Изобретение относится к установке для изготовления армированных волокнами прессованных изделий (Sheet moulding compound - SMC - листовой ламинированный компаунд - препрег) согласно ограничительной части пункта 1 формулы и, кроме того, относится к способу эксплуатации установки для изготовления армированных волокнами прессованных изделий (SMC) согласно ограничительной части пункта 12 формулы изобретения.
Установка такого рода раскрыта, например, в заявке WO 90/06226 А1.
Благодаря своим хорошим механическим свойствам и невысокой цене, прессованные изделия, изготовленные по технологии SMC, являются наиболее используемыми термореактивными волокнистыми пластиковыми композитами. До сих пор для изготовления изделий из SMC сначала получают сырьевой материал, состоящий из полимерной массы (полимерной композиции) и помещенного в нее нарезанного стекловолокна. Полимерная композиция наносится на тонкие прозрачные пластиковые пленки (подложки) и подвергается процессу созревания. В современном производстве процесс созревания длится 4-5 дней и служит для загустевания добавленного в полимерную композицию наполнителя. Полимерная композиция состоит из смол, растворов термопласта, наполнителей, фильтровальной присадки, интегрированного антиадгезивного материала, ингибиторов и отвердителя. Полимерная композиция при заданной температуре перемешивается до состояния хорошо диспергированной жидкости, в установке для получения препрега к ней добавляется порошкообразный или жидкий загуститель, после чего она с помощью ракли широким равномерным слоем наносится на нижнюю и верхнюю пленки. На слой полимерной композиции нижней пленки наносится рубленое стекло, например, нарезанный режущим механизмом бесконечный стекложгут. Затем на слой волокон укладывается верхняя пленка с полимерной композицией. Далее при помощи валяния на сжимающих валках волокна перемешиваются с полимерной композицией/пропитываются, и затем готовые листы препрега сворачиваются в рулоны или складываются в виде плоских заготовок для созревания. В ходе процесса созревания полимерная композиция сгущается настолько сильно, что пленки могут быть без остатка удалены, и в процессе прессования выдавливанием стекловолокно вдавливается, соответственно, в полимерную матрицу.
Из плоских заготовок или рулонов, в зависимости от изготовляемого в каждом случае прессованного изделия, нарезаются маты-полуфабрикаты, которые просто или уложенными стопкой формуются в формовочном прессе.
Недостатком данного метода является то, что SMC-полуфабрикат может быть обработан лишь спустя длительное время, необходимое для созревания, вследствие чего повышаются издержки производства.
Кроме того, другим недостатком является то, что свернутый в рулон полуфабрикат деформируется в процессе созревания. Если рулон лежит на полу, то возникает давление на нижние слои препрега (SMC) и, следовательно, материал вытесняется в стороны. Если рулон подвешен по оси, возникает обратный, но по-прежнему отрицательный эффект, связанный с расположением созревающего препрега. Материал стекает вниз, и слои препрега в нижней части рулона имеют большую поверхностную плотность, чем верхние слои. Неизбежно разные поверхностные плотности приводят к тому, что маты не только должны нарезаться по длине, но и, кроме того, взвешиваться, чтобы все изделия имели одинаковую плотность и, следовательно, одинаковую толщину. Если бы поверхностные плотности слоев были постоянны (одинаковы), необходимые SMC-полуфабрикаты могли бы автоматически нарезаться с помощью устройства для мерной резки, что значительно снизило бы издержки производства и повысило бы качество прессованных изделий. Такое совмещение различных по толщине в поперечном сечении матов-полуфабрикатов также является причиной, по которой изготовление SMC-изделий до сегодняшнего времени было недостаточно автоматизировано.
Из ЕР 1386721 А1 известен способ и установка, в основу которого положена задача изготовления листов препрега (SMC-полуфабрикатов) с пластичностью, пригодной для последующего непосредственного изготовления прессованных изделий. Особенно предпочтительным при этом являлась бы возможность отказа от использования пленок и осуществление управления временем созревания, или временем сгущения препрега, главным образом посредством подвода тепла в поддерживаемый при постоянной температуре сгуститель-накопитель проходного типа. В то же время, осуществлен промышленный непрерывный непосредственный способ изготовления армированных волокнами прессованных изделий без промежуточного хранения препрега для процесса созревания, имеющий явные преимущества при производстве «точно в срок», причем существенные проблемы складского хранения и, в частности, своевременной подачи материала («точно в срок») могут быть решены. Особенно следует подчеркнуть, что из ЕР 1386721 А1 известна установка, имеющая по возможности компактные размеры, в которой в сгустителе-накопителе проходного типа для осуществления процесса созревания, требующего заданное время, внутри корпуса расположен термостатированный ленточный конвейер необходимой длины, имеющий форму меандра. Благодаря наличию ленточного конвейера необходимой длины и расположению отдельных его секций друг над другом, процесс созревания может быть проведен за время, соответствующее времени созревания.
Описанная установка оказалась принципиально пригодной, однако в высокоиндустриальном производстве она является недостаточно гибкой в использовании. Недостаточная гибкость проявляется, например, в медленном установлении необходимого температурного режима в сгустителе-накопителе проходного типа. Это возникает, в частности, из-за скрытого накопления тепловой энергии в элементах устройства, в частности, в направляющих роликах и несущих частях установки, которые делают почти невозможным изменения температуры за короткий промежуток времени при изменении параметров производства. Существенно также, что установке требуется слишком большое время для достижения необходимой рабочей температуры.
Наряду с переходом на изготовление изделий другого типа существует возможность, что такого рода производственная установка будет обслуживать не один формовочный пресс, а сразу несколько формовочных прессов. Если один из этих прессов внезапно выключается из процесса производства из-за необходимости замены оборудования, проведения ремонта или технического обслуживания или недостаточной загрузки, производственная установка для изготовления препрега должна быть способна выдавать другое количество готового материала. Однако традиционные установки имеют в этом смысле ограничения. Например, время прохода полимерной композиции, или, соответственно, листа препрега, через сгуститель-накопитель проходного типа может быть уменьшено. Это приводит к малому выходу готового материала в единицу времени, однако в то же время увеличивается продолжительность пребывания в сгустителе-накопителе. Однако для использования полимерной композиции для непосредственного производства в формовочном прессе имеется относительно небольшой временной диапазон, так что существует возможность того, что в описанном выше примере увеличение продолжительность пребывания препрега в сгустителе-накопителе приводит к его полному затвердеванию и, соответственно, материал станет непригодным. Возникает и противоположная ситуация, при которой препрег оказывается еще недостаточно созревшим.
Вместо этого, разумеется, количество вещества, наносимое на полимерную композицию, может быть уменьшено с помощью ракли, что также уменьшит количество препрега, изготавливаемого в единицу времени, что, в свою очередь, из-за недостатка вещества, вызовет слишком быстрое созревание в сгустителе-накопителе и, соответственно, изготовленный препрег будет непригоден или будет в состоянии, близком к непригодному. Также, например, будет ограничен диапазон количества подаваемой полимерной композиции, если, например, при высокообъемном производстве подвод тепла слишком мал или тепло не проникает глубоко в препрег, или при низкообъемном производстве подача полимерной композиции из ракельных резервуаров слишком мала и потому не может надлежащим образом управляться, то есть регулироваться, и/или становится невозможным надлежащее пропитывание стекловолоконных нитей.
