Изобретение относится к термоусадочным колпачкам для укупоривания сосудов или бутылок или для повторного укупоривания сосудов или бутылок, закрытых предварительно пробкой, крышкой или другим укупорочным средством. В частности, изобретение относится к колпачкам с термоусаживаемой юбкой, то есть колпачкам, формуемым из термопластичного материала, которые при укупорке усаживаются на горлышке в результате подвода тепловой энергии.
Конкретно изобретение относится к новому способу изготовления декоративного термоусадочного полимерного колпачка на машине для формования.
Уровень техники
Известен способ изготовления термоусадочных колпачков на машинах путем выдувного формования см. патент США №5118460, от 02.06.1992. В данном способе трубку из термопластичного материала экструдируют и расширяют в разделенных пресс-формах для образования взаимосвязанных бутылочных колпачков и после этого разрезают с образованием пары упомянутых бутылочных колпачков.
Наиболее близким источником является патент России №2279382 от 10.07.2006, в котором раскрыт способ изготовления колпачков с термоусаживаемой юбкой. Данный способ заключается в формировании колпачка из полимерной нарезки трубки на нагревательных элементах формующего колеса, и затем их снятие.
Недостатком данных устройства является ряд ограничений:
1) формирование колпачков только цилиндрической или конической форм;
2) возможность изготовления термоусадочных колпачков с отрывным язычком только вверху колпачка;
3) изготовление колпачков только одного типоразмера.
Раскрытие изобретения
Целью создания изобретения является изготовление термоусадочных колпачков разных форм и с дополнительной опцией колпачка: с отрывным язычком внизу колпачка; а также изготовление разных типоразмеров колпачков одновременно.
Поставленная цель достигается за счет того, что в отличие от ближайшего известного технического решения данная машина позволяет предварительно задать любую форму термоусадочному колпачку на узле предварительной формовки и довести эту форму до требуемых размеров в термотоннеле.
Технический результат - расширение диапазона форм изготавливаемого колпачка.
Технический результат достигается тем, что способ изготовления декоративного термоусадочного полимерного колпачка на машине для формования, заключается в:
- смешении компонентов смеси ПВХ,
- разогреве и плавление смеси ПВХ,
- формовании расплава в кольцевой головке,
- формировании экструзией заготовки-трубки,
- разогреве заготовки-трубки,
- двухосной ориентации заготовки-трубки с получением рукава полимерной трубки,
- охлаждении рукава полимерной трубки,
- разрезке рукава полимерной трубки на отрезки длиной равной высоте изготавливаемого колпачка.
Прим этом
- разрезка рукава полимерной трубки осуществляется, как с прямым резом, так и с фасонным вырезом вверху заготовки с отрывным язычком и/или внизу заготовки с отрывным язычком с получением заготовок колпачка разных форм, и далее осуществляют
- установку заготовок колпачка разных форм на соответствующие оправки, по меньшей мере, одного формующего колеса,
- предварительное формирование колпачков разных форм путем нагрева заготовок колпачка разных форм в районе нижней части оправки, нагревательными элементами формующего колеса,
- прохождение предварительно сформированного колпачка, через термотунель, где в зависимости от температуры и скорости вращения колеса придается окончательная форма колпачка,
- снятие колпачка.
Устройство для изготовления декоративного термоусадочного полимерного колпачка включает последовательно установленные линию по производству рукава и машину для формования термоусадочного колпачка из рукава полимерной трубки. При этом линия по производству рукава включает: цилиндр червячного пресса, кольцевую формующую головку, охлаждающий каскад кольцевой формующей головки, узел прижимных валиков, узел нагрева и ориентации рукава, второе формующее устройство, узел намотки и блок управления и регулировки линии по производству трубки, а машина для формования термоусадочного колпачка выполнена в виде, по меньшей мере, одной рамы с формующим колесом, на котором по всей длине закреплены оправки, узел предварительной формовки, где происходит первоначальный нагрев заготовки, термотоннель, через который происходит перемещение оправок, во время поворота колеса и блок управления.
