Настоящее изобретение относится к способу и устройству для производства железа и/или ферросплавов из железосодержащего материала, включающего в себя железные руды, другие руды, содержащие железо, такие как хромитовые руды, частично восстановленные руды и потоки содержащих железо отходов, таких как оборотные стальные материалы.
Настоящее изобретение относится конкретно к способу прямой плавки на основе ванны расплавленного металла и к устройству для производства расплавленного железа и/или ферросплавов.
Одним известным процессом прямой плавки на основе расплавленной ванны для производства расплавленного железа является «DIOS»-процесс (от англ. Direct Iron Ore Smelting). «DIOS»-процесс включает в себя стадию предварительного восстановления и стадию восстановительной плавки. В «DIOS»-процессе руду (-8 мм предварительно подогревают (750°С) и предварительно восстанавливают (от 10 до 30%) в пенных кипящих (псевдоожиженных) слоях, используя отходящий газ из емкости для восстановительной плавки, которая содержит расплавленную ванну из железа и шлака, причем шлак образует глубокий слой поверх железа. Тонкие (-0,3 мм) и крупные (-8 мм) компоненты руды разделяются на стадии предварительного восстановления способа, и компонент -0,3 мм собирается в циклоне и инжектируется в емкость для восстановительной плавки с азотом, в то время как крупная руда загружается под действием силы тяжести. Предварительно высушенный уголь загружается непосредственно в емкость для восстановительной плавки сверху емкости. Уголь разлагается на полукокс и летучее вещество в слое шлака, а руда растворяется в расплавленном шлаке и образует FeO. FeO восстанавливается на поверхностях раздела шлак/железо и шлак/полукокс с получением железа. Монооксид углерода, полученный на поверхностях раздела шлак/железо и шлак/полукокс, образует пенистый шлак. Кислород вдувается через специально сконструированную фурму, которая вводит кислород внутрь пенистого шлака и улучшает вторичное горение. Струи кислорода сжигают монооксид углерода, который получается в ходе реакций восстановительной плавки, и тем самым вырабатывается тепло, которое передается сначала расплавленному шлаку, а затем поверхности раздела шлак/железо посредством эффекта интенсивного перемешивания вдуваемым снизу газом. Перемешивающий газ, вводимый в ванну горячего железа со дна или сбоку емкости для восстановительной плавки, улучшает эффективность теплопередачи и увеличивает поверхность раздела шлак/железо для восстановления и, следовательно, производительность емкости и тепловую эффективность. Однако скорости инжектирования должны быть ограничены, поскольку интенсивное перемешивание понижает вторичное горение в связи с повышенным взаимодействием между струей кислорода и каплями железа в шлаке с последующим понижением производительности и увеличенным износом огнеупора. Шлак и железо периодически выпускаются через летку.
Другим известным способом прямой плавки для производства расплавленного железа является «Romelt»-процесс. «Romelt»-процесс основан на использовании ванны шлака большого объема с интенсивным перемешиванием в качестве среды для плавки железосодержащего исходного материала до железа в емкости для восстановительной плавки и для дожигания газообразных продуктов реакции и передачи тепла, что требуется для продолжения плавки железосодержащего исходного материала. Железосодержащий исходный материал, уголь и флюсы подаются под действием силы тяжести в ванну шлака через отверстие в своде емкости. «Romelt»-процесс включает в себя инжектирование первоначального дутья из обогащенного кислородом воздуха в шлак через нижний ряд фурм с тем, чтобы создать необходимое перемешивание шлака и инжектирование обогащенного кислородом воздуха или кислорода в шлак через верхний ряд фурм для того, чтобы повысить дожигание. Расплавленное железо, получаемое в шлаке, движется вниз и образует слой железа, которое выгружается через форкамеру. В «Romelt»-процессе слой железа не является важной средой реакции.
