Изобретение относится к технологии машиностроения, к изготовлению оснастки и инструмента для формообразования резьб пластическим деформированием, в частности к инструментам для накатывания наружных резьб.
Известно приспособление для накатывания резьбы, состоящее из вращающегося резьбонакатного ролика и расположенного соосно с ним подвижного или неподвижного сегмента [1]. Наружная поверхность накатного ролика и внутренняя поверхность сегмента имеют резьбу с профилем, соответствующим профилю накатываемой резьбы.
Недостатками известного приспособления являются ограниченные размеры накатываемой резьбы (не более M16) и сравнительно небольшая глубина упрочнения накатанной резьбы (не более 2 мм), недостаточная для тяжелонагруженных резьб, кроме того, данный резьбообрабатывающий инструмент требует специального дорогостоящего оборудования, что удорожает процесс и делает его невыгодным в серийном производстве.
Известен способ упрочнения поверхностным пластическим деформированием наружных поверхностей тел вращения статико-импульсной обработкой, при котором к инструменту, его реализующему, прикладывают постоянную статическую нагрузку и перпендикулярную импульсную нагрузку, которая сообщается посредством бойка и волновода [2].
Способ и инструмент позволяют получать значительную глубину упрочнения (до 10 мм и более) и может быть использован для формообразования наружных резьб. Однако при обработке данным способом ввиду импульсного характера нагружения инструмента возможно образование волнистости на обработанной поверхности, а это приводит к появлению микротрещин и браку резьбовой поверхности. Избежать образования волнистости можно, уменьшив скорость вращения заготовки, что в свою очередь ведет к снижению производительности.
Задачей изобретения является увеличение глубины упрочнения при формообразовании наружной резьбы, повышение качества ее изготовления и производительности обработки без появления и образования волнистости.