Описанные выше примеры не являются исключительными, поскольку вышеупомянутые установки являются вполне применимыми, однако оказываются бесперспективными при активном использовании возможности регулирования производственных параметров установки для изготовления препрега: в частности, тогда, когда предусмотрено их использование для снабжения различных полностью нагруженных формовочных прессов с возможной сменой используемого устройства, при различных требованиях по времени и объемам изготавливаемой продукции.
Кроме того, следует отметить JP 4135704 А и FR 1324495 А.
Задача изобретения состоит в том, чтобы предложить установку и способ эксплуатации установки для изготовления армированных волокнами листов препрега для непосредственного производства SMC-изделий, которая имела бы существенно больший рабочий диапазон и более простое техническое устройство в отношении количества производимого материала в единицу времени в зависимости от необходимости, по сравнению с уровнем техники. При этом должна быть решена задача, в частности, в отношении установки, состоящая в том, чтобы при возможном удлинении или сокращении транспортного участка в зоне изготовлении листов препрега и/или созревании препрега точка выхода листа препрега располагалась локально в одном и том же месте.
Решение задачи для установки состоит в том, что
- по меньшей мере, среди элементов транспортного участка имеется по меньшей мере одна непрерывно циркулирующая лента, и для изменения транспортного участка предусмотрены по меньшей мере одно исполнительное приспособление с ответным исполнительным приспособлением; и/или
- по меньшей мере среди элементов транспортного участка имеется по меньшей мере одна секция ленточного конвейера, которая выполнена с возможностью изменения ее длины посредством исполнительного приспособления и/или изменения ее положения посредством исполнительного приспособления; и/или
- по меньшей мере, среди элементов транспортного участка имеется по меньшей мере один опорный столик, длина и положение которого изменяются посредством исполнительного приспособления.
Решение задачи в отношении способа состоит в том, что посредством по меньшей мере одного устройства управления, обеспечивающего автоматическое управление и/или автоматическое регулирование по меньшей мере одного формовочного пресса, по меньшей мере одного передающего устройства, сгустителя и устройства для изготовления непрерывных листов препрега, регулируется выходное количество препрега в соответствии с необходимыми нуждами формовочного пресса.
С помощью предлагаемых согласно изобретению установки и, соответственно, способа теперь возможно лучшим образом производить листы препрега для непосредственного использования, причем
либо могут обслуживаться несколько формовочных прессов,
либо могут использоваться совершенно различные устройства (по объемам и времени производства),
либо могут использоваться сверхвысокоактивные полимерные композиции, которые пригодны для формования в течение короткого промежутка времени.
Предполагается, что подача полимерной композиции для нанесения равномерным слоем с ракли на пленку или ленточный конвейер принципиально обеспечена, причем он подается в готовом виде в соответствующем количестве или производится непосредственно на месте на приспособленном производственном оборудовании.
Указанные выше преимущества становятся решающими, если в состав одной установки для изготовления SMC-изделий входят одновременно несколько формовочных прессов. В частности, является предпочтительным, что осуществляется полное и автоматическое управление всей установкой, включающей в себя устройство для изготовления листов препрега, по меньшей мере, один формовочный пресс и включенное между этими двумя главными элементами передающее устройство. Технологически отдельные элементы соединяются вместе и управляются таким образом, что в случае приостановки работы или выполнения технического обслуживания формовочных прессов, работа передающего устройства и/или соответствующих частей установки для изготовления листов препрега автоматически регулируется и оптимизируется для обеспечения формовочных прессов препрегом, в зависимости от необходимых нужд.
В основе работы формовочного пресса, в отношении его рабочих элементов, лежит то, что при всех описанных выше запрессовках предусмотрен минимальный уход и очистка рабочих элементов. Кроме того, существуют интервалы технического обслуживания, которое также проводится регулярно, однако длится лишь несколько минут. Управляющее устройство регулирует процесс производства препрега таким образом, что, в соответствии с ожидаемыми требованиями, через распределительный механизм прессов всегда может быть передано нужно количество препрега. В то же время, управляющее устройство не допускает, чтобы из-за проведения технического обслуживания или очистки возникало перепроизводство препрега, который не может быть обработан.
Согласно предлагаемому в изобретении решению, производственная установка может оптимально реагировать на изменение параметров производства, и эта реакция не должна ограничиваться изменением скорости движения конвейера и выходного количества препрега. Более широкая задача состоит, в частности, в том, чтобы по существу сохранить расположение точки выхода листа препрега из установки, так чтобы не было необходимости в пространственных изменениях между точкой выхода и последующими устройствами, такими как формовочные прессы, передающие устройства или подобные им устройства. В частности, теперь оказалось возможным изменить дополнительный существенный параметр процесса созревания препрега, которому в уровне техники до сих пор не уделялось внимания, - непосредственно длину участка, на котором проходит созревание. Изменение этого параметра производится предпочтительно независимо от других параметров.
Вместо этого в этой ситуации может быть изменен дополнительно, по меньшей мере, один параметр, в частности подвод тепла к препрегу в процессе созревания. Особенно предпочтительным при этом является применение СВЧ-устройства, которое, независимо от расположения и движения лент конвейера, может подводить тепловую энергию к препрегу. Теплопередача за счет конвекции является, насколько возможно, осуществимой и общепринятой, однако высококачественные ленты конвейера для протяжки листов препрега имеют хорошие изолирующие свойства, в частности, если не используются защитные пленки.
В остальном не является настоятельно необходимым, чтобы в установке листы препрега перемещались с помощью конвейеров или передающих столиков. В частности, на участке сгущения может оказаться возможным отказаться от конвейерных лент при использовании защитных пленок, тогда, если пленки достаточно прочные, они могут выполнять задачу конвейерных лент и, в частности, проводить листы препрега через сгуститель и, соответственно, через участок сгущения. Предпочтительным в этом случае является расположение между направляющими роликами опорных приспособлений, например, опорных столиков, способных, предпочтительно телескопически или по принципу клапана, посредством подходящих приспособлений изменять свою длину, и, следовательно, размеры опорной поверхности для лент конвейера или пленки с листом препрега.
Также возможно, что одна часть участка сгущения является неподвижно закрепленной, а вторая часть участка сгущения изменяется по длине, так что, в частности, на больших производственных установках участок сгущения может состоять физически из двух устройств, из одного неподвижно закрепленного участка сгущения (устройства) и одного участка сгущения (устройства), длина которого может быть увеличена.
