1
Изобретение относится к области производства валков листопрокатных станов.
Известны способы шлифования поверхности бочки валков периферией круга, ось вращения которого установлена под углом к оси вращения валка, а направление вектора линейной скорости вращения бочки валка совпадает с направлением составляющей вектора линейной скорости вращения периферии круга, перпендикулярной к образующей бочки валка.
Цель изобретения - получение поверхности бочки валка с направлением следов обработки вдоль образующей бочки валка.
Для этого угол наклона оси вращения круга выбирают таким, чтобы скорость вращения бочки валка была равна составляющей скорости вращения периферии круга, перпендикулярной к образующей бочки валка.
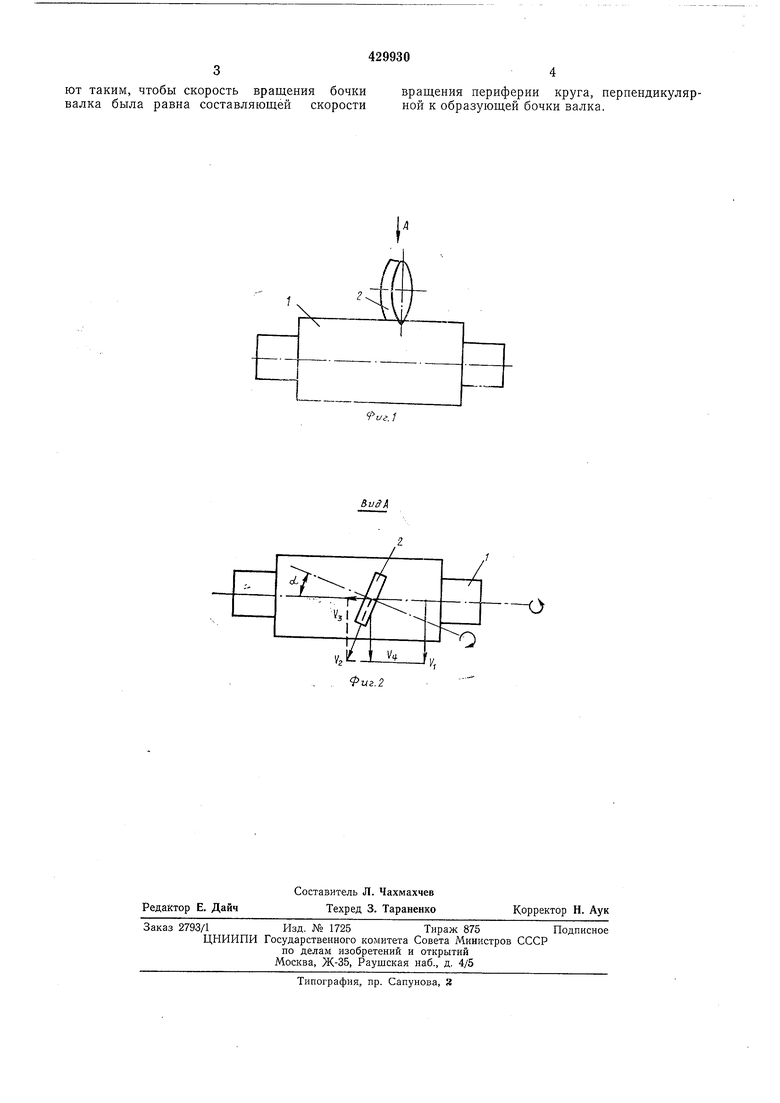
На фиг. 1 представлена схема контакта шлифовального круга и валка; на фиг. 2 - вид по стрелке А на фиг. 1 и направление составляющих скоростей.
Валок 1 цапфами устанавливают в люнеты шлифовального станка или в центрах.
Вращение валка происходит относительно его оси от индивидуального привода,, как па обычном вальцешлифовальном стапке.
Шлифовальный круг 2 вместе с двигателем (на чертеже не изображен), приводящим его
во вращение, устанавливают на поворотную головку (на чертеже не изображена).
В зависимости от скорости вращения бочки валка Vj (см. фиг. 2), скорости вращения круга V2 И необходимой скорости резания УЗ ось шлифовального круга поворачивают на угол а, величину которого выбирают такой, чтобы составляющая линейной скорости периферии круга, перпендикулярная к образующей бочки валка, была равна линейной скорости поверхности бочки валка Vi и направлена в одну сторону в ней.
При этом достигается резание в направлении скорости Va и отсутствие съема металла в направлении скорости V.i.
