Настоящее изобретение относится к установке для изготовления сборных армированных бетонных изделий, таких как панели, столбы, балки и т.д., предназначенных для их использования в качестве сборных блоков при строительстве.
В ходе строительных работ используют предварительно изготовленные изделия, такие как кирпичи, плиты, балки и т.д., из которых в любом случае возводят строение посредством сборки и соединения соответствующих предварительно изготовленных деталей.
Что касается армированных бетонных изделий, их изготовление осуществляют обычным способом на производственных столах, которые образуют полости или клети, соответствующие конфигурации изготовляемых изделий, при этом в указанные полости помещают бетон и необходимую армирующую конструкцию, после затвердевания бетона от изделия отделяют форму и снимают его краном или подобным средством.
Этот способ изготовления выполняют полностью вручную, что предполагает большое количество ручной работы и низкий темп производства, а также неудобство, состоящее в том, что на дне форм для изготовления бетонных изделий обычно находятся остатки бетона, что вызывает необходимость очистки, которая является трудной операцией, задерживает производственный процесс и наносит ему ущерб.
Существуют способы непрерывного производства, согласно которым формы для изготовления бетонных изделий располагают на конвейерной ленте, и они проходят через последовательные пункты, такие как пункт заливки формы, пункт уплотнения бетона и пункт сушки изделий вплоть до конечного удаления его с конвейера.
Согласно некоторым техническим решениям, среди прочих, таким, как описанные в патентах SU 1222557 и FR 2565155, используют независимо изготовленные формы, которые размещены на конвейерной ленте, что требует предварительного монтажа форм и их транспортировки перед включением в состав оборудования.
В патенте Испании №383489 показано техническое решение, согласно которому формы выполняют на самой конвейерной ленте, имеющей некоторые регулируемые ограничительные устройства, которые образуют боковое ограждение форм. Согласно этому техническому решению конвейерная лента состоит из линий, выполненных в форме цепи, что допускает недостаточно эффективное регулирование для исключения изменений размеров в боковом направлении на ленте, которая образует основание форм, при этом боковые ограничительные устройства независимы и требуют очень сложной индивидуальной регулировки.
Проблема решена преимущественно путем благодаря созданию предлагаемой установки, которая обеспечивает осуществление почти полностью автоматического производственного процесса, выполняя указанный выше процесс непрерывным последовательным способом таким образом, что производимые изделия изготовляют непрерывно без остановок.
Задачей настоящего изобретения является создание установки, состоящей из трех транспортирующих средств, расположенных последовательно один за другим, средства для заливки бетона, перемещающегося относительно первого транспортирующего средства, при этом на продольной линии это транспортирующее средство проходит под лентами, ширину между которыми можно регулировать и которые создают боковую поддержку для залитого бетона, причем указанные ленты задают конфигурацию форм для изготовления изделий в комбинации с поперечными разделительными средствами, которые расположены на самом конвейере в соответствии с длиной изготовляемых изделий.
Указанное первое транспортирующее средство представляет собой конвейерную ленту из стального листа, образующего плоскую опорную поверхность для придания конфигурации бетону изготовляемых изделий, при этом относительно этой поверхности движутся устройство для нанесения смазки для распалубки и устройство для нанесения лака для предотвращения схватывания, которые приводят в действие избирательно в зависимости от того, какая требуется завершенная поверхность у изготовленных изделий.
На начальной части этой металлической конвейерной ленты располагают разметочный узел, который приводится в действие автоматически программой управления и размечает местоположение для последовательных изделий, которые требуется изготовить, на металлической конвейерной ленте для установки необходимых разделительных средств в соответствии с указанным местоположением.
Во взаимодействии с нижней частью металлической конвейерной ленты применяют очищающие средства, которые непрерывно выполняют очистку поверхности ленты, полностью удаляя остатки материала с ленты после изготовления изделий.
Металлическая конвейерная лента представляет собой первое транспортирующее средство, на котором изготовляют изделия, причем указанные изделия остаются на первом транспортирующем средстве в ходе затвердевания строительного бетона и в первой стадии сушки, при этом завершение сушки изготовленных изделий происходит на втором транспортирующем средстве, а третье транспортирующее средство имеет опору для изделий; причем эта опора может наклоняться в боковом направлении до достижения почти вертикального положения для разгрузки изделий посредством крана.
В стадию сушки изделий включают использование средств, которые избирательно приводятся в действие программой для придания изделиям определенных качеств, например, посредством шлифовки или окраски, при этом между линией сушки изделий и выходным конвейером для изделий расположено средство для распыления воды под давлением; причем указанное средство может также избирательно приводиться в действие программой для очистки нижней поверхности изделий.
Всю установку накрывают арочной кровлей, которая образует зону, в которой можно создавать среду с запрограммированной температурой и влажностью для содействия затвердеванию и сушке бетона изготовляемых изделий.
Согласно варианту осуществления изобретения на внешней стороне боковых лент для образования форм расположены поддерживающие стопоры для указанных лент; причем эти стопоры образуют на каждой стороне набор, который остается зафиксированным на металлической ленте на образованной формовочной линии для получения бетонных изделий и создает упор, предотвращающий относительное смещение соответствующей боковой ленты наружу.
Указанные опорные стопоры для боковых лент выполняют как последовательность магнитов, соединенных пружинами в конфигурации цепи, причем на указанные магниты неподвижно прикрепляют соответствующие пластины, и последовательная цепь магнитов проходит удерживаемая металлической лентой в верхней ее части и возвращается вдоль нижней части независимо от нее.
Таким образом, опорные стопоры для боковых лент остаются прикрепленными к металлической ленте на линии формования бетонных изделий благодаря магнитному креплению, которое создают магниты на указанной металлической ленте, при этом перемещение указанных стопоров синхронизировано с перемещением металлической ленты и с перемещением боковых лент, и одновременно положение указанных стопоров сохраняется зафиксированным относительно металлической ленты на сформированной линии формования бетонных изделий, с созданием посредством пластин, прикрепленных к магнитам, упора, который препятствует относительному перемещению наружу боковых лент на металлической ленте.
С другой стороны, боковые ленты проходят непрерывной петлей над металлической лентой вдоль линии формования бетонных изделий и возвращаются в нижней части поддерживаемые соответствующими конвейерными лентами или роликами, причем указанные ленты проходят в верхней части в вертикальном положении сбоку от изделий, создавая ограждение форм, в которых изготавливают бетонные изделия, тогда как в нижней части на пути возвращения они расположены горизонтально, что содействует их поддержке конвейерными лентами или роликами и соответствующей подаче.
Согласно отличительному признаку изобретения в начальной части формовочной зоны расположена загрузочная головка и обрабатывающая головка для обработки бетона в формах для изготовления изделий, причем указанные головки включают в узел, обеспечивающий поперечное движение относительно транспортирующего средства с формами к соответствующим очистным кабинам, расположенным сбоку от конвейера.
Таким образом, получают конфигурацию, в которой указанные загрузочная головка и головка для обработки бетона в формах могут иметь меньшую ширину, чем формовочный конвейер, и охватывают ширину последнего за счет поперечного движения, что означает, что поверхность указанных головок, которую требуется очищать, уменьшена.
Благодаря уменьшению поверхности головок, которую необходимо очищать, применяют средство для сухой очистки в форме скребка, который устанавливают для взаимодействия с ними, что позволяет установке работать без необходимости перемещать головки в соответствующие очистные кабины в течение определенного времени, в результате чего достигают значительной экономии воды и снижения количества воды, загрязненной в результате очистки.
