Область изобретения
Изобретение относится к колпачкам для укупоривания сосудов или бутылок или для повторного укупоривания сосудов или бутылок, закрытых предварительно пробкой, крышкой или другим укупорочным средством.
В частности, изобретение относится к колпачкам с термоусаживаемой юбкой, то есть колпачкам, формуемым из термопластичного материала, которые при укупорке усаживаются на горлышке в результате подвода тепловой энергии, в отличие от металлической крышки для повторного укупоривания, юбка которой при укупоривании помещается на стеклянном буртике горлышка и деформируется обкаткой.
Конкретно изобретение относится к новому способу изготовления колпачков с термоусаживаемой юбкой, колпачков для вторичной укупорки и/или крышек для укупорки с термоусаживаемой юбкой.
Предшествующий уровень техники
Термоусаживаемые колпачки (сокращенно ТУ-колпачки) известны уже довольно давно. Так, в патенте Франции № 805771 описывается изготовление колпачка на основе ПВХ, который формуется экструзией трубки на основе ПВХ, затем после возможного вытягивания трубка расширяется на выходе из экструдера, охлаждается и разрезается на цилиндрические трубки отмеренной длины, в результате чего получается своего рода колпачок, но без головки.
Патент Англии № 1015713 также описывает способ изготовления ТУ-колпачков, при котором трубку из материала на основе ПВХ или ПС, термоусаживаемую за счет расширения, сплющивают и сваривают поперек с одного конца термосваркой, так что закупоривают ее, и затем обрезают, образуя сплюснутый колпачок, который после разжима представляет собой колпачок с приваренной головкой, который может помещаться с термоусаживанием на горлышке бутылки.
Патент Франции № 2115137 также описывает способ изготовления ТУ-колпачков, при котором из листа термоусаживаемого пластика вырезают пластинку и из нее образуют свернутый трубочкой ТУ-колпачок путем сварки боковых кромок по существу осевым швом внахлест. Головка колпачка может прикрепляться таким же образом. Этот колпачок может комбинироваться с бутылочной пробкой.
В патенте Франции № 2219080 также описывается ТУ-колпачок, формуемый из отрезка трубки из ПВХ или ПС, закрытый конец которой, предназначенный для формования головки колпачка, получается за счет усадки и сжатия по длине части указанного отрезка трубы.
Патент США № 5118460 описывает способ изготовления ТУ-колпачков формованием. В свою очередь, патент Франции № 2 708 513 описывает способ изготовления ТУ-колпачков, в которой вначале формуется литьевая заготовка, которая затем расширяется.
Цель изобретения
Известные колпачки с термоусаживаемой юбкой, или сокращенно ТУ-колпачки, в первую очередь колпачки для повторной укупорки, имеют ряд недостатков, относящихся к неудовлетворительной эстетике и/или слишком высоким издержкам производства;
- с одной стороны, современные требования к эстетическому виду колпачков не могут позволить, чтобы колпачок был без головки или с недостаточно плоской головкой.
то же самое относится и к юбке колпачка, колпачки для повторной укупорки с юбкой из свернутой пластинки имеют непрезентабельный вид, учитывая недостаточную эстетичность бокового сварного шва на юбке.
- с другой стороны, издержки производства ТУ-колпачков, конечно, самые малые для колпачков, изготовленных из полосового материала, в котором вырубаются пластинки. И менее всего экономичны, помимо традиционных металлических колпачков, формованные колпачки.
Поэтому, техническая задача изобретения заключается в создании способа для изготовления колпачка, под которым следует понимать колпачки для укупорки, колпачки для повторной укупорки и колпачки для повторной укупорки шипучих вин, удовлетворяющего одновременно следующим характеристикам и свойствам:
- свойства эстетического характера: несварная юбка и плоская головка, позволяющие составить конкуренцию колпачкам "повышенного спроса" в торговле, обычно металлическим колпачкам,
- свойства экономического характера: издержки производства, в сущности, близкие к издержкам производства колпачков для повторной укупорки с термоусаживаемой юбкой из сварной пластинки.
