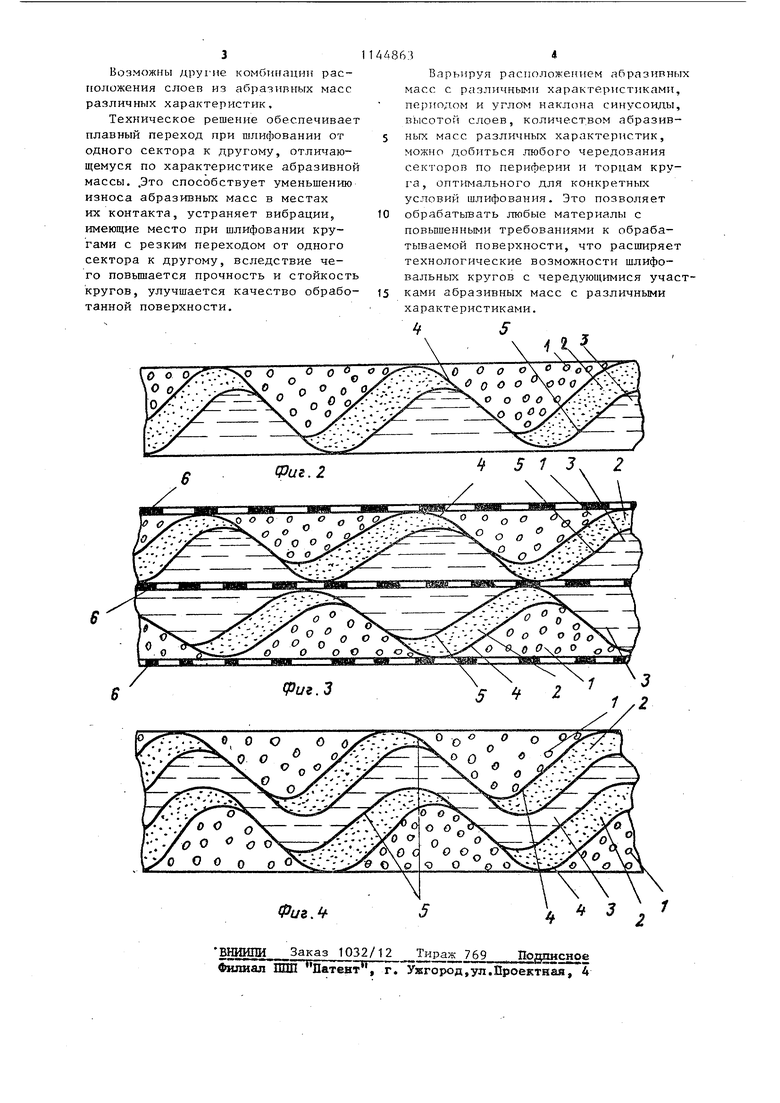
Изобретение относится к кругам для прерывистого шлифования, предназначенным для обработки различных материалов как периферией круга, та и торцовыми его поверхностями. Известен шлифовальный круг с черед тогцимися участками абразивных масс с различными характеристиками 1 , В указанном круге участки с пони женной твердостью и абразивной способностью вьтолнены в виде секторов стороны которых расположены паралле но радиусам круга так, что централь ная часть его, примыкающая к отверс TIDO, образована из сливающихся учас ков с повьпяенной твердостью и абразивной способностью. Поверхности, разделяющие сектора расположены перпендикулярно к плоскости круга или к линии шлифования, т.е. при шлифовании происходит резкий переход от одного сектора к дру гому. Это вызьтает интенсивный износ абразивной массы в местах контакта масс различных характеристик, что приводит к ухудшен1Ж) качества обрабатываемой поверхности, возникновению вибрации круга и вследствие этого, снижению его стойкости и прочности. Указанный недостаток резко проявляется особенно при шлифовании труднообрабатываемых материалов, например высокой твердости. Кроме того, известный круг обладает меньшей механической прочность по сравнению с кругом из абразивной массы одной характеристики. Это объясняется небольшой площадью контакта абразивных масс различных характеристик между собой и. вследствие этого, недостаточной адгезионной связью их. Целью изобретения является повышение размерной стойкости шлифоваль ного круга, снижение радиальных колебаний шлифовального круга, повыше ние качества обрабатьтаемой поверхности, расширение его технологических возможностей. . Поставленная цель достигается тем, что -шлифовальный круг с чередующ пчися участками абразивных масс с различными характеристиками выпол нен в виде чередующихся по высоте слоев, соприкасающиеся между собой поверхности которых имеют криволинейную форму, определяемую в цилиндрических концентрических сечениях синусоидой с равномерно уменьшающимся к оси круга периодом. На фиг. 1 представлен шлифоваггьный круг в В1зде развертки по периметру круга, из двух абразивных масс различных характеристик; на фиг. 2 - то же, из трех абразивных Maccj на фиг. 3 - то же, с армирующей стеклосеткой внутри и на торцах кругаi на фигч 4 - то же, из трех абразивных масс. Шлифовальный круг выполнен в виде чередующихся по высоте слоев 1, 2 и 3 абразивных масс с различными характеристиками, например различных по структуре, по зернистости. Соприкасающиеся между собой поверхности 4 и 5 слоев имеют криволинейную форму, определяемую в цилиндрических концентрических