Изобретение относится к измерительной технике и может быть использовано для контроля линейных размеров в широком диапазоне.
Известно устройство пневматической контактной скобы, описанное в книге О.Б. Балакшина "Автоматизация пневматического контроля размеров в машиностроении", М., 1964 г., стр.265, рис.144, принятое в качестве прототипа, состоящее из двух элементов с измерительными поверхностями, имеющих пружинную связь, измерительного сопла, установленного в одном из элементов, при этом торцовая поверхность сопла образует с поверхностью другого элемента измерительный зазор.
Недостатком известного устройства является ограниченный диапазон измерения.
Задачей заявляемого изобретения является увеличение диапазона измерения при сохранении точности.
Указанный технический результат достигается тем, что устройство для измерения линейных размеров состоит из пневматического измерительного прибора и измерительного узла, включающего два измерительных элемента с измерительными поверхностями, имеющих упругую связь, измерительное сопло, установленное в первом из элементов, торцовая поверхность сопла образует с измерительной поверхностью второго элемента измерительный зазор, при этом второй измерительный элемент выполнен в виде пружины, образованной встречными прорезями, прорезанными в шахматном порядке, перпендикулярными линии измерения, обеспечивающими его упругие деформации в направлении линии измерения.
Измерительное сопло установлено с возможностью перемещения в плоскости, перпендикулярной линии измерения.
Выполнение измерительного элемента в виде плоской пружины, образованной встречными прорезями, прорезанными в шахматном порядке, перпендикулярными линии измерения, позволяет изменять передаточное отношение измерительного узла в широких пределах и приводить диапазон измерения к прямолинейному участку рабочей характеристики пневматической системы, тем самым позволяет расширить диапазон измерения и обеспечить точность измерения.
На чертеже изображено устройство для контроля внутренних диаметров, состоящее из измерительного прибора 1 и измерительного узла 2, включающего измерительные элементы 3 с измерительными поверхностями 4, измерительное сопло 5, установленное в первом измерительном элементе. Второй измерительный элемент выполнен в виде пружины, образованной встречными прорезями 6.
Устройство работает следующим образом.
Перед началом работы проводят настройку устройства с помощью эталонных деталей, имеющих размеры, соответствующие нижней и верхней границе поля допуска.
При контроле внутреннего диаметра детали с большим допуском на изготовление δ измерительный узел 2 устанавливают в контролируемое отверстие. Пружина измерительного элемента 3 сжимается, образуя в прорези 6 между торцовой поверхностью измерительного сопла 5 и измерительной поверхностью 4 второго измерительного элемента измерительный зазор S. Величина удаления измерительного сопла 5 относительно линии измерения А и количество прорезей 6 определяют передаточное отношение измерительного узла 2. Если измерительное сопло 5 установлено на линии измерения А, измерительный зазор S изменяется в пределах от 0 до δ/n, где n число прорезей. При установке сопла на некотором расстоянии от линии измерения А, измерительный зазор S изменяется в пределах от 0 до δ*L1/L, где L, L1 плечи рычага (Фиг.1). В результате сложения передаточных отношений упругой и рычажной систем измерительный зазор S вычисляется следующим образом. S=(L1*δ)/(n*L).
Например, если δ=400 мкм, n=5, L1/L=0,25 то S=0,25/5*400=0,05*400=20 мкм.
Измерительный зазор 20 мкм укладывается в прямолинейный участок рабочей характеристики пневматического прибора, а соответствующий этому зазору перепад давления позволяет растянуть контролируемый допуск на всю шкалу прибора 1, обеспечивая точность измерения в широком диапазоне.
При этом не только снижается погрешность от нелинейности характеристики, но и значительно уменьшается погрешность от нестабильности рабочего давления, так как значительно возрастает величина изменения давления соответствующее 1 мкм.
Таким образом, выполнение измерительного элемента в виде пружины, прорезанной встречными прорезями, обеспечивающими упругие деформации измерительного элемента в направлении линии измерения, позволяет изменять передаточное отношение измерительного узла в широких пределах.