Другой известный процесс прямой плавки для производства расплавленного железа представляет собой AISI-процесс (от англ. American Iron and Steel Institute). AISI-процесс включает в себя стадию предварительного восстановления и стадию восстановительной плавки. В AISI-процессе предварительно подогретые и частично предварительно восстановленные гранулы железной руды, уголь или коксовая мелочь и флюсы загружаются сверху в находящийся под давлением реактор для плавки, который содержит расплавленную ванну из железа и шлака. В слое шлака из угля удаляются летучие вещества и гранулы железной руды растворяются в шлаке и затем восстанавливаются углеродом (полукоксом) в шлаке. Условия способа приводят в результате к вспениванию шлака. Монооксид углерода и водород, полученные в ходе процесса, дожигаются в слое шлака или непосредственно над ним для того, чтобы получить энергию, требуемую для эндотермических реакций восстановления. Кислород вдувается сверху через центральную охлаждаемую водой фурму, а азот инжектируется через фурмы в дне реактора для обеспечения достаточного перемешивания, чтобы облегчить теплопередачу энергии дожигания к ванне. Отходящий газ способа очищается от пыли в горячем циклоне перед подачей в шахтную печь для предварительного подогрева и предварительного восстановления гранул в FeO или вюстит.
Другой известный способ прямой плавки, который основан на использовании слоя расплавленного железа в качестве реакционной среды и обычно упоминается как «HIsmelt»-процесс, описан в Международной заявке на патент РСТ/AU/00197 (WO 96/31627) на имя заявителя.
«HIsmelt»-процесс, как он описан в Международной заявке, содержит следующие стадии, на которых:
(а) образуют ванну из расплавленного железа и шлака в емкости;
(b) инжектируют в ванну:
(i) железосодержащий исходный материал, обычно оксиды железа; и
(ii) твердый углеродсодержащий материал, обычно уголь, который действует как восстановитель оксидов железа и источник энергии; и
(с) плавят железосодержащий исходный материал до металла в слое железа.
«HIsmelt»-процесс также включает в себя инжектирование кислородсодержащего газа в пространство над ванной и дожигание реакционных газов, таких как СО и Н2, которые выделяются из ванны, и передачу полученного тепла в ванну с тем, чтобы пополнить тепловую энергию, требуемую для плавки металлосодержащих исходных материалов.
«HIsmelt»-процесс также содержит образование переходной зоны в пространстве над номинально спокойной поверхностью ванны, в которой находится полезная масса поднимающихся и впоследствии опускающихся капель, всплесков или потоков расплавленного материала, которые создают эффективную среду для передачи в ванну тепловой энергии, полученной при дожигании реакционных газов над ванной.
Заявитель произвел обширную научно-исследовательскую работу и разработку способов прямой плавки, включая научно-исследовательскую работу и разработку требований к промышленным процессам, и сделал ряд существенных открытий, касающихся этих способов.
Настоящее изобретение фокусируется на дожигании реакционных газов.
Без адекватного дожигания реакционных газов и последующей передачи тепла обратно в расплавленную ванну такие процессы прямой плавки на основе расплавленной ванны, в частности те, в которых отсутствует стадия предварительного восстановления, становятся неэкономичными, а в ряде случаев неосуществимыми в связи с эндотермическим характером восстановления железосодержащих материалов.
Дальнейшая проблема заключается в том, что хорошее дожигание не должно производиться за счет окисления значительных количеств материала, такого как расплавленный металл и полукокс в расплавленной ванне, поскольку способ становится неэффективным и для противодействия этому окислению необходимы избыточные количества твердого углеродсодержащего материала.
Также чрезвычайно большие количества жидкого FeO в расплавленной ванне являются особенно вредными в связи с износом огнеупорной футеровки вокруг области номинально спокойного уровня расплавленного металла.
В общих словах, настоящее изобретение представляет собой способ прямой плавки для производства железа и/или ферросплавов, который осуществляется в промышленном масштабе в металлургической емкости, которая имеет под, боковые стенки и свод, и минимальный размер по ширине внутренней части пода составляет по меньшей мере 4 м, а более предпочтительно по меньшей мере 6 м.
Более конкретно, способ прямой плавки включает в себя следующие стадии, на которых:
(а) образуют расплавленную ванну, содержащую расплавленный металл и расплавленный шлак;
(b) подают исходные материалы, которые представляют собой железосодержащий материал, углеродсодержащий материал и флюсы, в емкость;
(с)плавят железосодержащий исходный материал до расплавленного металла в расплавленной ванне и генерируют газы в ванне;
(d)инжектируют струи кислородсодержащего газа, который представляет собой воздух или воздух с содержанием кислорода вплоть до 50%, через 3 или более фурмы в пространство над спокойной поверхностью расплавленной ванны («верхнее пространство») и сжигают газы, генерируемые в ходе процесса; и
(е) генерируют движение вверх расплавленного материала из расплавленной ванны в верхнее пространство для того, чтобы облегчить передачу тепла к ванне и свести к минимуму потери тепла из емкости;
причем способ отличается увлечением такого объема газа из верхнего пространства в струи кислородсодержащего газа, инжектируемого в емкость, который в 2-6 раз превышает объем инжектируемого газа.
