Изобретение относится к технологии машиностроения, к способам формообразования наружных резьб пластическим деформированием, в частности к получению наружных резьб комбинированной режуще-деформирующей обработкой.
Известный способ получения наружных резьб накатыванием резьбона-катными головками с осевой подачей (см. Киричек А.В., Афонин А.Н. Резьбонакатывание. Библиотека технолога. - М.: Машиностроение, 2009. - С.130) позволяет изготавливать резьбы высокого качества с высокой производительностью.
Недостатком данного способа является то, что он не нашел применения для получения крупных трапецеидальных резьб и резьб на заготовках из материалов с пониженной пластичностью из-за опасности разрушения материала заготовки в связи с исчерпанием запаса пластичности металла (переупрочнением).
Избежать переупрочнения можно применением комбинированной режуще-деформирующей обработки, заключающейся в накатывании резьбы по предварительно прорезанной винтовой канавке. Известен способ резьбофре-зерования с накатыванием, осуществляемый головкой, имеющей хвостовик, корпус, крышку и оси, установленные на подшипниках, при котором заготовке сообщают вращательное движение, а головке - осевую подачу, причем предварительное формирование резьбы осуществляют мелкозубыми дисковыми резьбовыми фрезами, жестко закрепленными на осях, а окончательное профилирование резьбы производят свободно вращающимися резьбонакат-ными роликами, имеющими заборную и калибрующую части (Патент РФ №2252099, МПК B21H 3/02. Способ резьбофрезерования с накатыванием. Опубликован в 2005 г.).
Недостатком данного способа является то, что накатывание резьбы по предварительно прорезанной винтовой канавке отличается более низкой, по сравнению с накатыванием по целому, глубиной упрочненного слоя.
Известна режуще-резьбонакатная головка, при обработке которой заготовке сообщается вращательное движение, а головке осевое движение подачи (А.с. СССР 1315180. Кл. B35G 5/00. Режуще-резьбонакатная головка. Опубликовано в 1987 г.). Головка обеспечивает расширение технологических возможностей накатывания за счет формирования заходного конуса на заготовках.
Недостатком данной головки является то, что она не обеспечивает возможности срезания переупрочненного металла при получении крупных трапецеидальных резьб и резьб на заготовках из материалов с пониженной пластичностью.
Техническим результатом изобретения является повышение глубины упрочнения при режуще-деформирующей обработке крупных трапецеидальных резьб и резьб на заготовках из материалов с пониженной пластичностью.
Технический результат изобретения достигается тем, используют резьбонакатную головку, содержащую резьбонакатные ролики, между которыми установлены режущие гребенки с зубьями с режущими кромками, расположенными напротив выступов накатываемой роликами на заготовке резьбы, при этом ширина вершины зубьев режущих гребенок равна ширине вершины выступов накатываемой роликами на заготовке резьбы, а зубья режущих гребенок расположены таким образом, что их режущие кромки находятся на расстоянии a i - 0,94H i от впадины накатываемой роликами на заготовке резьбы, где H i - высота выступа резьбы, формируемого i витком заборной части ролика.