сечениях круга синусоидой, при этом период Т синусоиды равномерно уменьшается в радиальном направлении от максимальной величины на периферии до минимальной на внутреннем диаметре круга. В круге, показанном на фиг. 1, абразивные массы слоев 1 и 3 имеют одинаковую характеристику. Промежуточный слой 2 имеет постоянную высоту. В круге на фиг.2 слои имеют различную характеристику абразивных масс, промежуточный слой есть только на восходящей ветви синусоиды, на нисходящей ветви наружные слои контактируют между собой. Круг на фиг.З. армирован внутри и по торцам стеклосеткой 6. Слои 3, расположенные с обеих сторон внутренней стеклосетки 6, имеют одинаковую характеристику абразивной массы. Слои 1, примыкающие к наружным армирующим прокладкам, также одинаковой характеристики. Слои 2, находящиеся между слоями 1 и 3 одинаковой характеристики, расположены по восходящей ветви синусоиды. Шлифовальный круг, показанньй на фиг. 4, выполнен из трех различных По характеристике масс. При этом средний слой имеет постоянную высоту, к нему с обеих сторон примыкают слои с другой характеристикой абразивной массы, расположенные по восходящей ветви синусоиды, и далее к торцам - слои третьей массы.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНЫЙ КРУГ | 2004 |
|
RU2282531C2 |
| Способ изготовления шлифовального круга | 1984 |
|
SU1192954A1 |
| СПОСОБ ШЛИФОВАНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2355551C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ ПОВЫШЕННОЙ ПРОЧНОСТИ НА БАКЕЛИТОВОЙ СВЯЗКЕ | 2007 |
|
RU2349446C1 |
| СПОСОБ ФОРМИРОВАНИЯ АЛМАЗНО-АБРАЗИВНОГО КРУГА КОМБИНИРОВАННОЙ ЗЕРНИСТОСТИ ВОЗДУШНО-АБРАЗИВНОЙ СТРУЕЙ | 2008 |
|
RU2371304C1 |
| АЛМАЗНО-АБРАЗИВНЫЙ КРУГ С КОМБИНИРОВАННОЙ ЗЕРНИСТОСТЬЮ | 2008 |
|
RU2358853C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНЫХ ИНСТРУМЕНТОВ С ОРИЕНТИРОВАННЫМИ ЗЕРНАМИ | 2008 |
|
RU2369474C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ НА КЕРАМИЧЕСКОЙ СВЯЗКЕ | 2013 |
|
RU2539254C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОГО ДВУСТОРОННЕГО АБРАЗИВНОГО ИНСТРУМЕНТА | 1993 |
|
RU2078680C1 |
| Композиционный шлифовальный круг для торцевого шлифования | 2024 |
|
RU2840031C1 |
ШЛИФОВАЛЬНЫЙ КРУГ с чередующимися по высоте слоями абразивных масс различных характеристик, отличающийся тем, что, с целью повьппения стойкости круга, каждьй слой имеет криволинейную форму, определяемую в цилиндрических концентрических сечениях синусоидой с уменьшающимся к оси круга периодом. (Л ЭО Эд :о
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шлифовальный круг | 1977 |
|
SU642145A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