Настоящее изобретение основано на понимании того, что увлечение такого объема газа из верхнего пространства в струи инжектируемого газа, который в 2-6 раз превышает объем инжектируемого газа, делает возможным достижение хорошего дожигания газа в верхнем пространстве и хорошей передачи тепла к расплавленной ванне при отсутствии недопустимых уровней окисления расплавленных материалов в ванне.
Настоящее изобретение также основано на понимании того, что возможно осуществить увлечение объемов газа из верхнего пространства в инжектируемый кислородсодержащий газ в диапазоне, описанном выше, путем инжектирования кислородсодержащего газа через фурмы, имеющие выходные концы с внутренним диаметром 0,8 м или меньше (предпочтительно 0,6 м или меньше) со скоростью по меньшей мере 150 м/с.
Соответственно, предпочтительно способ отличается инжектированием струй кислородсодержащего газа через фурмы, имеющие выходные концы с внутренним диаметром 0,6 м или меньше со скоростью по меньшей мере 150 м/с.
Предпочтительно, скорость составляет по меньшей мере 200 м/с.
Предпочтительно, выходные концы фурм для инжектирования кислородсодержащего газа находятся не более чем в 7 м над спокойной поверхностью расплавленной ванны.
Предпочтительно, способ включает в себя предварительный подогрев кислородсодержащего газа до температуры 800-1400°С.
Использование 3 или более фурм для инжектирования струй кислородсодержащего газа обеспечивает возможность для того, чтобы свод емкости для плавки был более низким, чем в противоположном случае с одной фурмой, имеющей такую же общую площадь внутреннего поперечного сечения, что и многочисленные фурмы. Это связано с повышением отношения поверхности к объему для струй газа, выходящих из концов меньших многочисленных фурм. Меньшее свободное пространство требуется для увлечения газа, отсюда меньше вертикальная высота (размер) металлургической емкости. Результатом является более компактный, эффективный по стоимости способ прямой плавки с более низкими потерями тепла из емкости.
Предпочтительно, способ включает в себя инжектирование в емкость кислородсодержащего газа, движущегося с завихрением.
Завихрение повышает скорость всасывания газа из верхнего пространства в струи инжектируемого газа. Поэтому использование завихрения обеспечивает возможность того, что высота выходных концов фурм для инжектирования кислородсодержащего газа над расплавленной ванной меньше, чем высота фурм без завихрения. Таким образом, емкость, которая имеет данное число фурм с завихрением заданного внутреннего диаметра, может иметь меньшую высоту, чем емкость, которая имеет такое же число фурм без завихрения того же внутреннего диаметра. Это является важным предложением с точки зрения дальнейшего уменьшения высоты емкости и, таким образом, площади поверхности, через которую может происходить потеря тепла из емкости.
Далее, для емкости любой данной высоты использование завихрения означает, что число фурм для инжектирования струй кислородсодержащего газа может быть меньшим, чем число фурм без завихрений. Однако имеется ограничение степени, до которой желательно уменьшить число фурм с завихрением. Конкретно, поскольку число фурм уменьшается в емкости данного размера, то внутренний диаметр фурм должен быть значительно увеличен. С увеличением внутреннего диаметра становится труднее охлаждать устройство завихрения внутри таких фурм, в результате чего они будут иметь повышенную тенденцию к выгоранию, особенно при использовании обогащенного кислородом предварительно подогретого воздуха. Предполагается, что фурмы внутреннего диаметра, большего, чем примерно 0,8 м, вряд ли могут служить опорой для таких устройств завихрения в течение требуемого срока службы, т.е. как минимум 6 месяцев, а более желательно 12 месяцев. Использование материалов с высокой теплопроводностью, таких как медь, для устройств завихрения считается нежизнеспособным, что обусловлено тенденцией переноса предварительно подогретым воздухом маленьких абразивных частиц, что быстро разрушает мягкий материал типа меди.
Предпочтительно, при использовании устройства завихрения число использованных фурм составляет от 3 до 6, в то время как без устройства завихрения число фурм составляет предпочтительно 6 или более.
