Изобретение относится к упаковочным приспособлениям специального назначения и может быть использовано для упаковки, хранения и транспортировки цилиндрических длинномерных изделий, в частности труб.
Одним из наиболее важных требований, предъявляемым к подобным приспособлениям, является их надежность при эксплуатации.
Известно устройство для хранения и транспортировки труб, включающее группу размещенных одна под другой опор, каждая из которых представляет размещенный по продольной оси опоры металлический полый каркас с сформированным на его внешней поверхности литым профилем из пластмассы, на противоположных концах которого образованы ложементы для труб по очереди с промежуточными плоскими участками, при этом на концах профиля опоры выполнены вертикальные стойки.
Для транспортировки труб группы опор после сборки пакета скрепляют стальной или нейлоновой лентой или с помощью натяжной рамы. Стальная или нейлоновая лента при этом проводится через полый профиль прямоугольной формы металлического каркаса крайних в сборке опор, а натяжная рама состоит из верхнего и нижнего U-образного профилей (типа швеллера), могущих с боков стягиваться с помощью стержней с резьбой и гаек (СССР, а.с. №1838209, кл. B 65 D 85/20, 1993 г.).
При использовании данного устройства при сборке и разборке пакета труб опоры с ложементами для труб могут сдвигаться относительно первоначального положения, в результате чего опоры рассыпаются, и при этом происходит повреждение труб.
Известно также устройство для хранения и транспортировки труб, включающее группу размещенных одна под другой крайних и промежуточных опор, каждая из которых имеет по крайней мере один металлический армирующий элемент с сформированным литым профилем из пластмассы, причем в промежуточных опорах на противоположных сторонах профиля образованы ложементы для труб по очереди с промежуточными плоскими участками, на крайних опорах на соответствующей внутренней стороне образованы ложементы для труб с промежуточными плоскими участками, а на внешней выполнен плоский ложемент для размещения стягивающей ленты, при этом на концах профиля каждой из опор выполнены вертикальные стойки с фиксирующими элементами, образующие при сборке разъемное соединение «шип-паз» (UA, патент №64671 А, кл. B 65 D 85/20, 2004).
Однако при хранении и транспортировке труб в известном устройстве часто происходит его разрушение и повреждение труб как из-за разрушения литого профиля опор, так и из-за сдвига и смещения опор относительно друг друга.
Данное устройство не отличается высокой жесткостью структуры, что приводит к недостаточной надежности при его эксплуатации. Недостаточная жесткость структуры возникает, прежде всего, из-за низкой величины сцепления между металлическим армирующим элементом и сформированным на нем литым профилем из пластмассы каждой опоры. Это приводит при ударе к разрушению профиля, а значит и разрушению всего устройства. Кроме того, так как в процессе транспортировки пакета труб натяжение стягивающей ленты очень большое, последнее может привести к разрушению литого профиля крайних опор в местах выхода ленты из своего ложемента. При этом, поскольку лента при сборке пакета стягивает только крайние опоры, размещаясь свободно на боковой поверхности вертикальных стоек, то возможен ее сдвиг из-за вибрации или удара при транспортировке или боковом ударе при хранении. Все вместе приводит к разрушению устройства в процессе его эксплуатации и повреждению как опор, так и самих труб.
Задачей изобретения является усовершенствование устройства для хранения и транспортировки труб, в котором путем изменения конструкции его частей, их вида и размещения повышается надежность при его эксплуатации за счет увеличения жесткости структуры.