Кроме того, изобретение ставит своей целью предложить способ, отличающийся большой гибкостью в обеспечении широкой гаммы колпачков, с учетом растущей персонализации запросов клиентов.
Описание изобретения
В способе изготовления колпачков с термоусаживаемой юбкой согласно изобретению
а) формуют экструзией трубку, экструдируемую из термопластичного материала, выбираемого обычно из полиолефинов, и на выходе из экструдера имеющую диаметр Д1,
b) затем указанную экструдированную трубку диаметра Д1 подвергают обработке облучением для сшивания связей указанного полиолефина,
с) указанную трубку со сшитыми связями после нагрева до температуры, по меньшей мере, по существу равной температуре плавления ее кристаллической фазы, подвергают при перемещении одноосевому расширению в радиальном направлении для формования расширенной трубки диаметром Д2, затем охлаждают до температуры, как правило, равной комнатной температуре, и тогда она может быть разрезана,
d) указанную трубку после расширения разрезают на части длиной, равной по существу высоте указанных колпачков, и
е) после этого к указанному участку трубки присоединяют или на нем формуют головку, в результате чего получается колпачок с термоусаживаемой юбкой, экономичный и с однородной юбкой без осевого соединительного шва.
Этот способ, отличающийся в очень многих аспектах от уровня техники, позволяет решить всю совокупность поставленных задач.
Действительно, во-первых, он допускает использование в качестве сырья, самых экономичных из существующих материалов, а именно полиолефинов.
Кроме того, этот способ особенно экономичен, поскольку помимо указанной уже низкой стоимости сырья он использует и соединяет две недорогостоящие, но относительно производительные технологии, а именно экструзию трубки и присоединение головки к отрезку трубки.
Во-вторых, он позволяет изготовлять колпачки с совершенно однородной юбкой без соединительного осевого шва, то есть имеющей привлекательный вид.
Кроме того, способ согласно изобретению открывает путь широкому семейству колпачков, в частности, благодаря возможности выбора сырья для изготовления юбки и головки, где юбка может быть выполнена из окрашенного, или неокрашенного, или прозрачного материала, или так же быть наделена специальными оптическими эффектами, такими как перламутровые отблески, а головка может быть, в свою очередь, выполнена из металла или многослойного комплекса, или, так же как и юбка, из пластика, то есть вид головки в известных обстоятельствах может отличаться от вида юбки.
Под экструзией понимается также коэкструзия различных концентрических слоев различных термопластических материалов или одного материала, но с наполнителями (белыми, цветными наполнителями или рассчитанными на специальные эффекты), различными по слоям, чтобы таким образом иметь возможность производить большое разнообразие колпачков на вид, но при помощи одного и того же способа.
Фиг. 1-4 полностью относятся к изобретению, а фиг. 5 соответствует уровню техники.
Все фигуры представляют собой схематические описания различных этапов описанных способов.
На фиг. 1 показан способ изготовления юбки колпачка согласно изобретению, способ, который является общим для всех вариантов изобретения, представленных, в частности, на фиг. 2 и 3. На фиг. 1 показан также первый вариант изготовления и присоединения головки колпачка.
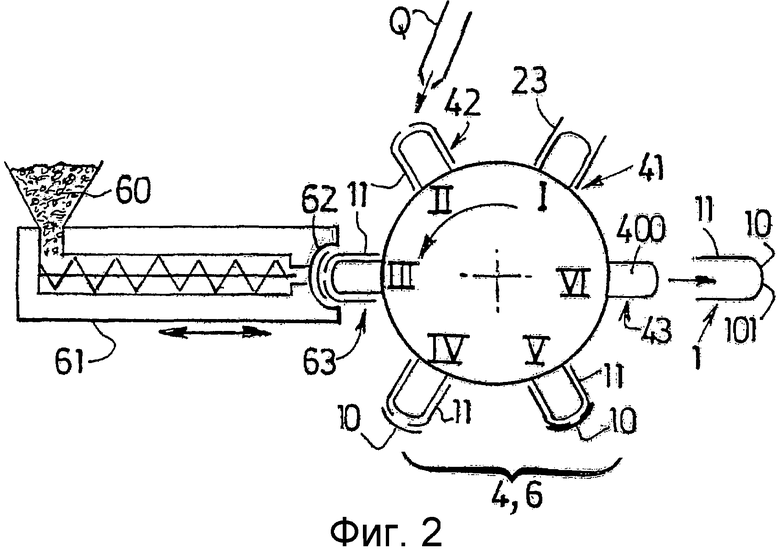
На фиг. 2 показан второй вариант изготовления, инжекционный, головки колпачка.