В отношении передающего устройства необходимо отметить, что оно по существу может состоять из нескольких функциональных элементов, которые далее могут не включаться в состав или могут быть не представлены, поскольку не все возможные варианты осуществления и типы или вариации установок могут быть описаны. Однако передающее устройство по смыслу изобретения включает в себя область от точки выхода листа препрега из области производства препрега. Точка выхода при различных основных временах созревания препрега предпочтительно является одной и той же. В отношении листов препрега, этот момент, однако, зависит от многих факторов, и существует, скорее, диапазон основных времен созревания, который определяется моментами «наискорейшая возможная обработка» и «самая поздняя возможная обработка». На временах, находящихся вне диапазона основных времен созревания, образуется либо недозрелый, либо перезрелый препрег, который, по существу, далее уже не может быть прессован. При самой поздней обработке должно, разумеется, также учитываться время, затрачиваемое передающим устройством, то есть до поступления в формовочный пресс. Передающее устройство предпочтительно содержит режущее устройство, при необходимости устройство для отделения от листов препрега дополнительных защитных пленок, устройство для образования стопки листов препрега из одного или нескольких листов препрега, устройства для доставки листов/стопки листов препрега к одному или нескольким формовочным прессам и соответствующее передающее устройство для передачи листов/стопки листов препрега в формовочный пресс. Вышеупомянутые волокна предпочтительно являются рубленым стекловолокном из стеклоровинга и/или длинными или короткими волокнами для повышения жесткости SMC-изделия.
Что касается определения точек входа и выхода, следует отметить, что они, по существу, расположены внутри сгустителя, однако при необходимости они могут быть вынесены на заднюю часть впереди расположенного устройства, а именно валяльного и пропитывающего устройства, и/или на последующее устройство, а именно режущее устройство.
Преимуществом и следствием предложенного в изобретении способа осуществления всех технологических этапов, а также признаков установки является то, что армированные волокнами полуфабрикаты из препрега, обладающие надлежащей пластичностью, могут поступать на этап непосредственного производства SMC-изделий для дальнейшей переработки в армированные волокнами термореактивные прессованные изделия, что означает, что предложенный в изобретении непосредственный способ производства SMC-изделий позволяет обеспечивать потребителя высоко воспроизводимыми термореактивным материалами, армированными длинными волокнами.
