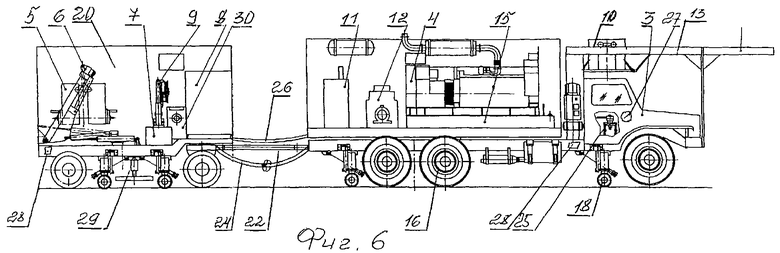
На фиг.6 изображен общий вид рельсосварочного и термообрабатывающего комплекса на пневмоходу для обработки рельсов нестандартной длины.
Путевой рельсосварочный и термообрабатывающий комплекс состоит из рамы 1, опирающейся на ходовые колеса 2. На раме 1 установлены, по меньшей мере, одна кабина управления 3, силовая установка 4, сварочная машина 5, манипулятор 6 для перемещения сварочной машины, подключенный к источнику питания 7 в виде гидростанции. Сварочная машина 5 соединена со сварочным оборудованием 8 в виде шкафа управления и насосной станции системой охлаждения 9 сварочной машины, термообрабатывающий блок 10 для обработки рельсов длиной 12,5 и 25 м соединен с преобразователем частоты 11 и компрессором 12, а также с устройством их перемещения 13. Устройство для перемещения термообрабатывающего блока 13 выполнено в виде направляющих, приводимых в движение приводом 14, или кран-балки.
При исполнении путевого рельсосварочного и термообрабатывающего комплекса на пневмоходу в качестве тяговой части комплекса 15 используется транспортное средство, содержащее пневмоколеса 16, связанные с приводом, и ходовые колеса 2, выполненные с опорноприводными барабанами 17, которые при взаимодействии с пневматическими колесами 16 обеспечивают вращение ходовых колес 2.
Переход с пневмохода на железнодорожный осуществляется гидравлическими механизмами подъема и опускания 19 ходовых колес 2 на тяговой части 15 и прицепной части комплекса 20. Возможно использование тяговой секции с приводными колесами 18, контактирующими непосредственно с рельсами.
Рама рельсосварочного и термообрабатывающего комплекса на железнодорожном ходу соединена с помощью автосцепки 21. Рама рельсосварочного и термообрабатывающего комплекса на пневмоходу может быть шарнирно-сочлененной или сочлененной с помощью тягово-прицепного устройства 22 с поворотной платформой 23. Сцепной рукав 24 служит для подачи воздуха в тормозные системы 25. Электрические кабели питания и управления 26 применяются для подачи питания через цепи питания и управления к основному пульту 27 и выносным пультам 28 управлений. Для поворота и подъема прицепной части 20 комплекса при обработке рельсов нестандартной длины используется поворотная пята 29, связанная с вспомогательной дизель-генераторной установкой.
Установка термообрабатывающего блока на расстоянии от сварочной машины таком, что оно составляет длину обрабатываемого рельса в рабочем положении комплекса, позволяет проводить процессы сварки и термообработки одновременно после сварки первых стыков правого и левого рельса, что приводит к повышению производительности строительных или ремонтных работ железнодорожного пути в несколько раз.
Комплекс работает следующим образом: приводят в готовность сварочную машину 5 и один из термообрабатывающих блоков 10 в зависимости от длины обрабатываемого рельса 12,5, 25 м или нестандартной длины. С помощью манипулятора 6 сварочную машину 5 опускают на стык правого рельса. Сварка производится автоматически по определенной технологии. Со сварочного шва снимается грат. Далее с помощью манипулятора 6 сварочную машину 5 опускают на стык левого рельса. Сварочную машину 5 поднимают с помощью манипулятора 6, и комплекс проезжает по сварочному стыку через специальные мостики. Далее термообрабатывающий блок 10 устанавливают на стык с помощью устройства для его перемещения и обрабатывают правый, левый рельсы, нагревая рельсы до определенной температуры, и производят закалку, охлаждая воздухом. Далее проводят сварочные работы и термообработку сварного стыка одновременно.
Данный комплекс используется при строительстве и ремонте пути свариваемых плетей длиной 50 и до 950 м. Эти длины кратны расстоянию между сварочной машиной и термообрабатывающим блоком, что в несколько раз повышает ее производительность, при этом к месту проведения работ комплекс передвигается как на железнодорожном ходу, так и на пневмоходу. Причем при передвижении к месту работ на пневмоходу комплекс не занимает железнодорожный перегон, не тратит времени "окна" на подъезд к месту работы.
