Изобретение относится к изготовлению инструмента для абразивной обработки материалов и предназначено для шлифования материалов, склонных к образованию микротрещин, прижогов под действием теплового поля.
Цель изобретения - расширение технологических возможностей.
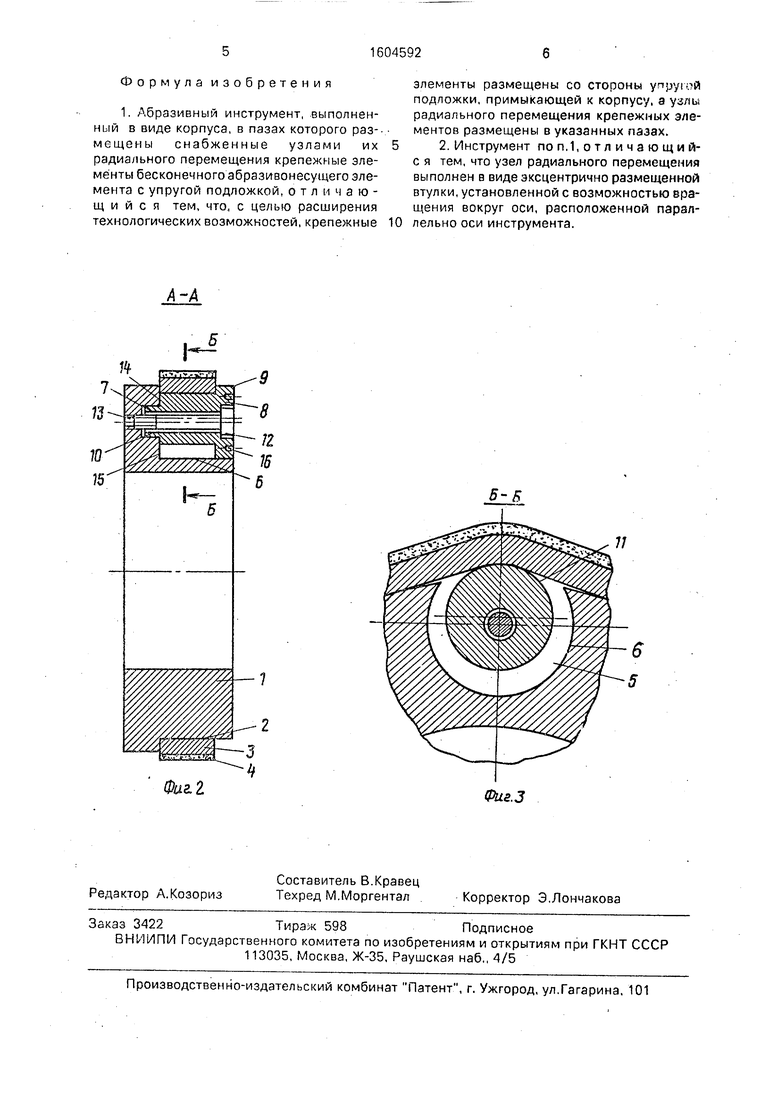
На фиг. 1 изображен инструмент, вид сбоку; на фиг, 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг, 2,
Абразивный инструмент состоит из корпуса 1 с цилиндрической поверхностью 2, подложки абразивонесущего элемента в виде упругодеформируемого в радиальном на- правлении кольца 3 и собственно абразивного слоя 4. В ступенчатых отверстиях 5 корпуса 1, содержащих цилиндрические поверхности б и 7, расположены узлы радиального перемеа1ения абразивонесущего элемента, выполненные в виде втулок 8, состоящих из соосных цилиндрических поверхностей 9 и 10, и расположенной между ними эксцентрично цилиндрической поверхности 11. Цилиндрические поверхности 9 и 10 втулок 8 контактируют соответственно с цилиндрическими поверхностями 6 и 7 ступенчатых отверстий 5, а эксцентрическая цилиндрическая поверхность 11 контактирует с внутренней цилиндрической поверхностью кольца 3. Крепежные винты 12 входят в отверстия втулок 8 и вкручиваются, в резьбовые отверстия 13 корпуса 1, закрепляя при этом втулки 8 за счет контакта торцовой поверхности 14 втулок 8 с торцовой поверхностью 15 стуНенчатых отверстий 5. Отверстия 16, расположенные на торцовых поверхностях втулок 8, служат для проворо-, та втулки в необходимое положение с помощью рожкового ключа.
Абразивный инструмент работает следующим образом.