Кроме того на колесе могут быть закреплены оправки разных форм.
Нарезка полимерной трубки надевается на оправку, которая закреплена на формующем колесе. Удерживается она из-за того, что диаметр нарезки практически равен нижнему диаметру оправки. В узле предварительного формования происходит первоначальный нагрев заготовки, начинается процесс усадки, и заготовка плотно прилегает к нижней части оправки; далее оправка с заготовкой поступает в термотоннель, где под воздействием температуры заготовка усаживается и принимает форму оправки.
Возможно изготовление колпачков разных типоразмеров, так как на формовочную машину предпочтительно устанавливать сразу несколько колес.
Подача нарезки на колёса (надевание на оправки) осуществляется вручную.
Режим формования можно устанавливать индивидуально для каждого колеса.
Краткое описание рисунков
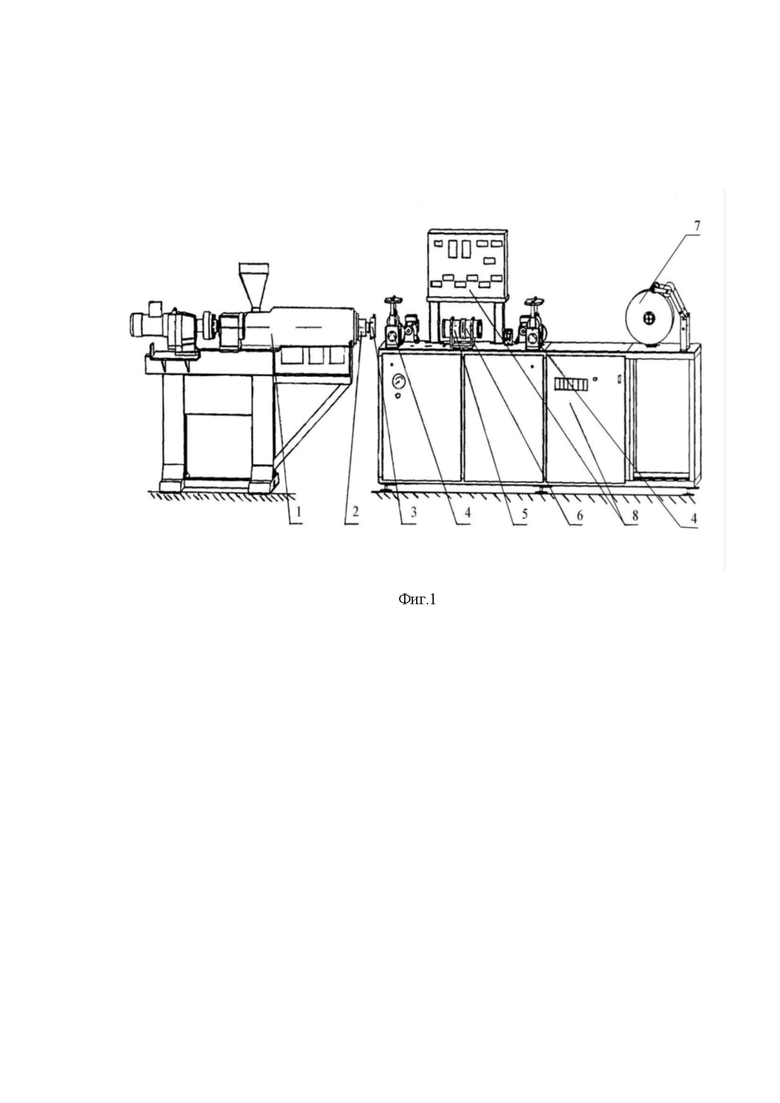
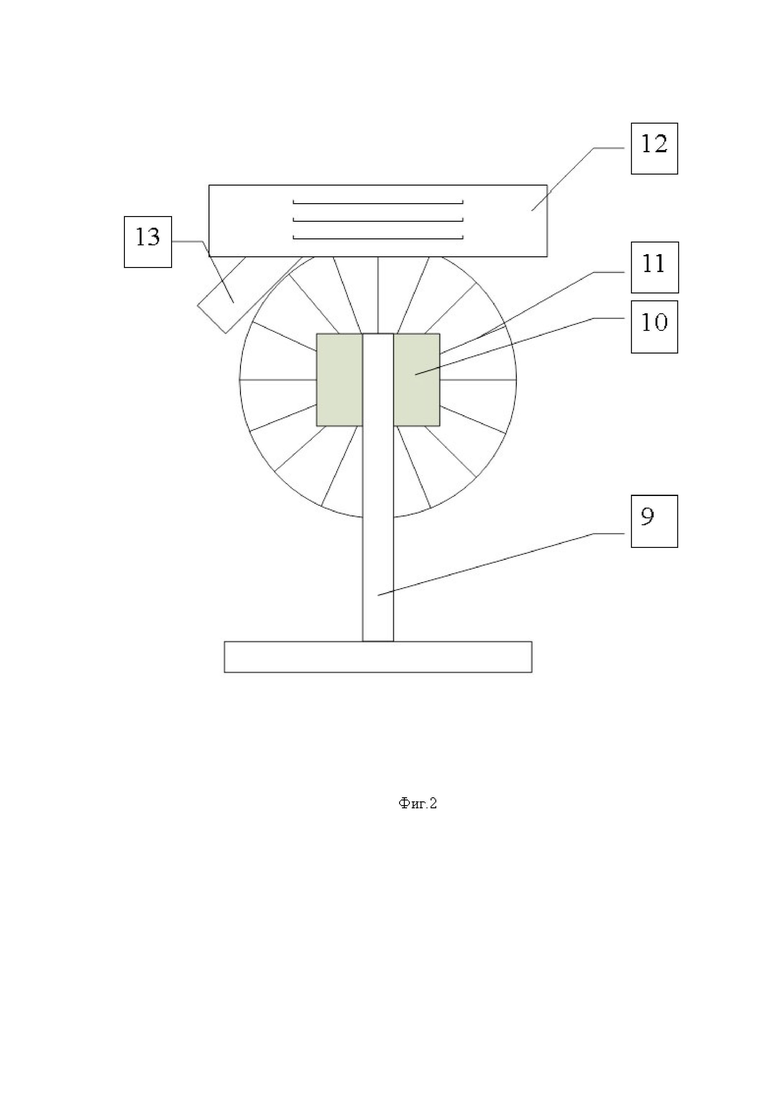
Сущность изобретения поясняется Фиг.1-3, на котором представлены фиг.1 линия по производству рукава полимерной трубки, фиг.2 машина для формования термоусадочного колпачка из рукава полимерной трубки и фиг.3 оправки формовочных колес машины для формования термоусадочного колпачка.
Перечень позиций на фигурах 1-2:
1 - цилиндр червячного пресса;
2 - кольцевая формующая головка;
3 - охлаждающий каскад кольцевой формующей головки;
4 - узел прижимных валиков;
5 - узел нагрева и ориентации рукава;
6 - второе формующее устройство;
7 - узел намотки;
8 - блок управления и регулировки линии по производству трубки;
9 - рама;
10 - блок управления машины для формования;
11 - формовочное колесо;
12 - термотоннель;
13 - узел предварительного формования.
Осуществление изобретения
Заявленный способ осуществляется посредством указанных ниже линии по производству рукава полимерной трубки (фиг.1) и машины для формования (фиг.2)
Линия (червячный пресс) (1) предназначена для изготовления полимерной трубки в виде бесшовного рукава путем ориентации, формования и фиксации параметров изделия.
Перерабатываемый материал – композиция на основе ПВХ и различных добавок, влияющих на проработку расплава, а также на эксплуатационные свойства готовой продукции.
