Изобретение относится к строительству железных дорог, в частности к фрезам, используемым при обработке поверхности шейки рельса для устранения локальных неровностей в зоне сварного стыка рельсов.
Известна фреза для фрезерования поверхности катания и одной или двух радиусных поверхностей, сопряженных с боковыми гранями головки рельса, указанная в способе обработки рабочей поверхности головки рельса и станке для его осуществления (RU, заявка на изобретение №2001100690/02, кл. В 23 С 3/00, опубл. 2003 г.). Недостатком известной фрезы является то, что она не обеспечивает обработку поверхности шейки рельса.
Известна фреза, указанная в устройстве для фрезерования поверхности поперечного профиля рельса, содержащая корпус и пластины из твердого сплава, установленные на поверхности корпуса для обеспечения обработки с одной стороны шейки рельса, одной из наклонных поверхностей головки рельса, или одной из наклонных поверхностей основания рельса и одной из радиусных поверхностей, сопряженной с ними и шейкой рельса (JP, патент №2837628, кл. Е 01 В 31/13, опубл. 1996 г.).
Недостатками известной фрезы являются:
- из-за различных радиусных поверхностей, сопряженных с наклонными поверхностями головки и основания рельса для обработки шейки рельса, необходимо иметь не менее двух фрез на каждую сторону шейки рельса, что усложняет конструкцию привода и управление процессом обработки;
- фреза не обеспечивает обработку радиусной поверхности в нижней части головки рельса и боковой поверхности основания, что требует введения дополнительной обработки и снижает эффективность использования фрезы;
- ввиду ограниченного диаметра фрезы, связанного с размерами обрабатываемых поверхностей шейки рельса, снижается эффективность ее использования и ресурс работы.
Известна фреза для обработки поверхности рельса, принятая за прототип, содержащая корпус и пластины из твердого сплава, установленные на поверхности корпуса для обеспечения обработки с одной стороны - шейки рельса, одной из наклонных поверхностей головки рельса или одной из наклонных поверхностей основания рельса и одной из радиусных поверхностей, сопряженной с ними и шейкой рельса (JP, 7259005A, NITTA MISAO; KIKI NIPPON KIDO KOKIKK, 09.10.1995).
Недостатками известной фрезы являются:
- известная фреза не оснащена дополнительными элементами корпуса с пластинами из твердого сплава для обработки боковой поверхности основания рельса, что снижает ее эксплуатационные возможности;
- отсутствие вертикального перемещения фрезы не обеспечивает последовательной обработки одной фрезой обеих наклонных поверхностей головки и основания рельса и при геометрических отклонениях этих поверхностей возможно врезание фрезы в эти поверхности, что снижает надежность работы рельсового пути.
Техническим результатом изобретения является обеспечение возможности обработки боковой поверхности основания рельса и обеспечение вертикального перемещения фрезы, обеспечивающего последовательную обработку одной фрезой обеих наклонных поверхностей головки и основания рельса, что расширяет эксплуатационные возможности фрезы и повышает надежность работы рельсового пути.
Указанный технический результат достигается тем, что фреза для обработки поверхности шейки рельса, содержащая корпус и пластины из твердого сплава, установленные на поверхности корпуса для обеспечения обработки с одной стороны шейки рельса, одной из наклонных поверхностей головки рельса или одной из наклонных поверхностей основания рельса и одной из радиусных поверхностей, сопряженной с ними и шейкой рельса, выполнена с возможностью вертикального рабочего перемещения для обеспечения последовательной обработки одной фрезой обеих наклонных поверхностей, обеих радиусных поверхностей, сопряженных с ними и шейкой рельса, радиусной поверхности сопряжения боковой грани и наклонной поверхности головки рельса и боковой поверхности основания рельса, а также для обработки аналогичных поверхностей рельса с другой стороны.
На чертеже изображено поперечное сечение рельса и фрезы для обработки поверхности шейки рельса.