Поставленная задача решается применением охватывающего инструмента для статико-импульсного накатывания резьбы, состоящего из волновода и воздействующего на него бойка, который связан с генератором механических импульсов, причем волновод представляет собой охватывающее заготовку резьбонакатное кольцо с внутренней рабочей кольцевой резьбовой поверхностью, содержащей заборный конус и цилиндрическую калибрующую часть, подвижно установленное в корпусе, при этом подвижность установки обеспечивается радиально-упорным подшипником, расположенным на периферии кольца, и упорными подшипниками, установленными на торцах, кроме того, корпус с кольцом установлен под углом, равным углу подъема накатываемой резьбы, к плоскости, перпендикулярной продольной оси заготовки, причем упомянутому кольцу сообщается статическая и динамическая составляющие деформирующей силы.
Сущность конструкции инструмента поясняется чертежами.
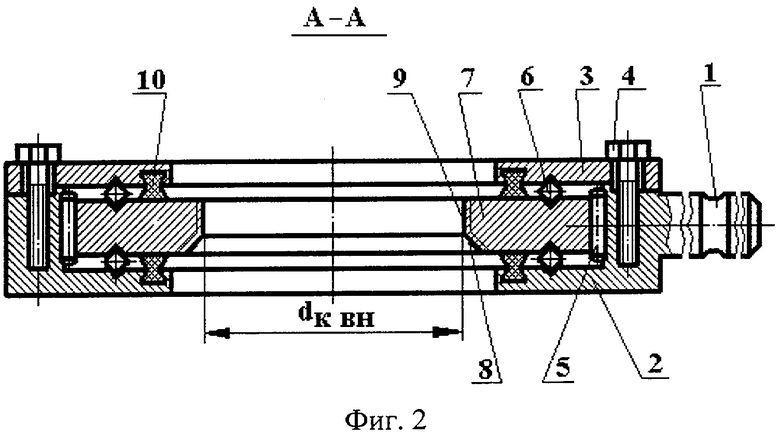
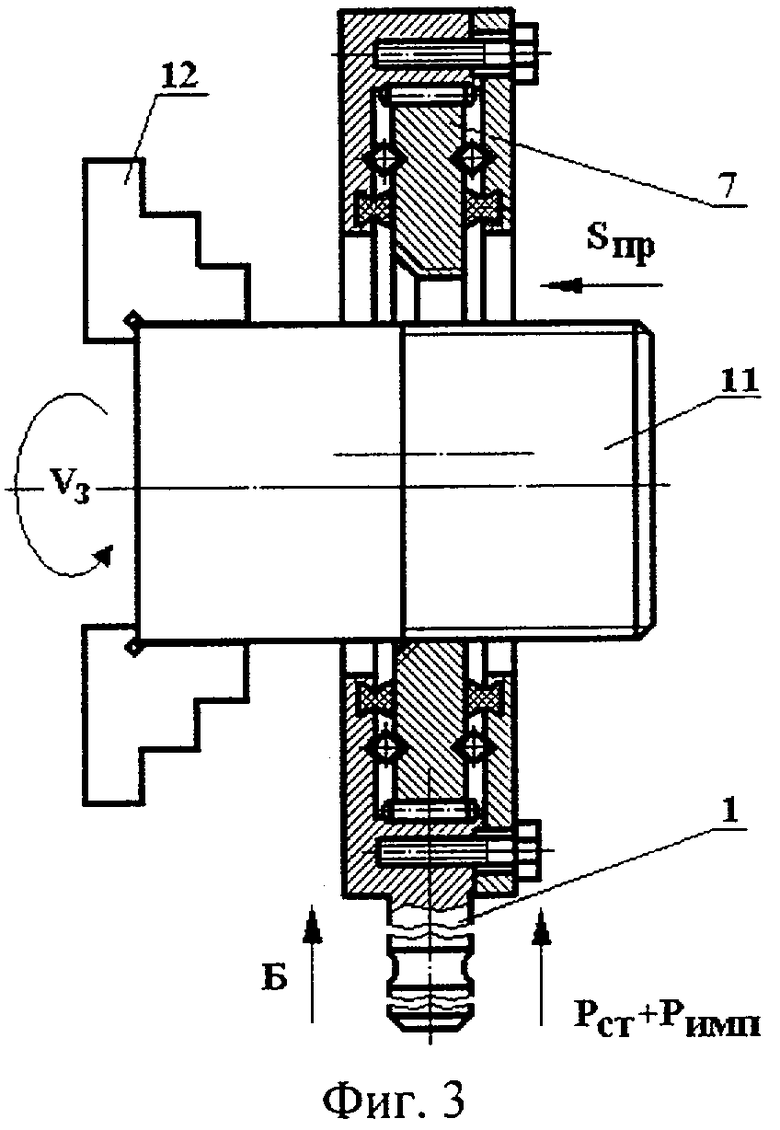
На фиг.1 показан охватывающий инструмент для статико-импульсного накатывания резьбы, общий вид; на фиг.2 - продольный разрез А-А на фиг.1; на фиг.3 - схема статико-импульсного накатывания наружной резьбы предлагаемым охватывающим инструментом; на фиг.4 - вид Б на фиг.3; на фиг.5 - схема расчета высоты микронеровностей при статико-импульсном накатывании резьб предлагаемым охватывающим инструментом.
Предлагаемый охватывающий инструмент предназначен для статико-импульсного накатывания резьбы на внешних поверхностях деталей типа валов деформирующим элементом в виде охватывающего кольца (фиг.1).
Охватывающий инструмент для статико-импульсного накатывания резьбы (фиг.2-3) содержит волновод 1, с помощью которого инструменту сообщаются статическая Рст и динамическая Римп составляющие деформирующей силы от генератора механических импульсов (не показан). Внутри корпуса 2, который закрыт крышкой 3 с помощью болтов 4 на роликах 5 радиально-упорного подшипника, установленного по периферии, и шариках 6 упорных подшипников, расположенных с торцов, установлено резьбонакатное кольцо 7. Волновод 1 жестко соединен с корпусом 2.
Резьбонакатное кольцо 7 имеет на внутренней поверхности коническую заборную 8 и цилиндрическую калибрующую 9 части с кольцевой резьбой, образующей профиль накатываемой резьбы. Для предохранения от попадания стружки, пыли и грязи в подшипники служат резиновые манжеты 10, выполненные, например, по ГОСТ 6678-72 или резиновые кольца по ГОСТ 9873-73.
