Данное изобретение касается термопластического тройника для подсоединения переходного патрубка к магистральному трубопроводу. Изобретение также касается способа изготовления такого тройника.
В настоящее время нет приемлемого используемого способа изготовления переходных патрубков, особенно крупногабаритных. Для труб определенного диаметра можно изготовить сварочное зеркало, а для малогабаритных труб имеются эластичные седла, подходящие для некоторых диаметров магистральных трубопроводов, но нет способа, позволяющего такую же соединительную деталь применять к магистральным трубопроводам различных диаметров и различных категорий давления.
Техническая задача настоящего применения состоит в создании такого тройника, который можно легко изготавливать независимо от диаметра и толщины магистрального трубопровода. Эта цель может быть достигнута с помощью тройника, который отличается тем, что содержит термопластическую соединительную деталь, включающую штуцер для патрубка, а также основной участок, по существу соответствующий изгибу магистрального трубопровода и являющийся по существу прямоугольным, если смотреть в направлении центральной оси упомянутого штуцера, и этот основной участок приварен встык к кольцу трубы, имеющему диаметр, подобный диаметру магистрального трубопровода, и ширину, подобную ширине основного участка, взамен детали, удаленной из упомянутого кольца трубы и имеющей диаметр, подобный диаметру основного участка. Упомянутый тройник можно приваривать встык к заданному месту магистрального трубопровода либо как таковой, либо его можно обеспечить удлинительными деталями или манжетами и на концах кольца трубы, и на штуцере для патрубка так, чтобы можно было использовать обычное оборудование для сварки встык для установки упомянутого тройника, или так, чтобы установку можно было выполнять в виде фланцевого соединения.
Благодаря толщине стенки соединительной детали, соединительную деталь, предназначенную для патрубка определенного диаметра, можно использовать в тройнике согласно изобретению для магистральных трубопроводов различных диаметров.
В соответствии с изобретением, согласно способу образования вышеупомянутого тройника
- изготавливают термопластическую соединительную деталь, имеющую штуцер для патрубка и основной участок, по существу соответствующий изгибу магистрального трубопровода и являющийся по существу прямоугольным, если смотреть в направлении центральной оси упомянутого штуцера;
- отрезают кольцо трубы, имеющее ширину, соответствующую протяженности в направлении оси основного участка соединительной детали, от термопластической трубы, имеющей диаметр, подобный диаметру магистрального трубопровода;
- прикрепляют упомянутое кольцо трубы к сварочному столу или кронштейну;
- отрезают от кольца трубы деталь, соответствующую размерам основного участка;
- осуществляют чистовую обработку для сварки встык поверхностей отрезанного кольца трубы и основного участка соединительной детали, подлежащих свариванию друг с другом;
- нагревают обработанные начисто поверхности, подлежащие сварке, до пластичного состояния посредством сварочного зеркала или зеркал;
- удаляют сварочные зеркала или зеркало и сжимают вместе поверхности, подлежащие соединению, для обеспечения сварного соединения встык между кольцом трубы и основным участком соединительной детали.
Для того чтобы можно было присоединить упомянутый тройник к системе труб с помощью обычного оборудования для сварки встык или фланцевого соединения, тройник может быть завершен сваркой встык или детали трубы или втулки к концам тройника и для магистрального трубопровода, и для патрубка.
Дополнительные особенности изобретения раскрыты в прилагаемых зависимых пунктах формулы изобретения.
