Изобретение относится к способам изготовления сильфонов и может быть использовано при изготовлении высокопрочных сильфонов преимущественно для эксплуатации при высоких давлениях и температурах в различных областях техники.
Из технической литературы известен способ гидравлического формообразования радиально гофрированных оболочек типа сильфонов в разъемной секционной матрице (см. Исаченков Е.И. Штамповка резиной и жидкостью, М. Машиностроение, 1967, с. 288-290, рис. 177). «Сущность метода состоит в формообразовании сильфона из бесшовной трубы давлением жидкости изнутри с одновременным осевым сокращением оформляемой цилиндрической оболочки». Матрица выполняется из серии разъемных колец, количество которых равно числу волн гофра. «Перед формообразованием кольца матрицы посредством распорных клиньев устанавливаются на определенном, равном относительно друг друга расстоянии, исходя из необходимости образования в каждом промежутке одной волны гофра. Осевое сокращение сильфона производится после того, как дано начальное давление жидкости изнутри, намечающее направление требуемого развития пластической потери устойчивости. Величина начального давления выбирается в зависимости от диаметра оболочки и геометрии гофра, механических свойств материала и толщины заготовки».
Главным недостатком описанного способа является то, что при реализации способа «…утонение стенки достигает 30-50%». Это значительно уменьшает прочность сильфонов, работающих при высоких давлениях жидкости в полости, а также снижает точность сильфонных датчиков из-за отклонений характеристики жесткости сильфона от линейной зависимости. В указанном источнике отмечены и другие существенные недостатки, присущие этому способу.
Из технической литературы также известен способ формообразования радиально гофрированных оболочек типа сильфонов эластичным или эластично-жидкостным пуансоном (см. Исаченков Е.И. Штамповка резиной и жидкостью, М. Машиностроение, 1967, с. 291-294; 300; 302;303). Сущность способа заключается в последовательном (один гофр за другим) формовании в жесткой разъемной матрице давлением, прикладываемым изнутри со стороны эластичного или жидкостного пуансона. Давление со стороны пуансона может быть создано различными методами: при помощи поршня или подачей жидкости внутрь толстостенной резиновой оболочки. При последовательном формообразовании получение гофра происходит за счет свободной части заготовки в результате осевого перемещения трубы в полость канавки гофра на матрице и тангенциального растяжения локального кольца трубы. «При этом наблюдается наименьшее утонение стенки трубчатой заготовки, из которой оформляется оболочка заданной геометрии». «По мере того, как один гофр отформован, формующий пуансон или заготовка перемещается на один шаг и цикл формообразования повторяется». Способ характеризуется степенью утонения стенки гофра, не превышающей 15,5%.
Основными недостатками указанного способа является утонение стенки гофра, и большая трудоемкость за счет последовательного формообразования гофров.
Из патентной литературы известен способ изготовления одногофрового сильфона, включающий изготовление тонкостенной трубной заготовки последовательным чередованием нескольких операций ротационного выдавливания и проведения термообработки для снятия внутренних напряжений, последующую установку трубной заготовки в устройство для формирования гофра и формирование из трубной заготовки одногофрового сильфона, в котором тонкостенную трубную заготовку изготавливают с внутренним диаметром, близким внутреннему диаметру цилиндрической части сильфона, а формирование гофра сильфона производят на оправке с кольцевой канавкой, служащей для формирования и размещения гофра, путем создания наружного давления в зоне гофра при предварительно прижатых концах трубной заготовки к оправке с возможностью их скольжения между оправкой и прижимом (RU №2341348, B21D 15/06). Указанный способ можно считать наиболее близким аналогом предлагаемого способа.
Недостаток его заключается в то, что при изготовлении сильфона таким способом в металле сильфона преобладают растягивающие напряжения, особенно в его цилиндрической части, что приводит к локальному уменьшению стенок вплоть до разрывов с последующей выбраковкой таких сильфонов.
Задача, решаемая предлагаемым способом, заключается в достижении высокого качества получаемого сильфона, за счет управления толщиной его стенки, в частности, обеспечения высокой ее равномерности.