Поставленная задача решается предложенным устройством для хранения и транспортировки труб, включающим группу размещенных одна над другой крайних и промежуточных опор, каждая из которых имеет по крайней мере один металлический армирующий элемент с сформированным литым профилем из пластмассы, при этом в промежуточных опорах на противоположных сторонах профиля образованы ложементы для труб по очереди с промежуточными плоскими участками, на крайних опорах на внутренней стороне образованы ложементы для труб и промежуточные плоские участки, а на внешней выполнен плоский ложемент для размещения стягивающей ленты, на концах профиля каждой из опор выполнены вертикальные стойки с фиксирующими элементами, образующие при сборке разъемное соединение «шип-паз», в котором, в соответствии с изобретением, между металлическим армирующим элементом и литым профилем размещен имеющий сцепление с ними конверсионный слой, плотность которого определяется из выражения:
ρмет>ρс>ρп,
где ρмет - плотность металла армирующего элемента, г/см3;
ρс - плотность конверсионного слоя, г/см3;
ρп - плотность пластмассы литого профиля, г/см3,
а на внешней поверхности каждой из вертикальных стоек опор выполнен ложемент для размещения стягивающей ленты, при этом концевые участки армирующего элемента крайних в сборке опор выгнуты таким образом, что их торцевые поверхности размещены в стойке опоры выше уровня плоских участков внутренней стороны профиля.
Указанный конверсионный слой формируют с водных растворов, содержащих фосфаты, хроматы, оксиды и другие элементы (Г.Улинг, Р.Реви. Коррозия и борьба с ней. Введение в коррозионную науку и технику. Л., Химия, Ленинградское отделение, 1989, с.245).
Отличие предложенного устройства от наиболее близкого из аналогов заключается в том, что между металлическим армирующим элементом и литым профилем размещен имеющий сцепление с ним определенный конверсионный слой. Другое отличие заключается в том, что на внешней поверхности каждой из вертикальных стоек опор выполнен ложемент для размещения стягивающей ленты, и при этом концевые участки армирующего элемента крайних в сборке опор выгнуты определенным образом.
Предложенное выполнение устройства для хранения и транспортировки труб по сравнению с наиболее близким из аналогов имеет повышенную жесткость структуры и поэтому характеризуется повышенной надежностью при эксплуатации.
Экспериментально нами было установлено, что размещение конверсионного слоя с определенной плотностью между металлическим армирующим элементом (который может быть как полым, так и сплошным) и литым профилем из пластмассы позволяет увеличить адгезию (силу сцепления) между армирующим элементом и пластмассовым профилем при эксплуатации устройства. Для обеспечения этого необходимо также наличие в вертикальных стойках опор ложемента для размещения стягивающей ленты и выполнение концевых участков армирующего элемента крайних в сборке опор выгнутыми таким образом, чтобы их торцевые поверхности размещались в стойке опоры выше уровня плоских участков внутренней стороны профиля.
Увеличение адгезии позволяет предотвратить расшатывание армирующего элемента при ударах и вибрации сопутствующих транспортировке и хранению упакованных с помощью предложенного устройства труб, практически исключить разрушение профиля и, соответственно, повысить надежность устройства при эксплуатации.
Кроме того, размещение стягивающей ленты в ложементах по всему периметру собираемого пакета способствует предотвращению сдвига, что также повышает надежность устройства при эксплуатации.
Выполнение концевых участков армирующего элемента крайних в сборке опор выгнутыми таким образом, чтобы их торцевые поверхности в стойке опоры выступали за уровень плоских участков внутренней стороны профиля влияет на упрочнение вертикальных стоек опор и также предотвращает расшатывание армирующего элемента при ударах и вибрации.
Изобретение иллюстрируется чертежами, которые объясняют, но не ограничивают его объем.