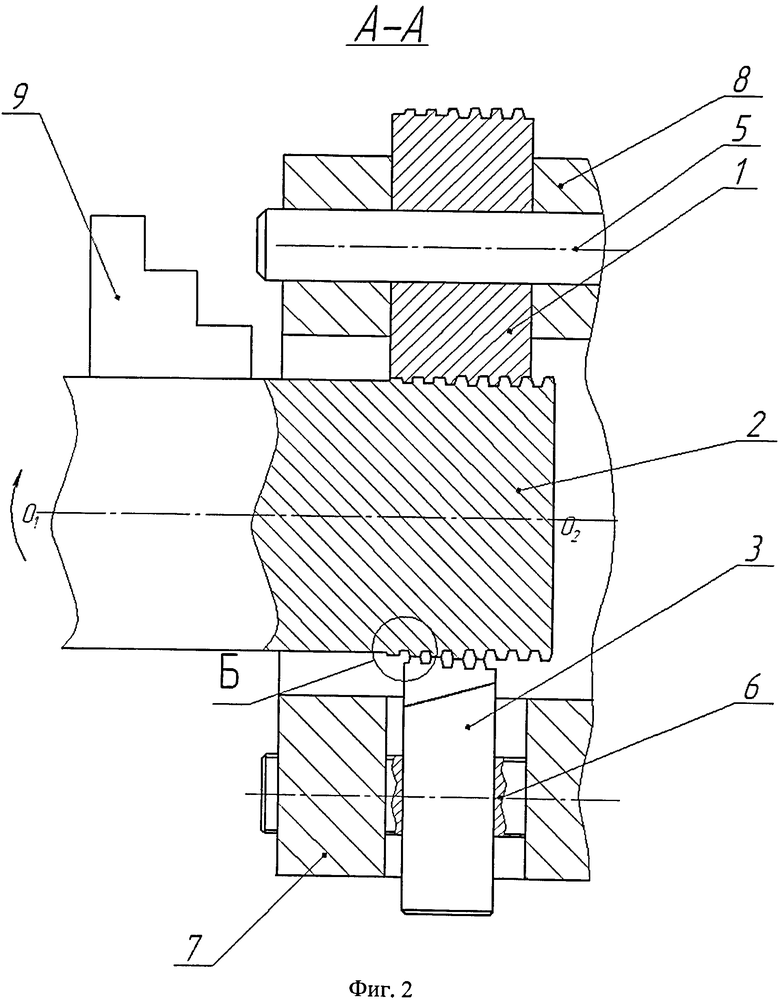
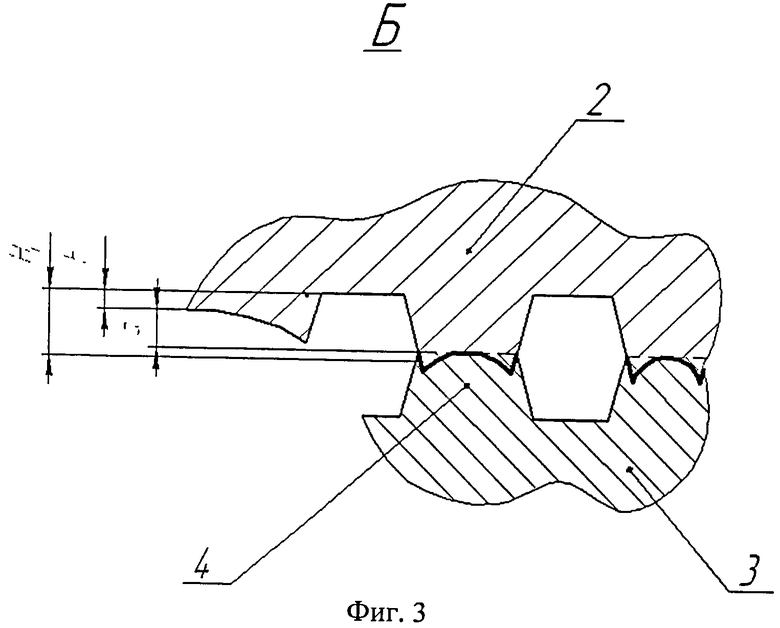
На фиг.1 изображена головка, реализующая предлагаемый способ, вид спереди; на фиг.2 - сечение A-A фиг.1; на фиг.3 - вид Б фиг.2.
Предлагаемый способ накатывания наружной резьбы на заготовке предназначен для получения крупных наружных трапецеидальных резьб и резьб на заготовках из материалов с пониженной пластичностью. Способ осуществляется специальной головкой, при этом заготовке сообщают вращательное движение, а головке - осевую подачу (при обработке на токарном станке). При обработке на сверлильном станке заготовка может быть неподвижной, а главное вращательное движение и поступательное движение осевой подачи могут сообщаться головке.
