Изобретение относится к железнодорожному транспорту и может быть использовано для изготовления сварных рельсовых плетей длиной до 800-1000 метров из более коротких звеньев рельсового проката.
В настоящее время длинные рельсовые плети изготавливают последовательной сваркой звеньев рельсового проката диной 12,5 или 25 м, прошедших термообработку (закалку). В результате сварки в области сварных швов структура и физико-химические свойства металла отличаются от структуры и свойств металла на основной протяженности рельсов, что при эксплуатации приводит к неравномерному износу рельсов и сокращению срока их службы. Для устранения этого недостатка после проведения сварки зоны сварных стыков подвергают дополнительной термообработке. То есть помимо сварочного оборудования для изготовления рельсовых плетей необходимо оборудование для термообработки. Оба вида оборудования используются, как правило, независимо одно от другого и располагаются на значительном расстоянии между собой. Более того, каждый вид оборудования включает отдельные средства перемещения вдоль рельсовой плети.
Известен комплекс для сварки рельсов и термообработки сварных стыков (патент CN 1648263, 2005 г.), который позволяет выровнять структуру и свойства металла после сварки закаленных рельсовых звеньев. К недостаткам комплекса относится то, что выравнивание структуры металла происходит не полностью, и в процессе его работы требуется периодическое перемещение термообрабатывающего оборудования от одного сварного шва до другого.
Известен также путевой рельсосварочный и термообрабатывающий комплекс (патент RU 2272859, 2003 г.) на железнодорожном ходу или пневмоходу. Комплекс может использоваться для ремонта путей непосредственно на железнодорожных перегонах, но все недостатки указанного ранее устройства сохраняются и у этого комплекса.
Предлагаемое изобретение позволяет изготавливать сварные рельсовые плети с однородной структурой и свойствами на всем протяжении. При этом комплекс един в управлении и более компактен по сравнению с известными устройствами.
Рельсосварочный и термообрабатывающий комплекс для изготовления рельсовых плетей содержит последовательно расположенные сварочный агрегат, гратосниматель, узел шлифовки контура сварных стыков и закалочную установку.
В состав комплекса также могут входить транспортер-толкатель, узел предварительной зачистки торцев рельсов и центровки профиля рельсов, расположенный перед сварочным агрегатом, а также дефектоскоп, расположенный после закалочной установки. Преимущественно все узлы И агрегаты комплекса размешают в общем корпусе. В закалочной установке используется индукционный нагрева рельса и последующее воздушное охлаждение через сопла.
Конструктивные особенности рельсосварочного и термообрабатывающего комплекса поясняются с помощью чертежей.
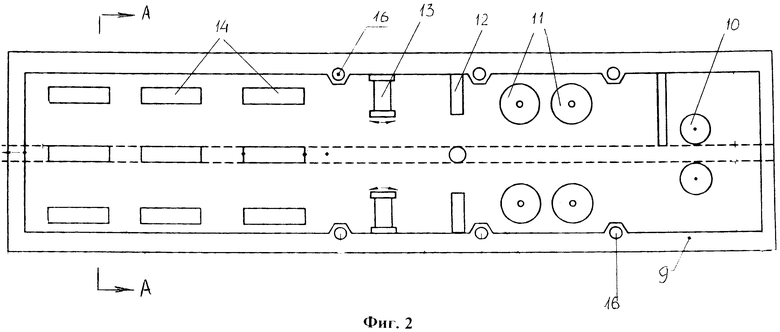
На Фиг.1 схематически представлено последовательное расположение узлов и агрегатов рельсосварочного и термообрабатывающего комплекса вместе с рельсом, проходящем обработку в предлагаемом комплексе (движение рельса слева направо).
На Фиг.2 - упрощенная компоновка рельсосварочного и термообрабатывающего комплекса на виде сверху в сечении горизонтальной плоскостью (движение рельса справа налево). На этом чертеже дефектоскоп не показан.