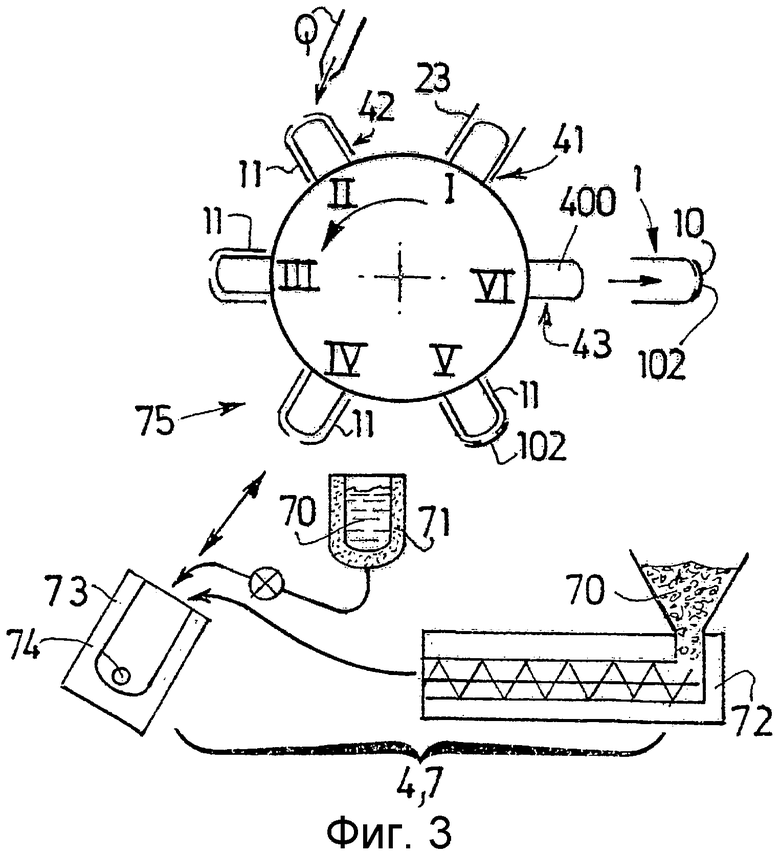
На фиг. 3 показан третий вариант изготовления головки колпачка формованием в пресс-форме.
