Изобретение относится к области обработки материалов, в частности для нанесения покрытий, получения массивных деталей и заготовок, обработки дисперсных материалов и аэрозолей, плазмохимического синтеза, и может найти применение в металлургии, плазмохимии и машиностроительной промышленности.
Известен плазмотрон (патент РФ №2071189, МПК: 6 H 05 Н 1/26, 27.12.1966), который содержит соосно и последовательно установленные катодный узел с катодом, анодный узел с соплом-анодом, изолятор, расположенный между катодным и анодным узлами. Катодный и анодный узлы имеют систему охлаждения с патрубками ввода и вывода охлаждающей жидкости. Плазмотрон имеет патрубок для ввода плазмообразующего газа, через который совмещен подвод обрабатываемого материала в виде газа.
Данный плазмотрон предназначен для сварки, резки и наплавки материалов. В случае подачи через завихритель 20 обрабатываемого материала одновременно с плазмообразующим газом (плазмообразующий газ является и транспортирующим) его частицы под действием сил инерции стремятся к внутренней поверхности центрального отверстия 11 сопла-анода 3, при этом обрабатываемый материал минует высокотемпературную область плазменной струи и движется по спирали вдоль охлаждаемой поверхности центрального отверстия сопла-анода. На выходе из центрального отверстия сопла-анода плазменная струя имеет высокий температурный градиент. Для уменьшения температурного градиента используется сопло 12. При этом увеличивается внутренняя поверхности сопла-анода, через которую часть теплового потока плазменной струи отводится к наружной охлаждаемой поверхности. Таким образом, часть тепловой энергии плазменной струи расходуется на нагрев охлаждающей жидкости, что, в конечном счете, снижает тепловой КПД плазмотрона. Скорость частиц обрабатываемого материала в полости сопла уменьшается, время пребывания в высокотемпературной области увеличивается, частицы быстро нагреваются до температуры плавления, однако в своем движении они имеют радиальную составляющую, что повышает вероятность образования настылей на внутренней поверхности сопла-анода, приводящее к аварийной работе плазмотрона.
В качестве прототипа выбран электродуговой плазмотрон с пароводяной стабилизацией дуги (SU 1620032 А1, кл. H 05 В 7/22, 20.11.1995).
Электродуговой плазмотрон содержит соосно и последовательно установленные катодный узел с катодом, анодный узел с соплом-анодом, изолятор, установленный между катодным и анодным узлами, систему охлаждения катодного и анодного узлов с патрубками ввода и вывода охлаждающей жидкости, систему подачи плазмообразующего газа и систему ввода обрабатываемого материала, обеспечивающих фокусирование плазмообразующего газа и обрабатываемого материала в прикатодной области, переходящей в цилиндрическую полость сопла-анода.
В данной конструкции плазмотрона улучшен КПД и ресурс работы. Однако обрабатываемым материалом может быть только жидкость, а на выходе полезным продуктом - перегретый пар. Данный плазмотрон не может быть использован для обработки порошковых материалов, а также не имеет возможности подачи в плазменную струю технологического и защитного газов.
Задачей изобретения является расширение функциональных возможностей плазмотрона за счет создания условий, обеспечивающих равномерный ввод в плазменную струю технологического и защитного материалов в виде жидкости, аэрозоля, суспензии, газа, порошка и их комбинаций.
Поставленная задача достигается тем, что в электродуговом плазмотроне, содержащем соосно и последовательно установленные охлаждаемые катодный узел с катодом, изолятор, анодный узел с соплом-анодом, систему подачи плазмообразующего газа и систему подачи обрабатываемого материала, обеспечивающих фокусирование последних в прикатодной области, переходящей в цилиндрическую полость сопла-анода, согласно изобретению в анодном узле выполнены системы транспортирования технологического и защитного материалов, состоящие из соединенных при помощи отверстий коллекторной и буферной полостей, связанных с кольцевыми каналами, выходящими на торец анодного узла под углами ω1 и ω2 к продольной оси плазмотрона и определяющими характер взаимодействия технологического и защитного материалов с плазменной струей.
