Изобретение относится к пневматической измерительной технике и может быть использовано для измерения линейных размеров.
Известна измерительная головка, описанная в книге С.С.Волосов, Е.И.Педь. Приборы для автоматического контроля в машиностроении. Машиностроение, 1979 г., стр.145-147, рис.56 (б-д), принятая в качестве прототипа, содержащая корпус, в котором установлены сопло и шток с конической заслонкой.
Применение конической заслонки ведет к увеличению погрешности от непостоянства чувствительности головки вследствие нелинейной зависимости между изменением площади проходного сечения клапана и вызвавшим его перемещением штока.
Недостатками известного устройства являются низкая точность и малый диапазон измерения.
Задачей заявляемого изобретения является расширение диапазона и увеличение точности измерения.
Указанный технический результат достигается тем, что пневматическая контактная головка состоит из корпуса с направляющим отверстием, соединенным через штуцер с пневматическим измерительным прибором, установленного в направляющем отверстии штока, снабженного измерительным наконечником для контакта с контролируемой деталью, при этом шток выполнен с образованием рабочего зазора постоянной площади с направляющим отверстием.
Рабочий зазор может быть образован одной или несколькими продольными лысками на поверхности штока, параллельными его оси, или разностью диаметров штока и направляющего отверстия.
Шток выполнен подпружиненным относительно корпуса и снабжен ограничителем хода.
Пневматический измерительный прибор выполнен в виде пневмоэлектронного прибора с цифровой шкалой.
Выполнение рабочего зазора постоянной площади по всей длине направляющего отверстия обеспечивает линейную зависимость между изменением расхода воздуха в зазоре и вызвавшим его перемещением штока, что ведет к увеличению точности в широком диапазоне измерения.
Применение головки с минимальной площадью рабочего зазора, соединенной с пневмоэлектронным прибором, снабженным цифровой шкалой, позволяет контролировать линейные размеры в широком диапазоне измерения.
Пневматическая контактная головка поясняется чертежами.
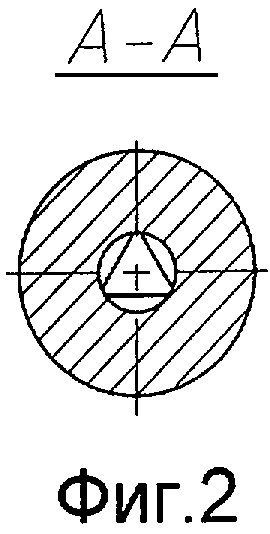
На фиг.1 изображен разрез пневматической контактной головки.
На фиг.2 изображено сечение А-А штока с тремя продольными лысками, параллельными оси штока, образующими рабочие зазоры постоянной площади с поверхностью направляющего отверстия.
Пневматическая контактная головка состоит из цилиндрического корпуса 1, в направляющем отверстии которого установлен с возможностью перемещения шток 2, штуцера 3 для пневматического соединения направляющего отверстия по линии связи с пневмоэлектронным прибором 4.
Шток 2 снабжен измерительным наконечником для контакта с контролируемой деталью, ограничителем хода 5 и может перемещаться в направляющем отверстии под действием давления воздуха или под действием пружины 6 при измерении относительно небольших изменений размера деталей.
Пневмоэлектронный прибор 4 содержит стабилизатор давления 7, соединенный через входные сопла 8, 9 с измерительной камерой 10 и камерой противодавления 11 с дросселем 12, датчик 13, соединенный с блоком обработки измерений (БОИ) 14, индикатор 15 с цифровой шкалой.
Процесс измерения линейных размеров осуществляют следующим образом.
Воздух из пневмосети через стабилизатор 7 и входные сопла 8, 9 поступает соответственно в измерительную камеру 10 и камеру противодавления 11 пневмоэлектронного прибора 4. Из камеры противодавления 11 воздух выходит в атмосферу через дроссель 12, при этом создается постоянное противодавление на датчик 13. Воздух из измерительной камеры 10 поступает по линии связи через штуцер в рабочий зазор между поверхностью направляющего отверстия и поверхностью штока 2 головки.
Настройку устройства производят путем поочередного измерения установочных деталей.
Изменение контролируемого размера в пределах Lmin-Lmax вызывает перемещение штока 2 в направляющем отверстии в пределах L1-L2. В результате этого изменяется сопротивление рабочего зазора расходу воздуха пропорциональное изменению длины ΔL.
При измерении изменяется длина рабочего зазора, а проходное сечение головки остается постоянным. При этом площадь сечения рабочего зазора определяет передаточное отношение головки. Уменьшение площади рабочего зазора ведет к уменьшению чувствительности головки и расширению диапазона измерения.
Изменение сопротивления рабочего зазора, соответствующее изменению линейного размера детали ΔL, вызывает изменение давления в рабочей камере 10 прибора 4. Величину изменения давления определяют с помощью датчика 13, сигнал с которого преобразуют в блоке обработки измерений (БОИ) 14 в цифровой вид и отображают на цифровой шкале индикатора 15.