На Фиг.1 показан общий вид предложенного устройства;
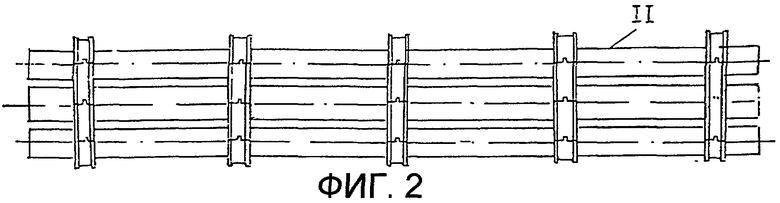
на Фиг.2 - собранный пакет труб с помощью пяти предложенных устройств;
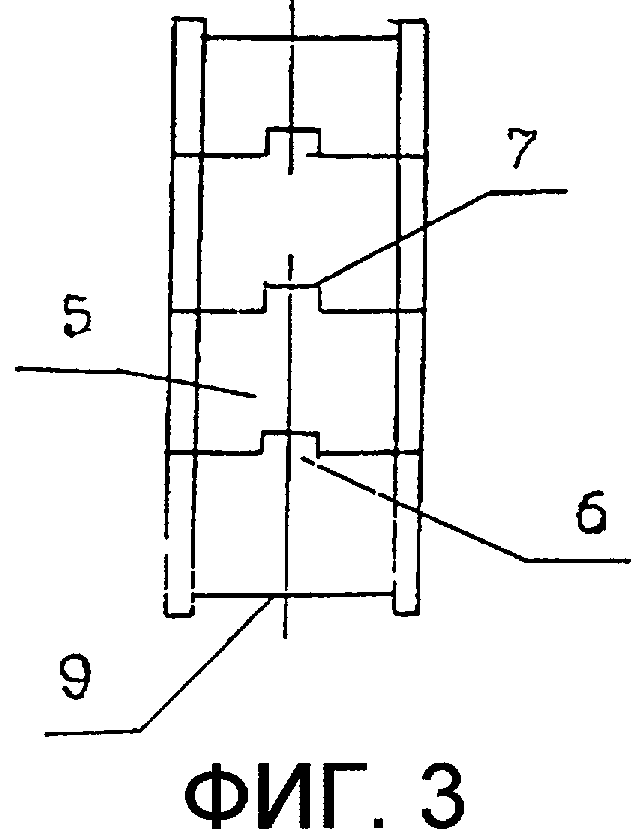
на Фиг.3 - предложенное устройство в сборке (вид сбоку);
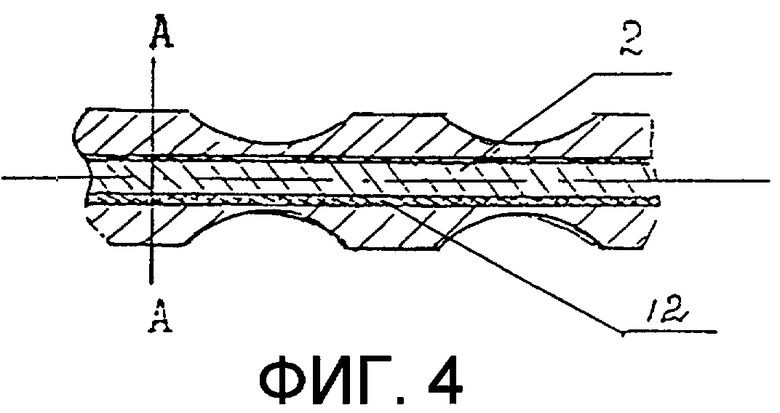
на Фиг.4 - промежуточная опора (разрез) с одним цельным армирующим элементом;
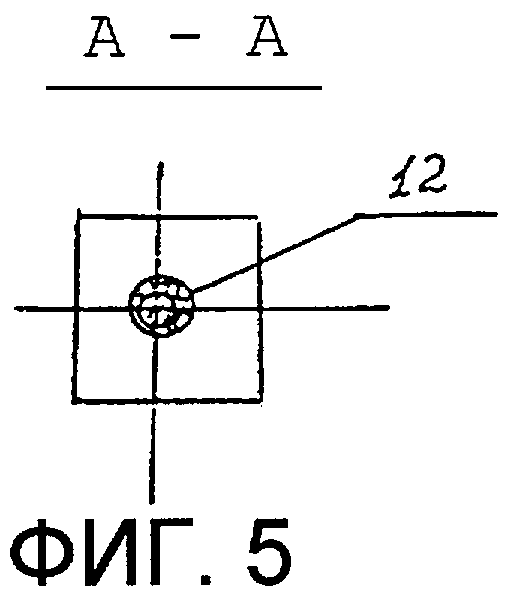
на Фиг.5 - разрез А-А на Фиг.4;
на Фиг.6 - промежуточная опора (разрез) с одним полым армирующим элементом;
на Фиг.7 - разрез А-А на Фиг.6;
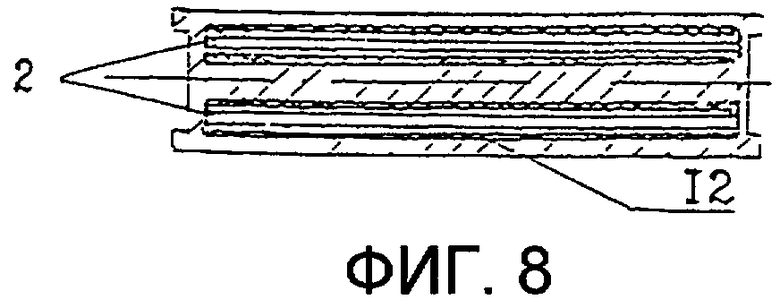