Угол наклона ω1 кольцевого канала системы транспортирования технологического материала находится в диапазоне от 0 до 90°.
Угол наклона ω2 кольцевого канала системы транспортирования защитного материала находится в диапазоне от 0 до 90°.
Кольцевой канал системы транспортирования защитного материала выполнен в виде радиально расположенных отверстий.
При углах ω1 и ω2, близких к 0°, технологические и защитные материалы образуют газодинамическое сопло, а при углах ω1, ω2, близких к 90°, вводимые материалы оказывают на плазменную струю фокусирующее воздействие. Изменяя дискретно и независимо значения углов наклона ω1 и ω2, т.е. изменяя место ввода технологического и защитного материалов в плазменную струю, можно добиться получения порошка, жидкости, газа и их комбинации с заданным химическим и структурным составом.
На фиг.1 представлен предлагаемый плазмотрон в разрезе.
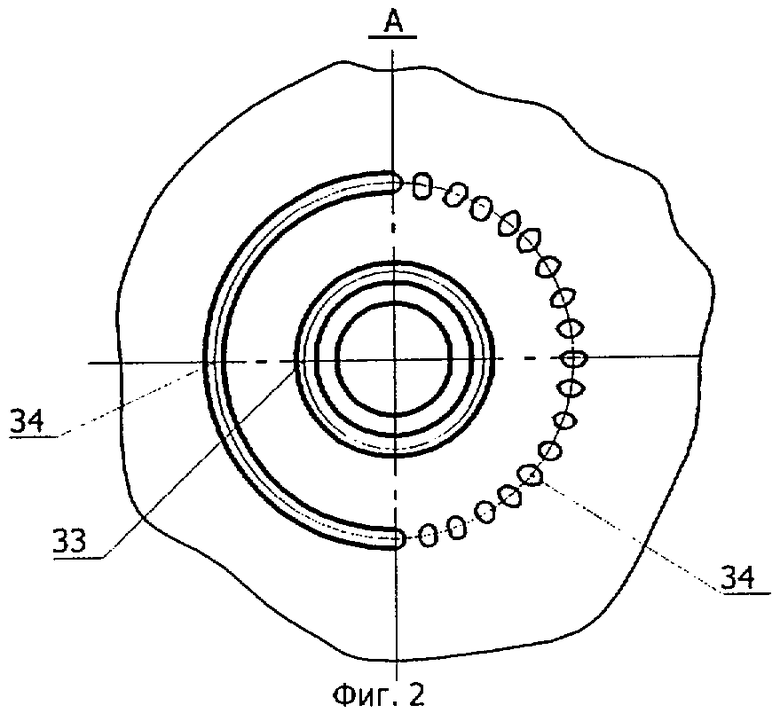
На фиг.2 показан вид на торцевую поверхность анодного узла (вид снизу), причем условно справа от осевой линии изображен кольцевой канал подачи защитного материала в виде радиально расположенных отверстий.
Плазмотрон состоит из входного патрубка 1 ввода обрабатываемого материала (ОМ) и транспортирующего газа (ТГ), цилиндрическая полость 2 которого переходит в коническую полость 3, образованную диффузором 4 и обтекателем 5, установленными на корпусе катодного узла 6. В корпусе катодного узла 6 выполнена коаксиальная полость 7, в которую переходит коническая полость 3. В корпусе катодного узла посредствам цанги 8 закреплен катод 9 и установлен переходник 10 с укрепленной на нем электронейтральной вставкой 11. Поверхности электронейтральной вставки 11 и изолятора 12, образующие транспортирующую полость 13, выполнены в виде двух обратных усеченных конусов 14, 15, соединенных большими основаниями. Транспортирующая полость 13 фокусируется в прикатодной области 16, переходящей в цилиндрический канал 17 сопла-анода 18 (фиг.1, точка О). Таким образом, полости 3, 7 и 13 образуют непрерывный транспортирующий канал, связывающий цилиндрическую полость патрубка 1 ввода ОМ и ТГ с прикатодной областью 16. Сопло-анод 18 фиксируется в корпусе анодного узла 19 прижимной гайкой 20. Сопрягаемые поверхности прижимной гайки 20 и сопла-анода 18 выполнены коническими с образованием ниппельного соединения, для исключения из конструкции уплотнительных колец в гермостыке сопла-анода и прижимной гайки.
