Изобретение относится к трубопроводному транспорту и предназначено для использования при строительстве трубопроводов, транспортирующих агрессивные среды.
Известен способ внутренней противокоррозионной защиты сварных соединений трубных фасонных деталей с заводским внутренним противокоррозионным лакокрасочным покрытием в процессе строительства трубопровода, заключающийся в установке во внутреннюю полость соединяемых концов трубных фасонных деталей перед сваркой защитной втулки с лакокрасочным покрытием (Рекламный материал фирмы «Tuboscope-Vetco», US).
Так как длина присоединительных концов трубных фасонных деталей, сопрягаемых с защитной втулкой, очень мала и не позволяет обеспечить требуемое качество сопряжения, к присоединительным концам фасонной трубной детали перед нанесением на нее внутреннего противокоррозионного лакокрасочного покрытия приваривают патрубки, отрезанные от трубы соответствующего размера.
На концах устанавливаемой защитной втулки на некотором расстоянии от ее торцов имеются специальные канавки, в которые устанавливаются уплотнительные резиновые кольца круглого сечения. Перед установкой защитной втулки на внутреннюю полость соединяемых концов трубных фасонных деталей наносится специальный герметик. В процессе введения защитной втулки во внутреннюю полость соединяемых концов трубных фасонных деталей герметик выдавливается резиновым уплотнительным кольцом защитной втулки из зазора, образуемого защитной втулкой с внутренним покрытием трубной фасонной детали, и, формируясь в виде валика перед торцами защитной втулки, защищает этот зазор от проникновения жидкости, транспортируемой по трубопроводу. Само резиновое кольцо не может обеспечить в этих условиях герметичность сопряжения концевых участков защитной втулки с покрытием трубных фасонных деталей из-за значительных геометрических погрешностей формы и размеров последних.
В центральной части защитной втулки на ее наружной поверхности имеется специальная проточка, позволяющая создать воздушную прослойку между втулкой и внутренней поверхностью соединяемых патрубков трубных фасонных деталей в зоне сварки, а следовательно, предотвратить термическое разрушение защитного покрытия втулки. С этой же целью на поверхности проточки установлена прокладка из специальной термостойкой ткани с низкой теплопроводностью.
Для обеспечения центрирования втулки относительно сварного соединения трубных фасонных деталей в центре проточки втулки приварены три радиально расположенных тонких стальных лепестка, размещаемых между свариваемыми торцами присоединительных патрубков трубных фасонных деталей и образующих единое целое со сварным швом после сварки.
Основными недостатками рассмотренного способа внутренней противокоррозионной защиты сварного соединения трубных фасонных деталей с внутренним защитным покрытием являются:
- сложность герметизации неравномерного и значительного по величине зазора между защитной втулкой и внутренней поверхностью свариваемых патрубков трубных фасонных деталей, что обусловлено значительным допуском на внутренний диаметр патрубков, изготавливаемых из нефтегазопроводных труб, и значительной овальностью внутренней поверхности этих патрубков;
- уменьшение внутреннего сечения трубопровода в местах установки защитной втулки, что обусловливает образование на этих участках значительных твердых отложений веществ, выпадающих из транспортируемой по трубопроводу жидкости, и затрудняет внутреннюю очистку трубопровода традиционными механическими методами, в частности пробками или ершами;
- невозможность контроля герметичности зазора между защитной втулкой и внутренней поверхностью сваренных концов патрубков трубных фасонных деталей при строительстве трубопровода;
- сложность предотвращения вытеснения герметика из уплотняемого зазора газами, образующимися при сварке металла;
