(54) СПОСОБ ШЛИФОВАНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛОСКОГО ВИБРОШЛИФОВАНИЯ | 2010 |
|
RU2449875C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2006 |
|
RU2319600C1 |
| УСТРОЙСТВО ДЛЯ ПЛОСКОГО ВИБРОШЛИФОВАНИЯ | 2010 |
|
RU2449874C1 |
| ПРЕРЫВИСТЫЙ КРУГ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2230653C1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 1989 |
|
SU1839393A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ КАНАЛОВ СЛОЖНОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2020 |
|
RU2764538C1 |
| Полимерная композиция для изготовления абразивного инструмента | 1980 |
|
SU958450A1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННОГО СЛОЯ НА ПОВЕРХНОСТИ МЕТАЛЛОВ В УСЛОВИЯХ ЗВУКОКАПИЛЛЯРНОГО ЭФФЕКТА | 2013 |
|
RU2547051C2 |
| Связка на жидкой основе | 1978 |
|
SU837832A1 |
| Способ импрегнирования абразивных инструментов | 2017 |
|
RU2676546C1 |

I
Изобретение относится к технологии шлифования и конструкции приспособлений для его осуществления, которые могут быть применены при обработке материалов, например медных, алюминиевых, титановых сплавов и нержавеющих сталей. .
Обработка деталей из вязких материалов шлифовальными кругами на металлических, керамических и органическнх связках затруднена. Круги быстро засаливаются и интенсивно затупляются, что требует частых правок инструмента и усиливает его износ. Кроме того, при затуплении образив.ного круга в результате усиления трения на обрабатываемых матерналах в местах контакта с кру. гом возннкают прижоги.
Известен способ шлифования деталей инструментом в виде баллона нз эластичного материала, заполненного жидкостью, рабочая поверхность которого покрыта абразнвом. Шлифование происходит в условиях постоянного прижима инструмента к заготовке. }1ля равномерного прижнма абразива к обрабатываемой поверхности в баллон вводят ферромагнитные частнцьг, образующие суспензию, а инструмент прижимают путем воздействия на нее постоянным внешним магнитным полем Ц.
Реализация данного способа позволяет повысить равномерность прижима абразива к обрабать1ваемой поверхности н точность обработки. Однако одновременно вследствие увеличения площади контакта круга с заготовкой повышается температура в зоне реза10ния и усиливается затупление абразива, что приводит к повышению шероховатости обработанных поверхностей И снижает производительность процесса.
Цель изобретения - повышение производнISтельностн шлнфования и снижение шероховатости обработанной поверхности.
Поставленная цель /юстигается тем, что при шлифовании абразивным инструментом с полым корпусом нз зластичного матернала,
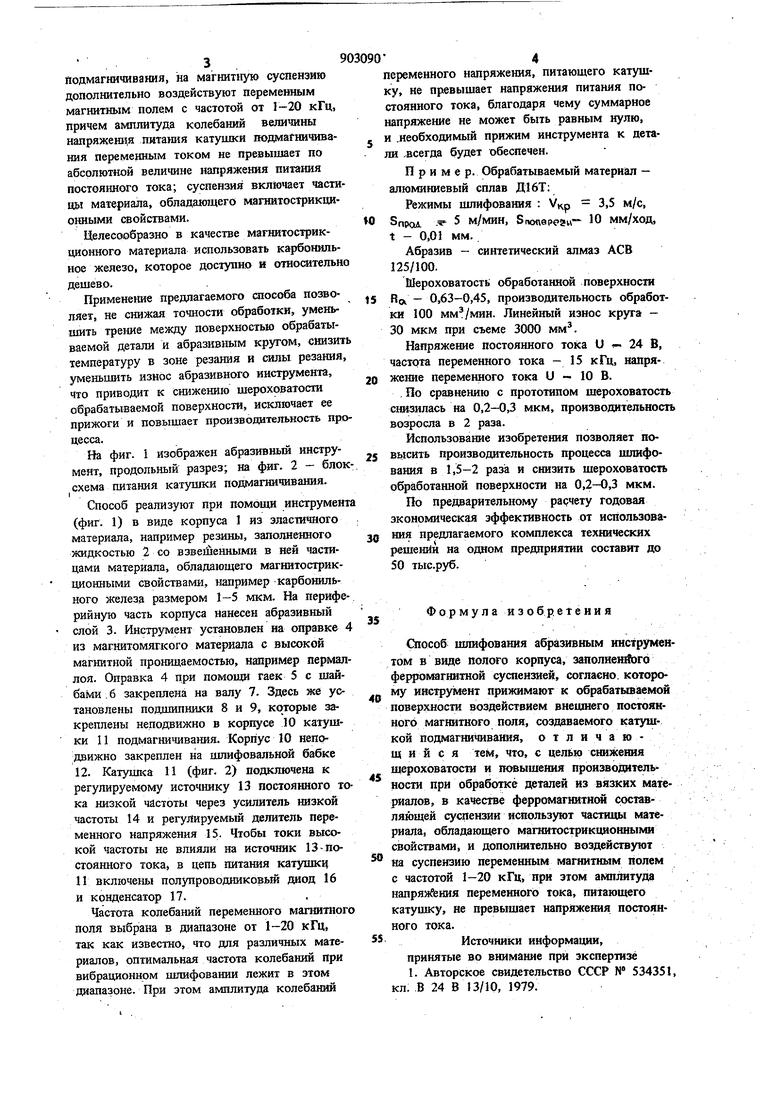
20 заполненным ферромагнитной суспензией, при котором инструмент прижимают к обрабатываемой поверхности воздействием внешнего постояиногг магннтното поля, создаваемого катунпсой йодмагничивания, на магнипгую суспензию дополнительно воздействуют переменным магнитным полем с частотой от 1-20 кГц, причем амплитуда колебаний величины напряжения катушки подмагничивания переменным током не превышает по абсолютной величине напряжения питания постоянного тока; суспензия вкл1ючает части ць1 материала, обладающего мапштос1рикционными свойствами. Целесообразно в качестве магнитострикционного материала использовать карбонильное железо, которое доступно и отноштельн дешево. Применение предлагаемого способа позволяет, не снижая точности обработки, уменьшить трение между поверхностью обрабатываемой детали и абразивным кругом, снизит температуру в зоне