Указанная задача решается тем, что в способе изготовления сильфона, заключающемся в изготовлении тонкостенной трубной заготовки, установке заготовки в оснастку для выполнения формообразующей операции, тонкостенную трубную заготовку профилируют в продольном направлении с образованием на ее диаметре в зонах максимальной деформации во время формообразования гофр утолщений, чередующихся с утонениями в зонах минимальной деформации заготовки, при этом толщиной стенки готовой детали в процессе формообразования управляют размещением в зонах минимальной деформации заготовки элементов оснастки, ограничивающих перемещение ее отдельных участков.
Кроме того, для решения поставленной задачи, тонкостенную трубную заготовку сильфона изготавливают с постоянным внутренним диаметром, утолщения располагают с внешней стороны заготовки, элементы оснастки размещают с внешней стороны в зонах минимальной деформации заготовки, а формообразование ведут в радиальном направлении, за счет усилия, действующего со стороны внутреннего диаметра трубной заготовки.
Также, тонкостенную трубную заготовку сильфона можно выполнить с внешним диаметром постоянной толщины и внутренним диаметром - переменной толщины, а формообразование вести в радиальном направлении, за счет усилия, действующего со стороны внешнего диаметра заготовки.
Профилирование тонкостенной трубной заготовки в продольном направлении предпочтительно осуществлять ротационной вытяжкой.
Технический результат, получаемый при осуществлении предлагаемого изобретения, заключается в изготовлении тонкостенного сильфона с наименьшим утонением и неравномерностью толщины стенки гофров.
Описание предлагаемого способа изготовления сильфона поясняется графическими материалами:
На фиг. 1 представлена схема реализации способа изготовления сильфона, фиг. 2 и 3 - варианты реализации способа изготовления сильфона, фиг. 4 - вариант изготовления заготовки, предназначенной для реализации способа, фиг. 5 - продольный разрез заготовки и изготовленного сильфона, фиг. 6 - продольный разрез одногофрового сильфона и заготовки для его изготовления.
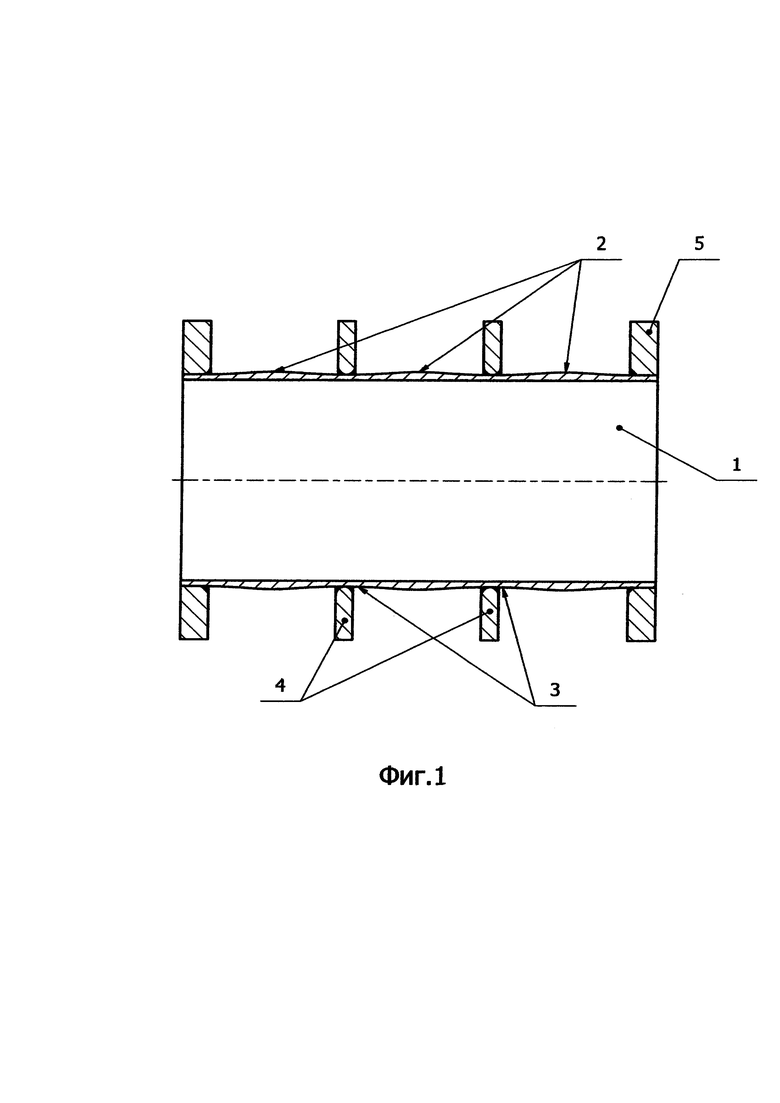
Предлагаемый способ изготовления сильфона заключается в профилировании тонкостенной трубной заготовки 1 в продольном направлении с образованием, на ее диаметре в зонах максимальной деформации во время формообразования гофр, утолщений 2, чередующихся с зонами 3 минимальной деформации заготовки 1, установке заготовки 1, для выполнения формообразующей операции, в оснастку 5. При этом, толщиной стенки готовой детали 6, в процессе формообразования, управляют размещением в зонах минимальной деформации 3 заготовки 1 элементов оснастки 4, ограничивающих перемещение ее отдельных участков.