Металлическая лента поддерживается на линии транспортировки форм несущей конвейерной цепью, которая в достаточной мере обеспечивает поддержку веса изготавливаемых в формах изделий, при этом возвращение ленты и несущей цепи происходит независимо в нижней части с опорой на соответствующие комплекты опорных роликов, и ленты, образующие боковые стороны форм, возвращаются, в свою очередь, независимо.
В независимой конфигурации возвращения подвижных элементов металлическая лента остается свободной от помех и нагрузок, и во взаимодействии с ней устанавливают ведущее направляющее средство, которое корректирует боковые отклонения, которые могут происходить.
Согласно конкретному варианту осуществления изобретения предусмотрено использование второго конвейера установки, а также выходных районов для разгрузки изделий с использованием последовательности опорных роликов для транспортировки отлитых из бетона изделий, которые создают прочную опору, позволяющую удерживать очень простым узлом вес изготовленных изделий.
В указанном варианте осуществления изобретения на выходном конвейере для разгрузки бетонных изделий устанавливают раму, конструкция которой утоплена относительно роликов, несущих изделие, независимо от роликов, причем рама является шарнирно закрепленным узлом, наклоняемым в боковом направлении приводным средством для выполнения указанного наклона; при этом вспомогательная рама наклоняет изделия до достижения положения разгрузки подъемным средством, а ролики, перемещающие изделия в этой зоне, остаются на месте, благодаря чему существенно упрощается конструкция установки, поскольку наклоняющееся средство и средство для перемещения изделий независимы друг от друга.
Между вторым конвейером установки и выходным конвейером для разгрузки изделий предусмотрено расположение средства для обертывания термостягивающейся пластмассовой ламинирующей лентой, ориентированной поперек линии движения изделий, при этом, когда изделия проходят к зоне разгрузки, они будут обернуты термостягивающимся пластмассовым листом, который содействует созданию условий для полного затвердевания отлитого из бетона изделия за короткий период времени хранения.
Кроме того, в конкретном варианте осуществления изобретения в установке предусмотрена система рециркуляции воды, которую используют для очистки бетонных изделий, а также воды, которую используют для очистки элементов для заливки бетона, причем эту остаточную воду подают в процесс приготовления бетона для изготовления указанных изделий, благодаря чему потребление воды установкой снижается, и одновременно исключается слив загрязненных сточных вод.
Таким образом получают установку, которая позволяет осуществлять в очень благоприятных условиях последовательное непрерывное производство изделий и достигать высокой степени производительности и высокого качества производимых изделий.
Фиг.1 - вертикальный вид сбоку описанного комплекта оборудования в схематическом представлении.
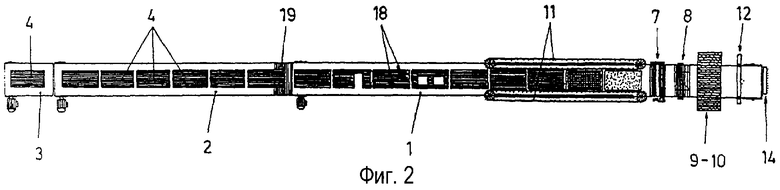
Фиг.2 - схематический вид сверху комплекта оборудования.
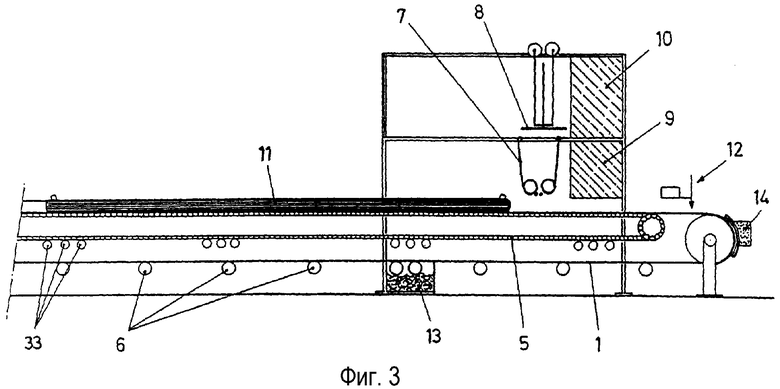
Фиг.3 - увеличенный вид первой половины установки, показанной на фиг.1.
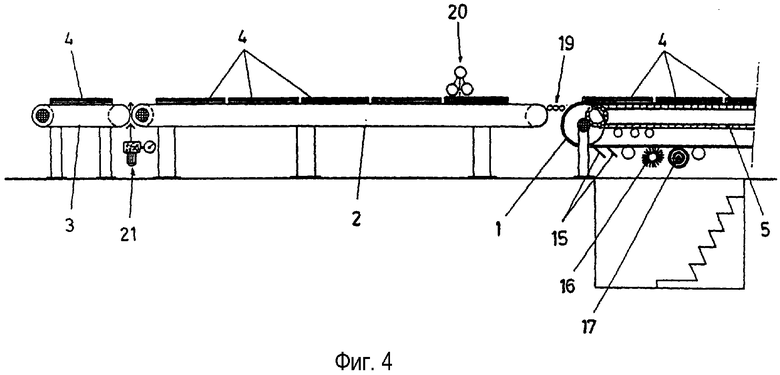
Фиг.4 - увеличенный вид второй половины установки, показанной на фиг.1.
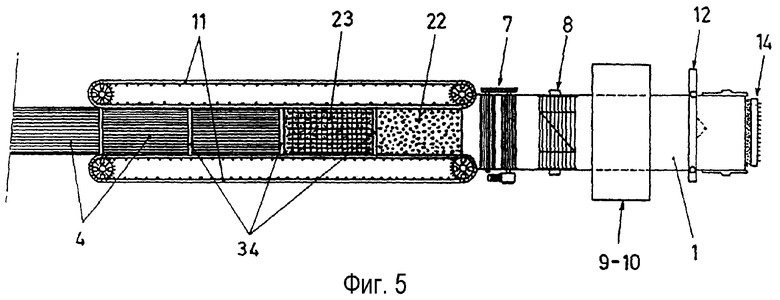
Фиг.5 - увеличенный вид сверху первой половины установки, показанной на фиг.2.
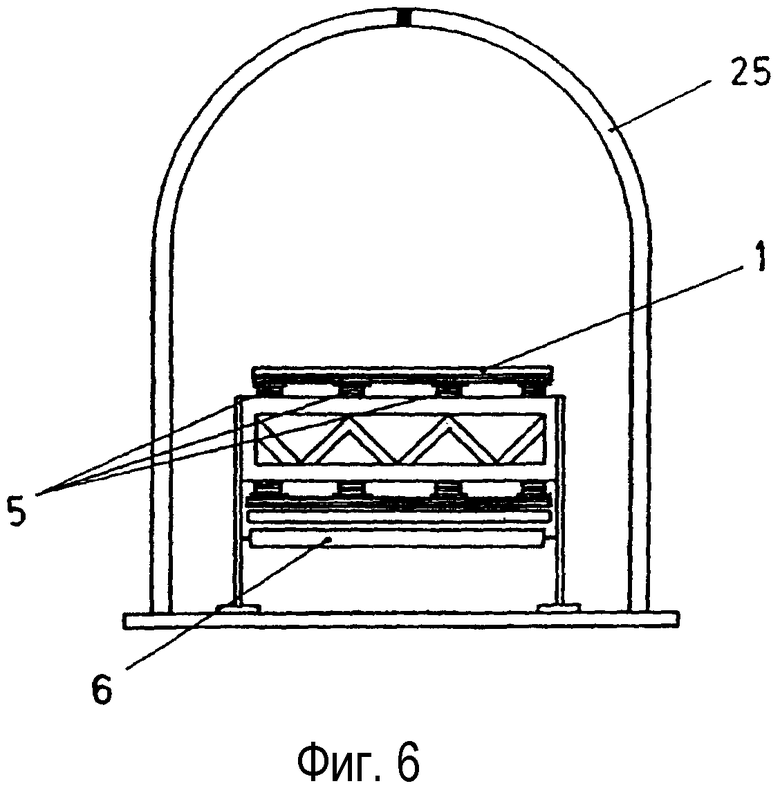
Фиг.6 - схематический вид поперечного сечения установки с арочной кровлей.