резания и силы резания уменьшить износ абразивного инструмента, что приводит к снижению шероховатости обрабатываемой поверхности, исключает ее прижоги и повышает производительность про цесса. На фиг. 1 изображен абразивный инструмент, продольный разрез; на фиг. 2 - блок схема питания катушки подмагничивания. Способ реализуют при помощи инструмен (фиг. 1) в виде корпуса 1 из эластичного материала, например резшал, заполненного жидкостью 2 со взвейенными в ней частицами материала, обладающего магнитострикционными свойствами, например карбонильного железа размером 1-5 мкм. На перифе рийную часть корпуса нанесен абразивный слой 3. Инструмент установлен на оправке из магнитомягкого материала с высокой магнитной проницаемостью, например пермал лоя. Оправка 4 при помощи гаек 5 с шайбами . 6 закреплена на валу 7. Здесь же установлены подщипники 8 и 9, которые закреплены неподвижно в корпусе 10 катушки 11 подмагничивания. Корпус 10 неподвижно закреплен на шлифовальной бабке 12. Катуш1са 11 (фиг. 2) подключена к регулируемому источнику 13 постоянного то ка низкой частоты через усилитель низкой частоты 14 и регулируемый делитель переменного напряжения 15. Чтобы токи высокой частоты не влияли на источник 13-постоянного тока, в цепь питания катушкц 11 включены полупроводниковый диод 16 и конденсатор 17.. Частота колебаний переменного мапштного поля выбрана в диапазоне от 1-20 кГц, так как известно, что для различных материалов, оптимальная частота колебаний при вибрационном шлифовании лежит в этом диапазоне. При этом амплитуда колебаний 4 переменного напряжения, питающего катушку, не превышает напряжения питания постоянного тока, благодаря чему суммарное напряжение не может быть равным иулю, и .необходимый прижим инструмента к детали всегда будет обеспечен. Пример. Обрабатываемый материал - алюминиевый сплав Д16Т: Режимы шлифования : 3,5 м/с. прол - 5 м/мин, SncmeoosH- Ю мм/ход, t - 0,01 мм. Абразив - синтетический алмаз АСВ 125/100. Шероховатость обработанной поверхности ROI 0,63-0,45, производительность обработки 100 мм/мин. Линейный износ круга - 30 мкм при съеме 3000 мм . Напряжение постоянного тока U 24 В, частота переменного тока - 15 кГц, напряжение переменного тока U - 10 В. .По сравнению с прототипом шероховатость снизилась на 0,2-0,3 мкм, производительность возросла в 2 раза. Использование изобретения позволяет повысить производительность процесса шлифования в 1,5-2 раза и снизить шероховатость обработанной поверхности на 0,2-0,3 мкм. По предварительному расчету годовая экономическая эффективность от использования предлагаемого комплекса технических решении на одном предприятии составит до 50 тыс.руб. Формула изобретения Оюсоб шлифования абразивным инструментом в виде полого корпуса, заполненйЬго ферромагнитной суспензией, согласно, которому инстру1мент прижимают к обрабатываемой поверхности воздействием внешнего постоянного магнитного поля, создаваемого катушкой подмагничивания, отличающийся тем, что, с целью снижения шероховатости и пстыщения производительности при обработке деталей из вязких материалов, в качестве ферромагнитнсж составляющей суспензии используют частицы материала, обладающего мапштострикционными свойствами, и дополнительно воздействуют на суспензию переменным магнитным полем с частотой 1-20 кГц, при этом амплитуда напрям&ния переменного тока, питающего катушку, не превышает напряжетя постоянного тока. Источники информащ1и, принятые во внимание при экспертизе 1. Авторское свидетельство СССР N 534351, кл. В 24 В 13/10, 1979.
