Изобретение относится к обработк металлов давлением, в частности, к способам термической правки изделий и может быть использовано при изготовлении тонкостенньк труб с высокой точностью. Известна оправка из материала с коэффициентом термического расширения большим, чем у материала заготовки . Оправка в процессе нагрева диаметрально расширяется на большую величину, чем изделие, и тем Сс1мым раздает ее fl3 Недостатком такой оправки являет ся невозможность правки изделий в; осевом направлении. Наиболее близким по технической сущности к изобретению является уст ройство для термической правки изделий, содержащее оправку с фиксато рами , причем коэффициент термического расширения материалов оправки и фиксаторов соответственно больше и меньше коэффициента термического расширения материала заготовки . Фиксация концов изделия осуществляется с помощью колец/ изготовлен них из материала с низким коэффицие том термического расширения. При нагреве изделия его концы, в резу ль тате увеличения диаметра, зажимаются внутри колец. Благодаря разности в коэффициентах термического рас ширения материалов оправки и колец концы изделия при повышении темпера туры жестко фиксируются по концам оправки и при ее дальнейшем темие:ратурном удлинении происходит правк оси заготовки (йе бочковитость или корсетность) f2j . Недостатком известного устройств является возможность -работы только в ограниченном диапазоне температур (в области упругих деформаций оправ ки и колец), так как при дальнейшем нагреве изделия, концы которого зафиксированы между оправкой и внут. ренним диаметром колец,.может произойти разрушение колец, а ограниченный температурный диапазон умень шает величину температурной деформа ции, а следовательно, и диапазон правки. Целью изобретения является повышение качества правки. Поставленная цель достигается тем, что в устройстве:/ содержащем .оправку с фиксаторами, при этом коэффициент термического расширения материалов оправки, и фиксаторов соответственно больше или меньше коэф фициента термического расширения материала заготовки, оправка: выполн йа секционной, при этом каждая секция в зоне фиксатора имеет выступ, а на фиксаторе вьшолненасоответствукщая ему проточка. На чертеже представлено устройство, поперечный разрез. Устройство для термической правки состоит из секционной оправки, одна секция которой выполнена в виде полого, цилиндрического элемента; 1 с выступом на нижней части его, а другая секция - в виде втулки 2 с выступом . в нижней части своей (нижняя часть втулки 2 с гарантированным зазорсж вставляется в элииент 1), кольцевых фиксаторов 3 и 4, стакана 5, на который опирается кольцевой фиксатор 4, планки б, фиксирующей расположение кольцевых фиксаторов относительно выступа, днита 7, тяги 8, винтов 9. Устройство работает cлeдiчaцим образом. Изделие 10 устанавливается на оправку. В нижней и верхней частях оправки устанавливают кольца так, чтобы выступы оправки соответствовали проточке кольцевых фиксаторов 3 и 4, Для этого в нижней части сшравки фиксатор 3 устанавливают на днище 7, а в верхней части оправки фиксацию положения колЬца относительно выступа втулки 2 осуществляют за счет стакана 5, соединенного с торцом втулки 2с помощью планки 6. Для центрирования втулки 2 относи- i только цилиндрического элемента 1 ; разъем между втулкой и цилиндрическим элементом выполнен под кольцом 4. В процессе йагрева оправка увеличивает свои размеры в диаметральном ; иОсевом направлении. При этс за ; c4eT большего диаметрального размвйа, .