Предпочтительно, стадия (b) включает в себя подачу исходных материалов путем инжектирования исходных материалов в расплавленную ванну через 3 или более простирающиеся вниз фурмы для инжектирования твердых частиц и генерирование посредством этого потока газа, который приводит к следующему:
(i) образованию зоны расширения расплавленной ванны; и
(ii) всплескам, каплям и потокам расплавленного материала, которые выбрасываются вверх из зоны расширения расплавленной ванны.
Инжектирование исходных материалов и полученный в результате поток газа, возникающий при инжектировании исходных материалов и реакциях исходных материалов в расплавленной ванне, вызывает существенное движение материала в зону расширения расплавленной ванны и из нее.
Предпочтительно, способ включает в себя периодический или непрерывный выпуск расплавленного шлака из емкости.
Предпочтительно, способ также включает в себя периодический или непрерывный выпуск расплавленного железа и/или ферросплавов из емкости.
Железосодержащие материалы могут включать в себя железные руды, другие руды, содержащие железо, такие как хромитовые руды, частично восстановленные руды и потоки содержащих железо отходов, таких как оборотные стальные материалы. Необходимо отметить, что в то время как железистый материал, т.е. материал, в котором железо является основным компонентом, представляет собой предпочтительный железосодержащий материал, изобретение не ограничено использованием железистого материала.
Предпочтительно, способ включает в себя инжектирование по меньшей мере 80% по массе от общей массы твердого материала, требуемого для осуществления способа, через фурмы для инжектирования твердых частиц.
Предпочтительно, способ включает в себя инжектирование исходных материалов в расплавленную ванну со скоростью по меньшей мере 40 м/с через фурмы для инжектирования твердых частиц.
Предпочтительно, скорость находится в диапазоне 80-100 м/с.
Предпочтительно, способ включает в себя инжектирование исходных материалов в расплавленную ванну через фурмы для инжектирования твердых частиц при массовом расходе вплоть до 2,0 т/м2/с, где м2 относится к площади поперечного сечения подающей трубы фурмы.
Предпочтительно, способ включает в себя инжектирование исходных материалов в расплавленную ванну через фурмы для инжектирования твердых частиц при отношении твердые частицы/газ 10-18 кг/Нм3.
В контексте настоящего изобретения термин «плавка» понимается здесь как обозначающий термическую обработку, в которой имеют место химические реакции, которые восстанавливают исходные материалы, для получения жидкого железа и/или ферросплавов.
В контексте настоящего изобретения термин «фурма» понимается здесь как устройство для инжектирования газа/материала, которое выступает на некоторое расстояние внутрь емкости.
Предпочтительно, поток газа, генерируемого в расплавленной ванне, составляет по меньшей мере 0,35 Нм3/с/м2 (где м2 относится к площади горизонтального поперечного сечения пода при его минимальной ширине).
Предпочтительно, поток газа, генерируемого в расплавленной ванне, составляет по меньшей мере 0,5 Нм3/с/м2.
Предпочтительно, поток газа, генерируемого в расплавленной ванне, составляет менее 2 Нм3/с/м2.
Поток газа, генерируемого в расплавленной ванне, может частично быть получен в результате инжектирования газа через дно и/или боковую стенку в расплавленную ванну.
Расплавленный материал может образовать «влажный» слой или «сухой» слой на боковых стенках. «Влажный» слой содержит застывший слой, который прилипает к боковым стенкам, полутвердый (мягкий) слой и наружную пленку жидкости. «Сухой» слой представляет собой слой, в котором по существу весь шлак является застывшим.
Получение шлака в емкости может регулироваться путем изменения скоростей загрузки железосодержащего материала, углеродсодержащего материала и флюсов в емкость, а также рабочих параметров, таких как скорости инжектирования кислородсодержащего газа.
В ситуациях, в которых способ связан с получением железа, предпочтительно, чтобы способ включал в себя регулирование содержания растворенного углерода в расплавленном железе так, чтобы оно составляло по меньшей мере 3% по массе, и поддержание шлака в сильно восстанавливающем состоянии, что приводит к содержаниям оксидов железа менее 6% по массе, более предпочтительно менее 5% по массе (измеряемых как количество железа в оксидах железа в шлаке, выпущенном из емкости).
Инжектирование железистого материала и углеродсодержащего материала может быть произведено через одни и те же или раздельные фурмы.