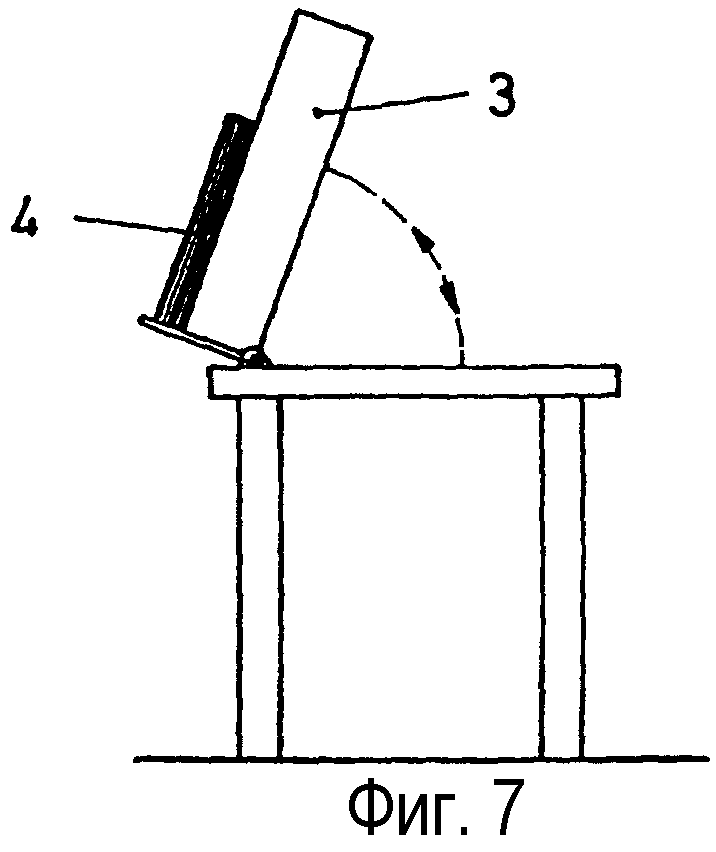
Фиг.7 - вид спереди детали выходного конвейера для изготовленных изделий в наклонном положении для разгрузки изделия, расположенного на указанном конвейере.
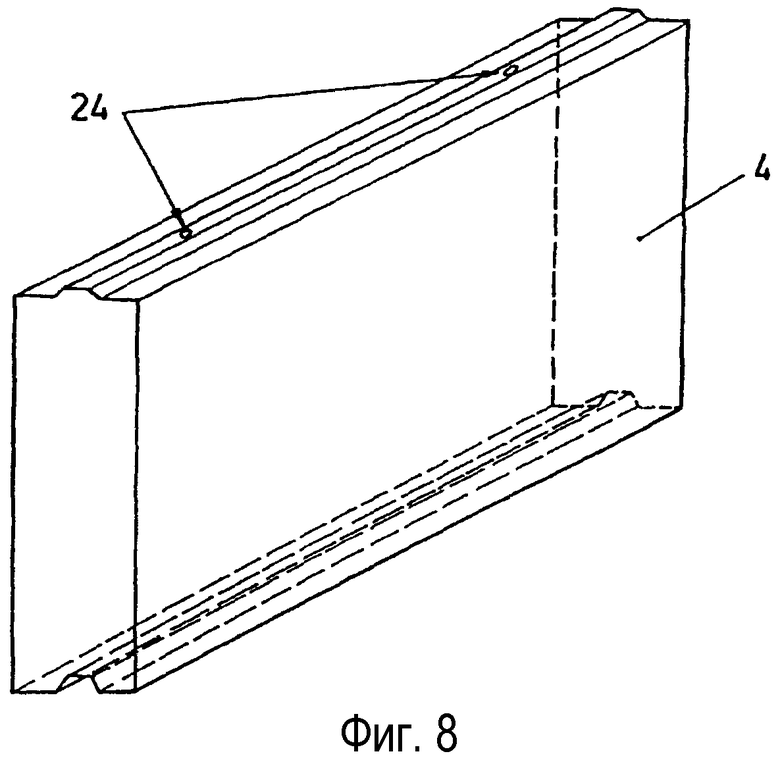
Фиг.8 - вид в перспективе примера изделия, которое можно изготовлять при помощи установки.
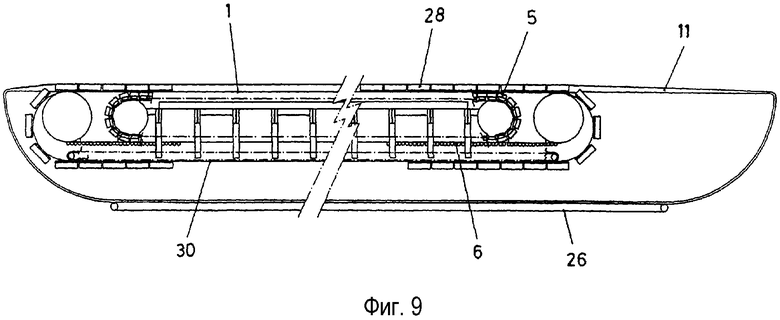
Фиг.9 - вид сбоку части, соответствующей месту формования бетонных изделий при изготовлении установкой, с удерживающими стопорами снаружи от боковых профилирующих полос форм.
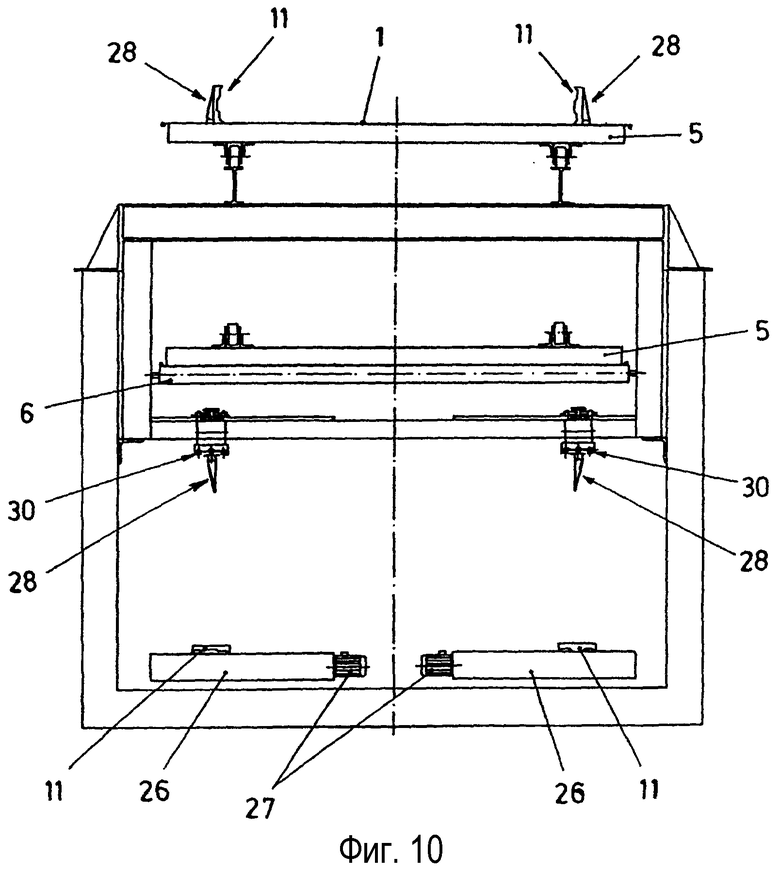
Фиг.10 - вид поперечного сечения указанной части установки, показанной на предшествующей фигуре.