на Фиг.8 - промежуточная опора (разрез), вид сверху, с двумя полыми армирующими элементами;
на Фиг.9 - промежуточная опора (разрез), вид сверху, с двумя цельными армирующими элементами;
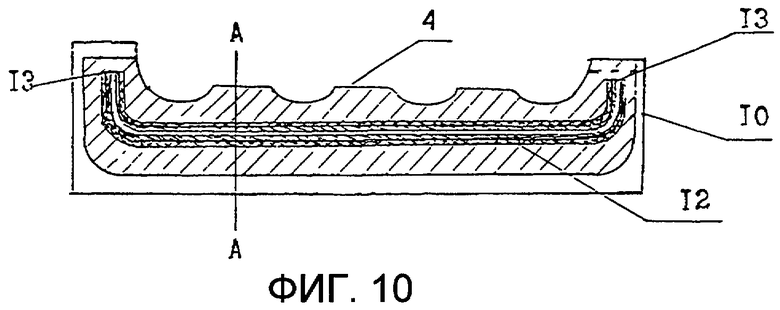
на Фиг.10 - крайняя в сборке опора (разрез) с двумя полыми армирующими элементами;
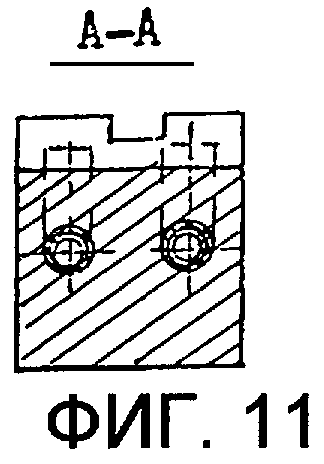
на Фиг.11 - разрез А-А на Фиг.10;
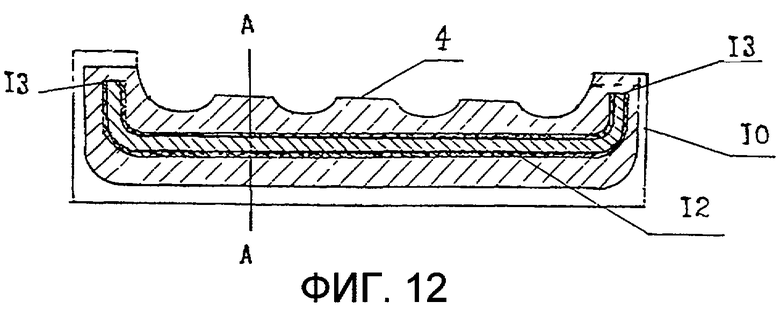
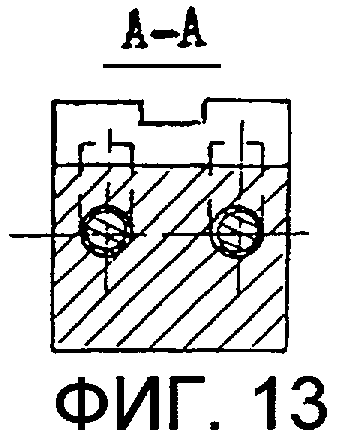
на Фиг.12 - крайняя в сборке опора (разрез) с двумя цельными армирующими элементами;
на Фиг.13 - разрез А-А на Фиг.12.