Корпус анодного узла 19 имеет систему охлаждения, соединенную с патрубком 21 ввода охлаждающей жидкости (ОЖ). Патрубок 21 ввода ОЖ одновременно является клеммой соединения сопла-анода с плюсом "+" источника питания плазмотрона.
В систему охлаждения анодного узла входят полость 22 охлаждения сопла-анода и отверстия 23, соединяющие ее с патрубком 21 ввода ОЖ. Отверстия 24 соединяют полость 22 охлаждения сопла-анода с промежуточной кольцевой полостью 25, отверстие 26 в изоляторе связывает систему охлаждения анодного и катодного узлов. Система охлаждения катодного узла состоит из переходной полости 27, соединенной с полостями 28, 29, охлаждающими катод 9 и электронейтральную вставку 11. Полости 28, 29 связаны с патрубком 30 вывода ОЖ, укрепленным на корпуса катодного узла 6. Патрубок 30 вывода ОЖ одновременно является клеммой подвода минуса "-" источника питания плазмотрона к катоду. На торцевой поверхности корпуса катодного узла закреплен патрубок 31 ввода плазмообразующего газа (ПОГ), соединенный каналами с конической полостью 32, образованной конической поверхностью катода 9 и внутренней поверхностью электронейтральной вставки 11. Конструкция канала ввода обеспечивает фокусирование ПОГ в точке О (фиг.1).
В анодном узле выполнены системы транспортирования технологического и защитного материалов, выходящие кольцевыми каналами 33 и 34 на его торцевую поверхность 35. Кольцевой канал 33 расположен под углом ω1 к продольной оси плазмотрона, а кольцевой канал 34 - под углом ω2.
Системы транспортирования технологического и защитного материалов состоят, соответственно, из отверстий 36, 37, соединяющих полости патрубков 38, 39 с кольцевыми коллекторными полостями 40 и 41, которые через равнорасположенные отверстия 42, 43 сообщаются с буферными кольцевыми полостями 44, 45, переходящими в кольцевые каналы 33, 34.
Углы наклона кольцевых каналов ω1 и ω2 определяют характер взаимодействия плазменной струи с кольцевыми потоками технологического и защитного материалов.
Буферная полость 44 образована наружной поверхностью сопла-анода 18 и внутренней конической поверхностью проточки прижимной гайки 20 и выходит в кольцевой канал 33, который образован наружной конической поверхностью сопла-анода и внутренней конической поверхностью прижимной гайки 20. Коллекторная полость 40 образована торцевой поверхностью прижимной гайки 20 и верхней торцевой поверхностью внутренней расточки корпуса анодного узла 19. Буферная полость 45 образована торцевой поверхностью расточки прижимной гайки и торцевой поверхностью вкладыша 46 и переходит в кольцевой канал 34, образованный наружной конической поверхностью расточки прижимной гайки 20 и внутренней конической поверхностью вкладыша 46. Коллекторная полость 41 образована наружной проточкой прижимной гайки 20 и внутренней поверхностью расточки корпуса анодного узла 19. Коллекторные полости 40, 41 и полость 22 охлаждения сопла-анода герметизируются уплотнениями 47, 48, 49, установленными в проточках корпуса анодного узла.
Кольцевой канал 34 может быть выполнен в виде радиально расположенных отверстий. Этот вариант представлен на фиг.2 справа от осевой линии.
Плазмотрон работает следующим образом.