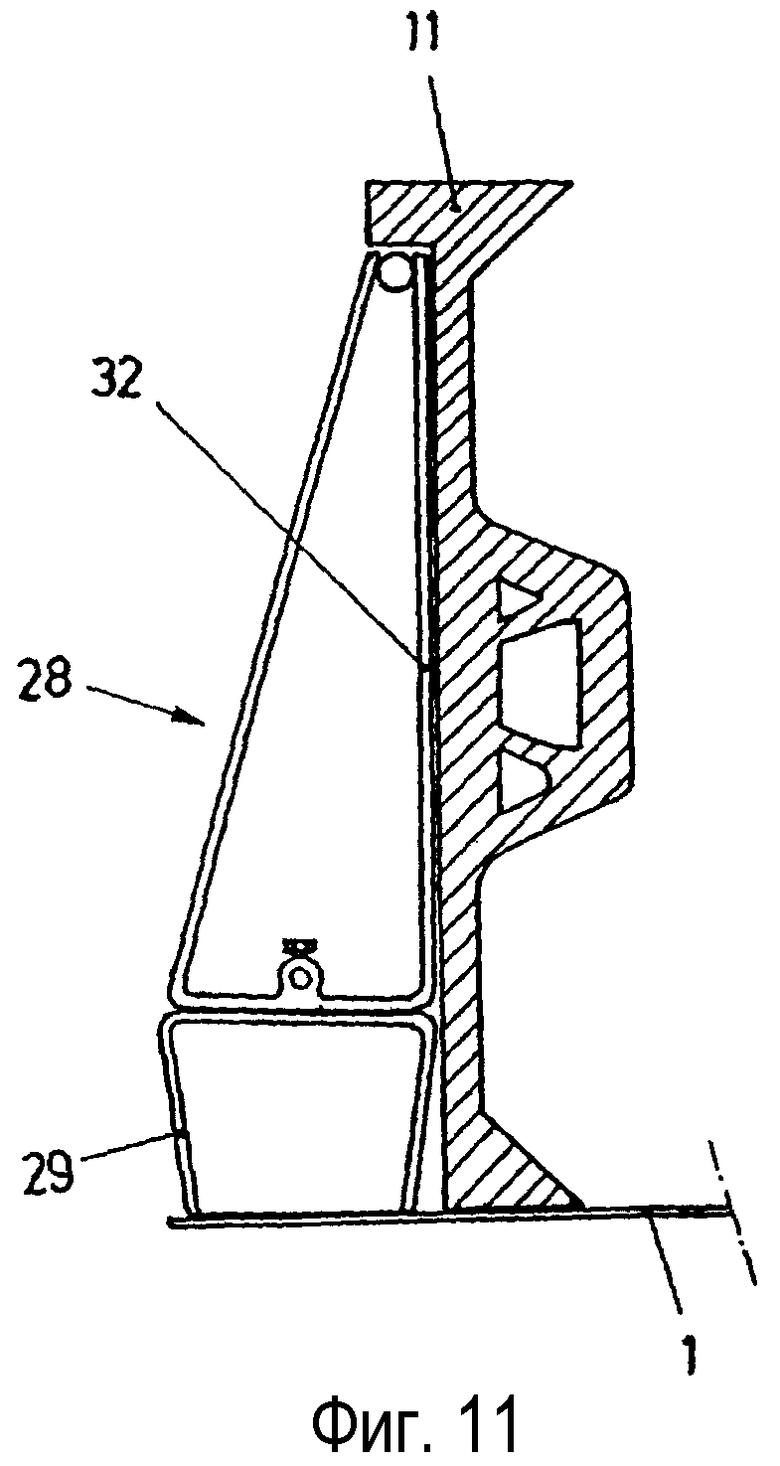
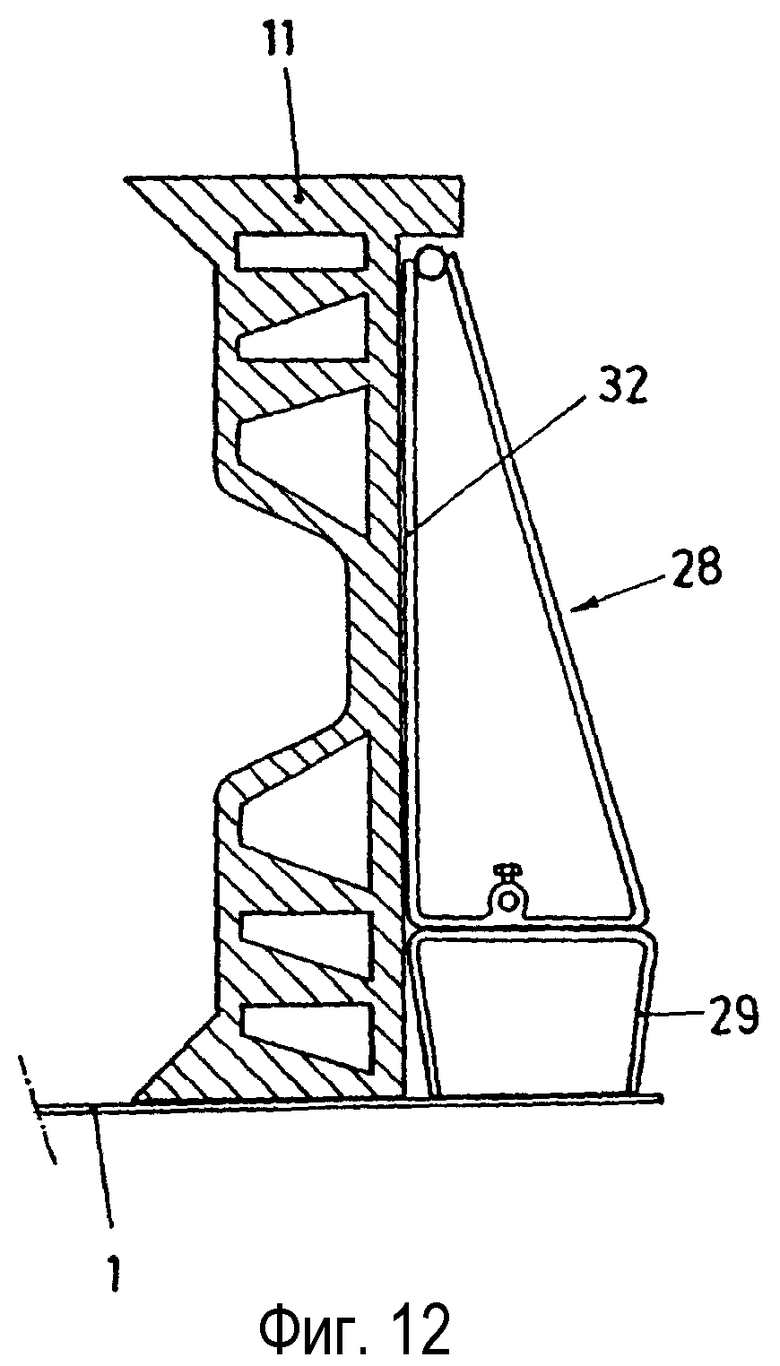
Фиг.11 и 12 - увеличенные подробные виды поперечных сечений в месте расположения внешних стопоров боковых закрывающих полос форм на опорной металлической конвейерной ленте.