Ниже изобретение описано более подробно со ссылкой на прилагаемые чертежи, на которых
фиг.1 - поперечное сечение первого варианта осуществления тройника согласно изобретению,
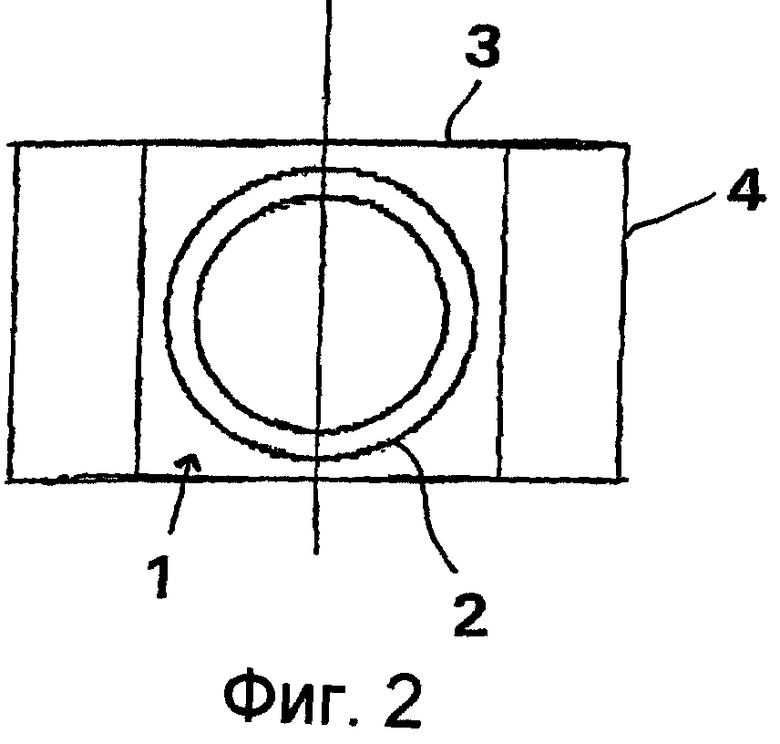
фиг.2 - вид сверху тройника фиг.1,
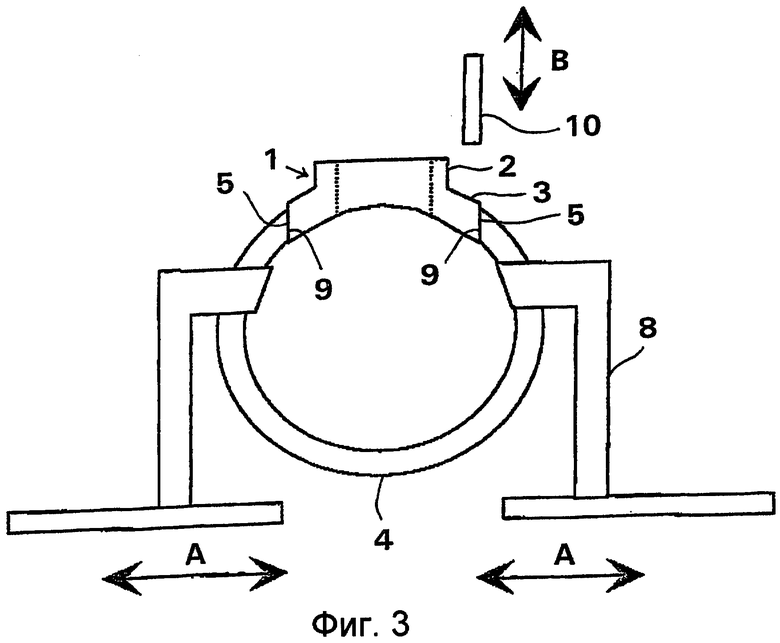
фиг.3 - дополнительный вариант осуществления тройника согласно изобретению, прикрепленного к сварочному столу, после того, как было вырезано отверстие кольца трубы и была установлена соединительная деталь,
фиг.4 - изображение в перспективе тройника фиг.3 в большем масштабе,
фиг.5 - изображение в перспективе примера завершения изготовления тройника фиг.4 и
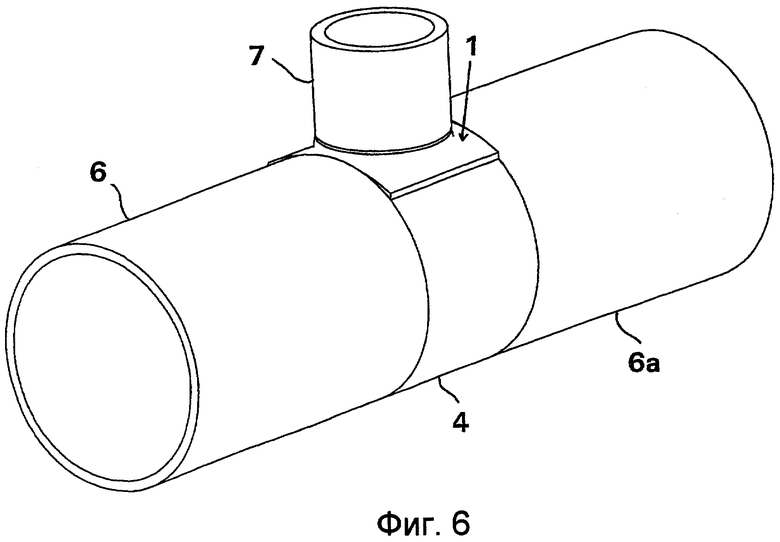
фиг.6 - тройник, окончательно изготовленный способом, показанным на фиг.5.
