Изобретение относится к металлообработке и предназначено преимущественно для двустороннего торцового шлифования.
Известны способы шлифования, при которых обрабатываемое изделие перемещают относительно торца абразивного инструмента.
В одном случае обрабатываемое изделие шлифуется торцовой поверхностью круга при поступательном движении изделия относительно торца шлифовального инструмента. Шлифовальный круг содержит абра- зивные и эластичные элементы, установленные концентричными рядами. Такой способ обеспечивает прерывистое контактирование поверхности круга и заготовки, снижение пиковых температур при резании. Однако в автоматизированном производстве поломка или выкрашивание абразивных элементов требует больших затрат времени на их замену
В другом случае обрабатываемые изделия крепятся на круглом столе, который, вращаясь, движется поступательно вдоль торцовой поверхности шлифовального круга. Шлифовальный круг состоит из сегментов с каналами для подвода СОЖ непосредственно в зону резания. Такой способ также обеспечивает прерывистость контакта инструмента с обрабатываемым изделием,снижение теплонапряженности и засаливания, однако не может быть применен при двустороннем торцовом шлифовании, когда обра- батываемое изделие движется без крепления вдоль торцовой поверхности, которая является направляющей.
Наиболее близким по технической сущности к предлагаемому является способ двустороннего шлифования изделий при их движении вдоль торцовой поверхности инструмента. Шлифовальный круг имеет рабочий и калибрующий участки с разной зернистостью и концентрацией алмазов Недостатком известного способа является невозможность его использования для шлифования железоуглеродистых сплавов.
Цель изобретения - повышение производительности процесса двустороннего торцового шлифования за счет снижения явлений засаливания рабочей поверхности
V| Јь
00 Ю 45
о
Поставленная цель достигается тем, что предлагается способ шлифования, при котором обрабатываемое изделие перемещают относительно торца абразивного инструмента, выполненного в виде двух со- осно установленных кругов с различной режущей способностью, при этом внутреннему кругу сообщают вращение со скоростью 0,8-1,0 скорости вращения наружного.
Наружный и внутренний шлифовальные круги устанавливаются на отдельных соос- ных шпинделях, при этом диаметр внутреннего круга составляет не менее 1,0-1,1 внешнего диаметра обрабатываемого изделия; кроме того, наружный и внутренний круги могут изготавливаться разных характеристик в соответствии с условиями резания.
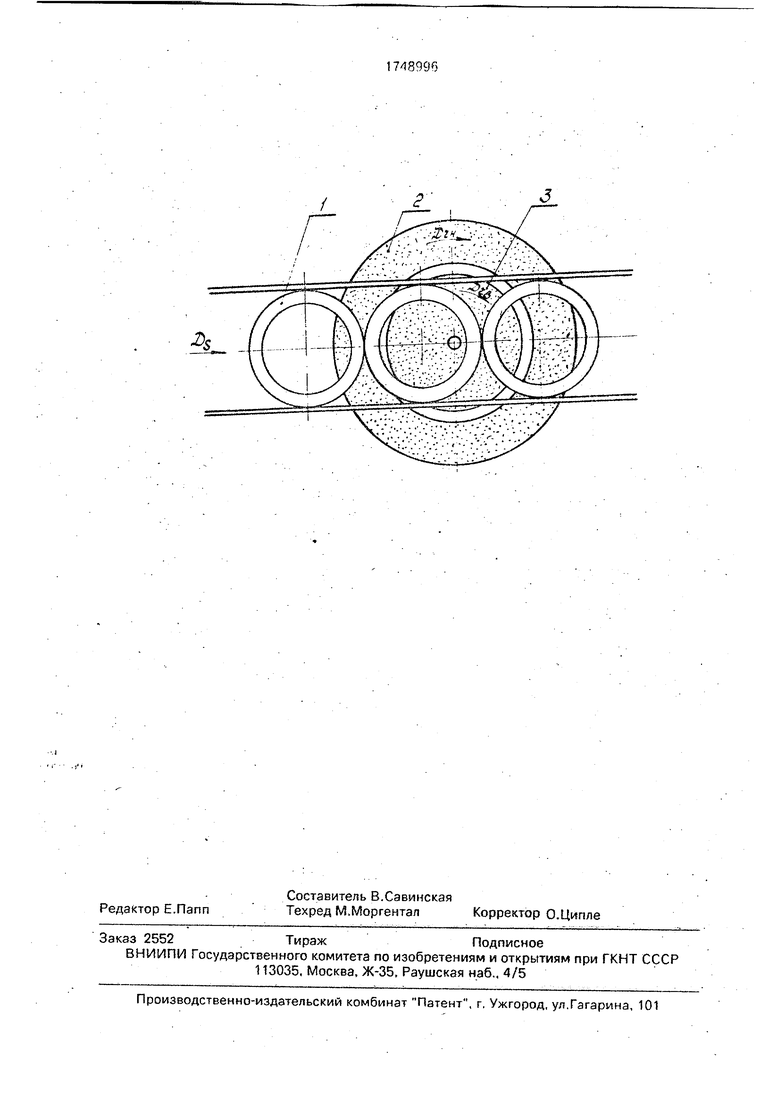
На чертеже изображена схема осуществления предлагаемого способа шлифования.