Предпочтительно, уровень дожигания составляет по меньшей мере 40%, причем дожигание определено как:
[CO2]+[H2O]
―――――――――――
[CO2]+[H2O]+[CO]+[H2]
где
[CO2] = объемный % CO2 в отходящем газе;
[H2O] = объемный % H2O в отходящем газе;
[CO] = объемный % CO в отходящем газе;
[H2] = объемный % H2 в отходящем газе;
В общих словах, настоящим изобретением также предусмотрено устройство для получения железа и/или ферросплавов посредством способа прямой плавки, причем это устройство включает в себя фиксированную ненаклоняемую металлургическую емкость, которая имеет под, боковые стенки и свод, и минимальный размер по ширине внутренней части пода составляет по меньшей мере 4 м, предпочтительно по меньшей мере 6 м, для содержания расплавленной ванны из железа и шлака, которая включает в себя богатую металлом зону и зону расширения расплавленной ванны над богатой металлом зоной.
Более конкретно:
(а) под образован из огнеупорного материала и имеет основание и стороны в контакте с расплавленным металлом; и
(b) боковые стенки простираются вверх от сторон пода и находятся в контакте с зоной расширения расплавленной ванны и сплошным пространством газа, причем боковые стенки, которые находятся в контакте со сплошным пространством газа, включают в себя панели с водяным охлаждением и слой расплавленного материала на панелях.
Более конкретно, устройство дополнительно включает в себя:
(а) 3 или более фурмы, простирающиеся вниз в емкость, для инжектирования струй кислородсодержащего газа, который представляет собой воздух или воздух, обогащенный вплоть до 50% кислородом, в область емкости над расплавленной ванной;
(b) средство для подачи исходных материалов, представляющих собой железосодержащий материал и/или углеродсодержащий материал, и газа-носителя в ванну расплавленную ванну; и
(с) средство для выпуска расплавленного металла и шлака из емкости.
Более конкретно, каждая фурма для инжектирования кислородсодержащего газа имеет выходной конец с внутренним диаметром 0,6 м или менее, выступает в емкость на расстояние, по меньшей мере равное его внутреннему диаметру, и может инжектировать кислородсодержащий газ со скоростью по меньшей мере 150 м/с.
Предпочтительно, скорость составляет по меньшей мере 200 м/с.
Предпочтительно, каждая фурма для инжектирования кислородсодержащего газа включает в себя средство для сообщения газу движения с завихрением.
Предпочтительно, область инжектирования кислородсодержащего газа представляет собой центральную область емкости.
Предпочтительно, выходные концы фурм для инжектирования кислородсодержащего газа находятся не более чем в 7 м над спокойной поверхностью расплавленной ванны.
В высшей степени желательно, чтобы размещение фурм и длина выступания в емкость были выбраны таким образом, чтобы предотвратить проход пламени, возникающего при дожигании, вдоль боковых стенок или свода емкости.
Предпочтительно, средство для подачи исходных материалов включает в себя по меньшей мере 3 фурмы для инжектирования твердых частиц.
Предпочтительно, число фурм для инжектирования твердых частиц и инжектирования кислородсодержащего газа и относительные положения таких фурм, а также условия осуществления способа выбраны так, что:
(i) зона расширения расплавленной ванны включает в себя поднятую область вокруг области инжектирования кислородсодержащего газа емкости между этой областью и боковыми стенками;
(ii) всплески, капли и потоки расплавленного материала выбрасываются вверх из поднятого участка и образуют завесу вокруг области инжектирования кислородсодержащего газа между этой областью и боковыми стенками, а также увлажняют боковые стенки; и
(iii) "свободное" пространство образуется вокруг нижнего конца каждой фурмы для инжектирования кислородсодержащего газа, причем свободное пространство имеет такую концентрацию расплавленного материала, которая ниже, чем концентрация расплавленного материала в зоне расширения расплавленной ванны.
Предпочтительно, фурмы для инжектирования твердых частиц проходят через охлаждаемые водой панели в боковых стенках емкости и простираются вниз и внутрь к области пода данной емкости.
Настоящее изобретение описано далее посредством примера со ссылкой на прилагаемый чертеж, который является вертикальным разрезом, показывающим в схематической форме предпочтительный вариант выполнения способа и устройства по настоящему изобретению.
Следующее описание приведено в контексте плавки железной руды для получения расплавленного железа, но необходимо понять, что настоящее изобретение не ограничено этим применением и может применяться для плавки любых подходящих исходных материалов.