Фреза содержит корпус 1, пластины 2 из твердого сплава, установленные на поверхности корпуса 1 для обеспечения последовательной обработки с одной стороны шейки 3 рельса 4, одной из наклонных поверхностей 5 головки 6 рельса 4, одной из наклонных поверхностей 7 основания 8 рельса 4 и 7 и шейкой 3 рельса 4. Фреза выполнена с возможностью вертикального рабочего перемещения для обеспечения последовательной обработки одной фрезой обеих наклонных поверхностей 5 и 7, обеих радиусных поверхностей 9 и 10, сопряженных с ними и шейкой 3 рельса 4, а также радиусной поверхности 11 сопряжения боковой грани 12 и наклонной поверхности 5 головки 6 рельса 4. Фреза оснащена дополнительным элементом корпуса 1 с пластинами 2, расположенными в нижней части ее, обеспечивающими возможность обработки боковой поверхности 13 основания 8 рельса 4. Для обработки аналогичных поверхностей рельса 4 с другой стороны используется данная фреза с ее переустановкой или другая аналогичная фреза. Диаметр фрезы Д определяется из условия эксплуатации фрезы и требований к ресурсу ее работы и не ограничивается размерами обрабатываемых поверхностей шейки рельса 3, что повышает ресурс работы и эффективность использования фрезы. Высота фрезы Н определяется размерами обрабатываемого рельса 4, а зазор ΔН между пластинами 2 фрезы и наклонной поверхностью 5 головки 6 рельса 4 определяется колебаниями высоты шейки 3 рельса 4.
Фреза работает следующим образом.
Вращающаяся с необходимой скоростью резания фреза горизонтальным рабочим перемещением пластинами 2 из твердого сплава, установленными в корпусе 1, касается шейки 3 рельса 4 и вертикальным рабочим перемещением касается одной из наклонных поверхностей 7, как указано на чертеже, или поверхности 5 и радиусных поверхностей 10 или 9, а также боковой поверхности 13 основания 8 или радиусной поверхности 11, после чего по этим поверхностям производится необходимое заглубление фрезы (врезание) в поверхность шейки 3 рельса 4 и ее перемещение вдоль оси рельса. Обработка второй наклонной поверхности 5 или 7 производится последовательно, после обработки первой наклонной поверхности. При обработке аналогичных поверхностей рельса 4 с другой стороны последовательность движений фрезы сохраняется. Обработка сложного профиля каждой из сторон 3 шейки рельса 4 одной фрезой, вместо двух у прототипа без дополнительных движений фрез, упрощает конструкцию привода фрез и систему управления процессом обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФРЕЗА КОМБИНИРОВАННАЯ ДЛЯ ОБРАБОТКИ ПОДОШВЫ РЕЛЬСА | 2011 |
|
RU2460836C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ПРОФИЛЯ РЕЛЬСА | 2011 |
|
RU2466830C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ПРОФИЛЯ РЕЛЬСА | 2008 |
|
RU2396149C1 |
| ФРЕЗА ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА | 2004 |
|