Устройство представляет собой группу размещенных одна над другой крайних и промежуточных опор 1 (Фиг.1), каждая из которых имеет по крайней мере один полый или цельный металлический армирующий элемент 2 (Фиг.4, Фиг.6) с сформированным литым профилем из пластмассы с ложементами 3 по очереди с промежуточными плоскими участками 4 и вертикальные стойки 5. На противоположных сторонах вертикальных стоек 5 каждой опоры выполнены фиксирующие элементы, образующие при сборке разъемное соединение шип 6 - паз 7. Внешняя поверхность 8 крайних в сборке опор выполнена в виде плоского продольного ложемента 9 для размещения стягивающей ленты. На внешней поверхности каждой из вертикальных стоек 5 опор также выполнен ложемент 10 для размещения стягивающей ленты. Ложементы 3 выполнены для размещения труб 11. Между металлическим армирующим элементом 2 и литым профилем размещен имеющий сцепление с ними конверсионный слой 12, плотность которого определяется из выражения:
ρмет>ρс>ρп,
где ρмет - плотность металла армирующего элемента, г/см3;
ρс - плотность конверсионного слоя, г/см3;
ρп - плотность пластмассы литого профиля, г/см3.
Концевые участки 13 армирующего элемента крайних в сборке опор (Фиг.10 и Фиг.12) выгнуты таким образом, что их торцевые поверхности в стойке опоры выступают за уровень промежуточных плоских участков 4 внутренней стороны профиля опоры.
Предложенное устройство используется следующим образом.
На горизонтальной площадке размещают крайние опоры по длине труб равномерно, создавая нижний ряд, и на них, в соответствующие ложементы 3, укладывают трубы 11. Следующий ряд опор устанавливают на предыдущий, соединяя соответствующие опоры 1 с помощью фиксирующих элементов шип 6 - паз 7. На сформированный ряд опор в соответствующие ложементы 3 снова укладывают следующие трубы 11. Следующие ряды труб и группы опор собирают аналогично. Последним устанавливают верхний ряд крайних опор и каждую группу опор обвязывают стальной или нейлоновой лентой, прокладывая ее по продольному ложементу 9 в крайних опорах с их внешней поверхности 8 и по ложементам 10 внешней поверхности каждой из вертикальных стоек 5 опор.
В заводских условиях собирали трубы диаметром 73 мм, длиной 10 м в пакеты с использованием предложенного устройства и устройства наиболее близкого аналога.
В предложенном устройстве для хранения и транспортировки труб конверсионный слой на армирующий элемент наносили двух видов:
хроматный - толщиной 10-20 мкм с плотностью ρ=6,2 г/см3 и
фосфатный - толщиной 50-70 мкм с плотностью ρ=2,15 г/см3.
При этом изготовили разные варианты опор 1 предложенного устройства, материалом для литья профиля которых служил полиэтилен ρп=0,96 г/см3. Эти варианты отличались количеством и видом армирующих элементов (сталь 10, ρмет=7,6 г/см3):
1) промежуточные опоры, содержащие армирующий элемент в виде одной металлической трубки внешним диаметром 16 мм, внутренним 12 мм;
2) промежуточные опоры, содержащие армирующий элемент в виде двух металлических трубок внешним диаметром 12 мм, внутренним 8 мм;
3) промежуточные опоры, содержащие армирующий элемент в виде цельного металлического стержня диаметром 10 мм;
4) промежуточные опоры, содержащие армирующий элемент в виде двух цельных металлических стержней диаметром 10 мм каждый;
5) крайние в сборке опоры, содержащие армирующий элемент в виде одной металлической трубки внешним диаметром 16 мм, внутренним 12 мм;
6) крайние в сборке опоры, содержащие армирующий элемент в виде четырех металлических трубок внешним диаметром 12 мм, внутренним 9 мм;
7) крайние в сборке опоры, содержащие армирующий элемент в виде одного цельного металлического стержня диаметром 10 мм;
8) крайние в сборке опоры, содержащие армирующий элемент в виде четырех цельных металлических стержней диаметром 10 мм каждый.