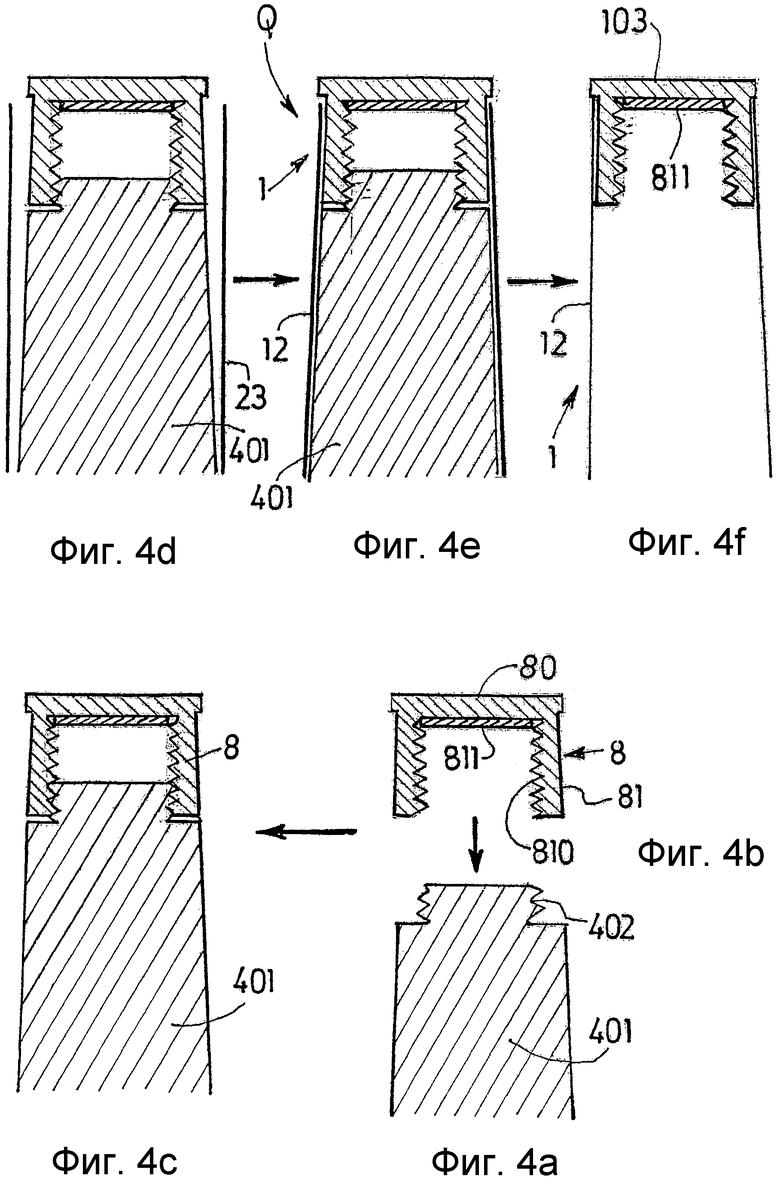
На фиг. 4а-4f показан четвертый вариант изготовления путем закрепления юбки (12) на вставке с резьбовой юбкой (8), при этом юбка (12) формируется из отрезка трубки (23).
На фиг. 4а-4с показано временное присоединение вставки (8) на конце дорна (401) с концом (402), приспособленным для этого временного присоединения, при этом дорн (401) и вставка (8) представлены отдельно на фиг. 4а и 4b и в соединении на фиг. 4с.
На фиг. 4d-4f показано формирование колпачка (1), фиг. 4d иллюстрирует положение отрезка трубки (23) на узле, образуемом дорном (401) и вставкой (8), узел, на котором отрезок трубки (23) усаживается, как показано на фиг.4е, до окончательного отделения дорна (401) и завершения формования колпачка (1), как показано на фиг.4.
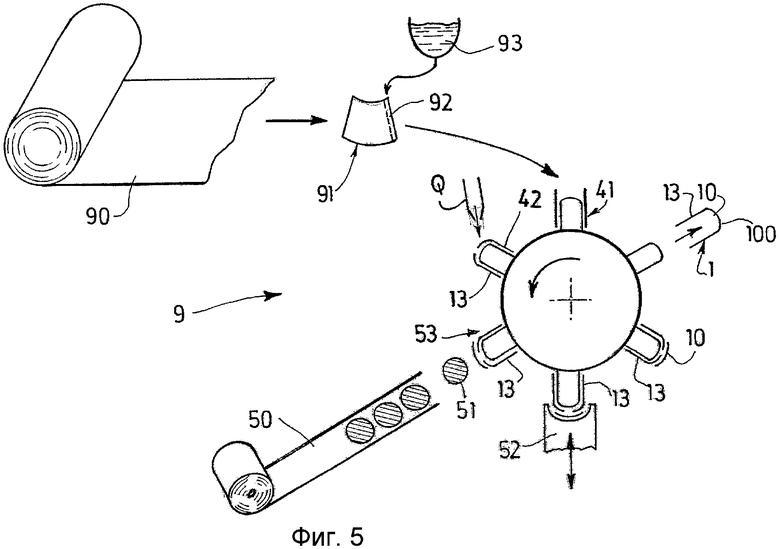
На фиг. 5 показан известный способ, включающий формирование термоусаживаемой юбки из свернутой пластинки и присоединение головки, аналогичной первому варианту изготовления головки, представленному на фиг. 1.