Источники информации
1. Руководство по эксплуатации №077.00.00.000РЭ, г.Москва, 2001 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Мобильный рельсосварочный комплекс | 2023 |
|
RU2802979C1 |
| МОБИЛЬНЫЙ МОДУЛЬНЫЙ РЕЛЬСОСВАРОЧНЫЙ КОМПЛЕКС (МРСК) | 2009 |
|
RU2431010C2 |
| РЕЛЬСОСВАРОЧНЫЙ И ТЕРМООБРАБАТЫВАЮЩИЙ КОМПЛЕКС | 2012 |
|
RU2521071C1 |
| ПУТЕВАЯ МАШИНА | 2013 |
|
RU2561172C2 |
| Вагонотолкатель железнодорожных вагонов (варианты) | 2020 |
|
RU2747168C1 |
| КОЛЕСНЫЙ ЭЛЕКТРОМЕХАНИЧЕСКИЙ ТЯГАЧ | 1993 |
|
RU2096234C1 |
| Путевая железнодорожная машина | 2017 |
|
RU2654450C2 |
| ТРАНСПОРТНОЕ СРЕДСТВО НА КОМБИНИРОВАННОМ ХОДУ | 2009 |
|
RU2411137C1 |
| УСТРОЙСТВО ДЛЯ ПРОМЫВКИ ДРЕНАЖНОЙ КАНАВЫ ТОННЕЛЯ МЕТРОПОЛИТЕНА | 1973 |
|
SU396464A1 |
| ВАГОНОТОЛКАТЕЛЬ ДЛЯ ПЕРЕМЕЩЕНИЯ ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ (ВАРИАНТЫ) И ПЛАТФОРМА ВАГОНОТОЛКАТЕЛЯ ДЛЯ ПЕРЕМЕЩЕНИЯ ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ | 2011 |
|
RU2477694C2 |
Изобретение относится к железнодорожному транспорту, а именно к комплексам для строительства и ремонта железнодорожных путей. Путевой рельсосварочный и термообрабатывающий комплекс содержит, по меньшей мере, одну раму, смонтированные на ней, по меньшей мере, одну кабину управления, силовую установку, сварочную машину, манипулятор для перемещения сварочной машины с источником питания, систему охлаждения сварочной машины, сварочное оборудование, по меньшей мере, один термообрабатывающий блок, соединенный с преобразователем частоты и компрессором термообрабатывающего блока и смонтированный с возможностью вертикального и поперечного перемещении, устройство для его перемещения. По меньшей мере, один термообрабатывающий блок смонтирован на таком расстоянии до сварочной машины, что оно в рабочем положении равно длине обрабатываемого рельса. Комплекс имеет тяговую и прицепную части, при этом в качестве тяговой части комплекса используется транспортное средство на пневмоходу и с ходовыми колесами, а прицепная часть комплекса снабжена пневмоколесами с возможностью перемещения по автомобильным и железным дорогам. Техническим результатом данного изобретения является повышение производительности и снижение массогабаритности комплекса за счет сокращения времени, необходимого для проведения работ и устранения сложных движений, а также за счет равномерного распределения массы оборудования, кроме того, возможность сделать комплекс универсальным и мобильным за счет использования транспортного средства, преобразуемого для перемещения по автомобильным и железным дорогам. 2 н. и 5 з.п. ф-лы, 6 ил.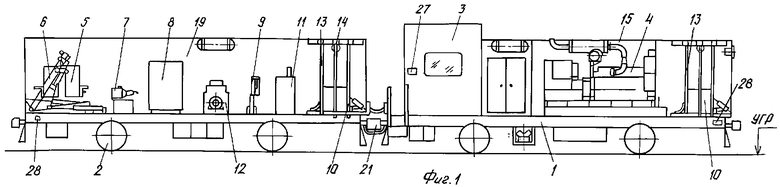
| Спускная труба при плотине | 0 |
|
SU77A1 |
| 000РЭ", МОСКВА, 2001 | |||
| "МАШИНИЗАЦИЯ ТЕКУЩЕГО СОДЕРЖАНИЯ ПУТИ" под ред | |||
| К.С.ИСАЕВА | |||
| - М, Транспорт, стр.118-125, рис.55 | |||
| "ПУТЕВОЕ ХОЗЯЙСТВО" под ред | |||
| И.Б.ЛЕХНО | |||
| - М, Транспорт, 1990, стр.414-417 | |||
| СПОСОБ ДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ СТАЛЬНЫХ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬС (ВАРИАНТЫ) | 1998 |
|
RU2136465C1 |

