Настоящее изобретение относится к способу соединения термопластиковых труб, изготовленных посредством спиральной обмотки полого профиля по существу с прямоугольным поперечным сечением. Изобретение относится также к устройству для соединения труб, выполненных посредством спиральной обмотки полого профиля.
Трубу из полого профиля можно изготавливать посредством спиральной обмотки полого профиля и скрепления, например, с помощью сварки каждого намотанного витка с ближайшим предыдущим намотанным витком. Если трубу, выполненную посредством спиральной обмотки, разрезают под прямым углом к ее оси, концевая поверхность конца трубы за счет шага обмотанного профиля, снабженная углублением в виде канавки, проходящей вдоль большей части периферии трубы, переходит в спирально проходящий канал профиля. Структура таких трубных концов является не регулярной и более слабой, чем у труб со сплошными стенками, что исключает соединение труб с помощью способов, например с помощью обычной сварки встык, используемых для соединения сплошных стенок.
Способ, широко используемый для соединения друг с другом труб, изготовленных посредством спиральной обмотки, состоит в использовании муфтового соединения. Однако соединение, выполненное с помощью герметизации, не является таким прочным, как сварное соединение, и герметичность соединения зависит от используемого резинового уплотнения. Другим путем соединения вместе спирально намотанных труб является использование резьбового соединения с использованием витков трубы. Резьбовое соединение как таковое не является водонепроницаемым. Такой вид труб можно соединять друг с другом также с использованием воротника на наружной поверхности труб, в частности, в соединении с резьбовыми соединениями. Однако такой воротник часто выполняется из металла, что не является наилучшей альтернативой для труб, используемых в наружных применениях. В частности, трубы большого диаметра соединяются вместе с помощью экструзионной сварки. Эту сварку можно выполнять механически с помощью подходящего специального оборудования или вручную. При экструзионной сварке трубные концы, подлежащие соединению вместе, отрезают вдоль боковой стенки спирально намотанного профиля и конец профиля отрезают под определенным углом. После этого трубы выравнивают друг с другом, прижимают друг к другу и сваривают экструзией вручную или механически с наружной поверхности и/или внутренней поверхности трубы. Однако используемый снаружи сварочный аппарат относится к специальной технологии. При ручной сварке результат сварки зависит от человека, выполняющего сварку. Ручная сварка, выполняемая снаружи, требует также достаточного пространства: для сварки нижней стороны трубы трубу иногда необходимо поднимать или же вырывать яму под трубой.
Разработаны способы электрической сварки (см., например, WO 00/46540) для устранения недостатков указанных выше способов. Электрическое сопротивление, покрытое термопластиком, помещают между обработанными концами трубы, при этом электрическое сопротивление расплавляет пластмассовую оболочку и концевые поверхности труб, подлежащих соединению. Резистивная проволока и ее пластмассовое покрытие остается в соединении, соединяющем концы труб. Недостатком этого способа является, помимо прочего, неравномерное качество получаемого соединения. Поскольку резистивная проволока расплавляет лишь небольшое количество пластмассы, то легко возникают проблемы соединения, если, например, концевые поверхности труб являются неровными. Трубы должны быть также тщательно выровнены друг с другом и поддерживаться с помощью дополнительной корневой опоры во время процесса соединения для удерживания резистивной проволоки или избыточного расплавленного пластмассового материала между трубами, подлежащими соединению.
Однако все указанные выше способы соединения являются трудоемкими и требуют много времени или же не обеспечивают достаточно прочное соединение, а некоторые из них требуют использования специального оборудования.
Целью данного изобретения является создание способа, требующего меньше предварительной подготовки и меньше стадий обработки во время самой сварки. Эта цель достигнута с помощью способа согласно пункту 1 формулы изобретения и оборудования согласно пункту 8 формулы изобретения.
За счет использования способа согласно данному изобретению можно частично использовать существующее оборудование зеркальной сварки и можно получать прочное и герметичное соединение труб. За счет использования этого способа можно выполнять соединение труб так, что соединение образуется в основном из материала, получаемого из концов труб, подлежащих соединению. Соединение труб также требует меньшей точности, чем в существующих способах соединения, что ускоряет соединение труб на рабочей площадке.