Подробное описание изобретения
Согласно изобретению и как возможный вариант указанная трубка (20) на выходе из экструдера и перед указанной обработкой облучением может быть подвергнута охлаждению и калибровке с целью придать указанной экструдированной трубке (20) заданные геометрические характеристики.
Как вариант на этапе с) способа может осуществляться, полностью или частично, указанное одноосевое расширение во время фазы, когда трубка охлаждена, что позволяет уменьшить длину производственной линии.
Согласно изобретению указанный пластик (2) может включать полиолефин, выбранный из числа полиэтилена (ПЭ), полипропилена (ПП), полибутадиена (ПБ), сополимеров этилена и пропилена, или эластомер, или смесь различных полимеров, в форме однослойного материала или многослойного материала. Действительно, может быть предпочтительной коэкструзия трубки из пластика с несколькими концентрическими слоями. Однако указанный пластик может быть представлен однослойным материалом из полиолефина, выбранный среди ПЭ или ПП. Предпочтительно указанный полиолефин - это ПЭ.
Указанный пластик (2), или по меньшей мере слой в случае многослойного пластика, может содержать микрочастицы наполнителя, выбранного обычно из талька, карбоната кальция, сульфата бария, окиси титана, органических или минеральных пигментов, или любой другой известный наполнитель, придающий специальный оптический эффект или особое свойство.
Указанная обработка облучением может представлять собой ионизирующее излучение из числа излучений β или γ, но предпочтительно эта обработка облучением представляет собой бомбардировку электронами или излучение β, обычно применяемое к этой трубке при помощи кольцевого излучающего устройства (32), установленного вокруг расширенной трубки.
Учитывая конечные размеры колпачков, зависящие, в свою очередь, от размеров горлышка бутылки, подлежащей укупорке, экструдированная трубка (20) может иметь диаметр Д1 в пределах от 10 мм до 30 мм, а отношение Д2/Д1 составляет 1,5-4.
Согласно изобретению указанное одноосевое расширение в радиальном направлении может осуществляться либо путем создания давления внутри указанной трубки (21) со сшитыми связями, либо путем создания разрежения снаружи указанной трубки (21) со сшитыми связями.
Предпочтительно указанное одноосевое радиальное расширение осуществляется при помощи устройства (34), которое создает разрежение снаружи указанной трубки, подлежащей расширению.
Это одноосевое радиальное расширение отличается от двухосевого расширения, одновременно в радиальном и продольном направлениях. Благодаря этому одноосевому радиальному расширению формованный колпачок усаживается при установке и укупорке исключительно равномерно вокруг горлышка с хорошим натяжением юбки, так что после укупорки вид юбки термоусаживаемого колпачка выглядит привлекательно и составляет важное преимущество изобретения.
Указанная трубка со сшитыми связями может быть расширена и откалибрована обычно при помощи по меньшей мере одного оформляющего калибра (340), чтобы обеспечить в расширенной цилиндрической трубке (22) диаметр Д2, с отклонением менее 5% относительно диаметра Д2.
Действительно, считается преимуществом получение колпачков (1) с большой геометрической точностью, в частности, в отношении диаметра, так что после термоусадки колпачка на горлышке при укупорки его юбка (11) имеет совершенно гладкую и однородную форму.
Для этого можно использовать два формующих калибровочных кольца (340), установленных с интервалом, ограничивающих внутренний диаметр или кольцевую полость (341), находящуюся под относительным вакуумом, так что создается разрежение на внешней поверхности указанной подлежащей расширению трубки.
фиг. 1 иллюстрирует вариант изготовления отрезка трубки (23) согласно изобретению. Производственная линия (3) отрезков трубки (23), представленная на фиг. 1, соответствует варианту изобретения.