- необходимость приварки к наружной поверхности защитной втулки в центральной части проточки трех радиально расположенных стальных лепестков, что снижает технологичность этой втулки, удорожает ее себестоимость и может оказывать существенное влияние на качество сварного соединения патрубков трубных фасонных деталей, так как в химический состав материала сварочного шва включаются при сварке компоненты материала стальных лепестков при их оплавлении.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому техническому результату является способ внутренней противокоррозионной защиты сварного соединения фасонных деталей с внутренним лакокрасочным покрытием (см. RU 2122150), заключающийся в следующем. На концах соединительных патрубков трубных фасонных деталей сверлятся поперечные отверстия с последующим нарезанием резьбы. Внутрь соединяемых патрубков с поперечным резьбовым отверстием вводится втулка в коррозионностойком исполнении. На концах втулки в специальных канавках установлены самоуплотняющиеся эластичные манжеты. В средней части втулки на ее наружной поверхности предусмотрена проточка, образующая совместно с внутренней поверхностью соединяемых патрубков трубных фасонных деталей и самоуплотняющимися манжетами полость под герметик. На поверхности проточки втулки на равном расстоянии от ее концов закреплены радиально расположенные фиксаторы из стальной проволоки или листовой стали. Противоположные концы фиксаторов размещаются между свариваемыми торцами соединительных патрубков трубных фасонных деталей и, оплавляясь при сварке, образуют единое целое со сварным швом. После окончания сварки в одно из поперечных резьбовых отверстий на сваренных патрубках трубных фасонных деталей подают под избыточным давлением герметик, заполняющий внутреннюю полость, образуемую втулкой, внутренней поверхностью сваренных патрубков с покрытием и самоуплотняющимися манжетами. Герметик нагнетается до тех пор, пока не начнется его выход через второе поперечное резьбовое отверстие. После этого опрессовывают сваренные трубные фасонные детали избыточным давлением и при отсутствии течи через поперечные отверстия последние заглушают резьбовыми пробками.
Основными недостатками рассмотренного способа внутренней противокоррозионной защиты сварного соединения трубных фасонных деталей с внутренним защитным покрытием являются:
- сложность герметизации неравномерного и значительного по величине зазора между защитной втулкой и внутренней поверхностью свариваемых патрубков трубных фасонных деталей, что обусловлено значительным допуском на внутренний диаметр патрубков и значительной овальностью внутренней поверхности этих патрубков;
- уменьшение внутреннего сечения трубопровода в местах установки защитной втулки, что обусловливает образование на этих участках значительных твердых отложений веществ, выпадающих из транспортируемой по трубопроводу жидкости, и затрудняет внутреннюю очистку трубопровода традиционными механическими методами, в частности пробками или ершами.
- необходимость установки на наружной поверхности защитной втулки в центральной части проточки трех радиально расположенных стальных лепестков, что снижает технологичность этой втулки, удорожает ее себестоимость и может оказывать существенное влияние на качество сварного соединения патрубков трубных фасонных деталей, так как в химический состав материала сварочного шва включаются при сварке компоненты материала стальных лепестков при их оплавлении.
Задачей данного изобретения является повышение качества внутренней противокоррозионной защиты сварных соединений трубных фасонных деталей трубопровода за счет обеспечения надежной их герметичности и возможности контроля герметичности, повышение ремонтопригодности.
Поставленная задача решается тем, что в предлагаемом способе внутренней втулочной противокоррозионной защиты сварных соединений трубных фасонных деталей с внутренним противокоррозионным покрытием выполняют приварку к соединяемым концам трубных фасонных деталей патрубков с раструбом на свободном конце, имеющем в средней части поперечное резьбовое отверстие, наносят защитное противокоррозионное покрытие на внутреннюю поверхность каждой трубной фасонной детали с приваренным патрубком, наносят слой герметика на участок внутренней поверхности, прилегающий к внутреннему уступу раструба, устанавливают во внутренней полости соединяемых раструбов защитную втулку с расположенными в выполненных на наружной поверхности ее концов канавках уплотнительными кольцами и с проточкой, выполненной между ними и изолированной прокладкой из термостойкой теплоизолирующей ткани, с возможностью образования кольцевой полости между наружной поверхностью теплоизолирующей прокладки и внутренней поверхностью раструбной части соединяемых патрубков, соединяют сваркой раструбы труб, производят опрессовку водой сваренного комплекса трубных фасонных деталей для контроля герметичности внутренней втулочной противокоррозионной защиты сварного соединения с последующей установкой резьбовых пробок в резьбовых отверстиях.