Ниже приводится подробное описание изобретения со ссылками на прилагаемые чертежи, на которых изображено:
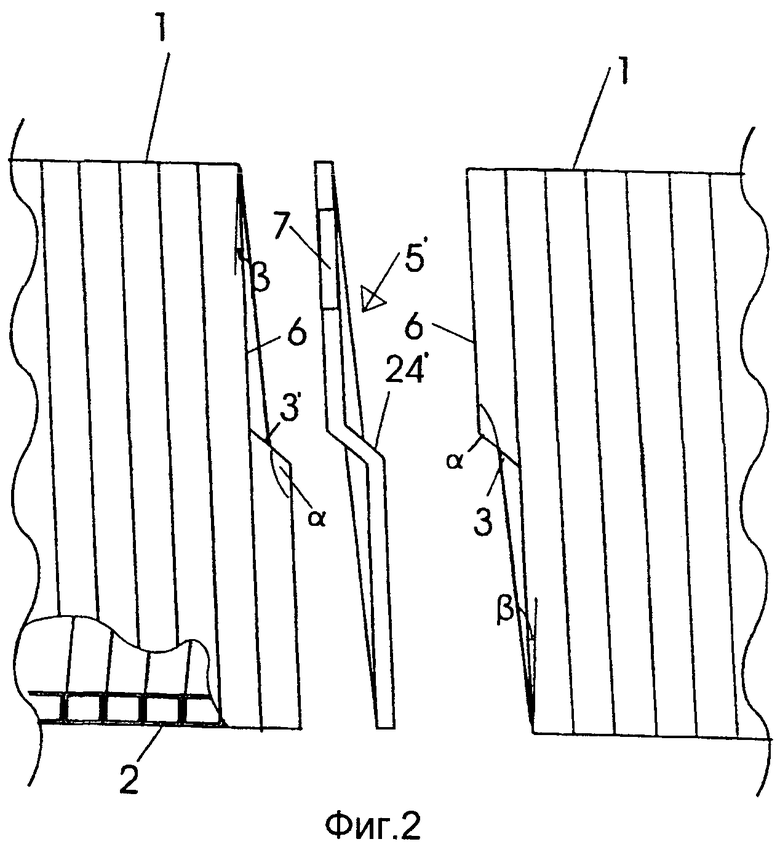
фиг.1 - трубные концы, подлежащие соединению вместе, и вариант выполнения сварочного зеркала согласно изобретению, на виде сбоку;
фиг.2 - трубные концы, подлежащие соединению вместе, и другой вариант выполнения сварочного зеркала согласно изобретению на виде сбоку;
фиг.3 - сварочное зеркало согласно данному изобретению перед его регулированием в соответствии с шагом трубного конца;
фиг.4 - сварочное зеркало согласно изобретению после его согласования с шагом трубных концов, подлежащих соединению, на виде сбоку.
На фиг.1 схематично показаны концы труб, подлежащие соединению, с размещенным между ними сварочным зеркалом 5 согласно одному варианту выполнения изобретения. Поперечное сечение труб является предпочтительно круглым или по существу круглым. Согласно одному варианту выполнения изобретения две термопластиковые трубы 1, выполненные посредством спиральной обмотки полого профиля 2, имеющего в основном прямоугольное поперечное сечение, и посредством сварки каждого намотанного витка с ближайшим предшествующим намотанным витком соединяют вместе следующим образом.
Концы труб, подлежащие соединению друг с другом, разрезают вдоль радиальной боковой стенки 6 спирально обмотанного профиля 2 в основном вокруг всей периферии трубы, так что углы (β) подъема разрезанных трубных концов (спирали) имеют по существу одинаковую величину, и вдоль линии 3 разрезают конец профиля 2. Форма сечения конца профиля 2 по существу соответствует трубному концу, подлежащему соединению, и подготавливается таким же образом.
Трубные концы предпочтительно разрезают вдоль внутренней поверхности боковой стенки профиля 2, при этом боковая стенка прикреплена к ближайшему предыдущему намотанному витку, что приводит к образованию трубного конца с двойной стенкой. Сечение 3 разрезает конец профиля 2 предпочтительно под прямым или тупым углом (α), при этом указанный угол предпочтительно одинаков или по существу одинаков для обоих трубных концов.