Чаще всего после этапа d), во время которого указанная расширенная трубка (28) разрезается на отрезки (23), указанный отрезок трубки (23), обычно цилиндрический на выходе этапа d), может быть преобразован в отрезок трубки в форме усеченного конуса, чтобы сформировать усеченный конус и получить штабелируемый колпачок, обычно путем установки указанного отрезка трубки на дорн в форме усеченного конуса и нагрева указанного отрезка. Преимущественно указанный отрезок трубки насаживают на указанный дорн таким образом, что конец усеченного конуса загибается внутрь в его меньшем диаметре, обычно на высоте от 1 до 5 мм, для образования юбки (11) колпачка (1) и обеспечения в дальнейшем присоединения указанной головки (10).
Таким образом, один и тот же дорн в форме усеченного конуса (400) может использоваться вначале для преобразования цилиндрического отрезка трубки в отрезок, имеющий форму усеченного конуса, формирующий указанную юбку (11), а затем для присоединения головки (10).
Как показано на фиг. 2, эта головка (10) может быть литой головкой (10, 101), полученной литьем под давлением термопластичного материала (60), обычно того же, который составляет указанную трубку, на конце указанного отрезка трубки (23) или на загнутом внутрь конце меньшего диаметра указанного усеченного конуса, полученного из указанного отрезка трубки (23).
Указанную головку (10, 100) можно также получить путем склеивания или термосварки круглой пластинки (51), плоской или с загнутой кромкой, на конец указанного отрезка трубки (23) или на загнутый внутрь конец меньшего диаметра указанного усеченного конуса, образованного из указанного отрезка трубки (23).
Эта круглая пластинка (51) может быть вырезана из листового или полосового материала (50), который иногда может быть выполнен прозрачным, из материалов, выбранных из пластических материалов, металлических материалов (алюминий, олово), бумаги или картона или многослойных соединений этих материалов. Этот вариант иллюстрируется на фиг. 1.
Указанная головка (10, 102) может быть изготовлена также прессованием, как показано на фиг. 3.
Независимо от выбранного способа формирования указанной головки (10, 10, 101, 102), указанная головка (10, 100, 101, 102, 103) формируется после формования юбки (11) в виде усеченного конуса с загнутым внутрь концом меньшего диаметра, используя в качестве внутренней державки указанного усеченного конуса дорн (400), используемый для формирования указанной юбки (11) в форме усеченного конуса.
Согласно другому варианту изобретения, который иллюстрируется на фиг. 4а-4f, на конце меньшего диаметра указанного дорна в форме усеченного конуса (401) включающего средство крепления (402), может помещаться вставка (8), которая формирует головку (80) и может включать юбку (81), чтобы таким образом соединить указанную вставку (8) с указанным отрезком трубки (23) при помощи клеевого или термоприпойного слоя или также при помощи прямой сварки, причем указанная вставка и указанная юбка состоят из одинакового термопластичного материала.
Эта вставка может включать резьбу (810) и средства герметизации (811), обычно герметизирующую прокладку, с целью формирования укупорочного колпачка.
На указанном отрезке трубки (23) или на указанной юбке (11), которая может быть загнутой, могут делаться надписи либо до присоединения указанной головки, либо иногда после присоединения указанной головки и, таким образом, после формирования указанного колпачка (1).
Для этого можно использовать краску, обработанную облучением, обычно УФ-краску, таким образом, что надписи производятся на указанном отрезке трубки или на указанном усеченном конусе с загнутым концом при температуре ниже температуры термоусадки колпачка.
Согласно заявленному способу можно такие после этапа d) на указанном отрезке трубки (23) или на указанной юбке (11, 12) создать две линии ослабленной прочности, которые образуют поясок первого открывания, конец которого образует язычок для захвата рукой.
Другой предмет изобретения составляют различные колпачки (1), которые можно получить заявленным способом:
- во-первых, колпачки повторной укупорки высотой между 20 и 60 мм и толщиной юбки между 0,05 мм и 0,5 мм,
- во вторых, укупорочные колпачки со вставкой высотой от 20 до 60 мм и толщиной юбки между 0,05 мм и 0,5 мм для нижней части юбки, которая не соединена с указанной вставкой,
- наконец, колпачки для шипучих вин и газированных напитков, находящихся под давлением, высотой от 60 до 200 мм и толщиной юбки между 0,1 мм и 1,0 мм.