Другие предпочтительные варианты осуществления изобретения описаны в зависимых пунктах формулы и разъясняются ниже в описании приложенных схематических чертежей. На них представлено:
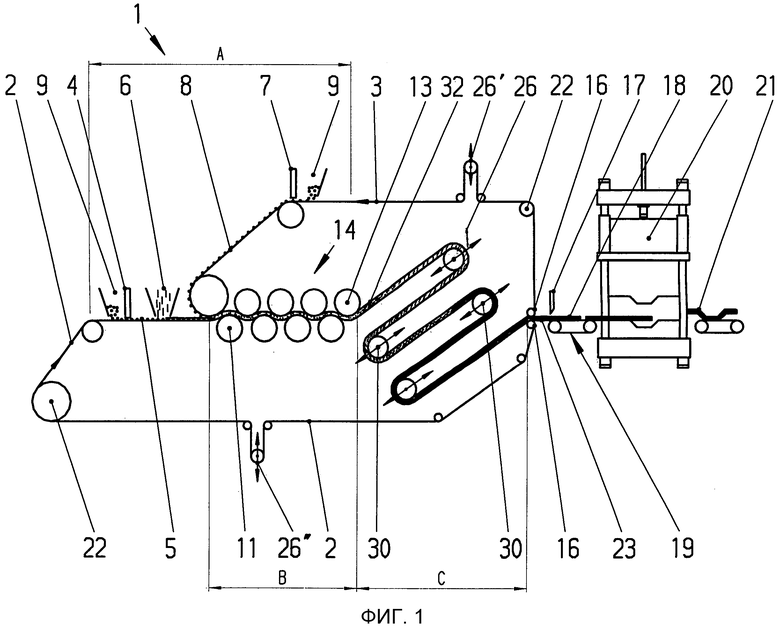
фиг. 1 - примерный схематический вид сбоку установки для непрерывного изготовления армированных волокнами листов препрега в ходе изготовления армированных волокнами прессованных изделий посредством прессования в формовочном прессе с направлением процесса изготовления слева направо, причем листы препрега помещаются между двумя непрерывными конвейерными лентами без прокладок из пленки, причем транспортный участок в сгустителе располагается по существу в плоскости, наклонной к вертикальной или горизонтальной плоскости;
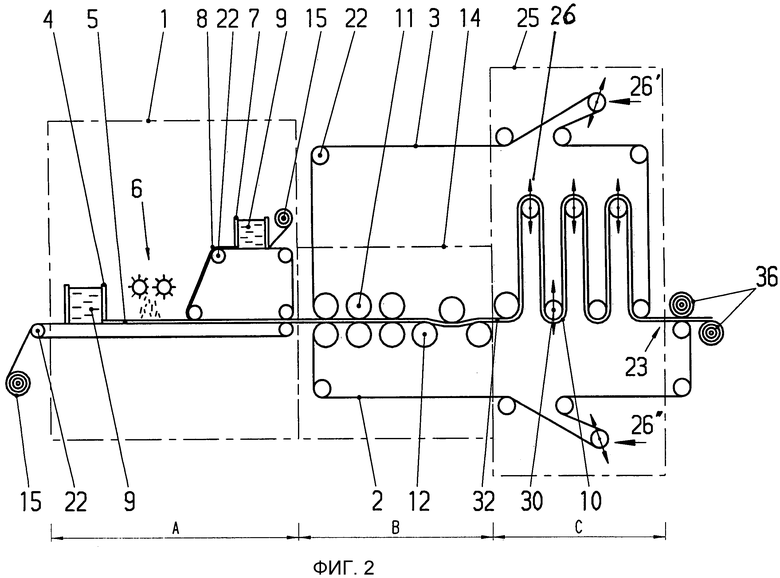
фиг. 2 - примерный схематический вид сбоку начального узла установки, согласно фиг. 1, причем листы препрега помещаются между двумя пленками и направляются посредством нескольких непрерывных конвейерных лент, а транспортный участок в сгустителе располагается по существу вертикально;
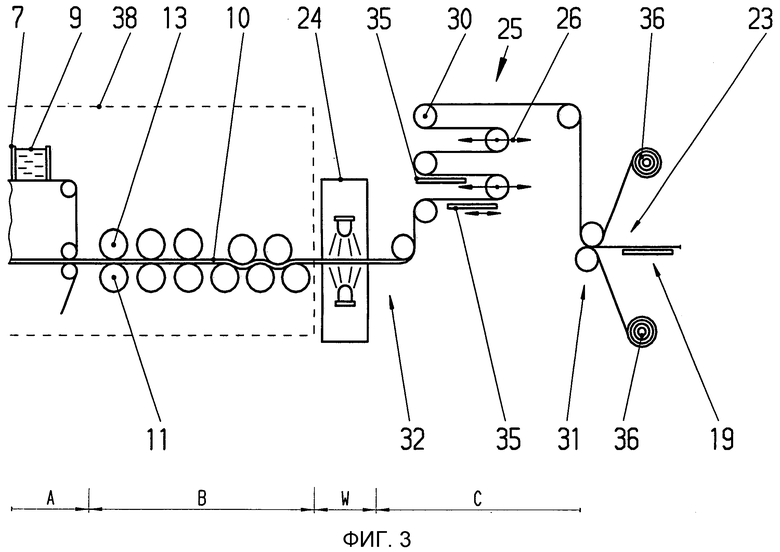
фиг. 3 - примерный вид установки с нагревателем, расположенным между устройством для изготовления листов препрега и сгустителем, причем лист препрега в сгустителе поворачивается с помощью направляющих роликов и направляется по существу в горизонтальной плоскости;
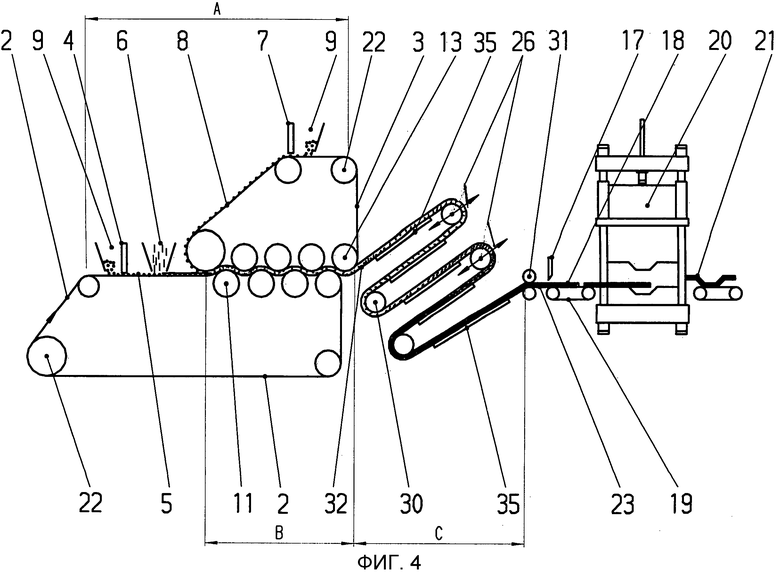
фиг. 4 - вариант осуществления установки, согласно фиг. 1, причем лист препрега располагается между пленками и направляется через сгуститель, и для поддержания листа препрега между направляющими роликами расположены опорные столики;
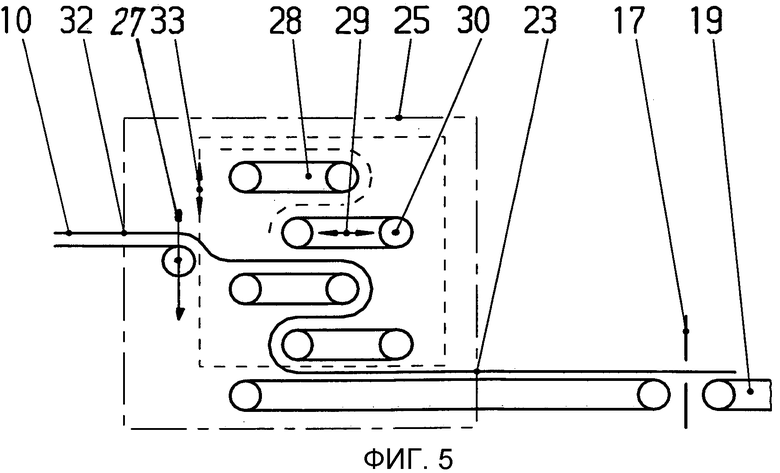
фиг. 5 - детальное изображение возможного сгустителя, содержащего несколько секций ленточного конвейера, которые могут перемещаться горизонтально и/или вертикально, причем расположение передающего устройства для листа препрега в сгустителе может быть также дополнительно отрегулировано по высоте;
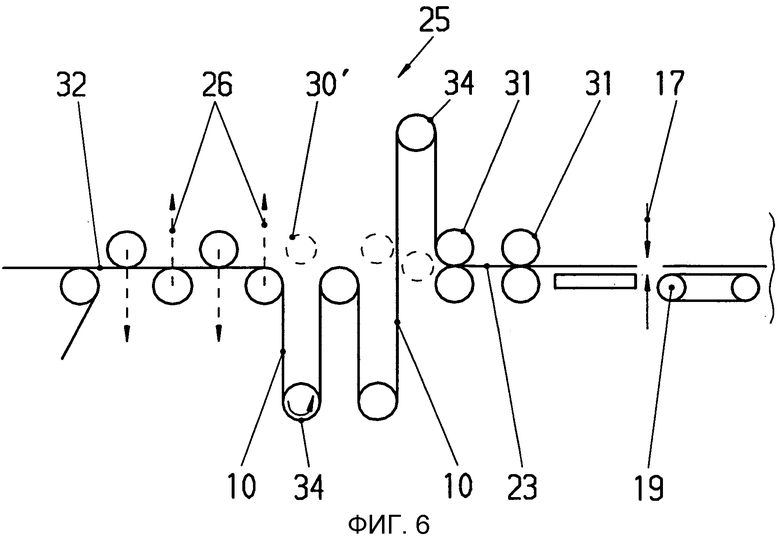
фиг. 6 - другое детальное изображение возможного изменяемого транспортного участка в сгустителе с большим числом перемещаемых направляющих роликов;
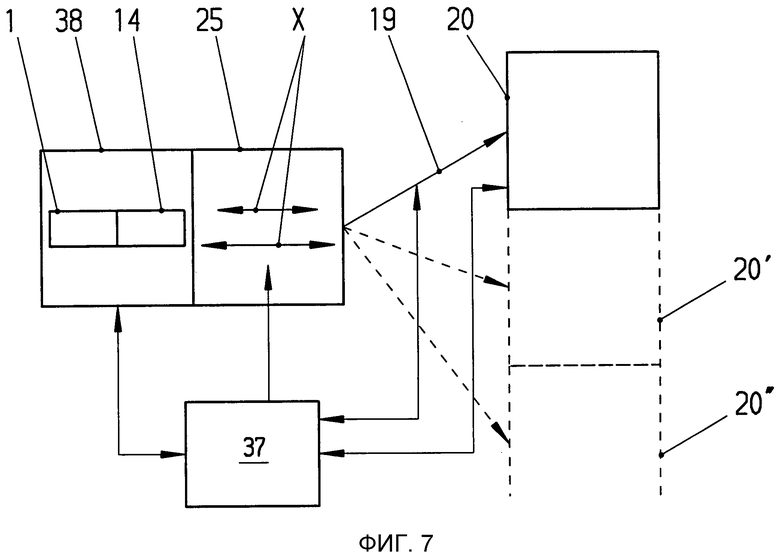
фиг. 7 - схематическое изображение управляющего и/или регулирующего устройства с минимальным количеством необходимых соединений для осуществления предлагаемого способа функционирования установки предлагаемого типа.