При этом каждую опору изготавливали следующим образом. На внешнюю поверхность армирующих элементов (трубок, стержней и т.п.) наносили хроматный слой погружением в ванну с водным раствором, содержащим ионы шестивалентного хрома. В ванне выдерживали на протяжении 5-6 минут. После стекания раствора и высушивания поверхности армирующих элементов от влаги их вставляли в открытые пресс-формы для изготовления опор, установленные на литьевой машине. При этом количество и вид армирующих элементов (ровных или выгнутых) определялось положением опоры в сборке - крайняя или промежуточная. После смыкания пресс-формы выполняли отливку опоры из полиэтилена по заданному режиму. После охлаждения пресс-форму размыкали и извлекали готовую опору.
Аналогично получали опоры с фосфатным слоем на армирующих элементах, предварительно нанося его из фосфатирующего раствора.
Для обвязки использовали нейлоновую стягивающую ленту.
Пакеты труб, упакованные с помощью предложенных устройств и известных, транспортировали в товарных вагонах по железной дороге.
По прибытию на место разгрузки только 2% устройств по изобретению были незначительно повреждены (что не привело к повреждению упакованных труб), в то время как 5% известных устройств (по наиболее близкому аналогу) были значительно повреждены, что привело к повреждению упакованных в них пакета труб.
Таким образом, предложенное устройство для хранения и транспортировки труб надежно и удобно в эксплуатации и обладает повышенной жесткостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ТРУБ | 2004 |
|
RU2290357C2 |
| УСТРОЙСТВО ДЛЯ ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ТРУБ | 2008 |
|
RU2371368C1 |
| УСТРОЙСТВО ДЛЯ ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ТРУБ | 2018 |
|
RU2693917C1 |
| Устройство для хранения и транспортировки труб | 1991 |
|
SU1838209A3 |
| Железобетонный блок верхней трубопроводной части опоры | 2020 |
|
RU2766474C1 |
| ШИНА ДЛЯ ТРАНСПОРТНОЙ ИММОБИЛИЗАЦИИ | 2008 |
|
RU2367382C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИНЫ ДЛЯ ИММОБИЛИЗАЦИИ КОСТЕЙ ПРИ ИХ ПОВРЕЖДЕНИИ | 1994 |
|
RU2117465C1 |
| ТРУБОПРОВОД | 2008 |
|
RU2345269C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСПРЕДЕЛИТЕЛЬНОГО КОЛЛЕКТОРА ИЗ ТЕРМОПЛАСТИЧНЫХ КОМПЛЕКТУЮЩИХ И МАТЕРИАЛОВ ДЛЯ УСТАНОВКИ ЭЛЕМЕНТОВ ФОРМИРОВАНИЯ СТРУЙНЫХ ПОТОКОВ СО СТРУЕФОРМИРУЮЩИМИ ПАНЕЛЯМИ | 2012 |
|
RU2515467C1 |
| ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ИССЛЕДОВАНИЯ ГОРИЗОНТАЛЬНЫХ И НАКЛОННЫХ СКВАЖИН, СЪЕМНЫЙ УТЯЖЕЛИТЕЛЬ ДЛЯ ГЕОФИЗИЧЕСКОГО КОМПЛЕКСА (ВАРИАНТЫ) И СПОСОБ ИССЛЕДОВАНИЯ ГОРИЗОНТАЛЬНЫХ И НАКЛОННЫХ СКВАЖИН | 2004 |
|
RU2242034C1 |