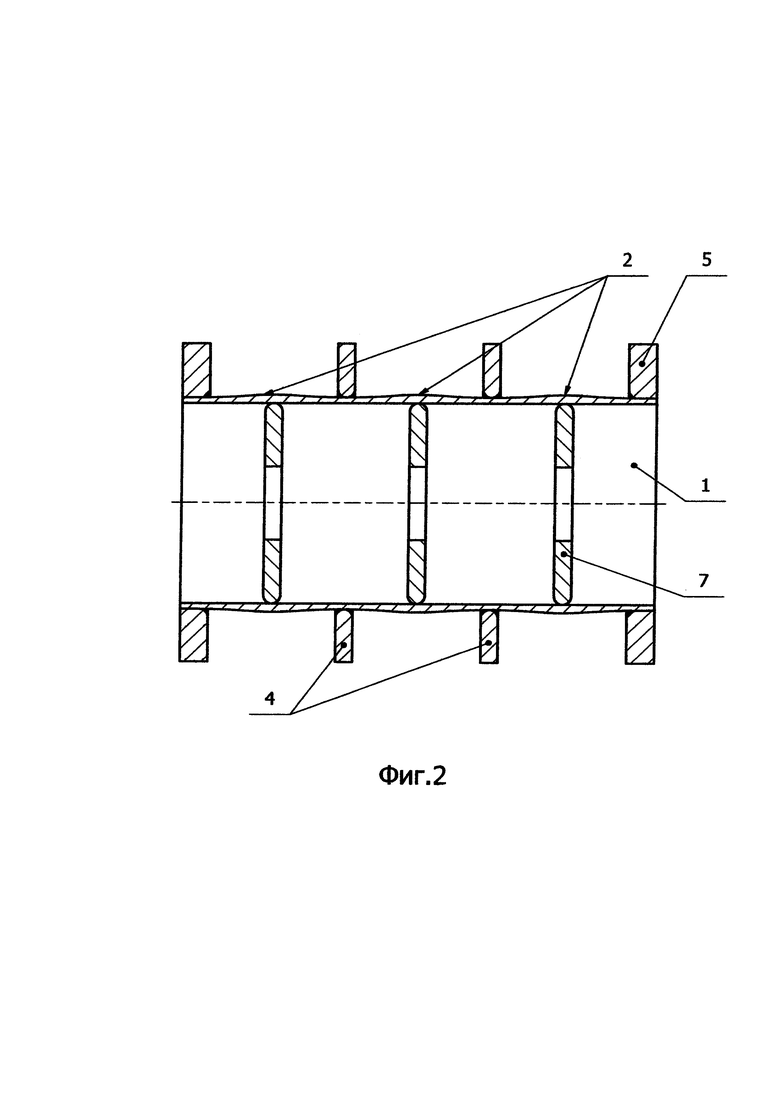
Тонкостенная трубная заготовка 1 сильфона может быть выполнена с постоянным внутренним диаметром и утолщениями 2, расположенными с внешней стороны заготовки 1. В этом случае элементы оснастки 4 размещают с внешней стороны в зонах 3 минимальной деформации заготовки 1, а формообразование ведут в радиальном направлении, за счет усилия, действующего со стороны внутреннего диаметра трубной заготовки 1, например, роликами 7.
Также, тонкостенную трубную заготовку 1 сильфона можно выполнить с внешним диаметром постоянной толщины и внутренним диаметром - переменной толщины, а формообразование вести в радиальном направлении, за счет усилия, действующего со стороны внешнего диаметра заготовки.