На фиг. 1 представлен вид сбоку установки, которая также пригодна для осуществления предлагаемого способа, однако может функционировать и самостоятельно. Она предназначена для изготовления армированных волокнами прессованных изделий (SMC) посредством прессования и включает в себя такие основные узлы, как смешивающее устройство 1 с участком А подачи полимерной композиции, участок В сжатия и пропитывания и область С сгущения. Смесительная установка для смешения отдельных компонентов или дозирующая ванночка для полимерной композиции не представлены. В установке, согласно фиг. 1, в смешивающем устройстве 1, в валяльном и пропитывающем устройстве 14, как и в сгустителе-накопителе 25 проходного типа не применяются защитные пленки, но используются две постоянно готовые непрерывные ленты 2 и 3, которые проводят лист препрега 10 с помощью направляющих роликов 22 и 30 через узлы установки. Прежде всего, предварительно составленная полимерная композиция 9 наносится равномерным слоем 5 с ракли 4 на нижнюю ленту 2. Затем на нижний слой 5 полимерной композиции насыпаются волокна 6 рубленого стекловолокна, или длинные или короткие волокна. Также, в частности, для изготовления несущих деталей конструкций, могут закладываться непрерывные волокна или волокнистые маты. В то же время производится нанесение слоя 8 полимерной композиции с помощью ракли 7 на верхнюю ленту 3. После соединения обоих слоев полимерной композиции 5 (с волокнами б) и 8 и пропускания их через нижние и верхние валки 11 и 13, на участке сжатия и пропитывания В (в валяльном и пропитывающем устройстве 14) образуется лист препрега 10, причем волокна 6 пропитываются и перемешиваются с полимерной композицией 9. Затем образованный таким образом лист препрега 10 с помощью направляющих роликов 30, предпочтительно приводных, при этом постоянно находясь на лентах 2 и 3, направляется через сгуститель 25 для созревания. Транспортный участок X области сгущения С в сгустителе 25 по существу определяется точкой входа 32 в сгуститель 25 и точкой выхода 23 у режущего механизма 17 или недалеко от него. Обозначение транспортного участка «X» привело бы к графической перегрузке схематических чертежей 1-6, поэтому транспортный участок в своей переменной форме абстрактно представлен только на фиг. 7. Как только лист препрега созревает, он, с помощью ножевой колодки 16, отделяется от лент 2 и 3 и подводится к режущему механизму 17, предпочтительно относящемуся к передающему устройству 19. В режущем механизме 17 лист препрега, в соответствии с заданными требованиями, нарезается по длине и/или по ширине и посредством передающего механизма, расположенного в передающем устройстве 19, в данном случае транспортной ленты, в виде мата-полуфабриката 18 подводится к формовочному прессу 20, в формовочном прессе 20 прессуется в прессованное изделие 21 и полностью затвердевает. Если теперь необходимо изменить длину транспортного участка X, направляющие ролики 30 посредством исполнительного приспособления 26 устанавливаются на нужном расстоянии друг от друга. Для дальнейшего удержания лент 2 и 3 в установке в натянутом состоянии, верхняя лента 3, в соответствии с изменением положения направляющих роликов 30, отпускается или дополнительно натягивается посредством исполнительного приспособления 26, расположенного вне сгустителя. Эта же процедура для нижней ленты 2 осуществляется аналогично, посредством исполнительного приспособления 26.
На фиг. 2 представлен схематический вид сбоку начального узла установки, согласно фиг. 1. В отличие от установки, представленной на фиг. 1, здесь на участке смешения А смешивающего устройства 1 слои 5 и 8 полимерной композиции с помощью раклей 4 и 7 наносятся на пленки, поступающие с подающих валков пленки 15 сверху и снизу на конвейерные ленты. Благодаря пленкам, оказывается возможным отделить друг от друга отдельные узлы установки. Наряду с возможным сопряжением и передачей листа препрега 10 в валяльное и пропитывающее устройство 14, рациональным является представленный вариант, при котором лист препрега 10 продолжает направляться циркулирующими лентами 2 и 3. Перестройка транспортного участка X производится аналогично, как на фиг. 1, посредством исполнительных приспособлений 26, 26 и 26, причем один или несколько направляющих роликов могут перемещаться. После точки выхода 23 пленки предпочтительно отделяются от листа препрега 10 перед передающим устройством 19 посредством двух намоточных валков пленки 36, поскольку после созревания они еще имеют относительно клейкую поверхность. Передача так называемого препрега является известным уровнем техники и не должна быть более глубоко описана здесь. Примечательным является то, что ленты 2 и 3 движутся, по существу, вертикально и исполнительное приспособление 26 производит регулировку в вертикальном направлении.
На фиг. 3 представлен следующий вариант установки с нагревателем 24, расположенным между устройством 38 для изготовления непрерывных листов препрега 10 и сгустителем 25, причем лист препрега 10 в сгустителе 25 поворачивается с помощью направляющих роликов 30 и направляется по существу в горизонтальной плоскости. Нагреватель 24 предпочтительно выполнен в виде СВЧ- или ВЧ-нагревателя, однако возможно также применение обычных конвекционных нагревателей или теплового туннеля в области участок подвода тепла W.
Во избежание провисания листа препрега, находящегося в пленках, в области транспортного участка X между точкой входа 32 и точкой выхода 23 расположены опорные столики 35. Опорные столики 35 могут телескопически изменять свою длину посредством подходящих исполнительных приспособлений и/или могут быть подвижными. Поверхности опорных столиков 35 предпочтительно имеют малые потери на трение со стороны пленок и, соответственно, листа препрега 10. Наряду с направляющими валками 30, перемещающимися при возникновении необходимости изменить длину транспортного участка X, может быть предусмотрено расположение пары приемных валков 31, предпочтительно с рифленой поверхностью или поверхностью с большим трением, которые могут держать в натяжении лист препрега 10 в области сгущения С и, в то же время, поддерживать намоточные валки пленки 36. В то же время, с помощью пары приемных валков 31 предотвращается возможность того, что процесс отделения пленки начнется уже в области сгущения С, поскольку они (намоточные валки пленки 36) расположены непосредственно за парой приемных валков 31.
На фиг. 4 представлен вариант установки, согласно фиг. 1 и 2, причем лист препрега 10 направляется через сгуститель 25, располагаясь только между пленками. Такое устройство в определенном отношении имеет преимущества, состоящие в том, что при этом обеспечивается строгое разделение узлов установки отделение устройства 38 для изготовления листов препрега 10 от сгустителя 25 для созревания листов препрега 10. Также при этом, в отличие от предложенных выше установок, не являются необходимыми предусмотренные в них дополнительные исполнительные приспособления 26,, так как удлинение или сокращение транспортного участка X может быть без проблем осуществлено только посредством регулирования исполнительного приспособления 26 направляющих роликов 30. В предпочтительном варианте осуществления изобретения здесь размещаются обогреваемые жестко закрепленные опорные столики 35 и/или обогреваемые направляющие ролики 30. Нагрев отдельных устройств осуществляется при помощи центрального управляющего устройства и, соответственно, зависит от необходимой в каждом случае выходной производительности сгустителя 25. В описанном выше примере выход препрега 10, разумеется, может быть уменьшен в тот момент, когда, по меньшей мере, один направляющий ролик 30 удаляется на большее расстояние от смежного с ним направляющего ролика 30 с помощью исполнительного приспособления 26. Это происходит предпочтительно не моментально, а согласованно с общей скоростью производства предлагаемым устройством 38.