Предмет изобретения
.Способ шлифования поверхпости бочки валков периферией круга, ось вращепия которого установлена под углом к оси вращения валка, а направление вектора линейной скорости вращения бочки валка совпадает с направлением составляющей вектора линейной скорости вращения периферии круга, перпендикулярной к образующей бочки валка, отличающийся тем, что, с целью получения поверхности бочки валка с направлением следов обработки вдоль образующей бочки валка, угол наклона оси вращепия круга выбира3ют таким, чтобы скорость вращения бочки валка была равна составляющей скорости 4 вращения периферии круга, перпендикулярной к образующей бочки валка.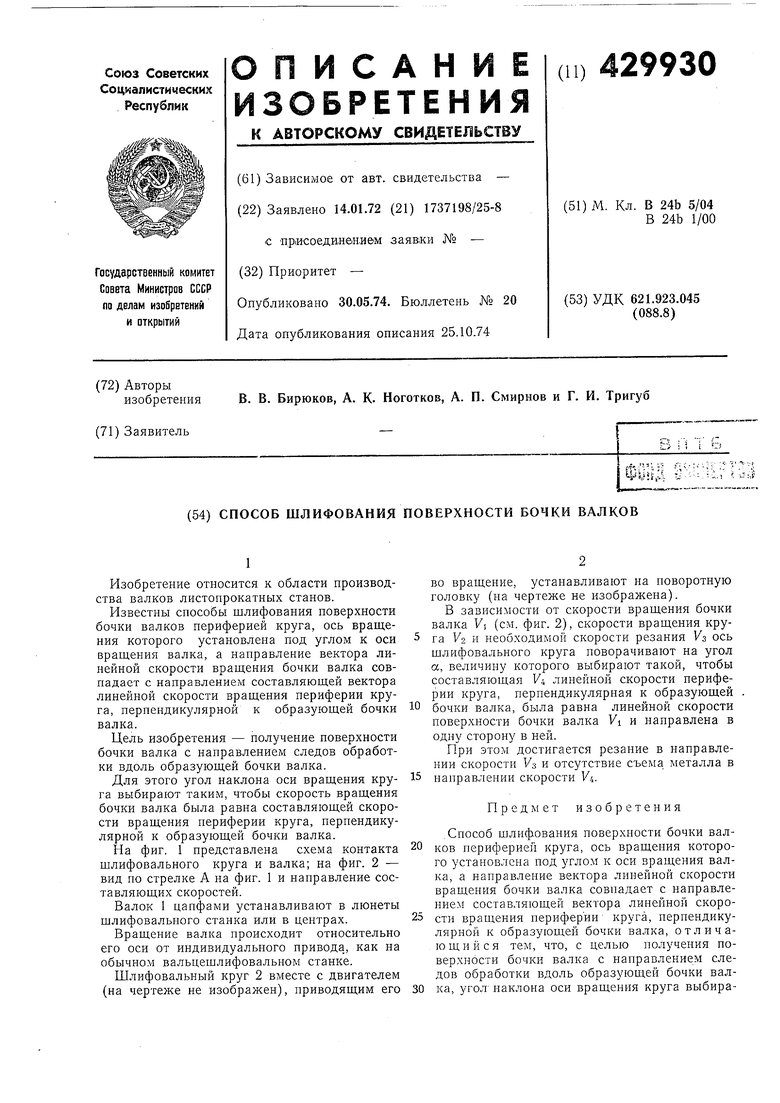
| название | год | авторы | номер документа |
|---|---|---|---|
| Вальцешлифовальный станок | 1981 |
|
SU1006171A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЛИСТОПРОКАТНОГО ВАЛКА | 1998 |
|
RU2123400C1 |
| Способ шлифования поверхностей тел вращения | 1990 |
|
SU1815159A1 |
| Способ шлифования конических поверхностей деталей | 1979 |
|
SU901026A1 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2164851C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2191677C1 |
| СПОСОБ ШЛИФОВАНИЯ ЖЕЛОБОВ ИЗДЕЛИЙ ТИПА КОЛЕЦ УПОРНЫХ ШАРИКОПОДШИПНИКОВ | 1971 |
|
SU319448A1 |
| СПОСОБ ШЛИФОВАНИЯ СНАБЖЕННОЙ ПРОДОЛЬНЫМ ОТВЕРСТИЕМ ВРАЩАТЕЛЬНО-СИММЕТРИЧНОЙ МАШИННОЙ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2003 |
|
RU2320467C2 |
| СПОСОБ ШЛИФОВАНИЯ | 1998 |
|
RU2146586C1 |
| Способ шлифования вогнутых криволинейных поверхностей | 1990 |
|
SU1780998A1 |
--О