Полый профиль предпочтительно имеет в основном прямоугольное поперечное сечение. Полый профиль имеет также поперечное сечение с двумя противоположными прямыми сторонами, в то время как стороны или одна из сторон, соединяющих указанные противоположные стороны, могут быть изогнутыми или ломаными вместо прямых. Указанные противоположные, по существу параллельные прямые стороны образуют радиальные боковые стенки профиля в трубе, изготовленной из указанного полого профиля посредством спиральной обмотки, как указывалось выше.
Отверстие в отрезанном конце профиля 2 можно закрывать в ходе подготовки конца трубы, например, посредством приварки термопластичной пластины на отверстие, впрыска пластмассы в отверстие или с помощью другого подходящего способа, например, с помощью пробки, как описано в заявке на патент Финляндии 20031562. Указанный способ особенно пригоден для использования также после соединения труб.
После этого две трубы 1 размещают, например, в наружные опоры для трубы, трубные зажимы 10 оборудования зеркальной сварки или стола согласно уровню техники коаксиально и на расстоянии друг от друга. Один и тот же трубный зажим можно использовать для труб различного размера (номинального диаметра) за счет использования переходников между трубным зажимом и трубой. Разрезанные концы профиля позиционируют по существу с прилеганием друг к другу, в одном варианте выполнения с точным прилеганием друг к другу, а в другом варианте выполнения на расстоянии друг от друга, при этом расстояние предпочтительно соответствует толщине соединительной части сварочного зеркала, после чего трубы блокируют в трубных зажимах. Трубные зажимы 10 соединены друг с другом с помощью гидравлических цилиндров 11, которые предназначены для перемещения труб в осевом направлении.
Сварочное зеркало 5, согласованное с концевыми поверхностями труб и снабженное нагревательными средствами, нагревают до температуры сварки и вводят в щель между концевыми поверхностями труб 1. Сварочное зеркало 5 может быть соединено с источником 12 электропитания. Сварочное зеркало опирается, например, на опору 7, установленную на нем, с помощью подъемных средств. В качестве альтернативного решения, сварочное зеркало может поддерживаться снизу. Сварочное зеркало имеет размеры для прохождения по отрезанному концу трубы по существу по всей длине боковой стороны профиля и, по меньшей мере, по ширине указанной боковой поверхности. В показанном на фиг.1 варианте выполнения сварочное зеркало 5 имеет по существу тот же угол (β) подъема, что и подготовленные радиальные концевые поверхности 6 трубы. После этого концы труб сжимают с помощью гидравлических цилиндров 11, предназначенных для прижимания трубных концов к сварочному зеркалу 5, вставленному между ними, или в направлении друг к другу, к нагреваемому сварочному зеркалу с целью нагревания термопластикового материала на концевых поверхностях труб 1 до сварочной температуры для обеспечения пластичности указанного материала. В качестве альтернативного решения, сварочное зеркало может иметь гибкую структуру, так что сварочное зеркало автоматически согласовывается с углом подъема конца трубы при сжимании между двумя трубными концами. После подходящего времени нагревания и прижимания сжимание прекращают и удаляют сварочное зеркало из положения между трубными концами. После этого трубные концы снова прижимают друг к другу, так что термопластиковый материал труб расплавляется с образованием сварного соединения, после чего сварное соединение оставляют охлаждаться. Сварное соединение можно также охлаждать, например, посредством направления потока воздуха на него. В конечном итоге разрезанные концы профиля соединяются друг с другом, после чего соединение завершено. Концы профиля соединяются друг с другом посредством сварки, например экструзионной сварки, электрической сварки или втулочной сварки, с использованием способа, раскрытого в заявке на патент Финляндии 20031562.
При нагревании трубных концов у труб с полой структурой, разрезанных и подготовленных, как указывалось выше, для их размягчения существенно, что нагревание выполняется так, что трубные концы нагреваются так, что структура полой стенки трубы размягчается по существу лишь на поверхности соединения. В противном случае имеется опасность того, что структура внутренней и/или наружной поверхности трубы, другими словами боковая стенка (стенки) профиля, параллельная(ые) оси трубы, разруши(а)тся во время стадии сжимания при нагревании или на стадии образования шва. Среди прочего, диаметр трубы, жесткость трубы, толщина стенки профиля и угол разрезанного конца профиля влияют на выбираемое давление сжимания. Когда в данной заявке приводится лишь одна величина диаметра трубы, то имеется в виду внутренний диаметр (в мм).