Тройник согласно изобретению для подсоединения переходного патрубка к магистральному трубопроводу содержит термопластическую соединительную деталь 1, включающую штуцер 2 для патрубка, а также основной участок 3, по существу соответствующий изгибу магистрального трубопровода и являющийся по существу прямоугольным при рассмотрении в направлении центральной оси упомянутого штуцера 2, и этот основной участок приварен встык к кольцу трубы 4, имеющей диаметр, подобный диаметру магистрального трубопровода, и ширину, подобную ширине основного участка 3, вместо детали, удаленной из упомянутого кольца трубы и имеющей диаметр, подобный диаметру основного участка 3.
Соединительная деталь 1, показанная на фиг.1 и 2, была изготовлена согласно первому варианту осуществления с основным участком 3, имеющим ограничивающие поверхности 5 в осевом направлении магистрального трубопровода, проходящие в плоскостях вдоль радиуса изгиба основного участка 3. Когда тройник включает в себя такую соединительную деталь 1, то деталь, имеющую размер основного участка 3, удаляют из кольца 4 трубы упомянутого тройника с помощью радиальных распилов.
Согласно дополнительному варианту осуществления, показанному на фиг.3-6, ограничивающие поверхности 5 основного участка 3 соединительной детали 1, в осевом направлении магистрального трубопровода, параллельны друг другу и проходят в плоскостях, параллельных центральной оси штуцера 2 упомянутой соединительной детали. Таким образом, ограничивающие поверхности 5 имеют большие площади, предоставляющие возможности более устойчивого сварного соединения между основным участком 3 и кольцом 4 трубы, потому что кольцо 4 трубы разрезано с таким же скосом. Дополнительное существенное преимущество этого варианта осуществления заключается в том, что оба сварных соединения можно выполнять одновременно, поскольку упомянутые поверхности, подлежащие соединению, будут находиться полностью перпендикулярно силам, прижимающим их друг к другу на этапе сварки встык.
Чтобы можно было установить вышеупомянутый тройник в систему труб с помощью обычного оборудования для сварки встык, оба конца кольца 4 трубы в тройнике предпочтительно обеспечены удлинительными деталями 6, 6a, имеющими диаметр, подобный диаметру магистрального трубопровода, а штуцер 2 для патрубка в упомянутом тройнике образован удлинительной деталью 7, имеющей диаметр, подобный диаметру патрубка, как показано в примере на фиг.6. Если упомянутый тройник предназначен для присоединения к системе труб с помощью фланцевого соединения, упомянутые концы и штуцер 2 могут быть приспособлены для обеспечения манжетами соответствующих диаметров.