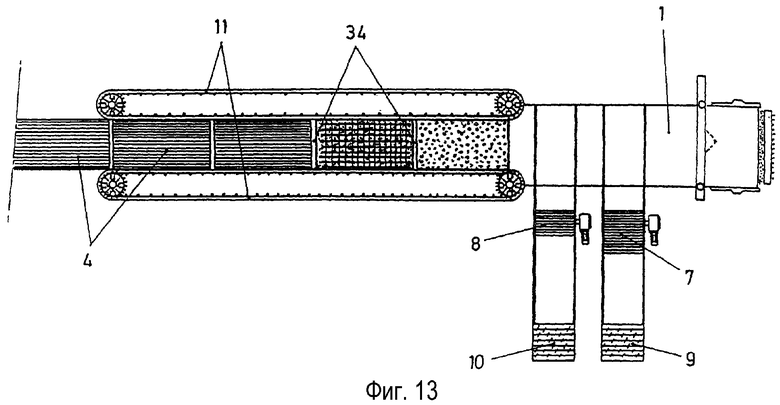
Фиг.13 - вид сверху части описанной установки, предназначенной для формования изделий, с загрузочной головкой и головкой для обработки бетона в узле поперечного движения.
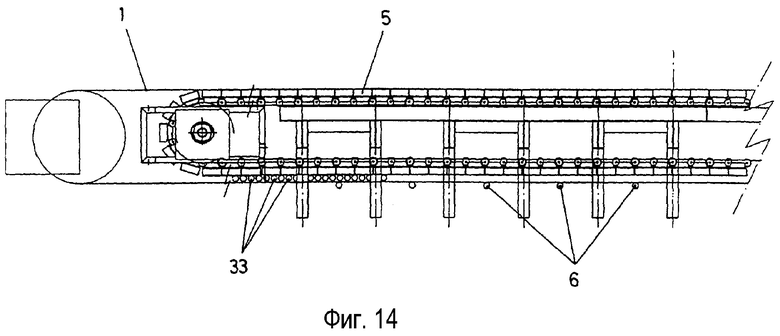
Фиг.14 - вид сбоку крайней оконечной части конвейера для формования изделий в установке.
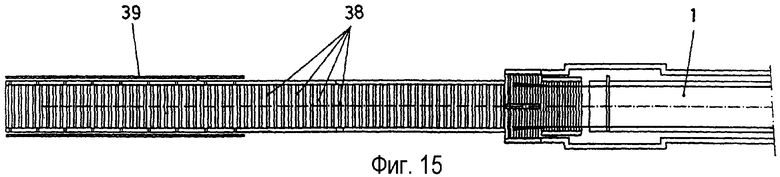
Фиг.15 - вид сверху конвейера для сушки изделий и выходного района для разгрузки в варианте с использованием роликов.
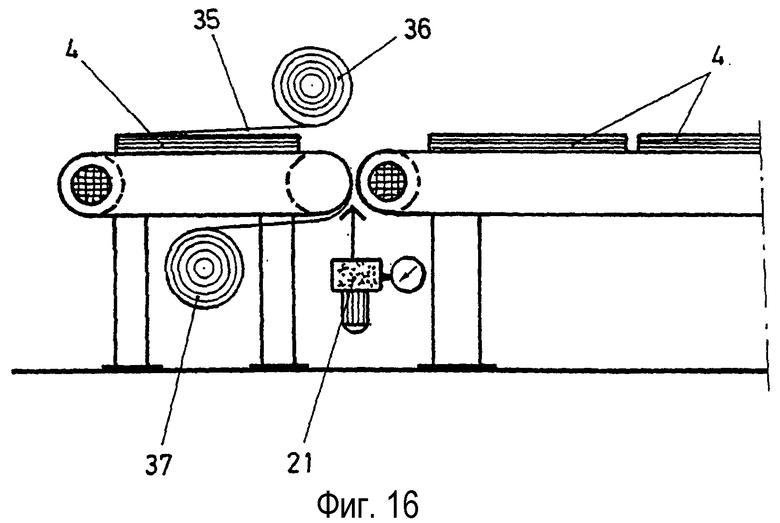
Фиг.16 - вид сбоку перехода для изделий с конвейера для сушки в выходную зону, в котором применяют средство для подачи термостягивающейся пластмассовой ламинирующей ленты для обертывания изделий.
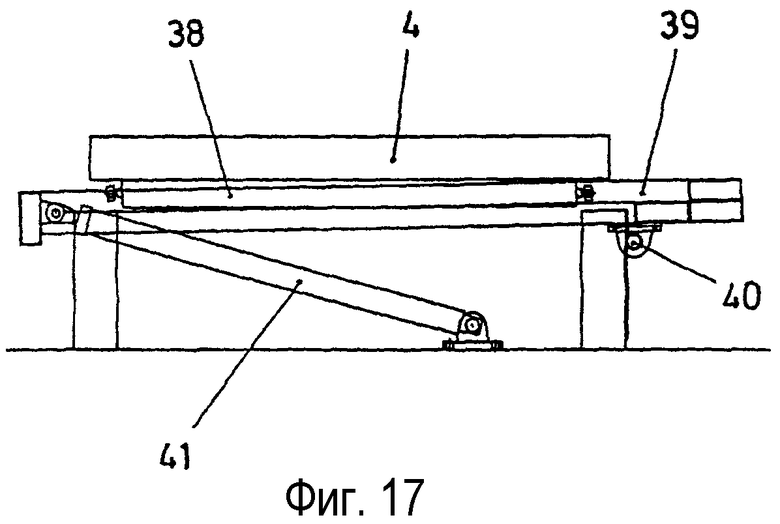
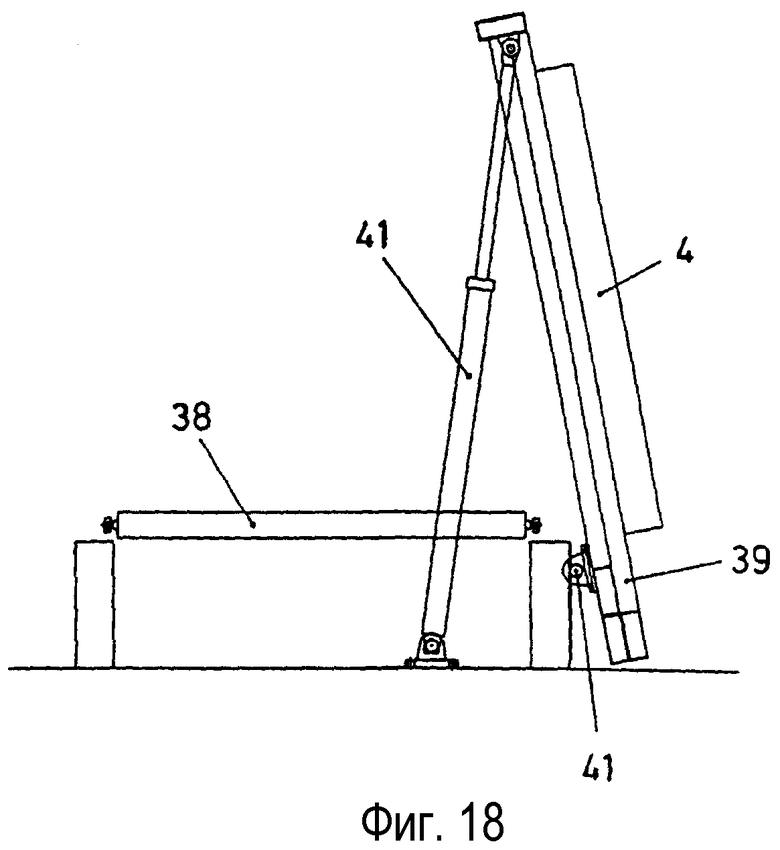
Фиг.17 и 18 - виды спереди выходной зоны для разгрузки, в котором применяют раму для подъема изделий соответственно в положении для транспортировки и в положении для разгрузки изделий.