Изобретение относится к упаковочным приспособлениям для упаковки, хранения и транспортировки цилиндрических длинномерных труб. Устройство включает группу размещенных одна над другой крайних и промежуточных опор, каждая из которых имеет по крайней мере один металлический армирующий элемент с сформированным литым профилем из пластмассы, между которыми размещен имеющий сцепление с ними конверсионный слой, плотность которого определяется из выражения: ρмет>ρc>ρп, где ρмет - плотность металла армирующего элемента, г/см3; ρс - плотность конверсионного слоя, г/см3; ρп - плотность пластмассы литого профиля, г/см3. При этом на внешней поверхности каждой из вертикальных стоек опор выполнен ложемент для размещения стягивающей ленты, а концевые участки армирующего элемента крайних в сборке опор выгнуты таким образом, что их торцевые поверхности размещены в стойке опоры выше уровня плоских участков внутренней стороны профиля. Такое устройство обладает повышенной жесткостью структуры, надежно и удобно в эксплуатации. 13 ил.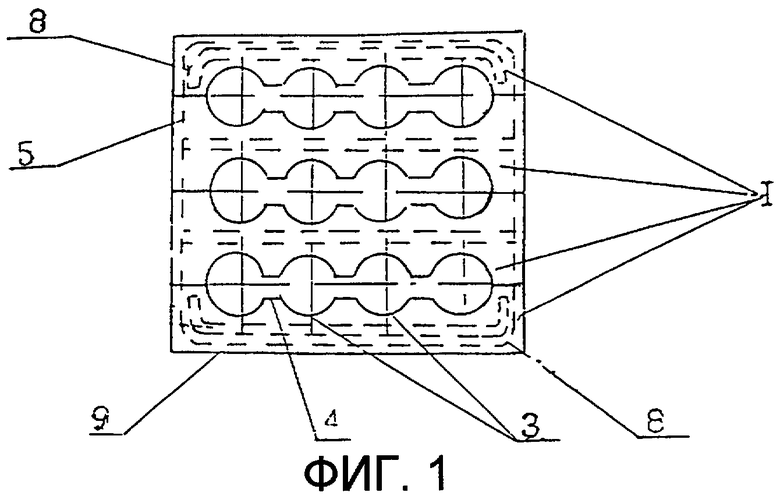
Устройство для хранения и транспортировки труб, включающее группу размещенных одна над другой крайних и промежуточных опор, каждая из которых имеет по крайней мере один металлический армирующий элемент с сформированным литым профилем из пластмассы, при этом в промежуточных опорах на противоположных сторонах профиля образованы ложементы для труб по очереди с промежуточными плоскими участками, на крайних опорах на внутренней стороне образованы ложементы для труб и промежуточные плоские участки, а на внешней стороне выполнен плоский ложемент для размещения стягивающей ленты, на концах профиля каждой из опор выполнены вертикальные стойки с фиксирующими элементами, образующие при сборке разъемное соединение шип-паз, отличающееся тем, что между металлическим армирующим элементом и литым профилем размещен имеющий сцепление с ними конверсионный слой, плотность которого определяется из выражения:
ρмет>ρс>ρп,
где ρмет - плотность металла армирующего элемента, г/см3;
ρс - плотность конверсионного слоя, г/см3;
ρп - плотность пластмассы литого профиля, г/см3,
а на внешней поверхности каждой из вертикальных стоек опор выполнен ложемент для размещения стягивающей ленты, при этом концевые участки армирующего элемента крайних в сборке опор выгнуты таким образом, что их торцевые поверхности размещены в стойке опоры выше уровня плоских участков внутренней стороны профиля.
| Способ улучшения качества мальтозной патоки | 1943 |
|
SU64671A1 |
| Способ изготовления контейнера для хрупких предметов | 1990 |
|
SU1759743A1 |
| US 6119861 А, 19.09.2000 | |||
| US 2990951 А, 04.07.1961. | |||