Упругодеформируемое кольцо 3 с абразивным слоем 4 с заправленной режущей поверхностью устанавливается на цилиндрическую поверхность 2 корпуса 1,закрепленного через фланцы или непосредственно на шпинделе шлифовального станка. Затем в ступенчатые отверстия 5 корпуса 1 устанавливаются втулки 8 и частично поджимаются к торцовой поверхности 15 ступенчатого отверстия 5 с помощью винтов 12, вкручиваемых в резьбовые отверстия 13 корпуса 1. Затем с помощью рожкового ключа, введенного в отверстия 16, поочередно осуществляется поворот диаметрально расположенных втулок 8 вокруг своих осей. При повороте втулок цилиндрические поверхности 9 и 10 поворбчиваются в сопрягаемых поверхно
стях 6 и 7 ступенчатого отверстия 5, а эксцентрическая цилиндрическая поверхность 11 начинает оказывать давление на внут- ренню цилиндрическую поверхность кольца
3, упруго деформируя его в радиальном направлении.
Деформация осуществляется равномерно по всей площади контакта кольца 3 и втулки В за счет параллельного расположения оси втулки 8 относительно оси инструмента. -После установки требуемого диаметрального размера рабочей поверхности абразивного инструмента, который контролируется индикатором часового типа, шестигранным клюнем производится затяжка винтов 12, которые поджимают торцовые поверхности 14 втули;. 8 к торцовым поверхностям 15 отверст -тй о, фиксируя втулки 8 в требуемом положении. В результате упругого деформирования кольца 3 рабочая поверхность инструмента из сплошной цилиндрической превращается в гюлнистую прерывистую.
5В процессе шлифования происходит
ухудшение режущих свойств рабочей поверхности инструмента в результате ее износа и засаливания продуктаг- и шлифования. Для продолжения работы под узлы ради- 0 ального перемещения необ)4одимо подвести неработавшие участки рабочей поверхности. С этой целью ослабляется винт 12 и производится проворот втулок 8 вокруг осей, что приводит к снятию давле- 5 ния на кольцо 3. После этого осуществляется поворот абразивонесущего элемента относительно корпуса 1 и под узлы радиального перемещения подводятся неработавшие ранее участки. Закрепление 0 абразивонесущего элемента производится в описанной последовательности.
Использование эксцентрично установленной втулки в качестве механизма радиального перемещения в сочетании с 5 упругодеформируемым абразивонесущим элементом в виде кольца позволяет регулировать не только величину выступов на рабочей поверхности инструмента, но и регулировать их кривизну. Это приводит к 50 повышению стойкости инструмента за счет изменения, теплового потока в процессе шлифования. С увеличением радиуса кривизны рабочего участка увеличивается площадь контакта детали с участком рабочей 55 поверхности инструмента. Этоснижаеттем- пературу резания и износ алмазов. Кроме того, увеличивается стойкость абразивного инструмента за счет периодического ввода в действие неработавших участков рабочей поверхности.
Фор мула изобретения
1. Абразивный инструмент, выполненный в виде корпуса, в пазах которого раз-- мещены снабженные узлами их радиального перемещения крепежные элементы бесконечного абразивонесущего элемента с упругой подложкой, отличающийся тем, что, с целью расширения технологических возможностей, крепежные
0
элементы размещены со стороны упругой подложки, примыкающей к корпусу, а узлы радиального перемещения крепежных элементов размещены в указанных пазах.
2. Инструмент поп,1,отличающий- с я тем, что узел радиального перемещения выполнен в виде эксцентрично размещенной втулки, установленной с возможностью вращения вокруг оси, расположенной параллельно оси инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2275295C1 |
| Абразивный круг | 1987 |
|
SU1458188A1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 1996 |
|
RU2111109C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2146605C1 |
| Абразивный круг | 1990 |
|
SU1771940A1 |
| Абразивный круг | 1989 |
|
SU1678590A1 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ | 1998 |
|
RU2146604C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2146602C1 |
| Устройство для шлифования | 1988 |
|
SU1516332A1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ КРУГОМ С ПРЕРЫВИСТОЙ И НЕПРЕРЫВНОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ | 1998 |
|
RU2155661C2 |
Изобретение относится к инструменту для образивной обработки материалов и предназначено для шлифования материалов, склонных к образованию микротрещин, прижегов под действием теплового поля. Целью изобретения является расширение технологических возможностей. В пазах корпуса 1 размещены эксцентричные втулки. Корпус оснащается абразивонесущим элементом в виде упругодеформируемого кольца 3 с абразивным слоем 4. При повороте втулки она своей поверхностью оказывает давление на кольцо 3, в результате чего оно упруго деформируется в радиальном направлении и образует прерывистую волнистую рабочую поверхность. При ухудшении режущих свойств рабочей поверхности производятся снятие давления поворотом втулок и подвод под них не работавших ранее участков абразивонесущего элемента. Затем поворотом втулок вновь создается прерывистая рабочая поверхность. Выступы рабочей поверхности за счет использования упругодеформируемого кольца и цилиндрических втулок имеют переменную кривизну. 1 з.п.ф-лы, 3 ил.
Фиг, г
6-5
77
Фиг.З
| Патент США N: 1988361 | |||
| кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Приспособление для забивки костылей | 1925 |
|
SU1935A1 |