Головка, реализующая предлагаемый способ, содержит три или более резьбонакатных ролика 1, имеющих коническую заборную и цилиндрическую калибрующую части с кольцевыми выступами, имеющими форму профиля, соответствующий профилю впадины накатываемой резьбы. Оси вращения роликов 1 находятся под углом к оси вращения заготовки 2, равным углу подъема накатываемой резьбы. Между роликами по окружности напротив заборной части установлены режущие гребенки 3. Ширина вершины зубьев 4 режущих гребенок 3 равна ширине вершины выступов накатываемой роликами 1 на заготовке 2 резьбы. При этом зубья 4 гребенок 3 расположены таким образом, что их режущие кромки находятся на расстоянии a i - 0,94H i от впадины накатываемой роликами на заготовке резьбы, где H i - высота выступа резьбы, формируемого i витком заборной части ролика.
Оси 5 и 6 роликов 1 и гребенок 3 соответственно закреплены в передней 7 и задней 8 крышках головки.
Обрабатываемой заготовке 2, закрепленной в патроне 9, который расположен на шпинделе станка (на рисунке не показан), сообщается вращательное движение V З . При подводе головки к заготовке ей сообщается продольная подача S пр, равная шагу накатываемой резьбы на оборот заготовки. При перемещении головки относительно заготовки в осевом направлении происходит внедрение в заготовку 2 витков заборной части роликов 1. При этом металл из впадин накатываемой резьбы выдавливается в выступ. Края выступа приподняты относительно его середины из-за образования перед роликом волны металла 7 высотой h B=0,06…0,10H i. Зубья режущей гребенки 3, следующие за роликом 1, срезают волну 6 на вершине выступов накатываемой роликами на заготовке 2 резьбы, придавая ей плоскую в осевом сечении форму. Таким образом, они удаляют слой металла, подвергшийся переупрочнению. Однако, общий объем срезанного металла невелик, в связи с чем глубина упрочненного слоя практически не отличается от глубины упрочненного слоя при накатывании резьбы по целому.
После окончания формирования резьбы обрабатываемой заготовке 2 сообщается ускоренное вращение в обратную сторону, и она выкручивается из головки. Режущие гребенки 3 при этом не контактируют с накатанной резьбой. Для повышения производительности за счет ускоренного вывода заготовки головка может быть оснащена механизмом раскрытия (на рисунке не показан), отводящим от центра заготовки резьбонакатные ролики 1 и режущие гребенки 3 после завершения обработки на расстояние большее, чем высота профиля накатанной на заготовке 2 резьбы H max.