Автором установлено, что давление сжатия, пригодное для использования в способе согласно изобретению, для трубы из полиэтилена высокой плотности (PE-HD) (трубы DN560/500, SN4) для нагревания и образования шва предпочтительно составляет от 0,4 до 1,0 бар, в частности от 0,5 до 0,8 бар. Для указанной выше трубы время, подходящее для прижимания трубных концов к нагреваемому сварочному зеркалу (стадия нагревания), составляет примерно от 3 до 5 минут, и нагретые трубные концы прижимают друг к другу (стадия образования шва) предпочтительно в течение от 20 до 30 мин для обеспечения охлаждения пластмассового материала шва. Для больших труб, в частности для труб с размером DN≥1000, давление сжатия во время стадии нагревания и/или образования шва предпочтительно составляет, по меньшей мере, 1 бар, в частности от 1,0 до 1,5 бар. Для трубы размером DN 1400 давление сжатия предпочтительно находится в диапазоне от 1,0 до 1,8 бар. Температура нагретого сварочного зеркала предпочтительно составляет 210±10°С, в частности, для пластмасс PE-HD. Используемая температура выбирается в соответствии с используемыми пластмассами (например, полипропилен, РЕ-MD).
Требуемое время сжатия и/или давление сжатия можно оценивать по количеству расплавленной пластмассы, образующейся в виде гребня на нагреваемых концевых поверхностях трубы. В способе согласно изобретению оценка может основываться, например, на радиальном размере гребня. Гребень должен формироваться по всей периферии трубных концов. Гребень может оставаться на своем месте или же ему можно придавать форму (сглаживать) или отрезать.
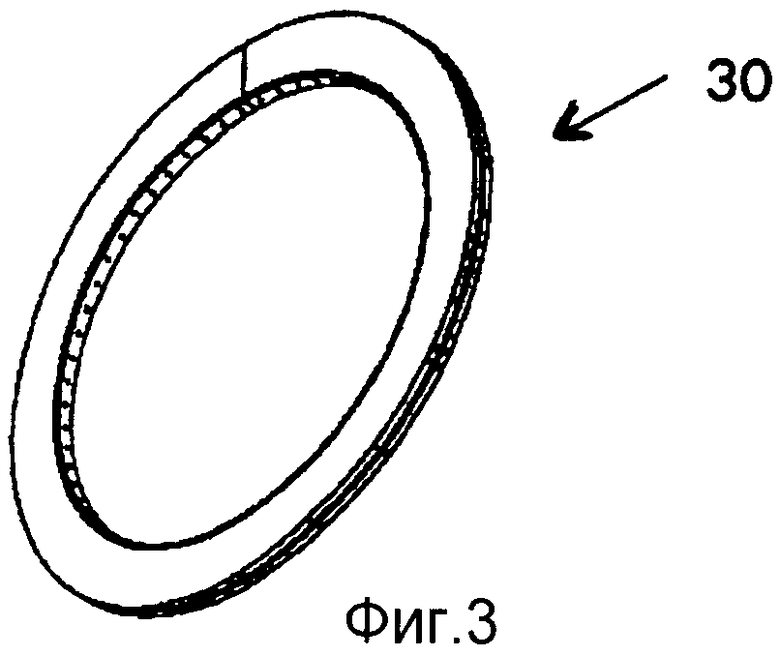
Сварочное зеркало согласно изобретению, используемое, например, в способе согласно изобретению, выполнено с возможностью согласования с формой концевой поверхности трубы, разрезанной вдоль радиальной боковой стенки полого профиля, и снабжено нагревательными средствами (например, нагревательными кассетами, резистивными элементами). Внутри сварочного зеркала расположены средства для его нагревания. Согласно одному варианту выполнения сварочное зеркало имеет форму разрезанной кольцевой пластины. На фиг.2 схематично показана на виде сбоку часть термопластиковых трубных концов 1', подлежащих соединению вместе, и вариант выполнения сварочного зеркала, в котором сварочное зеркало 5' согласовано с подготовленными концевыми поверхностями труб и в котором концы 25, 25' кольцевой пластины стационарно соединены друг с другом. В другом варианте выполнения концы кольцевой пластины соединены друг с другом так, что расстояние между ними в осевом направлении, т.е. расстояние в направлении оси трубы, можно регулировать (смотри фиг.1). В частности, расстояние между концами кольцевой пластины регулируется для образования угла подъема кольца, по существу соответствующего углу β подъема спирали в трубных концах, подлежащих соединению вместе. Элемент 24, соединяющий концы разрезанной кольцевой пластины, предпочтительно расположен на внутренней периферии или, в частности, наружной периферии кольцевой пластины (смотри фиг.1). В другом варианте выполнения элемент 24', соединяющий концы кольцевой пластины, является нагреваемым (смотри фиг.2), согласован с разрезанными концами 3' профиля 2 и располагается между ними. Затем соединение между разрезанными концами профиля можно сваривать одновременно с боковой поверхностью профиля на концевых поверхностях трубы. Концы разрезанной кольцевой пластины предпочтительно соединены друг с другом под тупым углом (смотри фиг.2) и, в частности, под прямым углом (смотри фиг.1) с концами диска.