Согласно изобретению при изготовлении тройника предварительно изготавливают термопластическую соединительную деталь 1 посредством использования технологии формовки или литья, причем упомянутая соединительная деталь включает штуцер 2 для патрубка определенного диаметра, а также основной участок 3, по существу соответствующий изгибу магистрального трубопровода и являющийся по существу прямоугольным, если смотреть в направлении центральной оси упомянутого штуцера 2;
- кольцо 4 трубы, имеющее ширину, соответствующую протяженности в направлении оси основного участка 3 соединительной детали, отрезают от термопластической трубы, имеющей диаметр магистрального трубопровода, подлежащего встраиванию;
- отрезанное таким образом кольцо 4 трубы прикрепляют к сварочному столу 8 или кронштейну, имеющему средство фиксирования, подвижному в направлении двойных стрелок А, чтобы приспособить сварочный стол к трубам различных диаметров, а также направлять силы сжатия и растяжения к прикрепленному кольцу 4 трубы;
- затем от удерживаемого кольца 4 трубы отрезают деталь, соответствующую размерам основной части 3 соединительной детали;
- окончательно обрабатывают для сварки встык поверхности 5, 9 вырезанного отверстия кольца 4 трубы и основного участка 3, которые должны быть сварены вместе;
- пары окончательно обработанных поверхностей 5, 9, подлежащих сварке вместе, нагревают до пластичного состояния посредством сварочного зеркала 10 или зеркал, которые следует вставлять между каждой парой поверхностей 5, 9, при этом перемещение упомянутого сварочного зеркала 10 между положением нагрева и исходным положением схематично показано двойной стрелкой B;
- когда термопластический материал на поверхностях 5, 9, подлежащих сварке вместе, достигнет пластичного состояния, сварочное зеркало 10 или зеркала удаляют из пространства между упомянутыми поверхностями и перемещают в исходное положение, показанное на фиг.3, после чего подлежащие соединению поверхности 5, 9 прижимают вместе с помощью сведения средств зажима сварочного стола 8 друг к другу управляемым образом так, чтобы образовать сварное соединение встык между кольцом 4 трубы и основным участком 3 соединительной детали.
В зависимости от формы основного участка 3 соединительной детали в кольце 4 трубы вырезают отверстие либо радиальными надрезами, как показано на фиг.1 и 2, либо надрезами, проходящими в направлении центральной оси штуцера 2 соединительной детали, то есть в принципе, вертикальными надрезами, как показано на фиг.3-6, в то время как кольцо 4 трубы прикреплено к сварочному столу 8.
Согласно первому варианту осуществления, сварку встык можно выполнять, выполняя сначала сварное соединение на одной стороне, а после этого выполняя сварное соединение на другой стороне. Тем самым ею можно легко управлять, чтобы поддерживать правильную силу давления в зоне сварки в течение всего периода.
Согласно второму варианту осуществления, оба сварных соединения выполняют одновременно, особенно если все поверхности 5, 9, подлежащие соединению, параллельны друг другу, и в этом случае, конечно, необходимы два сварочных зеркала 10.
Чтобы обеспечить установку тройника согласно изобретению в систему труб с помощью обычного оборудования для сварки встык, удлинительные детали 6, 6a, имеющие диаметр, подобный диаметру магистрального трубопровода, можно приварить встык к обоим концам кольца 4 трубы, а удлинительную деталь 7, имеющую диаметр, подобный диаметру патрубка, можно приварить встык к штуцеру 2 для патрубка. Если, вместо этого, тройник будет установлен посредством использования фланцевого соединения, к упомянутым концам тройника можно приварить встык втулки соответствующих диаметров.
Чтобы гарантировать, что сварное соединение встык между основным участком 3 и кольцом 4 трубы соединительной детали 1 не повредится или не сломается из-за нагрузок, действующих на него, упомянутое сварное соединение можно укрепить как изнутри, так и снаружи ручным экструдером, как схематично показано на фиг.4 в отношении внешнего укрепленного соединения.