Устройство для прямой плавки, показанное на чертеже, включает в себя металлургическую емкость, обозначенную в целом как 11. Емкость 11 имеет под, который включает в себя основание 12 и стороны 13, образованные из огнеупорных кирпичей; боковые стенки 14, которые образуют обычно цилиндрическую бочку, простирающуюся вверх от сторон 13 пода и включающую в себя верхнюю секцию 51 бочки, образованную из охлаждаемых водой панелей, и нижнюю секцию 53 бочки, образованную из охлаждаемых водой панелей, имеющих внутреннюю футеровку из огнеупорных кирпичей; свод 17; выход 18 для отходящих газов; форкамеру 19 для непрерывной выгрузки расплавленного железа; и отверстие 21 летки для выгрузки расплавленного шлака.
Под и верхняя секция 51 бочки образуют цилиндрические области внутри емкости. Нижняя секция 53 бочки образует обычно область в форме усеченного конуса внутри емкости, которая обеспечивает переход между суженным диаметром пода и более широким диаметром верхней секции 51 бочки. На установке промышленного масштаба, т.е. установке, производящей по меньшей мере 500000 т/год расплавленного железа, диаметр пода составляет по меньшей мере 4 метра, более предпочтительно по меньшей мере 6 м.
Необходимо отметить, что настоящее изобретение не ограничено этой геометрией емкости и распространяется на емкости любых других подходящих форм и размеров для производства расплавленного металла в промышленном масштабе.
При работе емкость содержит расплавленную ванну из железа и шлака.
В емкости смонтированы 3 простирающиеся вниз фурмы 26 для инжектирования горячего воздуха, предназначенные для подачи струй горячего воздуха в центральную верхнюю область 91 емкости и дожигания реакционных газов, выходящих из расплавленной ванны. Выходные концы 39 фурм 26 имеют внутренний диаметр D в 0,6 м или менее. Выходные концы 39 расположены по меньшей мере в 7 м над спокойной поверхностью (не показана) расплавленной ванны в установке промышленного масштаба.
Понятно, что термин «спокойная поверхность» обозначает поверхность расплавленной ванны в то время, когда отсутствует инжектирование газа и твердых частиц в емкость.
В емкости также смонтированы четыре фурмы 27 для инжектирования твердых частиц (только две из которых показаны на чертеже), проходящие через боковые стенки 14, простирающиеся вниз и внутрь в расплавленную ванну под углом 20-70° к горизонтали и предназначенные для инжектирования исходных материалов, которые представляют собой железную руду, твердый углеродсодержащий материал и флюсы, вносимые газом-носителем, обедненным кислородом, в расплавленную ванну.
Фурмы 27 расположены так, что выходные концы 39 фурм 27 удалены на равные расстояния вокруг центральной вертикальной оси емкости. Кроме того, фурмы 27 расположены так, что линии, проведенные вертикально вниз от выходных концов 39, пересекают основание 12 пода в местах 71 на окружности, которая имеет диаметр порядка 2/3 диаметра пода.
Необходимо отметить, что положение фурм 27 выбрано в связи с положением кислородных фурм 26 и с целью образования завесы 72 из расплавленного материала по меньшей мере по существу вокруг фурм 26 и между боковыми стенками 14 емкости и фурмами 26, и что различное расположение фурм 27 может быть применено для достижения этой цели в различных конфигурациях емкости/фурмы 26. Конкретно, необходимо отметить, что настоящее изобретение не ограничено расположением, в котором фурмы 26 размещены по центру.
При работе железная руда, твердый углеродсодержащий материал (обычно уголь) и флюсы (обычно известняк и оксид магния), которые вносятся газом-носителем (обычно N2), инжектируются в расплавленную ванну через фурмы 27 со скоростью по меньшей мере 40 м/с, предпочтительно 80-100 м/с. Кинетическая энергия смеси твердый материал/газ-носитель переносит твердый материал и газ по направлению к основанию 12 пода в области (области, обведенные кругом и обозначенные номером 24), которые расположены вокруг центральной оси емкости. Эти области упоминаются в последующем описании как области 24 с высокой концентрацией инжектированных твердых частиц/газа. Из угля удаляются летучие вещества, в результате получается газ. Углерод частично растворяется в металле и частично остается как твердый углерод. Железная руда плавится до металла, и в ходе реакции плавки генерируется газообразный монооксид углерода. Газы, введенные в расплавленную ванну, а также полученные в результате удаления летучих веществ и плавки, приводят к значительному всплыванию вверх расплавленного материала (включающего металл и шлак) и твердого углерода из расплавленной ванны.