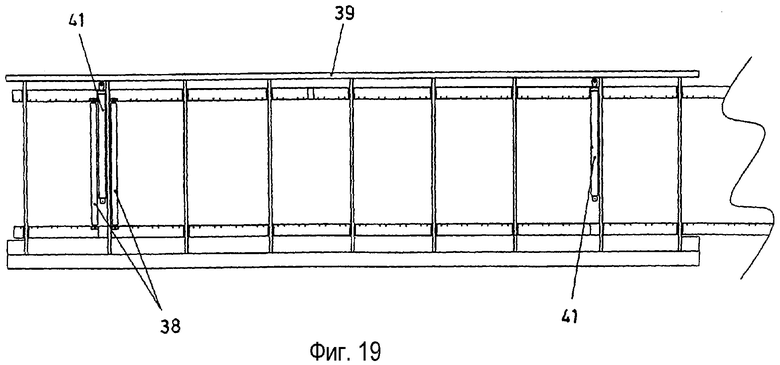
Фиг.19 - вид сверху указанной выходной зоны для разгрузки, соответствующего указанному выше варианту осуществления изобретения.
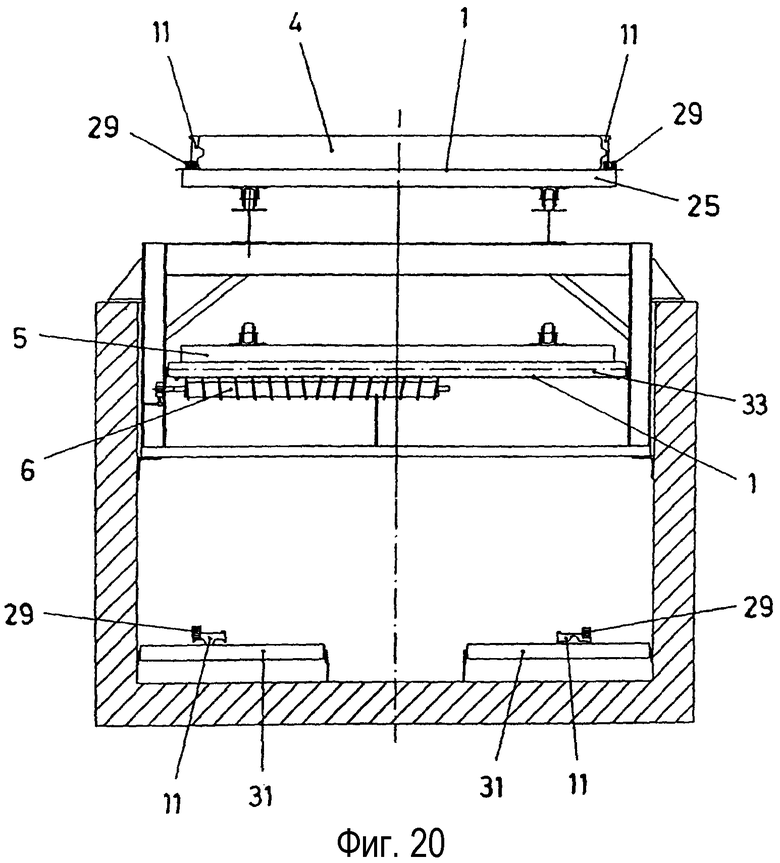
Фиг.20 - вид поперечного сечения конвейера для формования изделий, показывающий вариант возвращения формовочных профилирующих боковых лент совместно со стопорами, применяемыми на металлической ленте.
Задачей изобретения является получение установки для изготовления армированных бетонных изделий в ходе непрерывного и почти автоматического процесса.
Установка включает три последовательных транспортирующих средства (1, 2 и 3), составляющих продольную группу, по которой транспортируются изготовляемые изделия (4) до полного их завершения.
Первое транспортирующее средство (1) представляет собой стальную листовую ленту, которая проходит вдоль длинной линии и удерживается на верхней части цепей (5), которые создают непрерывную опору, сопровождающую ленту (1), при этом нижняя часть ленты (1) и цепей (5) возвращается при поддержке соответствующими опорами, содержащими несущие ролики (6 и 33).
Лента (1) сначала проходит через зону подачи бетона, в котором находится ее верхняя часть, причем в этой зоне расположена головка (7) для подачи на ленту (1) необходимого количества бетона для изготовления изделий (4), а также другая головка (8) для выравнивания и уплотнения уложенного бетона.
Обе головки (7 и 8) могут перемещаться для выполнения функции отливки изготовляемых бетонных изделий (4) на ленте (1), и их можно отводить к соответствующим кабинам (9) и (10) для очистки водой под давлением после каждой операции.
Согласно варианту осуществления изобретения, как показано на фиг.13, головки (7 и 8) расположены в узле, обеспечивающем поперечное перемещение относительно формовочного транспортирующего средства в подвижном положении, при этом обе соответствующие очистные кабины (9 и 10) находятся сбоку от конвейера.
При таком устройстве головки (7 и 8) могут иметь меньшую ширину, чем формы, выполненные на металлической ленте (1), при этом при заливке бетона головки (7 и 8) охватывают ширину форм посредством их поперечного движения, что делает возможным применять головки (7 и 8) с очень небольшой рабочей поверхностью.
Этот небольшой размер рабочей поверхности головок (7 и 8) позволяет легко очищать их посредством установки во взаимодействии с головками средства для сухой очистки скребком, что дает возможность выполнять полную очистку головок (7 и 8) посредством очистки в соответствующих кабинах (9 и 10) только через определенные периоды времени и, таким образом, достигать существенной экономии воды и одновременно существенно сокращать количество загрязненных сточных вод.
После указанной зоны для заливки строительного бетона для получения изготовляемых изделий (4) лента (1) по длине ее поперечного сечения выходит за пределы лент (11), которые сопровождают ленту (1) при ее перемещении по линии конвейера, при этом ленты (11) расположены вертикально по бокам для удерживания с боков залитого строительного бетона изделий (4).
Боковые ленты (11) выполнены из синтетического материала, такого как силикон или подобный материал, расположенный на несущих цепях и имеющий на внутренней поверхности профилированную конфигурацию, соответствующую необходимой конфигурации боковых поверхностей изготовляемого изделия (4). Ленты (11) можно регулировать по величине промежутка между ними на ленте (1), что позволяет, в свою очередь, регулировать ширину изделий (4).