Таким образом, применение пневматической контактной головки с линейной зависимостью расхода воздуха, проходящего через рабочие зазоры между поверхностью направляющего отверстия и поверхностью штока, от соответствующего перемещения штока с использованием пневмоэлектронного прибора с бесконечной цифровой шкалой позволило увеличить точность в широком диапазоне измерения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПНЕВМАТИЧЕСКОГО ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ | 2007 |
|
RU2340868C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ | 2008 |
|
RU2383856C1 |
| УСТРОЙСТВО ДЛЯ ПНЕВМАТИЧЕСКОГО ИЗМЕРЕНИЯ ОТКЛОНЕНИЯ ОТ ПРЯМОЛИНЕЙНОСТИ ОСИ ОТВЕРСТИЯ | 2004 |
|
RU2274830C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ ОТВЕРСТИЙ | 2005 |
|
RU2296296C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ОТКЛОНЕНИЯ ОТ ПРЯМОЛИНЕЙНОСТИ ОСИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2004 |
|
RU2279038C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ ОТВЕРСТИЙ | 2005 |
|
RU2293287C1 |
| СПОСОБ ИЗМЕРЕНИЯ ДИАМЕТРА ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2301402C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ТОРЦОВОГО БИЕНИЯ РОЛИКОВ | 2005 |
|
RU2288447C1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ АВТОМАТ | 2006 |
|
RU2317156C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ ОТВЕРСТИЙ | 2005 |
|
RU2284470C1 |
Изобретение направлено на расширение диапазона и увеличение точности измерения. Указанный технический результат достигается тем, что пневматическая контактная головка состоит из корпуса с направляющим отверстием, соединенным через штуцер с пневматическим измерительным прибором, установленного в направляющем отверстии штока, снабженного измерительным наконечником для контакта с контролируемой деталью. При этом шток выполнен с образованием рабочего зазора постоянной площади с направляющим отверстием. Рабочий зазор может быть образован одной или несколькими продольными лысками на поверхности штока, параллельными его оси или разностью диаметров штока и направляющего отверстия. Шток выполнен подпружиненным относительно корпуса и снабжен ограничителем хода. Пневматический измерительный прибор выполнен в виде пневмоэлектронного прибора с цифровой шкалой. 1 з.п. ф-лы, 2 ил.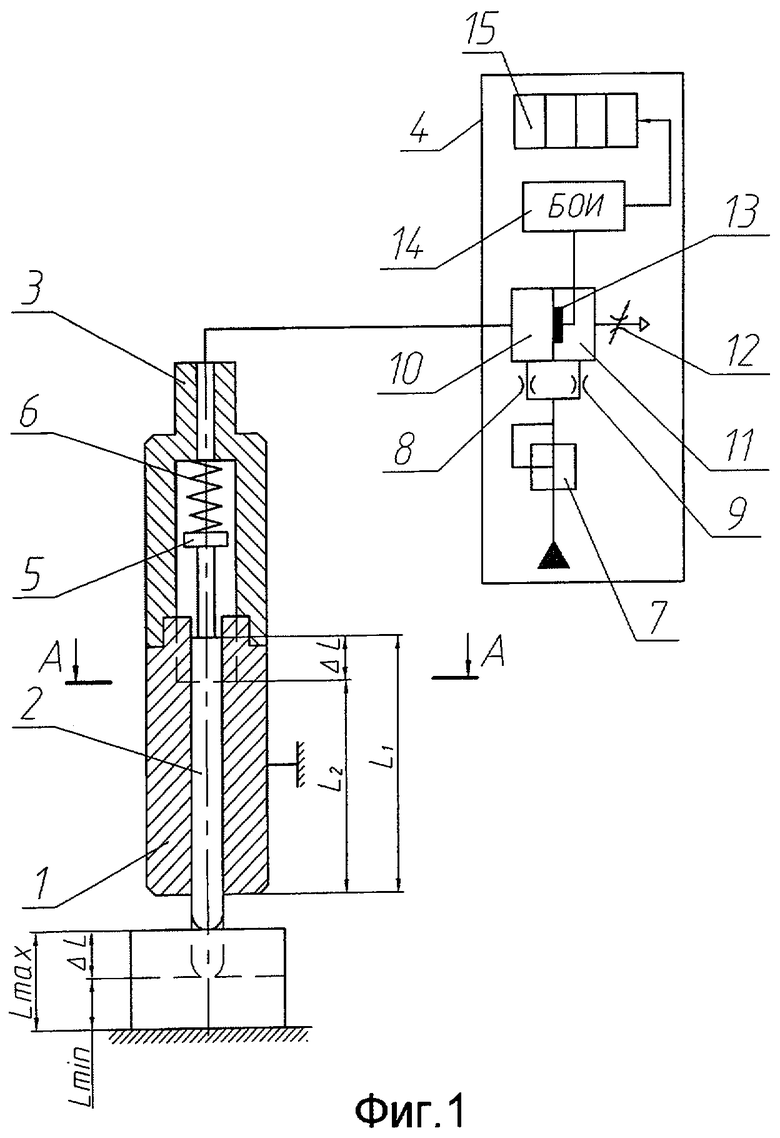
| Высоцкий А.В | |||
| и др | |||
| Пневматические измерения линейных размеров | |||
| - М.: МАШГИЗ, 1963, гл.12 | |||
| Волосов С.С., Педь Е.И | |||
| Приборы для автоматического контроля в машиностроении | |||
| - М.: Машиностроение, 1979 | |||
| RU 2001123120 А, 10.07.2003 | |||
| ПНЕВМАТИЧЕСКОЕ ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО | 1991 |
|
RU2029235C1 |