Через патрубок 31 (фиг.1) ввода ПОГ и коническую полость 32 катодного узла чистые газы или их смеси фокусируются в прикатодную область 16, а затем в цилиндрическую полость 17 сопла-анода 18. Осциллятором источника питания через зазор между катодом 9 и соплом-анодом 18 инициируется электрическая дуга, после чего образуется плазменная струя, истекающая из сопла-анода.
Обрабатываемый материал в виде порошка, жидкости, пара или газа вместе с транспортирующим газом подается по пневмопроводу (не показан) в цилиндрическую полость 2 патрубка 1. Пройдя по транспортирующему каналу ОМ, фокусируется в прикатодной высокотемпературной области 16 плазменной струи. Обрабатываемый материал, взаимодействуя с плазменной струей, нагревается и движется по цилиндрическому каналу 17 сопла-анода 18.
Суммарный расход плазмообразующего и транспортирующего газа устанавливается таким образом, что точка привязки дуги прецессирует (непрерывно перемещается по кольцевой поверхности торца сопла-анода) по торцу сопла-анода. За счет этого исключается электрическая эрозия цилиндрической части сопла-анода. Смещение точки привязки дуги плазменного жгута от торца сопла-анода ограничено кольцевым каналом ввода технологического материала. Технологический материал (газ, порошок, жидкость или их комбинации), проходя по кольцевому каналу 33, образованному внутренней поверхностью прижимной гайки 20 и наружной поверхностью сопла-анода 18, охлаждает поверхность последнего, тем самым защищая его от перегрева и теплового разрушения.
Многофазный технологический материал через патрубок 38 и отверстие 36, выполненное в корпусе анодного узла, поступает в кольцевую коллекторную полость 40 системы транспортирования, равномерно распределяясь в ней. Через равнорасположенные отверстия 42 технологический материал нагнетается в буферную полость 44, образуя однородную многофазную смесь, истекающую под углом ω1 из кольцевого канала 33, формирующего конический однородный поток, взаимодействующий с цилиндрической плазменной струей. Аналогичным образом в плазменную струю вводится защитный материал через патрубок 39 и систему транспортирования, состоящую из отверстия 37, коллекторной полости 41, отверстий 43, буферной полости 45 и кольцевого канала 34, формирующего однородный кольцевой поток, выходящий под углом ω2 к продольной оси плазмотрона.
В зависимости от решаемой задачи углы ω1, ω2 независимо и дискретно устанавливаются при настройке плазмотрона, определяя характер взаимодействия плазменной струи и вводимого материала, и могут иметь значение от 0 до 90°.
При углах, близких к 0°, образуются цилиндрические кольцевые потоки технологического и защитного материалов, охватывающие плазменную струю. При подаче в качестве технологического и защитного материалов активных горючих материалов и окислителей происходит формирование высокотемпературного цилиндрического потока, охватывающего плазменную струю и взаимодействующего с менее нагретой периферийной зоной плазменной струи. Температура обрабатываемого материала повышается до необходимой, например до температуры плавления, тем самым существенно уменьшается температурный градиент плазменного потока. Плазменный поток становится более однородным. Аналогичный эффект достигается при применении насадок и сопел, однако, как отмечалось выше, они имеют существенные недостатки. Высокотемпературный цилиндрический поток фактически представляет собой газодинамическое сопло, значительно повышающее энергию плазменной струи. Кроме того, управляя тепловой мощностью газодинамического сопла, можно вести обогрев напыляемой поверхности, а следовательно, обеспечить требуемую кристаллическую структуру и морфологию.
При углах, близких к 90°, потоки технологического и защитного материалов, истекающие из кольцевых каналов, оказывают на плазменную струю фокусирующее воздействие с увеличением степени проникновения этих материалов в поток плазменной струи вблизи среза сопла. В результате увеличивается время пребывания технологического и защитного материалов в высокотемпературной области плазменной струи. Изменяя место ввода технологического и защитного материалов за счет вариации углов потоков ω1, ω2, управляем временем пребывания материалов в высокотемпературной области, меняем характер взаимодействия плазменной струи с многофазными материалами, обеспечивая тем самым химический состав материала покрытия и требуемое соотношение в случае композиционного покрытия между матрицей и наполнителем.