Всплывание вверх расплавленного материала и твердого углерода вызывает существенное перемешивание в расплавленной ванне, в частности, непосредственно над и наружу от областей 24 с высокой концентрацией инжектированных твердых частиц/газа, результатом чего является зона 28 расширения расплавленной ванны, которая имеет поверхность, обозначенную стрелкой 30. Более конкретно, поверхность зоны 28 расширения расплавленной ванны образует кольцеобразную поднятую область 70 между центральной областью 91 и боковыми стенками 14 емкости. Степень перемешивания такова, что имеет место существенное движение расплавленного материала внутри зоны 28 расширения расплавленной ванны, а также сильное перемешивание расплавленного материала внутри этой зоны до такой степени, что здесь имеет место достаточно равномерная температура - обычно 1450-1550°С при изменениях температуры порядка 30° по всей зоне.
Несмотря на сильное перемешивание расплавленного материала в зоне 28 расширения расплавленной ванны, расплавленное железо постепенно осаждается по направлению к нижней части пода, образует богатую металлом зону 23 и непрерывно удаляется через форкамеру 19.
Поверхность раздела между зоной 28 расширения расплавленной ванны и богатой металлом зоной 23 определяется в большой степени областями 24 с высокой концентрацией инжектированных твердых частиц/газа. По существу движение вверх расплавленного материала из этих областей компенсируется посредством непрерывной подачи дополнительного исходного материала через фурмы 27 и движения вниз уже расплавленного материала.
Кроме того, поток газа вверх из областей 24 с высокой концентрацией инжектированных твердых частиц/газа выбрасывает часть расплавленного материала (по большей части шлак) в виде всплесков, капель и потоков поверх поднятого участка 70 зоны 28 расширения расплавленной ванны и образует описанную выше завесу 72. Расплавленный материал в завесе 72 контактирует с верхней секцией 51 бочки боковых стенок 14, которая находится между зоной 28 расширения расплавленной ванны и сводом 17.
В общих словах, зона 28 расширения расплавленной ванны представляет собой сплошной объем жидкости с полостями газа внутри него.
Описанное выше движение расплавленного материала может быть представлено как ряд фонтанов, которые возникают из областей с высокой концентрацией инжектированных твердых частиц/газа, которые образуют поднятый участок 70 зоны 28 расширения расплавленной ванны и завесу 72 расплавленного материала.
Кроме описанного выше, при работе горячий воздух с температурой 800-1400°С инжектируется при скорости по меньшей мере 150 м/с в центральную область 91 емкости через фурмы 26. Струи горячего воздуха отклоняют выбрасываемый вверх расплавленный материал в этой области и приводят к образованию по существу свободного от металла/шлака пространства 29 вокруг конца фурмы 26. Направленные вниз струи горячего воздуха участвуют в формировании (придании формы) выбрасываемого вверх расплавленного материала в описанную выше завесу 72.
Горячий воздух, инжектируемый через фурмы 26, производит дожигание реакционных газов СО и Н2 в свободном пространстве 29 вокруг выходных концов 39 фурм 26 и в окружающем расплавленном материале и создает высокие температуры порядка 2000°С или выше. Тепло передается в расплавленный материал в области инжектирования газа, а затем тепло частично передается с расплавленным материалом в богатую металлом зону 23.
Свободное пространство 29 является важным для достижения высоких уровней дожигания, потому что оно дает возможность газу в пространстве над зоной 28 расширения расплавленной ванны проходить в свободное пространство 29 вокруг выходных концов 39 фурм 26, и этот поток газа повышает доступность присутствующих реакционных газов дожиганию.
Условия работы описанных выше устройства и способа дают возможность достигнуть увлечения такого объема газа из верхнего пространства в инжектируемый горячий воздух, который в 2-6 раз больше объема горячего воздуха. Заявитель обнаружил, что такой диапазон соотношений увлечения дает возможность достигнуть хорошего дожигания и передачи тепла к расплавленной ванне без нежелательных уровней повторного окисления расплавленного металла.
Завеса 72 также является важной для создания частичного барьера излучению энергии от струи дожигания к боковым стенкам 14.
Более того, поднимающиеся и опускающиеся капли, всплески и потоки расплавленного материала внутри завесы 72 являются эффективным средством для передачи тепла, генерируемого при дожигании, к расплавленной ванне.