В предпочтительном варианте профилирование тонкостенной трубной заготовки 1 в продольном направлении осуществляют ротационной вытяжкой. Существующие специализированные высокоточные трехроликовые станки ротационной вытяжки с числовым программным управлением позволяют изготовить требуемую заготовку с требуемым распределением толщины стенки как с утолщениями, расположенными с наружной стороны заготовки, так и с утолщениями, расположенными на внутренней стороне заготовки. Профилированную заготовку можно изготовить и точением на токарных станках.
На схеме реализации способа изготовления сильфона, представленной на фиг. 1, профилированную по толщине стенки в продольном направлении трубную заготовку 1, имеющую утолщения 2, устанавливают в оснастку для выполнения формообразующей операции. В рассматриваемом случае, оснастка выполнена в виде колец 5, ограничивающих перемещение концевых участков заготовки в радиальном направлении. С внешней стороны заготовки 1 в зонах 3 минимальной деформации размещают элементы оснастки, ограничивающие перемещение ее отдельных участков в радиальном направлении в процессе формообразования гофров, в виде разрезных полуколец 4. Разрезные полукольца предназначены для формообразования впадин сильфона с последующим свободным удалением из межгофрового пространства. Заготовку с оснасткой помещают в установку для формообразования и осуществляют формообразование гофров за счет усилия, действующего со стороны внутреннего диаметра трубной заготовки 1 известными методами, например, подачей жидкости высокого давления, непоказанной на фиг. 1. При этом полукольца 4 исключают тангенциальные пластические деформации заготовки и одновременно обеспечивают создание изгибных пластических деформаций на участках заготовки, контактирующих с внутренним диаметром