выступа относительно размера оправкй. и проточки ко.пьцевого фиксатора происхо ит деформация изделия с образовайием выступа на изделши.И хотя между цилиндрической частью кольцевого фиксатора и изделием будет зазор,. В то .же время изделие будет зафиксировано на оправке. По мере повшления температуры глубина выступа возрастает, однако, это не препятствует раздаче озравки, так как оправка не деформирует кольцо, до тех пор, пока выступ не будет полностью сформирован и зазор между цилиндрической частью кольца и изделием не будет пoл ocтью выбран. Б процессе охлаждения оправка уменьшает свои размеры в осевом направлении в большей степени, чем изделз1е, и можвт деформировать свой верхний выступ, .но благодаря разъему, выполненному в.верхней части оправки, этого не произойдет. При охлаждении опраВкй втулк.а отдештся от цилиндрического Элемента 1 и будет висеть на выступе трубы до тех Пор, пока диаметр втулки в зоне
J J018984
.- ---:
. выступа HiB станет меньшим, чем диа-ки с выотупами и ««ксаторов с прото 1
метр трубы. камш. позволит повысить каИснрльэоэание в устрбйстве длячество высокотемпературнсЛ прав термическЬй правки се1щионнрй оправ-ки.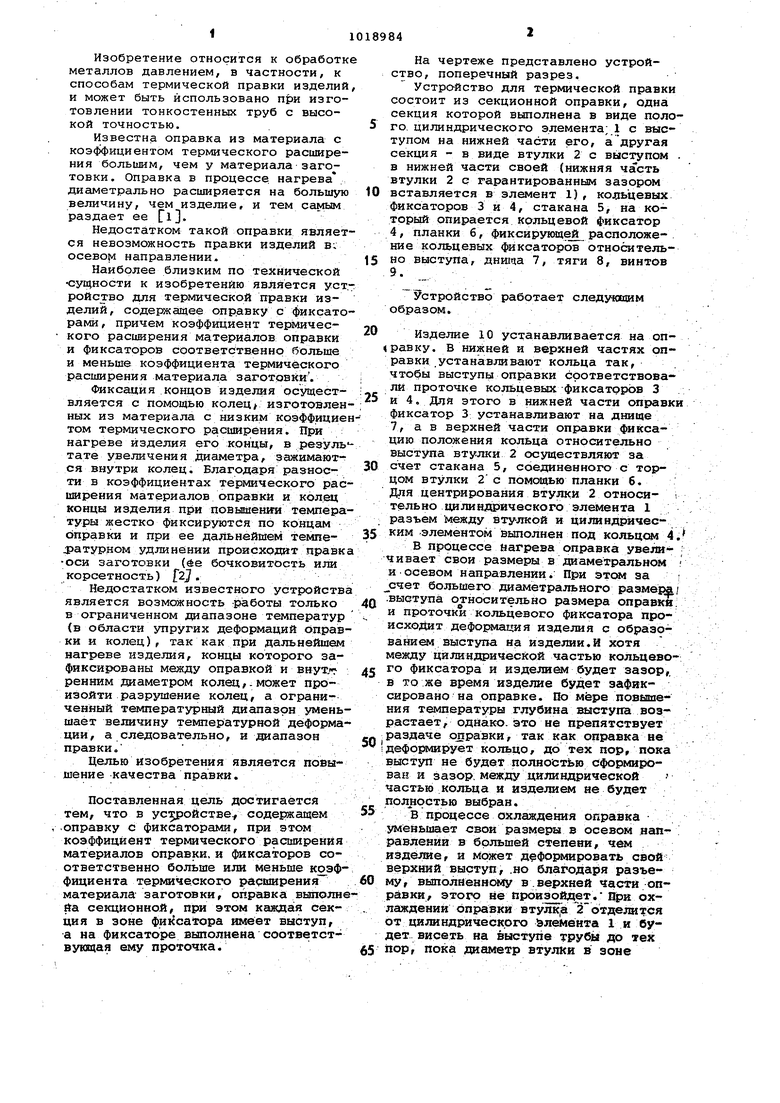
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ТЕРМООБРАБОТКИ ТОНКОСТЕННЫХ ИЗДЕЛИЙ | 2004 |
|
RU2261280C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ПРАВКИ ИЗДЕЛИЙ | 2003 |
|
RU2249630C2 |
| Способ термической правки трубчатой заготовки | 1980 |
|
SU945203A1 |
| Штамп для радиальной калибровки изделий с периодическим профилем | 1990 |
|
SU1761369A1 |
| Расточная оправка | 1986 |
|
SU1414514A1 |
| Инжекционно-выдувная машина для формования из термопластичных материалов полых изделий | 1977 |
|
SU1194262A3 |
| Штамп для деформирования кольцевых заготовок | 1985 |
|
SU1310078A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОПРАВКИ ОДНОГОФРОВЫХ СИЛЬФОНОВ | 2004 |
|
RU2277131C9 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Секционный подающий валец | 1990 |
|
SU1759622A1 |
УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ . ПРАВКИ ИЗДЕЛИЙ, преимущественно высокотемпературной, содержащее оправку, с фиксаторами, при этом коэффициент термического расширения материалов оправки и фиксаторов соответственно больше и меньше коэффициента термического расширения материала заготовки, отличающееся тем, что, с целью повышения качества правки, оправка вьтолнена секционной, при этом каждая секция в зоне фиксатора имеет выступ, а на фиксаторе выполнена соответствукяцая ему проточка. эб со эо 4iiii
| СПОСОБ ИСПРАВЛЕНИЯ КОНТУРА ОБЕЧАЕК | 0 |
|
SU205866A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Оконечный переключатель | 1930 |
|
SU29577A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