Таким образом, в объеме действия плазменной струи организуется взаимодействие различных материалов, поэтому данный плазмотрон можно использовать для синтеза веществ в виде массивного материала, покрытия, порошка, жидкости, газа и их комбинации. В этом случае исключается необходимость применения дополнительных технологических приспособлений, создающих среду, температурный режим нагрева и компактирования обрабатываемого материала. Кроме того, заявляемым плазмотроном можно наносить покрытия на поверхность деталей сложной геометрической формы.
Представленная конструкция плазмотрона использовалась в лаборатории нанокристаллических и аморфных материалов Сибирского государственного аэрокосмического университета для получения аморфных, ферромагнитных покрытий и массивных материалов толщиной свыше 10 мм, квазикристаллических покрытий и материалов на основе F, Cu, Al, твердых фаз углерода в виде фуллеренов, нанокристаллических и микрокристаллических алмазоподобных веществ. Таким образом, заявляемая конструкция решает основную задачу - расширение функциональных возможностей.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОДУГОВОЙ ПЛАЗМОТРОН ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ТУГОПЛАВКИХ ДИСПЕРСНЫХ МАТЕРИАЛОВ | 2018 |
|
RU2672054C1 |
| ЭЛЕКТРОДУГОВОЙ ПЛАЗМОТРОН ДЛЯ ОБРАБОТКИ МАТЕРИАЛОВ | 2003 |
|
RU2254395C1 |
| СПОСОБ НАПЫЛЕНИЯ ПЛАЗМЕННОГО ПОКРЫТИЯ (ВАРИАНТЫ) | 2006 |
|
RU2338810C2 |
| СПОСОБ ЭКОНОМИЧНОГО ПЛАЗМЕННОГО СВЕРХЗВУКОВОГО НАПЫЛЕНИЯ ВЫСОКОПЛОТНЫХ ПОРОШКОВЫХ ПОКРЫТИЙ И ПЛАЗМОТРОН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2006 |
|
RU2361964C2 |
| УЗЕЛ КОЛЬЦЕВОГО ВВОДА ПОРОШКОВОГО МАТЕРИАЛА ЭЛЕКТРОДУГОВОГО ПЛАЗМОТРОНА | 2011 |
|
RU2474983C1 |
| ПЛАЗМОТРОН ДЛЯ НАПЫЛЕНИЯ ПРЕИМУЩЕСТВЕННО ТУГОПЛАВКИХ МАТЕРИАЛОВ | 1992 |
|
RU2039613C1 |
| ПЛАЗМОТРОН ДЛЯ НАПЫЛЕНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1996 |