Изобретение относится к строительству трубопроводного транспорта и используется для подсоединения термопластического тройника к магистральному трубопроводу. Изготавливают термопластическую соединительную деталь, содержащую штуцер для патрубка и основной участок, соответствующий изгибу магистрального трубопровода. От термопластической трубы, имеющей диаметр, подобный диаметру магистрального трубопровода, отрезают кольцо, имеющее ширину, соответствующую протяженности в направлении оси основного участка соединительной детали. Закрепляют кольцо на сварочном столе или кронштейне и отрезают от кольца деталь, соответствующую размерам основного участка. Обрабатывают подлежащие сварке встык поверхности отрезанного кольца и основного участка соединительной детали. Нагревают до пластичного состояния с помощью сварочного зеркала (10) или зеркал обработанные для сварки поверхности. Удаляют сварочное зеркало или зеркала и сжимают вместе поверхности, подлежащие соединению друг с другом, что обеспечивает сварное соединение встык кольца и основного участка соединительной детали. Приваривают к кольцу встык удлинительные детали тройника. Расширяет арсенал технических средств. 2 н. и 8 з.п. ф-лы, 6 ил.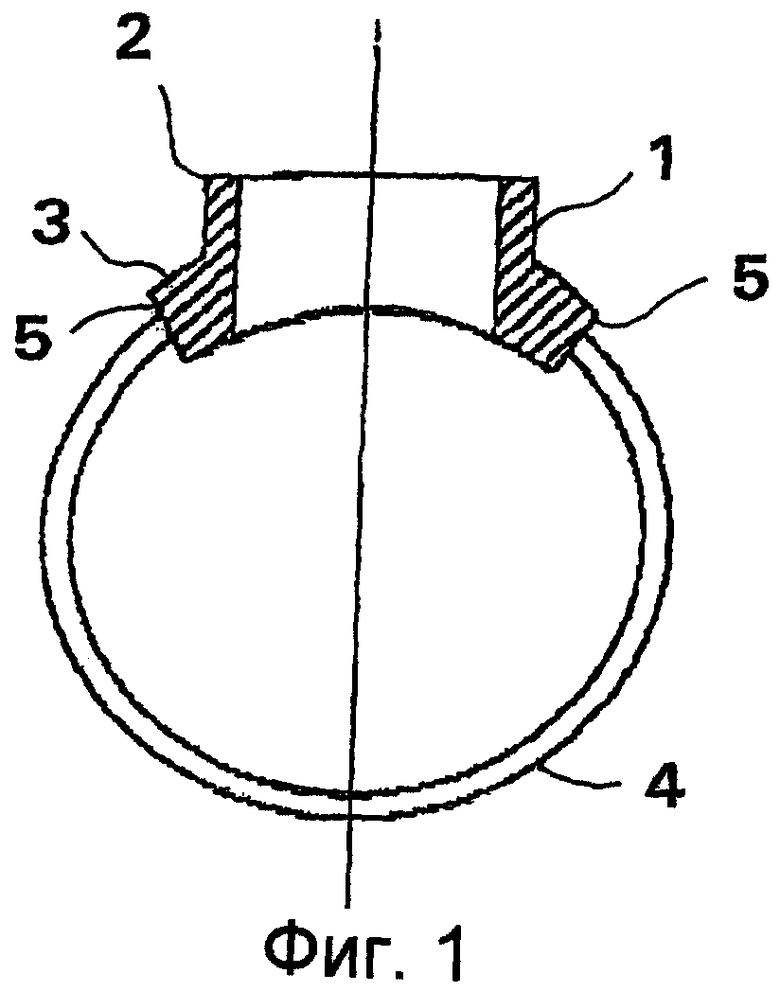
| ФИТИНГ | 1992 |
|
RU2014546C1 |
| Тройник для соединения труб из термопластов | 1983 |
|
SU1122519A1 |
| СТРЕЛКА С ПОДВИЖНЫМ ОСТРИЕМ КРЕСТОВИНЫ | 2009 |
|
RU2443824C1 |
| US 4927476 F, 22.05.1990. | |||