Для пояснения возможно принципа, на котором основывается способ, как указано далее, предусмотрено центральное устройство управления 37, предпочтительно обладающее возможностями автоматического управления и регулирования. Возможный цикл регулирования состоит в том, что в качестве управляющего воздействия принимается информация о необходимом количестве матов-полуфабрикатов 18 и, следовательно, объемах изготовления непрерывного листа препрега 10 в единицу времени. Например, пресс выполняет 100 циклов прессования. Если прессу нужно, соответственно, по одному мату-полуфабрикату 18 каждую минуту, то необходимые нужды составляют 100 матов-полуфабрикатов для 100 циклов прессования за 100 минут. Если каждые 10 циклов прессования требуется проведение промежуточного процесса очистки оборудования, который длится одну минуту, время подачи 100 матов-полуфабрикатов 18 увеличивается до 110 минут, причем за 10 минут необходимы 10 матов-полуфабрикатов и далее в течение одной минуты из-за проведения процесса очистки ни одного мата-полуфабриката не может быть подано в формовочный пресс 20. В то же время устройство 38 может продолжать непрерывное производство, поскольку процесс изготовления листов препрега в такой конфигурации не может осуществляться с разбиением на такты. Согласно предлагаемому в изобретении способу, управляющее устройство 37 регулирует производство листа препрега 10 на 100 минут таким образом, что во время проведения 10 циклов прессования подается необходимое количество матов-полуфабрикатов 18, а в течение времени ожидания следующего возможного цикла прессования из сгустителя 25 не выходит ни одного листа препрега 10. Разумеется, это лишь упрощенное представление способа, поскольку управляющее устройство 37, в соответствии с необходимым временем выполнения работы передающего устройства 19 для заготовки и передачи мата-полуфабриката 18, должно, соответственно, работать с опережением. По этим причинам предлагается также вариант установки, согласно фиг. 4, поскольку особенно в этом случае оба узла изготовления листов препрега и сгуститель полностью отделимы друг от друга в плане управления и регулирования, а также не связаны между собой посредством проходящих через оба узла лент 2 или 3 и не должны быть сопряжены с помощью дополнительных исполнительных приспособлений 26, 26, необходимых для управления и регулирования.
В упрощенном представлении цикл регулирования всей установки в целом выглядит следующим образом: управляющим воздействием являются необходимые нужды в матах-полуфабрикатах 18 в единицу времени для одного или нескольких прессов 20, 20, 20,, причем возможно поступление одного или нескольких возмущающих воздействий, информирующих о предусмотренных событиях, таких как замена оборудования, очистка оборудования, интервалы технического обслуживания оборудования, формовочного пресса 20, передающего устройства 19, предпочтительно от нескольких формовочных прессов 20 с соответствующим разветвлением передающего устройства 19. При этом для компенсации возмущающих воздействий, предпочтительно для регулирования выходного количества препрега 10 длина транспортного участка X в сгустителе 25 и/или скорость процесса изготовления изменяется в соответствии с необходимыми нуждами. Кроме того, для регулирования выходного количества препрега 10, выходящего из сгустителя 25, регулируется количество тепловой энергии, подводимой нагревателем 24 на протяжении транспортного участка X. Вместо этого, разумеется, в сгустителе 25 могут быть также установлены дополнительные нагреватели, а именно на опорных столиках 25 и/или на направляющих роликах 30. Принципиальное рассмотрение управляющего устройства 37 представлено в описании к фиг. 7.
На фиг. 5 представлено детальное изображение другого возможного сгустителя 25, содержащего несколько секций ленточного конвейера 28, которые для регулировки транспортного участка могут перемещаться горизонтально при помощи исполнительного приспособления 29 и/или вертикально по отдельности или как единое целое при помощи исполнительного приспособления 33. Разумеется, исполнительное приспособление 29 может быть предназначено также или только для изменения длины секции ленточного конвейера 28. Для поддержки в сгустителе 25 может быть расположено передающее устройство 19 для листов препрега 10, выполненное в виде дополнительного ленточного конвейера на направляющем ролике или (не показано) на единственном направляющем ролике, способном перемещаться посредством исполнительного приспособления 27, предпочтительно в вертикальном направлении. Данный вариант осуществления изобретения является, например, также пригодным для того, чтобы после целенаправленного прекращения производства с использованием пленок поместить лист препрега 10 на различное количество секций ленточного конвейера 28, причем в данном случае только две секции ленточного конвейера 28 активно включены для передачи листа препрега 10 через область сгущения С. Вместо этого, разумеется, могут использоваться все секции ленточного конвейера 28, способные смещаться в горизонтальном направлении и имеющие, соответственно, собственную циркулирующую ленту или другие средства для транспортировки (многорядный роликовый конвейер, шаговый механизм, вибрационное устройство или подобные устройства). Сокращение транспортного отрезка X до кратчайшей длины осуществляется, соответственно, при лишь небольшом контакте секций ленточного конвейера 28 с листом препрега 10, при этом лист препрега 10 почти непосредственно выкладывается на последний ленточный конвейер. Удлинение транспортного отрезка X до наибольшей длины осуществляется, если транспортные секции с помощью исполнительного приспособления 29 раздвигаются так, что лист препрега 10 полностью ложится на поверхности секций ленточного конвейера 28 и таким образом перемещается. Для осуществления предельного положения, секции ленточного конвейера 28 могут быть, насколько возможно, раздвинуты в противоположных направлениях друг от друга, так что лист препрега 10 свободно висит до того момента, пока он не ляжет на соответствующую следующую секцию ленточного конвейера 28. Здесь также проявляется возможность осуществления небольшой, компактной конструкции всей установки в целом, особенно сгустителя 25 с регулируемым транспортным отрезком X.
На фиг. 6 представлен похожий принцип устройства для изготовления тонких листов препрега 10, причем в сгустителе 25 с большим числом перемещаемых направляющих роликов 30 в области сгущения С установлен изменяемый транспортный отрезок X. Сокращение транспортного отрезка X и, соответственно, области сгущения С до кратчайшей длины осуществляется, если направляющие ролики 30, отмеченные на данном чертеже как приводные валки 34 с не представленным приводным устройством, с помощью исполнительного приспособления 26 располагаются таким образом, что лист препрега 10 проходит по линии, как можно более близкой к линии от точки входа 32 до точки выхода 23. Такое расположение представлено в левой части чертежа, причем валки, отмеченные как приводные валки 34 при удлиненном в данный момент транспортном участке X, будут находиться в показанном штриховой линией положении направляющих валков 30. Предпочтительным является осуществление в области сгущения С, по меньшей мере, прохода со сжатием (валкой), так что направляющие ролики 30, или приводные валки 34, располагаются подобно валкам в валяльном и пропитывающем устройстве В и способствуют определенному натяжению пленок на листе препрега 10 и валке листа препрега 10.При необходимости на лист препрега может надвигаться только один приводной валок 34, так что посредством этого сдвига осуществляется удлинение транспортного участка X в области сгущения С.