|
RU2092981C1 |
| ЭЛЕКТРОДУГОВОЙ ПЛАЗМОТРОН С ВОДЯНОЙ СТАБИЛИЗАЦИЕЙ ДУГИ | 2012 |
|
RU2506724C1 |
| ПЛАЗМОТРОН ДЛЯ НАПЫЛЕНИЯ | 2006 |
|
RU2320102C1 |
| ПЛАЗМОТРОН ДЛЯ НАПЫЛЕНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1991 |
|
RU2005584C1 |
Изобретение относится к области обработки материалов, в частности для нанесения покрытий, получения массивных деталей и заготовок, обработки дисперсных материалов и аэрозолей, плазмохимического синтеза, и может найти применение в металлургии, плазмохимии, машиностроительной промышленности. Электродуговой плазмотрон содержит соосно и последовательно установленные охлаждаемые катодный узел с катодом, изолятор, анодный узел с соплом-анодом, систему ввода плазмообразующего газа и систему ввода обрабатываемого материала, обеспечивающих фокусирование последних в прикатодной области. Прикатодная область переходит в цилиндрическую полость сопла-анода. В анодном узле выполнены системы транспортирования технологического и защитного материалов. Системы транспортирования выходят кольцевыми каналами на торец анодного узла под углами ω1 и ω2 к продольной оси плазмотрона. Углы ω1 и ω2 определяют характер взаимодействия технологического и защитного материалов с плазменной струей. Изобретение позволяет расширить функциональные возможности плазмотрона за счет создания условий, обеспечивающих равномерный ввод в плазменную струю технологического и защитного материалов в виде жидкости, аэрозоля, суспензии, газа, порошка и их комбинаций. 4 з.п. ф-лы, 2 ил.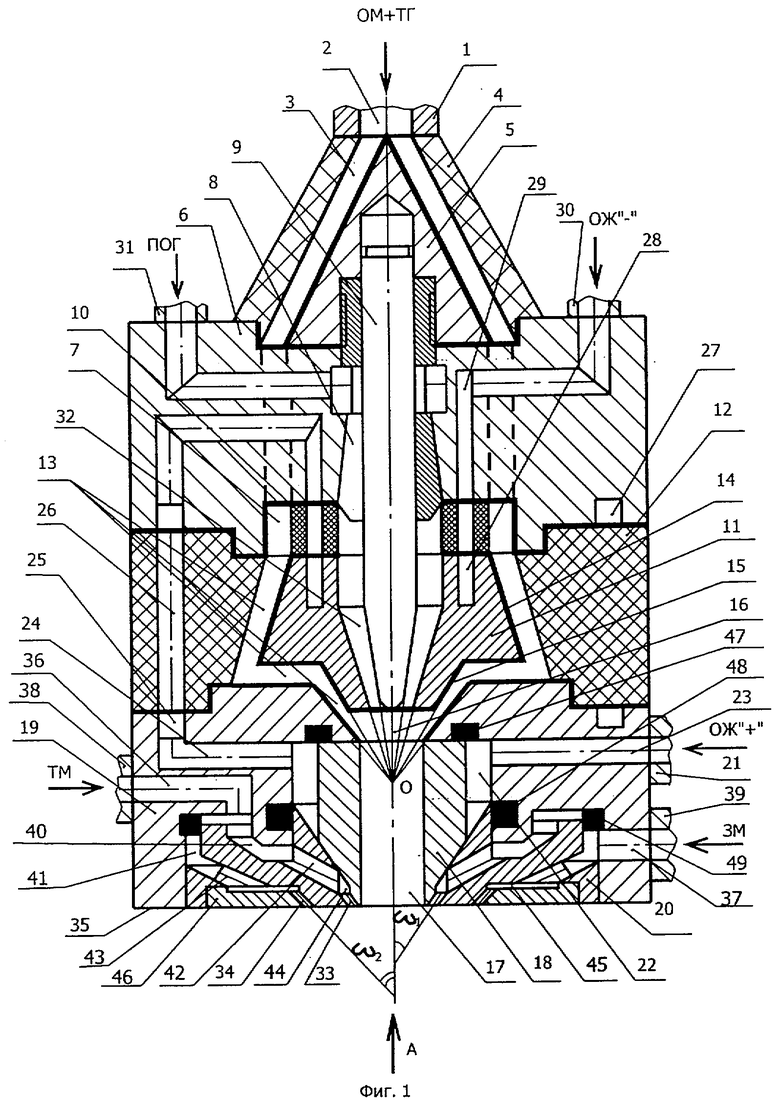
| ЭЛЕКТРОДУГОВОЙ ПЛАЗМОТРОН С ПАРОВОДЯНОЙ СТАБИЛИЗАЦИЕЙ ДУГИ | 1989 |
|
SU1620032A1 |
| RU 2071189 C1, 27.12.1996 | |||
| Механизм свободного хода | 1984 |
|
SU1268843A1 |
| Плазмотрон для обработки электро-пРОВОдНыХ МАТЕРиАлОВ | 1978 |
|
SU847533A1 |
| US 3900762 A, 19.08.1975. | |||