Колпачки обычно имеют форму усеченного конуса с надписями на их внешней поверхности и упаковываются в виде штранга с надеваемыми один на другой колпачками.
Примеры исполнения
Способы, описанные на фиг. 1-3 и 4a-4f, представляют собой примеры выполнения согласно изобретению.
Во всех случаях экструдируется трубка из ПЭ, из которой формуется юбка колпачка, согласно способу и при помощи установки, представленной на фиг. 1.
Эта установка содержит по порядку: экструдер (30), определяющий калибр (31), кольцевое устройство β-излучения (32), нагревательное устройство (33), расширительное устройство (34), устройство водяного или воздушного охлаждения (35) и режущее устройство (36).
Все это оборудование является стандартным оборудованием, за исключением кольцевого излучающего устройства (32), изготовленного для реализации изобретения и проведения испытаний.
Для создания колпачков для повторной укупорки в форме усеченного конуса высотой или длиной 50 мм, диаметром головки 29,5 мм и отверстием с противоположного конца 30,5 мм, была экструдирована трубка (20) диаметром Д1 20 мм со скоростью 30 м/мин.
Затем эта трубка была структурирована при помощи β-излучения установленной мощности 150 кэВ.
Затем трубка (21) со сшитыми связями была расширена до диаметра Д2 30 мм благодаря расширительному устройству (33), включающему формирующие кольцевые калибры (340), ограничивающие внутреннюю полость под относительным вакуумом (341) для получения расширенной трубки (22), которая затем разрезана на отрезки (23) длиной 53 мм.
Что касается головки (10) колпачка (13), то изобретение было реализовано в четырех вариантах, описанных на фиг. 1-4f.
Все эти варианты были реализованы при помощи карусели (40), обычно с 6 постами, оборудованной державками или дорнами в форме усеченного конуса (400).
На посту I отрезок трубки (23) помещается на дорн (400).
На посту II осуществляется усадка отрезка трубки для придания ей формы усеченного конуса, загибка конца и формирование таким образом юбки (11) подводом теплоты Q, обычно горячего воздуха, на отрезок трубки (23).
По меньшей мере на одном из следующих постов присоединяется или формуется на юбке головка согласно указанным ниже вариантам.
На посту VI сформированный согласно изобретению колпачок (1) удаляется.
Первый вариант. Как представлено на фиг. 1, для формирования головки (100) была использована алюминиевая лента (50), покрытая слоем термоклея, из которой вырубаются круглые пластинки (51) для соединения с юбкой (11) известным из уровня техники способом.
Были проведены также опыты использования прозрачной ленты ПЭ.
Второй вариант. Как представлено на фиг. 2, головка (101) была отлита на юбке (11), установленной на дорне (400), при помощи экструдера (61), в который загружен ПЭ (60).
Третий вариант. Как представлено на фиг. 3, головка (102) формовалась при помощи формы (73), в которую была подана расплавленная масса материала, полиэтилена (ПЭ), необходимая для формования головки, при этом форма (73) была закрыта на юбке (11), насаженной на дорн (400). В зависимости от материала головки форма может загружаться из экструдера (72), из приемника (71) материала в расплавленном состоянии (70) или также из бункера гранулированного материала. Соответственно форма может нагреваться для плавки материала (70), формующего головку (102).
Четвертый вариант. Как представлено на фиг. 4a-4f, карусельные дорны были приспособлены как дорны (401) с нарезной головкой (402), на которой может быть закреплена вставка (8) с резьбой (810), как показано на фиг. 4а-4с. После установки отрезка трубки (23) - см. фиг. 4 - ее нагревают подводом теплоты Q, так чтобы отрезок трубки (23) подвергся усадке и соединился, в частности, с вставкой (8).
Для облегчения извлечения изготовленного колпачка используется также раздвижной дорн.