Согласно варианту осуществления изобретения, показанному на фиг.9 и 10, боковые ленты (11) образуют верхнюю линию, которая проходит над лентой (1), при этом ее возвращающаяся нижняя часть удерживается на соответствующих несущих и тяговых конвейерных лентах (26), которые приводятся в действие соответствующими двигателями (27).
На пути возвращения в нижней части эти ленты (11) опускаются в горизонтальное положение, в котором они находятся на соответствующих конвейерных лентах (26), что способствует сообщению им движения.
На другой части боковых лент (11) находятся удерживающие стопоры (28), посредством которых задают положение боковых лент (11) в поперечном направлении на ленте (1) для исключения относительного перемещения, которое может приводить к деформации формованных изделий.
Стопоры (28) представляют собой серии магнитов (29), которые последовательно соединены посредством пружин, образуя последовательную замкнутую цепь, и проходят в верхней части с опорой на ленту (1) и независимо возвращаются в нижней части с опорой на соответствующие приводные цепи (30), как показано на фиг.9 и 10, или совместно с соответствующими лентами (11) с опорой на опорные ролики (31), как показано на фиг.20.
Над магнитами (29) неподвижно установлены соответствующие пластины (32), как показано на фиг.11 и 12, посредством которых обеспечивается удерживание лент (11) сзади, препятствующее их движению на ленте (1) наружу.
Посредством магнитов (29) стопоры (28) зафиксированы на линии верхней части металлической ленты (1), оставаясь, таким образом, синхронизированными с ней при движении, и, в свою очередь, с боковыми лентами (11), при этом указанное закрепление обеспечивает неподвижность лент (11) в боковом направлении, предотвращая их движение относительно ленты (1) наружу.
При таком устройстве металлическая лента (1) остается в ее нижней возвращающейся части полностью независимой и свободной от нагрузок, при этом во взаимодействии с ней в этой части устанавливают направляющее приводное средство, которое корректирует ее боковые отклонения. Указанное направляющее приводное средство образуют посредством роликов, удерживающих боковые кромки ленты (1), и посредством оптического курсора с лазерным или другим обычным средством, следующим прямой опорной линии, что обеспечивает автоматическую коррекцию поперечных отклонений посредством нажима опорными роликами на боковые края ленты.
Перед зоной заливки бетона для получения изготовляемых изделий (4) расположен разметочный узел (12), который размечает местоположение разделительной перегородки между последовательными изделиями (4), формуемыми на ленте (1), при помощи запрограммированного средства управления, а также границы окон, дверей и других проемов, которые необходимо оставить в соответствующих изделиях (4), чтобы рабочие, ответственные за это, могли располагать в соответствии с указанной разметкой разделители (34) в виде разделительных перегородок для удерживания строительного бетона в соответствии с начерченной конфигурацией изделий (4), которая ограничена между разделителями (34) и боковыми лентами (11).
Для обработки металлической ленты (1) перед изготовлением изделий (4) применяют устройство (13) для нанесения лака для предотвращения схватывания и устройство (14) для нанесения смазки для обеспечения распалубки, которые избирательно приводятся в действие программным обеспечением.
С другой стороны, в зоне возвращающейся части ленты (1) расположены средства для очистки поверхности ленты (1) для полного удаления остатков бетона, которые могут быть на ней после отливки изделий (4), выполняемой на верхней части, при этом указанные чистящие средства включают, например, скребки (15), щетку (16) и шлифовальный валик (17), хотя перечисленные средства не вносят ограничений, и таким же образом можно устанавливать любой другой очищающий элемент.
После боковых лент (11) над транспортирующим средством (1) также расположены дополнительные средства (18), которые можно приводить в действие на поверхности изготовляемых изделий (4) для шлифовки бетона изделий.
Между конвейерной лентой (1) и следующим транспортирующим средством (2) устанавливают роликовую опору (19), которая может быть холостой или с приводом и образует переход для перемещения изделий (4) между транспортирующими средствами (1 и 2).
Над вторым транспортирующим средством (2) устанавливают окрасочную головку (20), которая при избирательном приведении в действие программным обеспечением может окрашивать отформованные изделия (4), когда это требуется.
Переход между вторым транспортирующим средством (2) и выходным транспортирующим средством (3) для разгрузки изделий (4) осуществляют посредством непосредственной передачи изделий, при этом под этим переходом располагают распылитель (21) воды под давлением, который, в свою очередь, может избирательно приводиться в действие программным обеспечением для очистки нижней поверхности изделий (4), когда требуется завершающая обработка изделий.
В зоне перехода с конвейера (2) для сушки на разгрузочный выходной конвейер (3) также расположены средства подачи термостягивающейся пластмассовой ламинирующей ленты (35), подаваемой с верхнего рулона (36) и с нижнего рулона (37), как показано на фиг.16, с ориентацией ламинирующей ленты (35) в поперечном направлении относительно линии движения изделий (4), при этом, когда изделия (4) проходят на разгрузочный выходной конвейер (3), они оказываются обернутыми ламинирующей лентой (35). При обертывании достигаются определенные условия, которые содействуют полному затвердеванию бетона, из которого изготовлено изделие (4), за короткий период времени его хранения.
Выходное транспортирующее средство (3) образует выходную опору для изделий (4), при этом оно представляет собой наклоняемый в боковую сторону узел, который может наклоняться до почти вертикального положения (около 80°), как показано на фиг.7, для складирования изделий (4) посредством подъема краном, закрепленным на боковой стороне, что устраняет необходимость в приложении усилий в поперечном направлении.
Транспортирующее средство (2) установки, предназначенное для сушки бетонных изделий (4), а также выходное транспортирующее средство (3) для разгрузки могут быть снабжены конвейерными лентами из структурированного синтетического материала на несущих цепях, как показано на фиг.1, 2 и 4, но можно предусматривать специфическую конфигурацию, показанную на фиг.15, состоящую из последовательно расположенных роликов (38), составляющих вращающееся транспортирующее средство, на котором удерживаются изделия (4) при их движении в направлении зоны (3) разгрузки, причем часть роликов (38) может иметь привод, тогда как другие могут быть холостыми; при этом ведущие ролики выполняют функцию перемещения изделий (4), тогда как другие являются только вращающимися опорами.
Указанная выше конструкция позволяет размещать на выходном конвейере (3) раму (39) для разгрузки, при этом конструкция указанной рамы размещена между роликами (38), удерживающими движущиеся изделия (4), не создавая помех роликам (38), как показано на фиг.19, где представлены только два ролика (38), но ясно показано, что поперечные балки конструкции рамы (39) расположены между точками расположения группы роликов (38), которые будут находиться в этой части установки.
Как показано на фиг.17 и 18, раму (39) шарнирно устанавливают на поворотном креплении (40) на одной из ее сторон и применяют приводные цилиндры (41), которые осуществляют наклон рамы (39) из горизонтального положения, показанного на фиг.17, в почти вертикальное положение, показанное на фиг.18.
В горизонтальном положении (фиг.17) рама (39) остается утопленной относительно верхней плоскости роликов (38), при этом бетонные изделия (4) поддерживаются указанными роликами и могут перемещаться по ним без каких-либо препятствий для достижения пункта разгрузки.