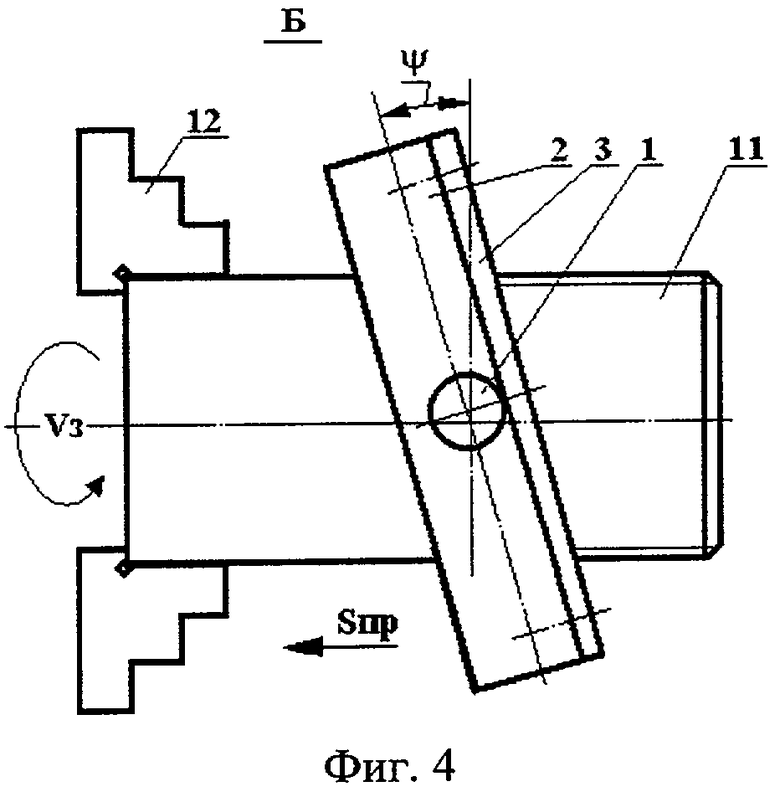
На фиг.3-4 представлена схема статико-импульсного формообразования и упрочнения резьбы заготовки - винта 11 предлагаемым охватывающим инструментом. Охватывающий инструмент для статико-импульсного накатывания повернут на некоторый угол ψ (фиг.4) к плоскости, перпендикулярной продольной оси заготовки, равный углу подъема накатываемой на заготовке резьбы. Заготовке, установленной, например, в самоцентрирующем трехкулачковом патроне 12 в шпинделе токарного станка, сообщается главное вращательное движение Vз. Охватывающий инструмент для статико-импульсного формообразования получает движение подачи S, равное шагу резьбы Р и воздействует на заготовку с силой Pст+Римп (фиг.3). Через волновод 1 импульсы от генератора механических импульсов (не показан) передаются резьбонакатному кольцу 7, с помощью которого на заготовке 11 накатывается резьба.
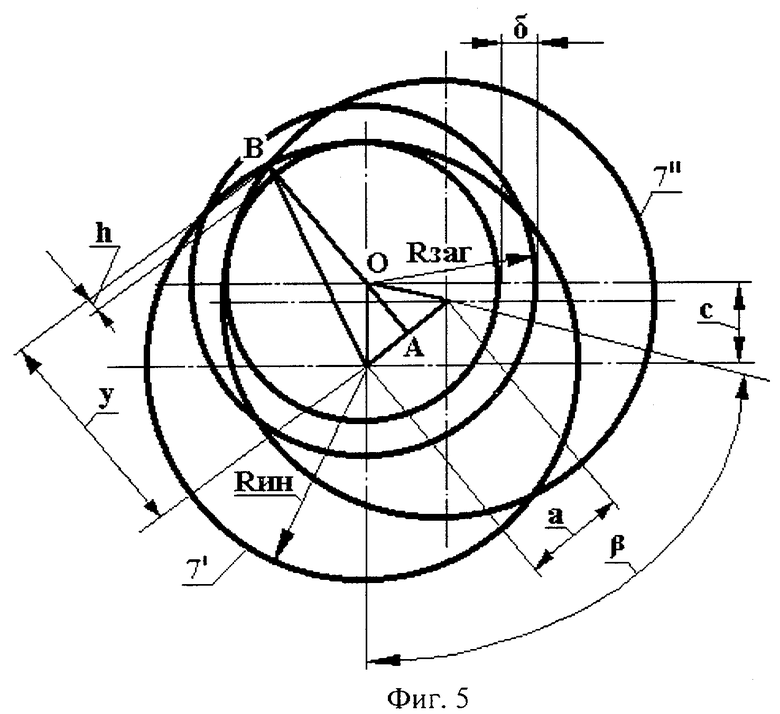
Высота микронеровностей h при статико-импульсной обработке наружных цилиндрических поверхностей рассчитывается как след внедрений инструмента под действием единичных импульсов во вращающуюся заготовку, т.к. скорость удара многократно превышает скорость главного движения. На фиг.5 показана расчетная схема, позволяющая определить высоту микронеровностей h при статико-импульсном накатывании резьб предлагаемым охватывающим инструментом. На схеме использован принцип обратимости, при котором вокруг условно принятой неподвижной заготовке вращается инструмент. На схеме показано два положения инструмента 7' и 7'' через промежуток времени, равный времени цикла удара. Геометрически можно определить высоту микронеровностей h при статико-импульсном формообразовании наружных резьб предлагаемым охватывающим инструментом по формуле:


где h - высота микронеровностей при статико-импульсном накатывании резьб, мм;
у - длина отрезка АВ, мм (фиг.5);
Rзаг - - радиус заготовки, мм;
Rин - внутренний радиус инструмента, мм;
δ - глубина внедрения инструмента в заготовку под действием единичного импульса, мм;
a - величина, на которую перемещается охватывающий инструмент для статико-импульсного накатывания резьбы в последующий момент обработки, мм;