полуколец. На участках, не ограниченных полукольцами 4, происходят интенсивные растягивающие пластические деформации в продольном и тангенциальном направлении с одновременным изгибом в вершинах гофров, которые приводят к утонению заготовки в этих зонах. Определяя расчетно-экспериментальным методом величину и распределение толщины заготовки в продольном направлении, можно получить гофры с требуемым распределением толщины, например, изготовить гофры без утонения в вершинах. Это важно, как для сильфонов, используемых в качестве датчиков, так и для сильфонов, эксплуатируемых при высоких давлениях и температурах. Таким образом, при реализации предложенного способа появляется возможность управлять толщиной стенки изготавливаемого сильфона.
В варианте реализации способа изготовления сильфона, изображенном на фиг. 2, деформирование гофров осуществляют роликами 7, расположенными в полости заготовки 1 и синхронно перемещающимися в радиальном и продольном направлении.
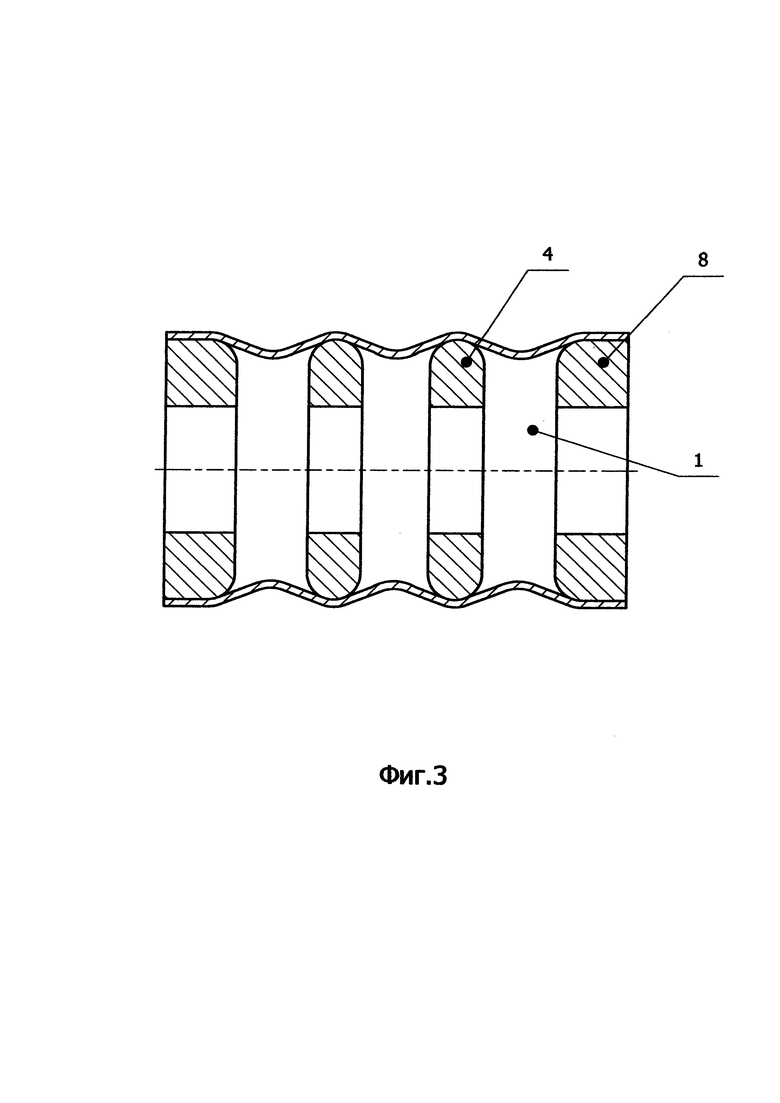
В варианте реализации способа изготовления сильфона, изображенном на фиг. 3, отличительной особенностью является формообразование гофров в радиальном направлении, за счет усилия, действующего со стороны внешнего диаметра заготовки. Это можно осуществить различными известными способами, например, давлением, создаваемым роликами, эластичной средой или импульсным магнитным полем.
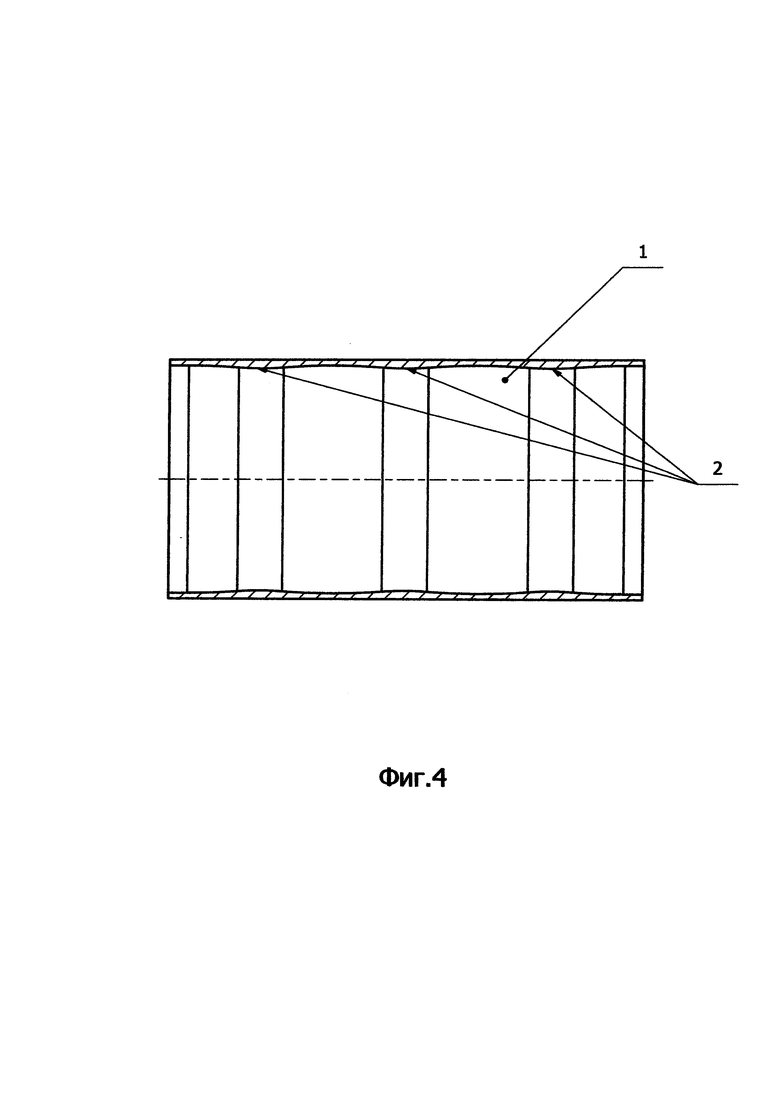
В варианте реализации способа изготовления сильфона, изображенном на фиг. 4, представлена трубная заготовка 1, у которой утолщения 2 выполнены на внутренней поверхности. Такой вариант реализации способа может быть целесообразен с точки зрения упрощения проектирования технологической оснастки для формообразования сильфонов или конструктивных особенностей гофров.