Создание раструба с калиброванной внутренней поверхностью на соединяемых концах трубных фасонных деталей для установки защитной втулки обеспечивает сохранение внутреннего сечения трубопровода и более надежную герметичность сопряжения наружной поверхности защитной втулки с внутренней поверхностью раструба.
В частном случае осуществления способа выполняют заполнение кольцевой полости герметиком с высокомодульным наполнителем через резьбовое отверстие одного из раструбов до появления герметика в резьбовом отверстии другого раструба, что обеспечивает повышением несущей способности защитной втулки, позволяет применять ее при более высоких давлениях транспортируемой по трубопроводу жидкости.
Кроме того, в частном случае осуществления способа требуемое положение защитной втулки относительного сварочного шва обеспечивают внутренними уступами сваренных раструбов, что исключает необходимость установки на наружной поверхности защитной втулки в ее центральной части фиксирующих элементов - трех радиально расположенных стальных лепестков, в результате чего повышается технологичность защитной втулки, снижается ее себестоимость, исключается загрязнение материала сварочного шва, происходящее при оплавлении фиксирующих лепестков.
Изобретение иллюстрируется графическим материалом, где на чертеже приведена схема реализации предлагаемого способа, при этом позициями обозначены: 1 - присоединительные концы фасонных деталей; 2 - приваренные к присоединительным концам фасонных деталей патрубки с раструбом на свободном конце; 3 - внутреннее противокоррозионное покрытие; 4, 10, соответственно, пробка в резьбовом отверстии; 5 - защитная втулка; 6 - уплотнительное резиновое кольцо; 7 - слой герметика; 8 - сварочный шов; 9 - прокладка из теплоизоляционного термостойкого материала.
Способ осуществляют следующим образом. К присоединительным концам 1 соединяемых трубных фасонных деталей приваривают патрубки 2 соответствующего размера с раструбом на свободном конце. На внутреннюю поверхность каждой трубной фасонной детали с приваренным патрубком наносят противокоррозионное покрытие 3, например лакокрасочное покрытие. В средней части (по длине) раструба каждого приваренного патрубка выполнено поперечное (радиальное) резьбовое отверстие 10, ось которого перпендикулярна оси раструба. На участок внутренней поверхности раструба шириной 10-15 мм, прилегающий к внутреннему уступу раструба, наносят слой герметика 7. Внутрь раструбных концов соединяемых трубных фасонных деталей вводят защитную втулку 5 из коррозионностойкого материала. Возможно выполнение втулки с противокоррозионным покрытием. На концах втулки в канавках, выполненных на ее наружной поверхности, устанавливают эластичные уплотняющие резиновые кольца 6 круглого сечения, возможна установка самоуплотняющихся манжет. В процессе введения защитной втулки во внутреннюю полость соединяемых концов трубных фасонных деталей ее эластичные уплотняющие резиновые кольца перемещают герметик в осевом направлении, обеспечивая образование валика герметика перед торцами защитной втулки, предотвращающего проникновение перекачиваемой агрессивной жидкости в зазор между защитной втулкой и внутренним покрытием раструбных концов соединяемых трубных фасонных деталей. В средней части втулки (между кольцами) на ее наружной поверхности выполнена проточка, образующая совместно с внутренней поверхностью раструбных концов соединяемых трубных фасонных деталей и уплотняющими элементами защитной втулки кольцевую полость. Наименьшая длина проточки выбирается из условия, чтобы в ее пределах находились поперечные резьбовые отверстия 4 в соединяемых раструбных концах трубных фасонных деталей. Поверхность проточки изолируют прокладкой из теплоизоляционного термостойкого материала 9, например, термостойкой ткани с низкой теплопроводностью.