с - расстояние между центрами обрабатываемой заготовки и охватывающего инструмента, мм;
 - угол поворота заготовки за время одного ударного импульса, рад.;
- угол поворота заготовки за время одного ударного импульса, рад.;
 - время цикла удара, сек;
- время цикла удара, сек;
f - частота импульсов, Гц;
ω=2·π·n - угловая скорость заготовки рад/мин;
n - частота вращения заготовки, мин-1.
Получаемая при статико-импульсном накатывании резьб высота микронеровностей h данным инструментом, находится в пределах допустимого максимального значения высоты микронеровностей hдоп max. Задаваясь последней по приведенным формулам определяют частоту импульсов, внутренний диаметр инструмента и частоту вращения заготовки.
При промышленных испытаниях заготовку - винт из стали 45 с резьбой М40х2, устанавливали в центрах на станке 16К20, а гидравлический генератор механических импульсов с охватывающим резьбонакатным инструментом с внутренним диаметром кольца 60 мм - в резце-держателе. Заготовке сообщали вращательное движение Vз=12 м/мин, а инструменту - продольную подачу Sпр=2 мм/об. Частота импульсов составляла 30 Гц.
Испытаниями установлено, что производительность процесса повышается в 1,8...2 раза по сравнению со статико-импульсным накатыванием резьбы цилиндрическими роликами, размеры резьбы стабильны и соответствуют требуемому квалитету точности, высота шероховатости резьбовой поверхности соответствует Ra 1,6 мкм, волнистость отсутствовала. Глубина упрочнения достигала 5 мм.
Предлагаемый охватывающий резьбонакатный инструмент для получения наружной резьбы отличается простотой в реализации, не сложен по конструкции и надежен в эксплуатации, позволяет повысить точность изготовления резьбы, снизить высоту микронеровностей, повысить производительность статико-импульсной обработки. Получаемый на поверхности заготовки упрочненный слой обладает повышенной твердостью, износостойкостью и сопротивлением усталостному разрушению, большой глубиной упрочнения.
Источники информации
1. Якухин В.Г., Ставров В.А. Изготовление резьбы: Справочник. М.: Машиностроение. 1989. - С.34-35.