На фиг. 5 представлена заготовка 1 с утолщениями на внешней поверхности и готовый сильфон 6 после формообразования гофров предлагаемым способом.
На фиг. 6 представлена заготовка 1 с утолщением на внешней поверхности и готовый одногофровый сильфон 9 после формообразования гофра предлагаемым способом.
Таким образом, реализация предложенного способа изготовления сильфонов позволяет обеспечить требуемое управление толщиной стенки изготовленной детали, а тем самым, повысить ее качество.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сильфона | 2023 |
|
RU2831076C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОГОФРОВОГО СИЛЬФОНА | 2007 |
|
RU2341348C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИЛЬФОНА | 2004 |
|
RU2281179C2 |
| Сильфон и способ его изготовления | 1990 |
|
SU1742558A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОГОФРОВОГО СИЛЬФОНА | 1999 |
|
RU2192325C2 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ОБОЛОЧЕК С УТОЛЩЕНИЯМИ | 2010 |
|
RU2449848C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КОРПУСОВ ПЕРЕМЕННОГО СЕЧЕНИЯ | 2011 |
|
RU2461436C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ТРУБ | 2003 |
|
RU2240190C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИЛЬФОНА | 2006 |
|
RU2316404C1 |
| ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ СИЛЬФОНОВ | 2007 |
|
RU2354481C1 |


Изобретение относится к способам изготовления сильфонов и может быть использовано при изготовлении высокопрочных сильфонов преимущественно для эксплуатации при высоких давлениях и температурах в различных областях техники. Способ изготовления сильфона заключается в изготовлении тонкостенной трубной заготовки, установке заготовки в оснастку для выполнения формообразующей операции. При этом тонкостенную трубную заготовку профилируют в продольном направлении с образованием на ее диаметре в зонах максимальной деформации во время формообразования гофр утолщений, чередующихся с утонениями в зонах минимальной деформации заготовки, при этом толщиной стенки готовой детали в процессе формообразования управляют размещением в зонах минимальной деформации заготовки элементов оснастки, ограничивающих перемещение ее отдельных участков. Технический результат заключается в изготовлении тонкостенного сильфона с наименьшим утонением и неравномерностью толщины стенки гофров. 3 з.п. ф-лы, 6 ил.
1. Способ изготовления сильфона, заключающийся в изготовлении тонкостенной трубной заготовки, установке заготовки в оснастку для выполнения формообразующей операции, отличающийся тем, что тонкостенную трубную заготовку профилируют в продольном направлении с образованием на ее диаметре в зонах максимальной деформации во время формообразования гофр утолщений, чередующихся с утонениями в зонах минимальной деформации заготовки, при этом толщиной стенки готовой детали в процессе формообразования управляют размещением в зонах минимальной деформации заготовки элементов оснастки, ограничивающих перемещение ее отдельных участков.
2. Способ по п. 1, отличающийся тем, что тонкостенную трубную заготовку сильфона изготавливают с постоянным внутренним диаметром, утолщения располагают с внешней стороны заготовки, элементы оснастки размещают с внешней стороны в зонах минимальной деформации заготовки, а формообразование ведут в радиальном направлении, за счет усилия, действующего со стороны внутреннего диаметра трубной заготовки.
3. Способ по п. 1, отличающийся тем, что тонкостенную трубную заготовку сильфона изготавливают с внешним диаметром постоянной толщины и внутренним диаметром переменной толщины, а формообразование ведут в радиальном направлении, за счет усилия, действующего со стороны внешнего диаметра заготовки.
4. Способ по п. 1, отличающийся тем, что профилирование тонкостенной трубной заготовки в продольном направлении осуществляют ротационной вытяжкой.
| Способ изготовления сильфонов из трубчатых заготовок | 1989 |
|
SU1708472A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОГОФРОВОГО СИЛЬФОНА | 2007 |
|
RU2341348C2 |
| ;JPS 51117159 A, 15.05.1976 | |||
| JP 2003202077 A, 18.07.2003 | |||
| 0 |
|
SU153271A1 | |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ТРУБ | 2003 |
|
RU2240190C1 |