Предлагаемый способ комбинированного режуще-деформирующего накатывания наружных резьб специальной головкой с осевой подачей позволяет получать крупные трапецеидальные резьбы и резьбы на заготовках из материалов пониженной пластичностью с высокой производительностью и качеством, при этом головка имеет относительно простую конструкцию. Способ обеспечивает степень и глубину упрочнения, практически не отличающуюся от степени и глубины упрочнения при накатывании резьбы по целому и на 20…30% больше, чем при известных способах режуще-деформирующей обработки резьб.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТЧИК ДЛЯ НАКАТЫВАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫ НА ЗАГОТОВКЕ | 2012 |
|
RU2505374C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО РЕЗЬБОНАКАТЫВАНИЯ | 2012 |
|
RU2505383C1 |
| РЕЗЬБОНАКАТНОЙ МЕТЧИК С ИМПУЛЬСНЫМ УСТРОЙСТВОМ ПРИВОДА | 2013 |
|
RU2538248C1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443491C1 |
| РОЛИКИ ДЛЯ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443492C1 |
| РЕЗЬБОФРЕЗЕРНО-НАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2268117C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2005 |
|
RU2278760C1 |
| ОСЦИЛЛИРУЮЩИЕ РОЛИКИ ДЛЯ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2005 |
|
RU2277990C1 |
| РОЛИК ДЛЯ НАКАТЫВАНИЯ НАРУЖНОЙ РЕЗЬБЫ НА ЗАГОТОВКЕ | 2010 |
|
RU2447965C2 |
Изобретение относится к технологии машиностроения, а именно к формообразованию наружных резьб пластическим деформированием. Сообщают вращательное движение заготовке и осевую подачу резьбонакатной головке. Используют резьбонакатную головку, содержащую резьбонакатные ролики, между которыми установлены режущие гребенки с зубьями с режущими кромками, расположенными напротив выступов накатываемой роликами на заготовке резьбы. Ширина вершины зубьев режущих кромок равна ширине вершины выступов накатываемой роликами на заготовке резьбы. В результате повышается глубина упрочнения накатанной резьбы. 3 ил.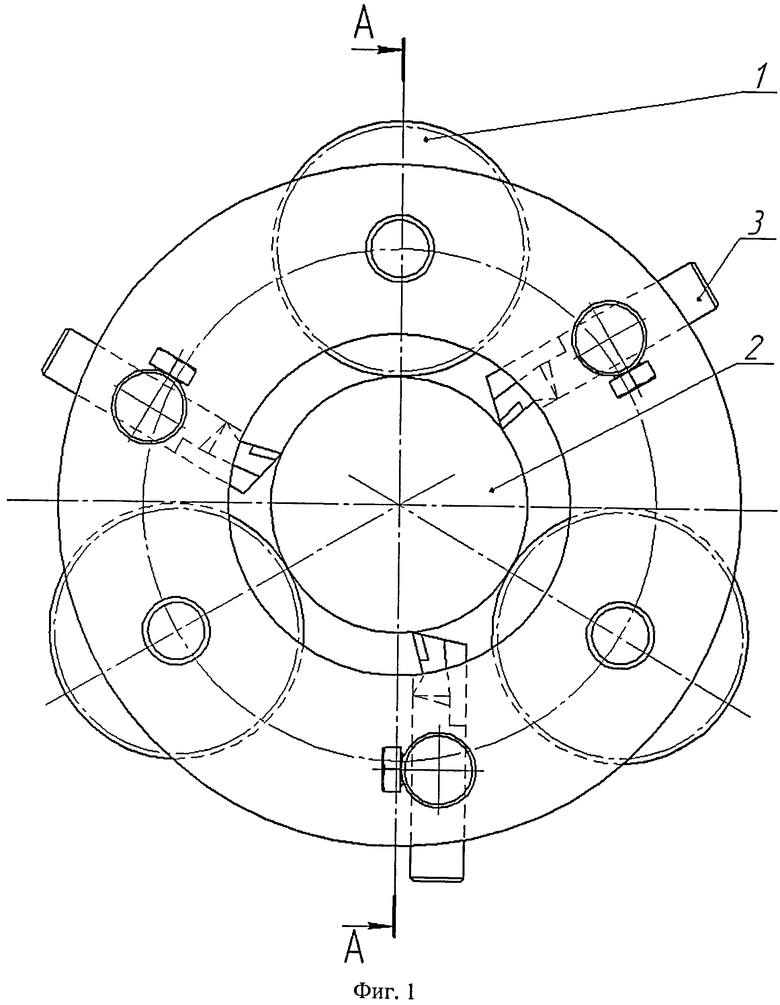
Способ накатывания резьбы на заготовке, включающий сообщение вращательного движения заготовке и осевой подачи резьбонакатной головке, отличающийся тем, что используют резьбонакатную головку, содержащую резьбонакатные ролики, между которыми установлены режущие гребенки с зубьями с режущими кромками, расположенными напротив выступов накатываемой роликами на заготовке резьбы, при этом ширина вершины зубьев режущих кромок равна ширине вершины выступов накатываемой роликами на заготовке резьбы, а режущие кромки зубьев режущих гребенок располагают на расстоянии a=0,94H от впадины накатываемой роликами на заготовке резьбы, где H - высота формируемого выступа резьбы.
| Режуще-резьбонакатная головка | 1986 |
|
SU1315180A1 |
| Плашка для получения наружной резьбы | 1974 |
|
SU489571A2 |
| Резьбонакатная головка | 1987 |
|
SU1500425A1 |
| Гидравлическое следящее устройство к копировальным стайкам | 1951 |
|
SU94622A1 |