Процесс производства колпачков осуществляется следующим образом:
1. Композиция на основе ПВХ поступает в материальный цилиндр червячного пресса 1, где происходит её плавление гомогенизация
2. Полученный расплав формуется в зазоре кольцевой головки 2
3. Заготовка трубки формируется на выходе из кольцевой головки в каскаде 3, где происходит первоначальное охлаждение рукава трубки
4. Далее трубка попадает на узел прижимных валиков 4 и в узел нагрева и ориентации рукава5, где происходит повторный нагрев трубки, её двухосная ориентация в продольном и поперечном направлении и на второе формующее устройство 6, где происходит охлаждение. При этом трубке придаются термоусадочные свойства. Термоусадочные свойства ПВХ трубки объясняются тем, что при попадании трубки под воздействие высоких температур она стремится вернуться к первоначальным размерам, приобретённым ранее. Далее рукав трубки снова поступает в узел прижимных валиков 4.
5. Охлаждённая и ориентированная трубка наматывается на узел намотки 7 и формируется бобина трубки.
6. Сформированная бобина трубки перемещается на машину для изготовления нарезки см. фиг.2. На этой машине происходит изготовление заготовки нарезки. Нарезка может быть как с прямым резом, так и с отрывным язычком (или вверху заготовки или внизу заготовки)
7. Заготовка в виде нарезки перемещается на формовочное колесо 11.
8. На формовочном колесе 11 устанавливаются оправки (см.фиг.3), имеющую форму необходимого колпачка
9. На оправки надеваются заготовки
10. Во время вращения колеса, оправка с надетой на неё заготовкой поступает вначале на узел предварительного формования 13, где под действием температуры происходит усадка заготовки на нижней части оправки; далее заготовка поступает в термотоннель 12, где под воздействием температуры происходит окончательная усадка заготовки и она принимает форму оправки. Таким образом, получается термоусадочный колпачок, который снимается с оправки (или вручную или с помощью сжатого воздуха).
При этом бобины трубок поступают вручную с применением средств малой механизации вначале на машину для нарезания заготовок, затем заготовки вручную перемещаются на формовочное колесо.
Линия работает в автономном режиме, где непрерывно из ПВХ смеси получают бесшовный рукав полимерной трубки.
Оборудование эксплуатируется при температуре 10–30°С и относительной влажности 45–75%. Питание осуществляется от сети переменного тока 380/220В, частотой 50 Гц.
Кроме того, на линию подается воздух под давлением до 6 атм. Вода на охлаждение поступает из водопровода. Для повторного разогрева трубки применяют горячую (до 95°) воду.
В основе работы линии лежит принцип экструзии и получения ориентированной в продольном и поперечном направлении рукавной пленки. Конструкция линии позволяет измерять и контролировать температуру по зонам червячного пресса, формующего инструмента и воды для повторной ориентации пленки. Возможно управление скоростью вращения направляющих валиков. Кроме того, обеспечивается контроль и регулировка давления воздуха внутри рукава (через дорн), а также давление, подаваемое на прижимные валки (пневмостойки).
Работа линии осуществляется в автоматическом режиме, при непрерывной экструзии трубки.
Привод червячного пресса 1 осуществляется от электродвигателя постоянного или переменного тока через клиноременную передачу, редуктор на шнек. При этом скорость вращения регулируется реостатом или частотным регулятором с пульта управления соответственно.
Поддержание на линии необходимого теплового баланса и технологических режимов производится путем нагрева и охлаждения установленных зон линии.
Охлаждение зоны загрузки червячного пресса и блока ориентации осуществляется водопроводной водой. В системе измерения и регулирования температуры смонтирован блок управления вентиляторами, которые включаются в момент, превышения установленного значения зоны нагрева червячного пресса. При снижении температуры до заданной, вентиляторы выключаются.
Датчиками температуры служат термопары. Заданная температура устанавливается на регулирующем узкопрофильном приборе, расположенном на пульте управления.
Машина для формования см. фиг.2 состоит из нескольких независимых друг от друга рам 9. На каждой раме 9 в опорах смонтирована ось с формующим колесом 11. Формующие колеса 11 закреплены на оси так, что имеется возможность смещать их вправо-влево для центровки нагревательных элементов относительно центра термотоннеля 12.