Аналогичными методами были также изготовлены колпачки для шампанского. Эти колпачки были высотой 120 мм и диаметром для головки 33 мм и для отверстия на противоположном конце 50 мм.
Преимущества изобретения
Изобретение имеет большие преимущества, так как оно позволяет получить колпачки высокого эстетического качества как в отношении колпачков как таковых, так и в отношении прежде всего колпачков после термоусадки на горлышках бутылок.
Кроме того, способ согласно изобретению позволяет получить композитные колпачки из различных материалов в связи с тем, что для головки и для юбки выбираются различные материалы, что благодаря широким возможностям разнообразия представляет большой коммерческий интерес.
Наконец, способ согласно изобретению исключительно экономичен, так как он одновременно позволяет использовать самые недорогие материалы, в частности ПЭ, обеспечивает высокую скорость изготовления, и большая часть оборудования, необходимого для реализации способа, представляет собой обычное недорогостоящее оборудование.
Перечень позиций на чертежах
Изобретение относится к изготовлению колпачков для укупоривания сосудов или бутылок или для повторного укупоривания сосудов или бутылок, закрытых предварительно пробкой. В способе изготовления колпачков с термоусаживаемой юбкой а) формуют экструзией трубку, экструдируемую из термопластичного материала, выбираемого обычно из полиолефинов, и на выходе из экструдера имеющую диаметр Д1, при котором Д1 находится в интервале между 10 мм и 30 мм; b) Затем указанную экструдируемую трубку с диаметром Д1 подвергают обработке облучением, обычно применяемым к указанной экструдированной трубке при помощи кольцевого излучающего устройства, которое окружает указанную экструдированную трубку для создания структурированного полиолефина и образования трубки со сшитыми связями; с) указанную трубку со сшитыми связями, после нагрева до температуры по меньшей мере по существу равной температуре плавления ее кристаллической фазы, подвергают при перемещении одноосевому расширению в радиальном направлении для получения расширенной трубки диаметром Д2, выдерживая отношение Д2/Д1 от 1,5 до 4. Затем охлаждают ее до температуры, обычно равной комнатной температуре, после чего она может быть разрезана; d) затем указанную расширенную трубку разрезают на отрезки длиной, по существу равной высоте указанных колпачков; e) после этого к указанному отрезку трубки присоединяют или на нем формуют головку, в результате чего получается колпачок с термоусаживаемой юбкой, экономичный и с однородной юбкой без осевой соединительной линии. Изобретение позволяет получать колпачки из различных материалов и имеет высокую производительность. 9 з.п. ф-лы, 9 ил.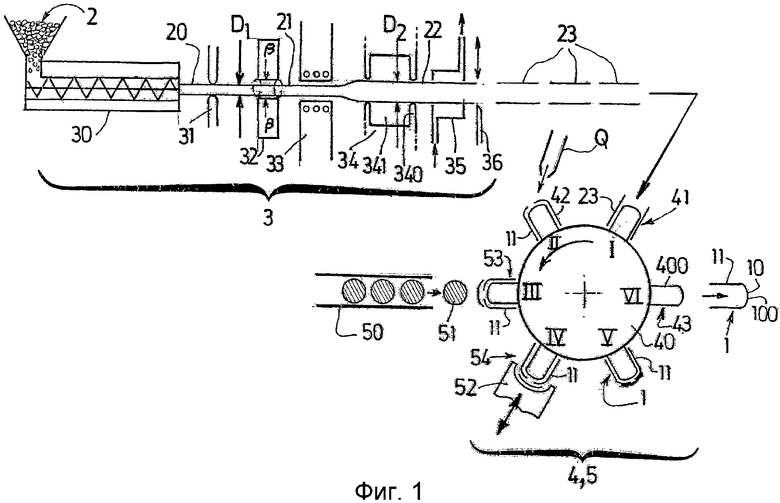
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
| Способ получения полимерных ориентированных полых изделий из полиолефина или поливинилхлорида | 1977 |
|
SU720896A1 |
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| US 5172460 A, 22.12.1992. | |||