После введения защитной втулки во внутреннюю полость раструбных концов соединяемых трубных фасонных деталей производят их соединение сварочным швом 8. Для контроля герметичности внутренней втулочной противокоррозионной защиты сварного соединения изготовленного комплекса трубных фасонных деталей производят их опрессовку водой. Показателем герметичности является отсутствие течи воды через открытые резьбовые отверстия в сваренных раструбных концах трубных фасонных деталей. При обнаружении течи жидкости через резьбовые отверстия производят герметизацию указанной внутренней кольцевой полости, путем закачки герметика через резьбовое отверстие в одном из сваренных раструбных концов комплекса трубных фасонных деталей до появления герметика на выходе из резьбового отверстия другого приваренного раструбного конца трубной фасонной детали. При положительных результатах опрессовки сваренного комплекса трубных фасонных деталей поперечные резьбовые отверстия в раструбных концах заглушают пробками. Закачка герметика с наполнителем из высокомодульных материалов во внутреннюю полость, образованную проточкой защитной втулки и внутренней поверхностью сваренных раструбов, существенно повышает несущую способность защитной втулки, что позволяет применять тонкостенные стальные втулки с защитным покрытием и втулки из неметаллических материалов для внутренней противокоррозионной защиты сварного соединения трубных фасонных деталей, используемых в трубопроводах высокого давления.
При осуществлении заявленного способа использовались трубные фасонные детали типа тройника и отвода диаметром 114 мм и толщиной стенки 6 мм. К присоединительным концам трубных фасонных деталей были приварены патрубки того же диаметра длиной 150 мм с раструбом на свободном конце. Раструб в патрубке формировали на прессе до приварки к трубной фасонной детали с помощью пуансона, имеющего начальную коническую часть и калибрующую цилиндрическую часть, обеспечивающую получение внутреннего размера раструба равного наружному диаметру защитной втулки. В средней части сформированных раструбов были просверлены поперечные - радиальные отверстия диаметром 6 мм, в которых была нарезана резьба. Под эти отверстия были изготовлены резьбовые пробки с потайными головками. После приварки патрубков с раструбом к присоединительным концам трубных фасонных деталей произвели внутреннюю обработку сварного шва механизированным инструментом, дробеструйную обработку внутренней поверхности соединяемых трубных фасонных деталей с приваренными патрубками и выполнили коррозионную защиту подготовленных поверхностей - окраску эпоксидной эмалью «Эпобен-Терма». Защитную втулку изготовили из текстолитовой трубной заготовки с толщиной стенки 8 мм. Внутренний диаметр защитной втулки соответствовал внутреннему диаметру патрубка, приваренного к трубной фасонной детали, а наружный диаметр защитной втулки соответствовал внутреннему диаметру раструбного конца этого патрубка. На поверхность наружной проточки втулки была наложена прокладка из теплоизоляционного термостойкого материала - из стеклоткани. В канавки, выполненные на наружной поверхности концов защитной втулки, установили уплотнительные резиновые кольца. Перед установкой защитной втулки в соединяемые раструбные концы на внутреннюю поверхность, прилегающую к внутреннему уступу каждого раструба, нанесли слой эпоксидного герметика в виде пояска шириной 15 мм. Сразу же после нанесения герметика защитную втулку ввели вручную во внутреннюю полость соединяемых раструбов и произвели сварку раструбов. Для отверждения герметика комплекс трубных фасонных деталей, состоящий из тройника и отвода, после сварки был выдержан при цеховой температуре 15-18°С в течение 24 часов, а затем была произведена его опрессовка водой на испытательном стенде ОАО «Армагус» (г.Гусь-Хрустальный) при давлении 10,0 МПа в течение 5 мин. Течь через резьбовые отверстия в сваренных раструбах отсутствовала. Это свидетельствует о герметичности внутренней втулочной противокоррозионной защиты сварного соединения изготовленного комплекса трубных фасонных деталей с внутренним противокоррозионным покрытием, а следовательно, о требуемом качестве этой защиты.