RU2279333C1 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| СПОСОБ ФОРМИРОВАНИЯ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ | 2010 |
|
RU2456144C2 |
| ФРЕЗА | 2001 |
|
RU2191095C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ ПРОФИЛЬНЫМИ ФРЕЗАМИ, ОСНАЩЕННЫМИ СМЕННЫМИ МНОГОГРАННЫМИ ПЛАСТИНАМИ, И ФРЕЗЫ ДЛЯ ПРОФИЛЬНОЙ ОБРАБОТКИ РЕЛЬСОВ | 2005 |
|
RU2291929C2 |
| СБОРНАЯ ФАСОННАЯ ФРЕЗА | 2010 |
|
RU2454301C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ | 2010 |
|
RU2472895C2 |
Изобретение относится к строительству железных дорог, в частности к фрезам, используемым при обработке поверхности шейки рельса для устранения локальных неровностей в зоне сварного стыка рельсов. Фреза для обработки поверхности шейки рельса содержит корпус и пластины из твердого сплава, установленные на поверхности корпуса для обеспечения обработки с одной стороны шейки рельса, одной из наклонных поверхностей головки рельса или одной из наклонных поверхностей основания рельса и одной из радиусных поверхностей, сопряженной с ними и шейкой рельса. Фреза выполнена с возможностью вертикального рабочего перемещения для обеспечения последовательной обработки одной фрезой обеих наклонных поверхностей, обеих радиусных поверхностей, сопряженных с ними и шейкой рельса, радиусной поверхности сопряжения боковой грани и наклонной поверхности головки рельса и боковой поверхности основания рельса, а также для обработки аналогичных поверхностей рельса с другой стороны. Техническим результатом изобретения является обеспечение обработки одной фрезой шейки рельса, наклонных поверхностей головки и основания рельса, радиусной поверхности в нижней части головки рельса и боковой поверхности основания, что упрощает конструкцию привода фрезы, систему управления процессом обработки, увеличивает ресурс работы фрезы и повышает эффективность ее использования. 1 ил.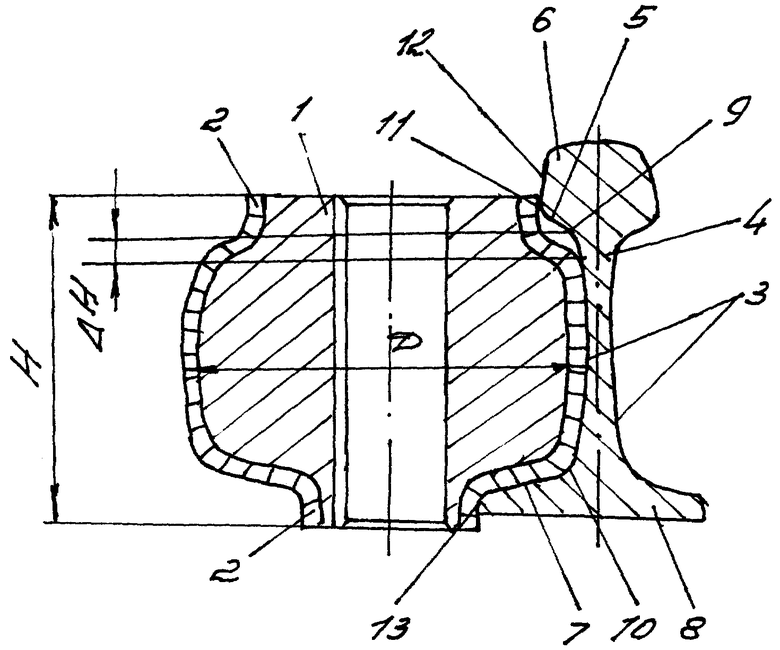
Фреза для обработки поверхности шейки рельса, содержащая корпус и пластины из твердого сплава, установленные на поверхности корпуса для обеспечения обработки с одной стороны шейки рельса, одной из наклонных поверхностей головки рельса или одной из наклонных поверхностей основания рельса и одной из радиусных поверхностей, сопряженной с ними и шейкой рельса, отличающаяся тем, что фреза выполнена с возможностью вертикального рабочего перемещения для обеспечения последовательной обработки одной фрезой обеих наклонных поверхностей, обеих радиусных поверхностей, сопряженных с ними и шейкой рельса, радиусной поверхности сопряжения боковой грани и наклонной поверхности головки рельса и боковой поверхности основания рельса, а также для обработки аналогичных поверхностей рельса с другой стороны.
| JP 7259005 A, 09.10.1995 | |||
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| ПРОДОЛЬНО-ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ СВАРНЫХ СТЫКОВ | 0 |
|
SU206276A1 |