Обрабатываемое изделие 1 перемещают относительно торца абразивного инструмента, который состоит из наружного круга
2и внутреннего круга 3, установленных на соосных шпинделях: при этом скорость вращения внутреннего круга равна 0,8-1,0 скорости вращения наружного круга.
При плоском шлифовании торцом круга длина дуги контакта и отношение периода резания зерна к периоду выхода из металла значительно (в несколько десятков раз) выше, чем при других видах шлифования. Отвод отработанных продуктов шлифования (стружка и выпавшие зерна со связкой, так называемый шлам) свободно происходить не может и, в основном размещение шлама происходит за счет размягчения и выгорания связки Происходит деформация связки и искажение профиля инструмента. Некоторая часть шлама протягивается между обра- этываемым изделием и инструментом, при
3i ом, так как теплонапряженность плоского торцового шлифования высокая, металл в зоме резания доводится до пластического состояния, размазывается по контактирую- щ 1м поверхностям, т.е. происходит ззсали- в; ние рабочей поверхности круга и эрушение кинематики движения обраба- i ываемого изделия. Вопрос засаливания является первоочередным при увеличении производительности плоского торцового шлифования, так как засаливание резко снижает режущую способность инструмента. При работе торцом круга зерна от периферии к центру выполняют разную работу
резания, основной припуск снимается зернами периферийной части, имеющей более высокие скорости резания, по мере приближения к оси круга снимается припуск, который остался от действия упругого отжзтия шпинделя на заборной части, т.е. значительно меньший, однако при этом нужно учитывать, что скорость резания и количество зерен в этой зоне также уменьшаются от
максимума на периферии до минимума в центре. В этой связи рельеф круга должен быть сформирован таким образом, чтобы зерна нз наружной и внутренней частях рабочей поверхности абразивного инструмента выполняли примерно равную работу резания. Исследуя кинематику резания зерен, находящихся на средних диаметрах круга в случае, когда центры инструмента и изделия сближаются, выявлена зона активного засаливания, где длина дуги и время контакта инструмента с заготовкой на порядок и больше возрастают по сравнению с зоной высоких скоростей, т.е. на наружной части инструмента. Для снижения действия зоны
засаливания предлагается внутреннюю часть круга на диаметре, соответствующем началу неблагоприятных условий резания (т.е. равном внешнему диаметру обрабатываемого изделия), выполнять отдельно с
возможностью автономного вращения со скоростью равной 0,8-1,0 скорости наружного круга. Увеличение скорости резания внутреннего круга позволяет снизить время контакта и коэффициент трения абразивного инструмента с изделием, увеличить производительность в 2-3 раза. Пространство между наружным и внутренним кругом дает возможность для размещения шлама и подачи смазочно-охлаждающей жидкости непосредственно в зону резания.
С целью оптимизации режущей способности инструмента предлагается внутренние круги изготавливать с зернистостью и твердостью на 1-2 ступени меньшими.
5
Формула изобретения Способ шлифования, при котором обрабатываемое изделие перемещают относительно торца абразивного инструмента с
0 концентрично расположенными зонами различной режущей способности, отличающийся тем, что, с целью повышения производительности шлифования, берут абразивный инструмент в виде двух соосно
5 установленных кругов, при этом внутреннему кругу сообщают вращение со скоростью 0,8-1,0 скорости вращения наружного.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДВУСТОРОННЕГО ТОРЦОВОГО ШЛИФОВАНИЯ | 1994 |
|
RU2071901C1 |
| СБОРНЫЙ ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2203174C2 |
| СПОСОБ КОМБИНИРОВАННОЙ АБРАЗИВНОЙ ОБРАБОТКИ ПРОДОЛЬНО-ПРЕРЫВИСТЫМИ КРУГАМИ | 2001 |
|
RU2203172C2 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ПАЗОВ И ДРУГИХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2204471C2 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ | 1999 |
|
RU2147977C1 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2001 |
|
RU2188114C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2146605C1 |
| СПОСОБ АЛМАЗНО-ЭЛЕКТРОХИМИЧЕСКОГО ШЛИФОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ С НИЗКОЙ ТВЕРДОСТЬЮ | 2020 |
|
RU2737292C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ ПЛОСКОГО ШЛИФОВАНИЯ | 2002 |
|
RU2228832C1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ | 1999 |
|
RU2147976C1 |
Использование1 для двустороннего торцового шлифования. Сущность изобретения: обрабатываемое изделие перемещают относительно торца абразивного инструмента, выполненного в виде двух соосно установленных кругов с различной режущей способностью, при этом внутреннему кругу сообщается вращение со скоростью 0,8-1,0 скорости вращения наружного. 1 ил.
| Сборный абразивный инструмент | 1984 |
|
SU1235709A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Сборный абразивный круг для торцового шлифования | 1985 |
|
SU1289662A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Абразивно-алмазный инструмент | 1980 |
|
SU910401A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