Изобретение относится к трубопроводному транспорту. Предназначено для использования при строительстве трубопроводов, транспортирующих агрессивные среды. Для реализации способа к концам соединяемых между собой труб приваривают патрубки с раструбом на свободном конце. Наносят на внутреннюю поверхность труб и приваренных к ним патрубков противокоррозионное полимерное покрытие. Во внутреннюю полость раструбной части патрубка устанавливают защитную втулку с уплотнительными резиновыми кольцами на наружной поверхности ее концевых участков. Выступающий конец защитной втулки вводят во внутреннюю полость раструбной части патрубка второй трубы. После этого осуществляют сварку раструбных концов соединяемых труб. Для повышения герметичности на внутреннюю поверхность раструба наносят перед установкой втулки тонкий слой герметика. В раструбной части каждого патрубка выполнено резьбовое отверстие. После проведения опрессовки и, при необходимости, дополнительного введения герметика, резьбовые отверстия заглушают резьбовыми пробками. Изобретение повышает надежность внутренней противокоррозионной защиты сварных соединений фасонных трубных деталей в агрессивных средах, обеспечивает сохранение внутреннего сечения трубопровода. 2 з.п. ф-лы, 1 ил.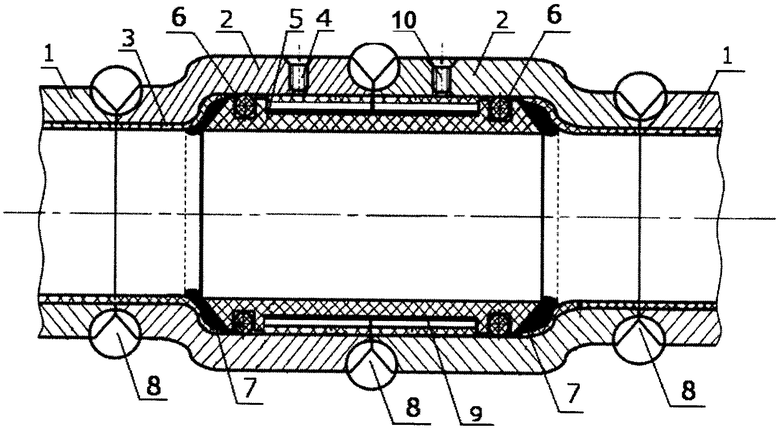
1. Способ внутренней втулочной противокоррозионной защиты сварных соединений трубных фасонных деталей с внутренним противокоррозионным покрытием, в котором выполняют приварку к соединяемым концам трубных фасонных деталей патрубков с раструбом на свободном конце, имеющем в средней части поперечное резьбовое отверстие, наносят защитное противокоррозионное покрытие на внутреннюю поверхность каждой трубной фасонной детали с приваренным патрубком, наносят слой герметика на участок внутренней поверхности патрубка, прилегающий к внутреннему уступу раструба, устанавливают во внутренней полости соединяемых раструбов защитную втулку с расположенными в выполненных на наружной поверхности ее концов канавках уплотнительными кольцами и с проточкой, выполненной между ними и изолированной прокладкой из термостойкой теплоизолирующей ткани, с возможностью образования кольцевой полости между наружной поверхностью теплоизолирующей прокладки и внутренней поверхностью раструбной части соединяемых патрубков, соединяют сваркой раструбы труб, производят опрессовку водой изготовленного комплекса трубных фасонных деталей для контроля герметичности внутренней втулочной противокоррозионной защиты сварного соединения с последующей установкой резьбовых пробок в резьбовых отверстиях.
2. Способ по п.1, отличающийся тем, что в нем для повышения несущей способности защитной втулки выполняют заполнение кольцевой полости герметиком с высокомодульным наполнителем через резьбовое отверстие одного из раструбов до появления герметика в резьбовом отверстии другого раструба.
3. Способ по п.1 или 2, отличающийся тем, что в нем для повышения технологичности соединения требуемое положение защитной втулки относительного сварочного шва обеспечивают внутренними уступами сваренных раструбов.
| СПОСОБ ПРОТИВОКОРРОЗИОННОЙ ЗАЩИТЫ ВНУТРЕННЕЙ ПОВЕРХНОСТИ СВАРНЫХ СОЕДИНЕНИЙ ТРУБ | 1997 |
|
RU2122150C1 |
| СПОСОБ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ СВАРНЫХ СТЫКОВ ТРУБОПРОВОДОВ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2000 |
|
RU2162188C1 |
| US 5104152 A, 14.04.1992 | |||
| US 4357745 A, 09.11.1982 | |||
| US 3965555 A, 29.06.1976. | |||