Когда изделия (4) достигают пункта разгрузки, цилиндры (41) приводят в действие, и они поднимают и наклоняют раму (39), которая также поднимает изделие (4), находящееся в этом пункте (фиг.18), таким образом перемещая изделие (4) в почти вертикальное положение для разгрузки изделия посредством захвата его стороны подъемным средством, таким как кран, при этом указанного положения изделия (4) достигают без необходимости перемещения роликов (38) конвейера из их постоянного положения.
Управление работой установки осуществляют автоматическим способом при помощи программируемого устройства управления таким образом, что при введении соответствующей программы в центре управления, когда установку приводят в действие, лента (1) начинает движение, и ее движение механически передается боковым лентам (11).
Одновременно начинает работу разметочный узел (12), вычерчивающий контуры последовательных изделий (4), которые следует изготовить, на поверхности ленты (1).
Согласно программе завершения изготовления изделий (4) приводится в действие устройство (13) для нанесения лака для предотвращения схватывания или устройство (14) для нанесения смазки для распалубки таким образом, что, если планируется завершение изделий (4) с непокрытой бетонной поверхностью, начинает работать устройство (14) для нанесения смазки для распалубки, благодаря чему бетон, формирующий изделия (4), не пристает к поверхности ленты (1) и легко отделяется от нее.
Когда планируется завершение изделий (4) с поверхностью с непокрытым заполнителем, вместо этого начинает работать устройство (13), наносящее лак для предотвращения схватывания, которое наносит слой лака на поверхность ленты (1), в результате чего, когда он входит в контакт с бетоном изделий (4), указанный бетон не будет затвердевать в тонком слое (толщиной 1-2 миллиметра), и при очистке на завершающем этапе цементирующий материал (цемент) бетона может быть удален таким образом, чтобы оставалась поверхность с непокрытым заполнителем.
При выполнении разметки, осуществляемой разметочным узлом (12), один или более рабочих размещают разделительные средства (34) для отделения друг от друга формуемых изделий (4), а также необходимые изолирующие разделители для выполнения планируемых окон, дверей и других проемов в изделиях (4), которые должны иметь такие проемы, таким образом, что между разделителями и боковыми лентами (11) они образуют отливочные формы для изготовления изделий (4).
После этого загрузочная головка (7) заливает необходимое количество бетона в формы для формования изделия, после чего загрузочная головка отводится, и после этого приводится в действие головка (8), которая выравнивает и уплотняет бетон в соответствующей форме, после чего головка (8) отводится.
Первоначально уложенный таким образом слой (22) бетона в отливочных формах для изготовления изделий (4) имеет лишь частичную толщину по сравнению с толщиной, которую должны иметь изготовляемые изделия (4), и на частичный слой (22) бетона укладывают армирующую конструкцию (23) для укрепления изделий (4), что осуществляют посредством вспомогательного крана.
После укладки армирующей конструкции (23) вновь вступает в действие загрузочная головка (7), которая выдвигается к соответствующей отливочной форме и заливает в нее вычисленное количество бетона для окончательного заполнения формы.
После того, как загрузочная головка (7) вновь отводится, вступает в действие головка (8) и выдвигается к форме для формуемого изделия (4), выравнивает и уплотняет залитый бетон, после чего головка (8) также отводится.
Форма, заполненная выровненным и уплотненным бетоном, перемещается конвейерной лентой (1) между лентами (11) в течение времени, необходимого для затвердевания бетона, хотя он еще и не стал сухим, в результате чего на конце линии движения на ленте (1) разделительные средства можно убрать, оставляя изделия (4) независимыми друг от друга.
В ходе движения на ленте (1), если это запрограммировано, приводится в действие средство для шлифовки поверхности бетона, которая еще свежая.
В конце ленты (1) независимые изделия (4) переходят на транспортирующее средство (2), при движении на котором истекает время, за которое заканчивается сушка бетона изделий (4), и они приобретают достаточную прочность для манипулирования ими.
Если это предусмотрено программированием, на этом транспортирующем средстве (2) может приводиться в действие окрасочная головка (20) для окрашивания изготовляемых изделий (4), если это предусмотрено.
С транспортирующего средства (2) изделия (4) переходят на выходной конвейер (3), при этом, если завершение изделий (4) запрограммировано для получения поверхности с непокрытым заполнителем, происходит приведение в действие распылителя (21) воды, омывающего поверхность изделий (4) при указанном переходе изделий с транспортирующего средства (2) на выходной конвейер (3).
Изделия (4) принимает выходной конвейер (3), который обеспечивает за счет наклона в боковом направлении придание изделиям (4) почти вертикального положения для их разгрузки краном в таком положении, что устраняет необходимость приложения к ним поперечных усилий.
Изготовляемые изделия (4) могут быть изделиями любого типа, который допускает структура формованного бетона; на фиг.8 показан не вносящий ограничений пример возможного изделия (4) в форме плиты с профилированными противоположными боковыми кромками и с отверстиями (24) для крепления проушин для подвешивания при выполнении погрузочно-разгрузочных работ.
В комплекте установки предусмотрена кровля в виде арки (25), показанной на фиг.6, создающей закрытую зону, пригодную для создания среды с определенной температурой и влажностью также при помощи программирования для оптимизации условий для затвердевания и сушки бетона изделий (4) в комбинации со скоростью их движения вдоль установки.
Кроме того, в установке предусмотрена рециркуляция воды, остающейся после очистки изделий (4), а также воды, остающейся после очистки головок (7 и 8) в кабинах (9 и 10), для подачи остаточной воды в процесс приготовления бетона, необходимого для изготовления изделий (4), благодаря чему потребление воды в установке уменьшается, и, в свою очередь, исключается слив загрязненной сточной воды, поскольку оставшуюся после очистки воду используют для приготовления бетона для изготовления изделий (4).
Изобретение относится к установке для изготовления сборных армированных бетонных изделий, таких как панели, столбы, балки и т.д., предназначенных для их использования в качестве сборных блоков при строительстве. Техническим результатом является создание установки, состоящей из трех транспортирующих средств, расположенных последовательно один за другим, средства для заливки бетона, перемещающегося относительно первого транспортирующего средства. Предложена установка для изготовления армированных бетонных изделий, включающая первый конвейер (1), на котором расположена форма для изготовляемых изделий, второй конвейер (2) для сушки изделий и выходной конвейер (3) для выдачи отформованных изделий, сформированных на первом конвейере (1) из металлической ленты, на которой разметочный узел (12) вычерчивает контур для задания конфигураций изделий, определяющих конфигурацию указанных форм в комбинации с непрерывными боковыми лентами (11), которые расположены на металлической ленте (1) для совместного движения с ней. 12 з.п. ф-лы, 20 ил.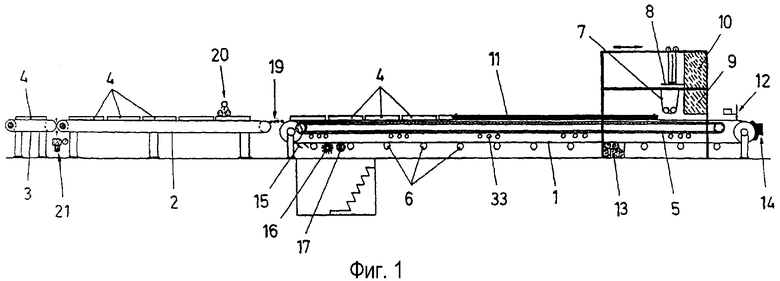
| WO 9413447, 23.06.1994.US 3724988, 03.04.1973.WO 8810185, 29.12.1988.SU 1222557 A1, 04.07.1986.SU 381533 A1, 01.01.1973. |