Наконец, на фиг. 7 представлено существенно макроскопическое и схематическое изображение устройства управления 37 и регулирования с минимальным количеством необходимых соединений отдельных элементов установки для осуществления предлагаемого возможного способа функционирования установки подобного типа. При этом, по меньшей мере, одно устройство управления 37, обеспечивая автоматическое управление и/или автоматическое регулирование, связано, по меньшей мере, с одним из следующих элементов установки: формовочным прессом 20, передающим устройством 19, сгустителем 25 и устройством 38 для изготовления непрерывных листов препрега 10. В отношении абстрактных принципов автоматического управления и автоматического регулирования, стоит отметить, что устройства управления 37 предпочтительно содержат программируемую вычислительную машину общего назначения, которая посредством специальных интерфейсов через приспособленную технику автоматического управления и датчики связана с отдельными элементами установки для обратного контроля фактических параметров и сравнения с заданными параметрами и должна попеременно или одновременно выполнять задачи по автоматическому управлению и регулированию, в частности, в зависимости от того, с каким узлом установки связан управляющий или регулирующий канал. Для изображения управления желаемой регулируемой величиной, то есть транспортным участком X, устройство управления 37 связано со сгустителем 25 с помощью стрелки, что не исключает, что через сенсоры обратно поступает или запрашивается по мере необходимости информация о состоянии и соответствующих регулировках для точного регулирования транспортного участка X. На схематическом чертеже также представлена связь с устройством для изготовления листов препрега 10, включающего в себя смешивающее устройство 1 и валяльное и пропитывающее устройство 14, причем лист препрега 10 предпочтительно передается непосредственно в сгуститель 25 на регулируемый транспортный участок X, там созревает и затем переходит в передающее устройство 19 для подачи изготовленных матов-полуфабрикатов 18 в соответствующие формовочные прессы 20, 20, 20,.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ПОЗИЦИЙ
1 - смешивающее устройство
2 - нижняя лента
3 - верхняя лента
4 - нижняя ракля
5 - слой полимерной композиции
6 - волокна
7 - верхняя ракля
8 - слой полимерной композиции
9 - полимерная композиция
10 - лист препрега
11 - нижние валки
12 -
13 - верхние валки
14 - валяльное и пропитывающее устройство
15 - подающий валок пленки
16 - ножевая колодка
17 - режущий механизм
18 - мат-полуфабрикат
19 - передающее устройство
20 - формовочный пресс
21 - прессованное изделие
22 - направляющий ролик
23 - точка выхода
24 - нагреватель
25 - сгуститель
26 - исполнительное приспособление
27 - исполнительное приспособление
28 - секция ленточного конвейера
29 - исполнительное приспособление
30 - направляющие ролики
31 - пара приемных валков
32 - точка входа
33 - исполнительное приспособление
34 - приводные валки
35 - опорный столик
36 - намоточный валок пленки
37 - устройство управления
38 - устройство для изготовления листов препрега 10
А - участок подачи полимерной композиции
В - участок сжатия и пропитывания
С - участок сгущения
W - участок подвода тепла
X - транспортный участок (фиг. 7)
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий из пластмассы с усиливающими волокнами и устройство для его осуществления | 1986 |
|
SU1801091A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С АНТИСТАТИЧЕСКИМИ СВОЙСТВАМИ | 2018 |
|
RU2685120C1 |
| Композиционный материал для изготовления строительных изделий, изготовленное из композиционного материала строительное изделие и способ изготовления строительного изделия из композиционного материала | 2024 |
|
RU2841077C1 |
| ПОЛИЭФИРНОЕ СВЯЗУЮЩЕЕ И ИЗДЕЛИЕ НА ЕГО ОСНОВЕ | 2015 |
|
RU2608892C1 |
| ЭПОКСИВИНИЛЭФИРНОЕ СВЯЗУЮЩЕЕ, ПРЕПРЕГ И ИЗДЕЛИЕ ИЗ НЕГО | 2015 |
|
RU2615374C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННОЙ ПРЕФОРМЫ И ПРОФИЛИРОВАННОЙ ДЕТАЛИ ИЗ ВОЛОКНИСТЫХ КОМПОЗИТНЫХ ПЛАСТМАСС, ПУЛТРУЗИОННАЯ УСТАНОВКА, А ТАКЖЕ ПРЕССУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2009 |
|
RU2492051C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ УГЛЕРОДНОГО ВОЛОКНА И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ УКАЗАННЫМ СПОСОБОМ | 2013 |
|
RU2607583C2 |
| ЛЕНТОЧНАЯ СТРУКТУРА ДЛЯ ПРЕССА С УДЛИНЕННОЙ ЗОНОЙ ПРЕССОВАНИЯ, ИЗГОТОВЛЕННАЯ ИЗ ВОЛОКОН, ПРОПИТАННЫХ СМОЛОЙ | 2004 |
|
RU2352703C2 |
| КОНСТРУИРОВАНИЕ ПОВЕРХНОСТИ ТЕРМОПЛАСТИЧЕСКИХ МАТЕРИАЛОВ И ОБОРУДОВАНИЯ | 2013 |
|
RU2622306C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВОГО ФОРМОВОЧНОГО МАТЕРИАЛА НА ОСНОВЕ ТЕРМОРЕАКТИВНЫХ СВЯЗУЮЩИХ И ПОЛЫХ СТЕКЛЯННЫХ МИКРОСФЕР | 2002 |
|
RU2223178C1 |
Изобретение относится к установке для непрерывного изготовления армированных волокнами листов препрега, способу эксплуатации установки и к применению установки. Установка включает устройство для изготовления листов, состоящее из смешивающего устройства, валяльного и пропитывающего устройства. Установка содержит сгуститель, режущий механизм и передающее устройство. В сгустителе между точкой входа листа препрега в сгуститель и точкой выхода листа препрега из сгустителя расположен транспортный участок. Для изменения транспортного участка между точкой входа и точкой выхода по существу внутри сгустителя расположено по меньшей мере одно исполнительное приспособление. Среди элементов транспортного участка имеются по меньшей мере два направляющих ролика. По меньшей мере один направляющий ролик посредством исполнительного приспособления может быть установлен на изменяемом в некотором диапазоне расстоянии от второго направляющего ролика. Среди элементов транспортного участка имеется по меньшей мере одна непрерывно циркулирующая лента. Для изменения транспортного участка предусмотрено по меньшей мере одно исполнительное приспособление с ответным исполнительным приспособлением. По меньшей мере среди элементов транспортного участка имеется по меньшей мере одна секция ленточного конвейера, выполненная с возможностью изменения ее длины посредством исполнительного приспособления и/или изменения ее положения посредством исполнительного приспособления. По меньшей мере среди элементов транспортного участка имеется по меньшей мере один опорный столик, длина и положение которого изменяются посредством исполнительного приспособления. Изобретение обеспечивает повышение производительности установки. 3 н. и 12 з.п. ф-лы, 7 ил.