Технически это реализовано следующим образом: основание колеса надето на ось и имеет механизмы фиксации на оси. Если необходимо произвести смещение колеса с целью центровки, то механизм фиксации откручивается, колесо сдвигается в нужную сторону, механизм фиксации закручивается.
Машина для формования позволяет изготавливать термоусадочный колпачок путем формирования колпачка из полимерной трубки или нарезки на оправках формующего колеса 11, которые повторяют требуемую форму колпачка, при прохождении через термотоннель 12. Устройство машины позволяет формировать колпачок диаметром от 18,5 мм до 100 мм и высотой от 15 мм до 90 мм.
В верхней части рамы 9 закреплен термотоннель 12. В термотоннеле 12 смонтированы электрические нагреватели, вентилятор и термопара, следящая за температурой в термотоннеле 12. Машина для формования позволяет регулировать температуру термотоннеля, регулировать время нахождения колпачка в термотоннеле, путем изменения скорости вращения формующих колес 11 в блоке управления 10 машины для формования.
К торцевой части термотоннеля 12 крепится узел предварительного формования колпачка 13, в котором регулируется температура предварительной формовки колпачка и зона нагрева заготовки. На данном этапе заготовка для изготовления колпачка фиксируется в требуемой зоне на нагревательном элементе и приближается к заданным размерам колпачка, с целью дальнейшего получения требуемой формы при прохождении через термотоннель 12. Температура предварительной формовки составляет (50-85)°С. Это в свою очередь позволяет расширить диапазон форм изготавливаемого колпачка.
Формующее колесо имеет спицы, на конце которых закреплены оправки (см. фиг.3). Колесо непрерывно вращается по часовой стрелке. Заготовка полимерной трубки надевается на оправку в нижнем левом положении. Оправка поступает в узел предварительной формовки 13, где происходит первоначальный нагрев заготовки, начинается процесс усадки и заготовка плотно прилегает к нижней части оправки. Далее оправка с заготовкой поступает в термотоннель 12, где под воздействием температуры заготовка усаживается и принимает форму оправки.
Различные формы колпачка получаются применением оправок различной формы.
Для удобства съема колпачка с нагревательного элемента предусмотрен автоматический поддув сжатым воздухом. Происходит сдвиг колпачка на 5-10 мм.
Данный способ изобретения используют для изготовления термоусадочных колпачков разных форм и с дополнительной опцией колпачка: с отрывным язычком внизу колпачка; а также изготовление разных типоразмеров колпачков одновременно. Для этого заготовки колпачка с предварительно вырубленным язычком одевают вручную или с помощью аппликатора на нагревательные элементы вращающегося формующего колеса.