Необходимо понять, что это изобретение никоим образом не ограничено деталями показанной конструкции и что многие модификации и вариации могут находиться в пределах сущности и объема изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ПРЯМОЙ ВЫПЛАВКИ | 2001 |
|
RU2258744C2 |
| СПОСОБ ПРЯМОГО ПОЛУЧЕНИЯ ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2361926C1 |
| СПОСОБ ПРЯМОЙ ВЫПЛАВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2254375C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРЯМОЙ ПЛАВКИ | 2001 |
|
RU2265062C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛОВ И МЕТАЛЛИЧЕСКИХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162108C2 |
| СПОСОБ ПРЯМОЙ ПЛАВКИ | 2011 |
|
RU2591925C2 |
| СПОСОБ ЗАПУСКА ПРОЦЕССА ПРЯМОЙ ПЛАВКИ | 2000 |
|
RU2242520C2 |
| СПОСОБ ПРЯМОЙ ПЛАВКИ | 1999 |
|
RU2226219C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЖЕЛЕЗА ИЗ ЖЕЛЕЗОСОДЕРЖАЩИХ СЫРЬЕВЫХ МАТЕРИАЛОВ В КОНВЕРТЕРЕ | 1994 |
|
RU2090622C1 |
| СПОСОБ ПРЯМОЙ ПЛАВКИ | 2000 |
|
RU2260059C2 |
Изобретение относится к металлургии, в частности к способу и устройству для производства железа и/или ферросплавов из железосодержащих материалов, включая оборотные стальные отходы. Способ осуществляют в металлургической печи, в которой имеется под, боковые стенки и крыша, и минимальный размер по ширине внутренней части пода составляет по меньшей мере 4 м. Способ включает образование расплавленной ванны, подачу железосодержащего материала, углеродсодержащего материала и флюсов в емкость, плавку железосодержащего исходного материала до расплавленного металла в расплавленной ванне и генерирование газов в ванне. При этом инжектирование струй кислородсодержащего газа, который представляет собой воздух или воздух с содержанием кислорода вплоть до 50%, осуществляют через три или более фурмы в пространство над спокойной поверхностью расплавленной ванны, сжигание газов, полученных в ходе процесса, и создание движения вверх расплавленного материала из расплавленной ванны в верхнее пространство для того, чтобы облегчить передачу тепла к ванне и свести к минимуму потери тепла из емкости. В струи кислородсодержащего газа увлекают такой объем газа, образующийся в верхнем пространстве над спокойной поверхностью расплавленной ванны, который в 2-6 раз превышает объем инжектируемого газа. Изобретение делает возможным достижение хорошего дожигания газа в верхнем пространстве и хорошей передачи тепла к расплавленной ванне при отсутствии недопустимых уровней окисления расплавленных материалов в ванне. 2 н. и 15 з.п. ф-лы, 1 ил.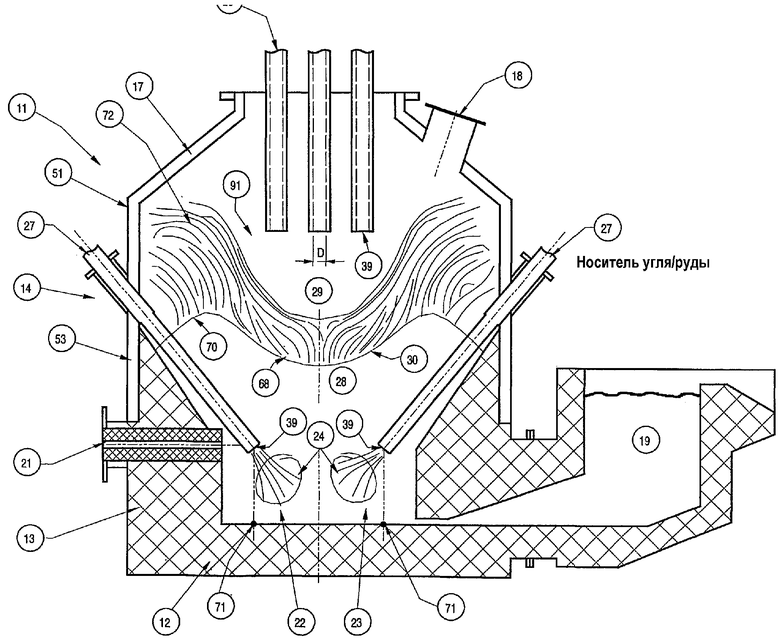
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ЭЛЕКТРОДУГОВОЙ ПЕЧИ И ЭЛЕКТРОДУГОВАЯ ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2146718C1 |