1. Установка для непрерывного изготовления армированных волокнами листов препрега (10) в ходе изготовления армированных волокнами прессованных изделий (SMC) посредством прессования выдавливанием в формовочном прессе (20), причем в следующем порядке имеются: устройство (38) для изготовления листов препрега (10), состоящее из смешивающего устройства (1) для соединения по меньшей мере одной полимерной композиции (9) с волокнами (6) и валяльного и пропитывающего устройства (14) для перемешивания волокон (6) с полимерной композицией (9) с образованием листа препрега (10), сгуститель (25) для созревания листа препрега (10), режущий механизм (17) для нарезки листа препрега (10) на маты-полуфабрикаты (18) и передающее устройство (19) для последующей передачи по меньшей мере одного мата-полуфабриката (18) в формовочный пресс (20), причем в сгустителе (25) между точкой входа (32) листа препрега (10) в сгуститель (25) и точкой выхода (23) листа препрега (10) из сгустителя (25) расположен транспортный участок (X), причем для изменения транспортного участка (X) между точкой входа (32) и точкой выхода (23) по существу внутри сгустителя (25) расположено по меньшей мере одно исполнительное приспособление (26, 27, 29, 33), и причем
по меньшей мере среди элементов транспортного участка (X) имеются по меньшей мере два направляющих ролика (30) и по меньшей мере один направляющий ролик (30) посредством исполнительного приспособления (26) может быть установлен на изменяемом в некотором диапазоне расстоянии от второго направляющего ролика (30), отличающаяся тем, что,
по меньшей мере, среди элементов транспортного участка (X) имеется по меньшей мере одна непрерывно циркулирующая лента (2 и/или 3), и для изменения транспортного участка (X) предусмотрено по меньшей мере одно исполнительное приспособление (26) с ответным исполнительным приспособлением (26'); и/или
по меньшей мере среди элементов транспортного участка (X) имеется по меньшей мере одна секция ленточного конвейера (28), которая выполнена с возможностью изменения ее длины посредством исполнительного приспособления (29) и/или изменения ее положения посредством исполнительного приспособления (33); и/или
по меньшей мере, среди элементов транспортного участка (X) имеется по меньшей мере один опорный столик (35), длина и положение которого изменяются посредством исполнительного приспособления.
2. Установка по п.1, отличающаяся тем, что предусмотрены подающие средства для обеспечения подачи полимерной композиции (9) для нанесения равномерным слоем с ракли на пленку или ленточный конвейер.
3. Установка по п.1, отличающаяся тем, что предусмотрена пленка и/или непрерывные ленты (2, 3), которые проводят лист препрега (10) с помощью направляющих роликов (22, 30) через установку.
4. Установка по п.1, отличающаяся тем, что образованный лист препрега (10), постоянно находясь на пленках и/или лентах (2, 3), направляется через сгуститель (25).
5. Установка по п.1, отличающаяся тем, что расположено по меньшей мере одно дополнительное исполнительное приспособление (26', 26'') вне сгустителя (25) для дальнейшего удержания лент (2, 3) в установке в натянутом состоянии.
6. Установка по п.1, отличающаяся тем, что между валяльным и пропитывающим устройством (14) и точкой выхода (23) расположен по меньшей мере один нагреватель (24), предпочтительно СВЧ-устройство, и в частности нагреватель (24) расположен предпочтительно в производственной линии перед точкой входа (23) и/или в сгустителе (25).
7. Установка по п.1, отличающаяся тем, что опорный столик (35) посредством подходящих приспособлений выполнен телескопическим и/или по принципу клапана и/или подвижным и предпочтительно имеет малые потери на трение со стороны пленок и, соответственно, листа преперга.
8. Установка по п.1, отличающаяся тем, что предусмотрена пара приемных валков (31), держащая в напряжении лист препрега (10) в сгустителе (25) и в то же время поддерживающая намоточные валки пленки (36).
9. Установка по п.1, отличающаяся тем, что размещаются обогреваемые опорные столики 35 и/или обогреваемые направляющие ролики (30).
10. Установка по п.1, отличающаяся тем, что направляющие ролики (30) выполнены приводными и/или в виде приводных валков (34).
11. Установка по п.1, отличающаяся тем, что предусмотрено исполнительное приспособление (27), посредством которого передающее устройство для листов препрега (10) может перемещаться в сгуститель (25).
12. Способ эксплуатации установки по одному из пп.1-11 для непрерывного изготовления армированных волокнами листов препрега (10) в ходе изготовления армированных волокнами прессованных изделий (SMC) посредством прессования выдавливанием в формовочном прессе (20), при котором в устройстве (38) для изготовления листов препрега (10) по меньшей мере одна полимерная композиция (9) и волокна (6) соединяются вместе на участке (А) смешивания и затем на участке (В) валяния и пропитывания образуют лист препрега (10), затем лист препрега (10) через транспортный участок (X) подается в сгуститель (25) и при этом по существу созревает, и после выхода с участка сгущения непрерывный лист препрега (10) посредством режущего механизма (17) нарезается на маты-полуфабрикаты (18), и по меньшей мере один мат-полуфабрикат (18) посредством передающего устройства (19) передается по меньшей мере в один формовочный пресс (20) и в формовочном прессе (20) формуется в прессованное изделие (21), отличающийся тем, что выходное количество препрега (10) регулируется в соответствии с необходимым потреблением формовочных прессов (20, 20', 20'', …) посредством по меньшей мере одного устройства (37) управления, которое для обеспечения автоматического управления и/или автоматического регулирования взаимодействует по меньшей мере с одним формовочным прессом (20), по меньшей мере одним передающим устройством (19), сгустителем (25) и устройством (38) для изготовления непрерывных листов препрега (10).
13. Способ по п.12, отличающийся тем, что для регулирования выходного количества препрега (10) длину транспортного участка (X) в сгустителе и/или скорость процесса изготовления изменяют в соответствии с необходимым потреблением.
14. Способ по п.12 или 13, отличающийся тем, что для регулирования количества препрега (10), выходящего из сгустителя (25), количество тепловой энергии, подводимой нагревателем (24), согласуют с длиной транспортного участка (X).
15. Применение установки по одному из пп.1-11 и/или способа по одному из пп.12-14 для нескольких формовочных прессов (20, 20', 20'', …) или для различных устройств или высокоактивных полимерных композиций.
| WO9006226 A1, 14.06.1990 | |||
| СИСТЕМА УПРАВЛЕНИЯ ВООРУЖЕНИЕМ ЛЕТАТЕЛЬНОГО АППАРАТА | 1999 |
|
RU2150070C1 |
| Применения способа пористого хромирования для повышения износоустойчивости опор долот для бурения скважин | 1949 |
|
SU83244A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПРОПИТАННЫХ СМОЛОЙ ПОЛОТЕН МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2090367C1 |