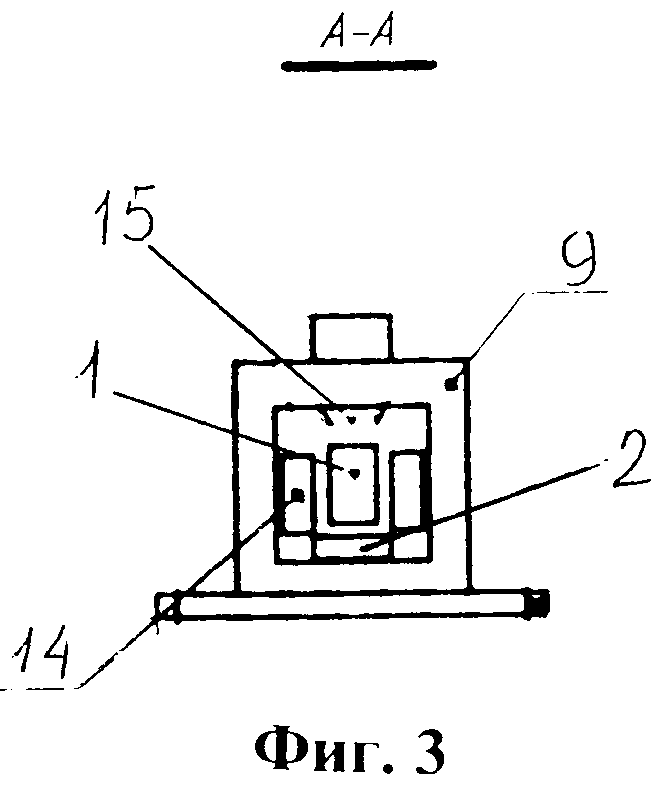
На Фиг 3 - упрошенный вид закалочного агрегата в сечении вертикальной плоскостью (сечение А-А).
Позицией 1 на чертежах обозначен обрабатываемый рельс. Рельсосварочный и термообрабатывающий комплекс содержит транспортер-толкатель 2, узел 3 предварительной зачистки торцев рельсов и центровки профиля рельсов, сварочный агрегат 4, гратосниматель 5, узел 6 шлифовки контура сварных стыков, закалочную установку 7 и дефектоскоп 8.
Предпочтительно все узлы комплекса размещают в общем корпусе 9.
Отдельные детали и элементы рельсосварочного и термообрабатывающего комплекса обозначены на чертежах следующими позициями: 10 - шлифовальные круги; 11 - центровочные валки узла 3 предварительной зачистки торцев рельсов и центровки профиля рельсов; 12 - электроконтакты сварочного агрегата 4; 13 - шлифовальные круги гратоснимателя 5; 14 - индукторы нагрева рельсов и 15 - сопло охлаждения закалочной установки 7. Крепление корпуса 9 к полу цеха или производственного участка производится анкерными болтами 16.
Способ изготовления рельсовых плетей включает последовательно сварку встык незакаленных звеньев рельсового проката, съем грата, шлифовку головки сварных стыков и последовательную закалку рельса по всей длине путем пропускания сваренной рельсовой плети через закалочную установку.
Работа рельсосварочного и термообрабатывающего комплекса организована как последовательное по длине свариваемой рельсовой плети и одновременное выполнение всех предусмотренных операций способа изготовления рельсовых плетей.
Звено незакаленного рельсового проката одним торцем вводят в транспортер-толкатель, который перемещает это и последующие звенья последовательно через все узлы и агрегаты рельсосварочного и термообрабатывающего комплекса. После зачистки торца и проведения первой сварочной операции удлиняющаяся рельсовая плеть перемещается внутри рельсосварочного и термообрабатывающего комплекса так, что первое звено последовательно на всю длину подвергается закалке в закалочной установке 7. При прохождении через гратосниматель 5 происходит обработка сварного стыка между двумя первыми звеньями рельсовой плети. На транспортер-толкатель 2 подают следующее (третье) звено рельсового проката и производят с ним все те же операции, что и с предыдущими звеньями. Наращивание рельсовой плети ведут до необходимой длины (800 м и более). При этом плеть по всей длине походит равномерную обработку и приобретает однородные физико-механические свойства и геометрические характеристики.