Применение измерительного элемента с возможностью изменения передаточного отношения измерительного узла позволяет обеспечить точность в широком диапазоне измерения и тем самым расширить технические возможности рычажных измерительных устройств.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ | 2004 |
|
RU2247320C1 |
| ПНЕВМАТИЧЕСКАЯ КОНТАКТНАЯ ГОЛОВКА | 2006 |
|
RU2330239C2 |
| ПНЕВМАТИЧЕСКОЕ ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО | 1991 |
|
RU2039928C1 |
| ПНЕВМАТИЧЕСКОЕ ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО | 1991 |
|
RU2023981C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ НЕПАРАЛЛЕЛЬНОСТИ ОСИ ОТВЕРСТИЯ И ПЛОСКОСТИ | 2008 |
|
RU2381443C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДИАМЕТРОВ ОТВЕРСТИЙ | 2008 |
|
RU2388995C1 |
| СПОСОБ ПНЕВМАТИЧЕСКОГО ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ | 2004 |
|
RU2244257C1 |
| ИЗМЕРИТЕЛЬНАЯ ВСТАВКА | 2011 |
|
RU2458326C1 |
| НУТРОМЕР | 1991 |
|
RU2011155C1 |
| УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВАНИЯ ЖГУТОВ ХИМИЧЕСКОГО ВОЛОКНА В ОТДЕЛОЧНОЙ ТЕКСТИЛЬНОЙ МАШИНЕ | 1991 |
|
RU2027803C1 |
Изобретение относится к измерительной технике и может быть использовано для контроля линейных размеров в широком диапазоне. Сущность: устройство для измерения линейных размеров состоит из пневматического измерительного прибора и измерительного узла, включающего два измерительных элемента с измерительными поверхностями, имеющих упругую связь, и измерительное сопло, установленное в первом из элементов. Торцевая поверхность сопла образует с измерительной поверхностью второго элемента измерительный зазор. При этом второй измерительный элемент выполнен в виде пружины, образованной встречными прорезями, прорезанными в шахматном порядке, перпендикулярными линии измерения. Измерительное сопло установлено с возможностью перемещения в плоскости, перпендикулярной линии измерения. Технический результат: увеличение диапазона измерения при сохранении точности. 3 з.п. ф-лы, 1 ил.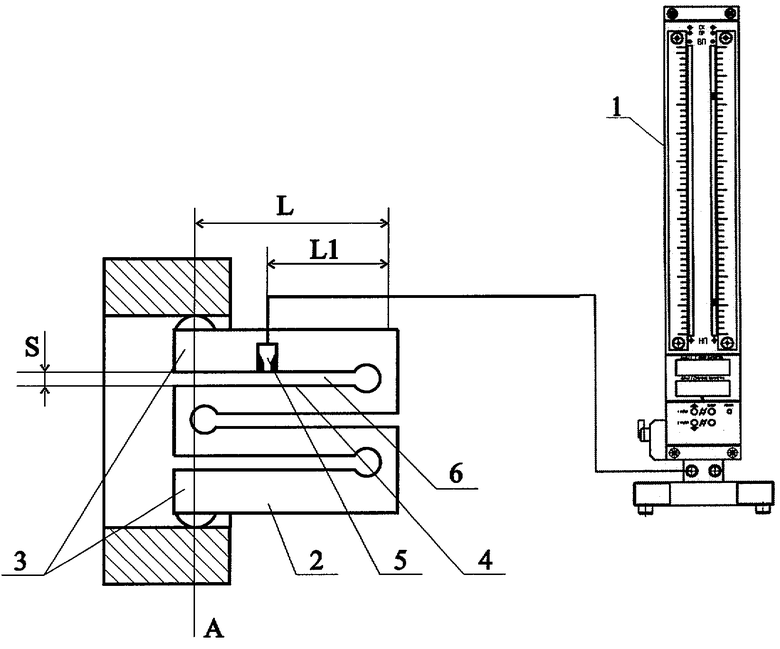
| Балакшин О.Б | |||
| Автоматизация пневматического контроля размеров в машиностроении | |||
| М.: МАШИНОСТРОЕНИЕ, 1964, с.265, рис.144 | |||
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ОТКЛОНЕНИЙ ОТ ПРЯМОЛИНЕЙНОСТИ ВНУТРЕННИХ КАНАЛОВ ТРУБ | 2001 |
|
RU2247940C2 |
| Устройство для крепления запасного колеса на транспортном средстве | 1989 |
|
SU1623909A1 |
| US 3174328 А, 23.03.1965 | |||
| Способ балансировки роторов с одной подшипниковой опорой | 1984 |
|
SU1226082A1 |
| Устройство для изготовления катушек индуктора | 1984 |
|
SU1251195A1 |