2. Лазуткин А.Г., Киричек А.В., Соловьев Д.Л. Способ статико-импульсной обработки поверхностным пластическим деформированием. Патент РФ №2098259, В 24 В 39/00, бюл. №34, 1997 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО НАКАТЫВАНИЯ РЕЗЬБЫ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 2005 |
|
RU2280527C1 |
| РЕЗЬБОНАКАТНОЙ МЕТЧИК С ИМПУЛЬСНЫМ УСТРОЙСТВОМ ПРИВОДА | 2013 |
|
RU2538248C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО РЕЗЬБОНАКАТЫВАНИЯ | 2012 |
|
RU2505383C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ВЫГЛАЖИВАНИЯ | 2009 |
|
RU2416480C1 |
| ДАВИЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ВЫГЛАЖИВАНИЯ | 2009 |
|
RU2415727C1 |
| МЕТЧИК-ВОЛНОВОД ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ФОРМООБРАЗОВАНИЯ И УПРОЧНЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2003 |
|
RU2241580C1 |
| РЕЗЬБОФРЕЗЕРНО-НАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2268117C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ФОРМООБРАЗОВАНИЯ И УПРОЧНЕНИЯ ВНУТРЕННИХ РЕЗЬБ И ПРОФИЛЕЙ | 2003 |
|
RU2241579C1 |
| СПОСОБ НАКАТЫВАНИЯ РЕЗЬБЫ НА ЗАГОТОВКЕ | 2012 |
|
RU2505373C2 |
Изобретение относится к обработке металлов давлением, а именно к формообразованию наружных резьб пластическим деформированием с использованием охватывающего инструмента. Инструмент содержит волновод и воздействующий на него боек, связанный с генератором механических импульсов. Волновод выполнен в виде охватывающего заготовку резьбонакатного кольца с внутренней рабочей кольцевой резьбовой поверхностью. Рабочая поверхность содержит заборный конус и цилиндрическую калибрующую часть. Резьбонакатное кольцо подвижно установлено в корпусе за счет использования радиально-упорного подшипника, расположенного на периферии кольца, и упорных подшипников, установленных на торцах. Корпус с кольцом установлен под углом, равным углу подъема накатываемой резьбы, к плоскости, перпендикулярной продольной оси заготовки. Упомянутому кольцу сообщается статическая и динамическая составляющие деформирующей силы. В результате увеличивается глубина упрочнения при формообразовании наружной резьбы, повышается качество изготовления и производительность обработки резьбы без появления и образования волнистости. 5 ил.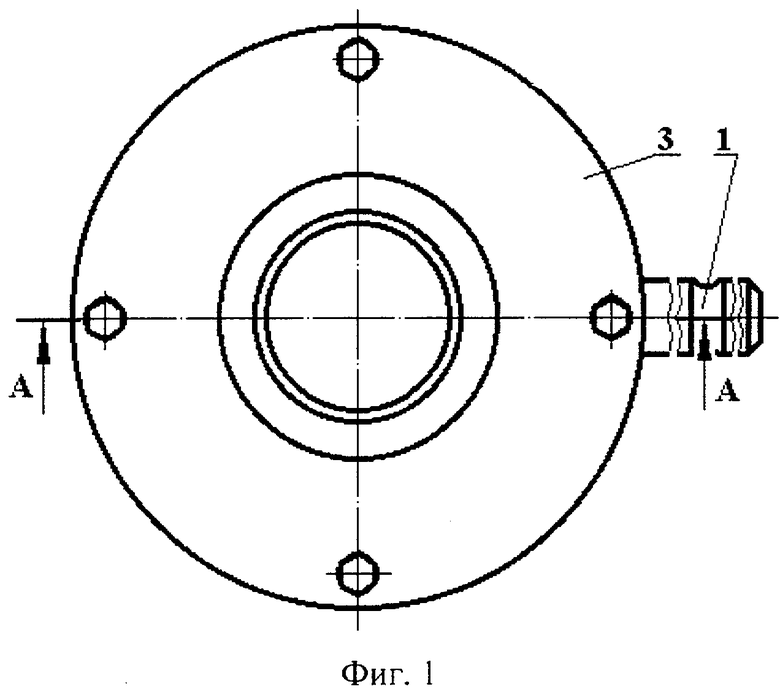
Охватывающий инструмент для статико-импульсного накатывания резьбы, содержащий волновод и воздействующий на него боек, связанный с генератором механических импульсов, отличающийся тем, что волновод выполнен в виде охватывающего заготовку резьбонакатного кольца с внутренней рабочей кольцевой резьбовой поверхностью в виде заборного конуса и цилиндрической калибрующей части, подвижно установленного в корпусе за счет радиально-упорного подшипника, расположенного на периферии кольца, и упорных подшипников, установленных на торцах, при этом корпус с кольцом установлен под углом, равным углу подъема накатываемой резьбы, к плоскости, перпендикулярной продольной оси заготовки, с сообщением упомянутому кольцу статической и динамической составляющих деформирующей силы.
| СПОСОБ СТАТИКОИМПУЛЬСНОЙ ОБРАБОТКИ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 1996 |
|
RU2098259C1 |
| ИНСТРУМЕНТ ДЛЯ БЕССТРУЖЕЧНОГО ФОРМООБРАЗОВАНИЯ | 1999 |
|
RU2170154C2 |
| Способ накатывания резьбы и устройство для его осуществления | 1982 |
|
SU1074639A1 |
| Резьбонакатная плоская плашка | 1957 |
|
SU126724A1 |
| Головка для образования наружных резьб | 1981 |
|
SU1042862A2 |
| US 3972213 A, 03.08.1976. | |||