С помощью рельсосварочного и термообрабатывающего комплекса согласно изобретению можно изготавливать рельсовые плети и из предварительно закаленных звеньев рельсового проката. В этом случае термообработке достаточно подвергать только относительно небольшие участки рельса по обе стороны от каждого сварного стыка. При этом закалочная установка будет работать периодически, что несложно регулировать с помощью программы управления комплексом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления рельсовых плетей и комплекс для осуществления способа | 2017 |
|
RU2681046C1 |
| СПОСОБ РЕКОНСТРУКЦИИ РЕЛЬСОВЫХ ПУТЕЙ | 2014 |
|
RU2584955C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ ОПЛАВЛЕНИЕМ | 2007 |
|
RU2372177C2 |
| МОБИЛЬНЫЙ МОДУЛЬНЫЙ РЕЛЬСОСВАРОЧНЫЙ КОМПЛЕКС (МРСК) | 2009 |
|
RU2431010C2 |
| Способ и устройство термической обработки сварных соединений рельсов | 2017 |
|
RU2667574C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА РЕЛЬСОВОГО СТЫКА | 2018 |
|
RU2698508C1 |
| СПОСОБ КОМПЛЕКСНОГО КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА РЕЛЬСОВОГО СТЫКА | 2018 |
|
RU2698510C1 |
| Мобильный рельсосварочный комплекс | 2023 |
|
RU2802979C1 |
| ПОТОЧНАЯ ЛИНИЯ СВАРКИ И РЕМОНТА РЕЛЬСОВ | 1972 |
|
SU338326A1 |
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СТЫКОВ РЕЛЬСОВ | 2018 |
|
RU2704951C1 |
Изобретение относится к железнодорожному транспорту и может быть использовано для изготовления длинных сварных рельсовых плетей из более коротких звеньев рельсового проката. Рельсосварочный и термообрабатывающий комплекс содержит последовательно расположенные сварочный агрегат, гратосниматель, узел шлифовки контура сварных стыков и закалочную установку и, предпочтительно, транспортер-толкатель, узел предварительной зачистки торца рельсов и центровки профиля рельсов, а также дефектоскоп. Узел предварительной зачистки торца рельсов и центровки профиля рельсов расположен перед сварочным агрегатом. Дефектоскоп, в свою очередь, расположен после закалочной установки. Все узлы и агрегаты комплекса размещены в общем корпусе. Способ изготовления рельсовых плетей включает последовательную сварку встык незакаленных звеньев рельсового проката, съем грата, шлифовку головки сварных стыков и последовательную закалку рельса по всей длине путем пропускания сваренной рельсовой плети через закалочную установку. Таким образом, с помощью данного изобретения можно изготавливать рельсовые плети с однородной структурой и свойствами на всем протяжении, а также из предварительно закаленного проката. 2 н. и 3 з.п. ф-лы, 3 ил.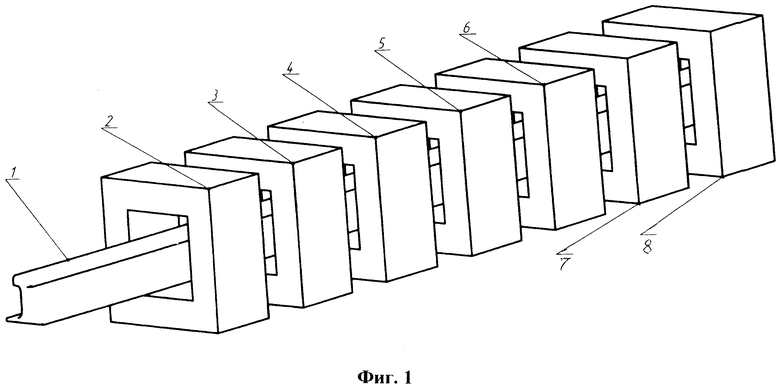
1. Рельсосварочный и термообрабатывающий комплекс для изготовления рельсовых плетей, содержащий последовательно расположенные сварочный агрегат, гратосниматель, узел шлифовки контура сварных стыков и закалочную установку.
2. Комплекс по п.1, отличающийся тем, что дополнительно содержит транспортер-толкатель, узел предварительной зачистки торца рельсов и центровки профиля рельсов, расположенный перед сварочным агрегатом, а также дефектоскоп, расположенный после закалочной установки.
3. Комплекс по п.1 или 2, отличающийся тем, что все его узлы и агрегаты размещены в общем корпусе.
4. Комплекс по п.1, отличающийся тем, что закалочная установка включает индукторы нагрева рельса и сопло охлаждения.
5. Способ изготовления рельсовых плетей, включающий последовательно сварку встык незакаленных звеньев рельсового проката, съем грата, шлифовку головки сварных стыков и последовательную закалку рельса по всей длине путем пропускания сваренной рельсовой плети через закалочную установку.
| SU 19670628 A1, 28.06.1967 | |||
| ПУТЕВОЙ РЕЛЬСОСВАРОЧНЫЙ И ТЕРМООБРАБАТЫВАЮЩИЙ КОМПЛЕКС | 2001 |
|
RU2272859C2 |
| RU 20111010 C2, 10.10.2011 | |||
| SU 19821207 A1, 07.12.1982 | |||
| СПОСОБ ТЕРМООБРАБОТКИ РЕЛЬСОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2128759C1 |
| Дискриминатор частоты следования импульсов | 1974 |
|
SU551798A1 |