Использование изобретения позволяет расширить диапазон форм изготавливаемого колпачка.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БАНДАЖИРОВАНИЯ ПРИВИВОК РАСТЕНИЙ | 2022 |
|
RU2804905C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГИБКОЙ ЛЕНТОЧНОЙ СПИРАЛИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151059C1 |
| УПАКОВОЧНЫЙ КОНТЕЙНЕР И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2004 |
|
RU2343092C2 |
| ГОЛОВКА К ЧЕРВЯЧНОМУ ПРЕССУ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ГОФРИРОВ/ХННЫХ ЗАГОТОВОК | 1967 |
|
SU204536A1 |
| Способ формования плечевого участка швейного изделия | 1989 |
|
SU1729421A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСНЫХ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И КОМПОЗИЦИОННАЯ ОКАНТОВКА ИЛЛЮМИНАТОРА, ПОЛУЧЕННАЯ ТАКИМ СПОСОБОМ | 2011 |
|
RU2481954C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕОБРАЗНОЙ РАМЫ | 2016 |
|
RU2720875C2 |
| ПЕРФОРИРОВАННЫЕ УПАКОВОЧНЫЕ ОБОЛОЧКИ ИЗ ТЕРМОУСАДОЧНОЙ ПЛЕНКИ И КОНТЕЙНЕРЫ | 2011 |
|
RU2608276C2 |
| ЗАТВОР ДЛЯ ТАРЫ, СПОСОБ ИЗГОТОВЛЕНИЯ ЗАТВОРА И ТАРА | 1997 |
|
RU2191724C2 |
| УЗЕЛ КАТЕТЕРА И СПОСОБ И СИСТЕМА ДЛЯ ПРОИЗВОДСТВА ТАКОГО УЗЛА | 2011 |
|
RU2584649C2 |

Изобретение относится к производству термоусадочных колпачков для укупоривания сосудов или бутылок или для повторного укупоривания сосудов или бутылок, закрытых предварительно пробкой, крышкой или другим укупорочным средством. В частности, изобретение относится к колпачкам с термоусаживаемой юбкой, то есть колпачкам, формуемым из термопластичного материала, которые при укупорке усаживаются на горлышке в результате подвода тепловой энергии. Технический результат - расширение диапазона форм изготавливаемого колпачка. 2 н. и 1 з.п. ф-лы, 3 ил.
1. Способ изготовления декоративного термоусадочного полимерного колпачка на машине для формования, заключающийся в:
- смешении компонентов смеси ПВХ,
- разогреве и плавлении смеси ПВХ,
- формовании расплава в кольцевой головке,
- формировании экструзией заготовки-трубки,
- разогреве заготовки-трубки,
- двухосной ориентации заготовки-трубки с получением рукава полимерной трубки,
- охлаждении рукава полимерной трубки,
- разрезке рукава полимерной трубки на отрезки длиной равной высоте изготавливаемого колпачка,
отличающийся тем, что
- разрезка рукава полимерной трубки осуществляется, как с прямым резом, так и с фасонным вырезом вверху заготовки с отрывным язычком и/или внизу заготовки с отрывным язычком с получением заготовок колпачка разных форм,
- установка заготовок колпачка разных форм на соответствующие оправки, по меньшей мере, одного формующего колеса,
- предварительное формирование колпачков разных форм путем нагрева заготовок колпачка разных форм в районе нижней части оправки, нагревательными элементами формующего колеса,
- прохождение предварительно сформированного колпачка, через термотунель, где в зависимости от температуры и скорости вращения колеса придается окончательная форма колпачка,
- снятие колпачка.
2. Устройство для изготовления декоративного термоусадочного полимерного колпачка по п. 1 формулы, включающее последовательно установленные линию по производству рукава и машину для формования термоусадочного колпачка из рукава полимерной трубки, при этом линия по производству рукава включает: цилиндр червячного пресса, кольцевую формующую головку, охлаждающий каскад кольцевой формующей головки, узел прижимных валиков, узел нагрева и ориентации рукава, второе формующее устройство, узел намотки и блок управления и регулировки линии по производству трубки, а машина для формования термоусадочного колпачка выполнена в виде, по меньшей мере, одной рамы с формующим колесом, на котором по всей длине закреплены оправки, узел предварительной формовки, где происходит первоначальный нагрев заготовки, термотоннель, через который происходит перемещение оправок, во время поворота колеса и блок управления.
3. Устройство по п. 2 формулы, в котором на формующем колесе закреплены оправки разных форм.
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛПАЧКОВ С ТЕРМОУСАЖИВАЕМОЙ ЮБКОЙ И КОЛПАЧКИ, ПОЛУЧЕННЫЕ ЭТИМ СПОСОБОМ | 2001 |
|
RU2279382C2 |
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
| УКУПОРОЧНАЯ КРЫШКА КОНСТРУКЦИИ ЗЕМЛЯКОВА Н.В. ДЛЯ СТЕКЛЯННОЙ БАНКИ | 2008 |
|
RU2385277C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПЛАСТИЧЕСКОГО МАТЕРИАЛА | 2009 |
|
RU2655138C2 |