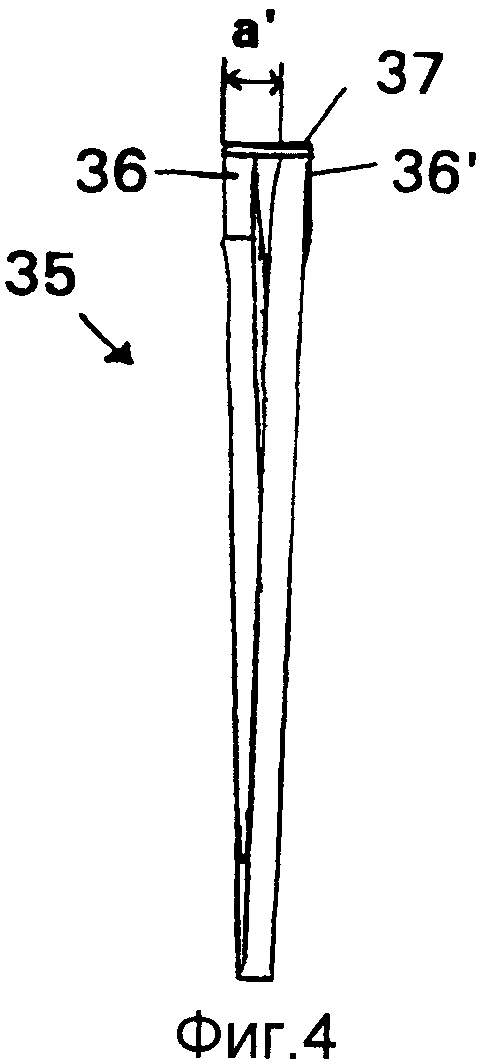
На фиг.3 схематично показано сварочное зеркало 30 согласно изобретению, имеющее форму разрезанной кольцевой пластины перед его согласованием с углом подъема трубного конца, а на фиг.4 схематично показано на виде сбоку сварочное зеркало 30 согласно изобретению после согласования с углом подъема трубных концов, подлежащих соединению и подготовленных согласно изобретению. Угол подъема нагревательного элемента 35 согласовывается или устанавливается посредством изменения расстояния а' в осевом направлении между концами 36, 36' кольцевой пластины. Концы кольцевой пластины соединены соединительной частью 37, которая в данном случае является пластинчатой и расположена на наружной периферии кольцевой пластины.
При нагревании боковых поверхностей профиля трубных концов и образования сначала швов указанным выше образом, а после этого отдельно концов профиля особенно предпочтительным является то, что не требуется усилия кручения при прижимании нагретых концов труб друг к другу. В этом случае сечение 3 концов профиля 2 предпочтительно проходит под углом 90°.
При нагревании концевых поверхностей труб с помощью сварочного зеркала одновременно по всей поверхности, то есть включая конец профиля, и при отрезании конца 3 профиля 2 под тупым углом получают достаточное усилие сжимания между отрезанными концами профиля за счет использования лишь одного гидравлического цилиндра 11, что значительно облегчает операцию соединения. Чем больше угол α, тем лучше результат сварки. Очень хорошие результаты получаются при угле α, равном 135° или 150°. При разрезании, в свою очередь, нагреваемых концов профиля 2 перпендикулярно профилю, дополнительно к усилию сжатия, сжимающего трубные концы вместе, между разрезанными концами профиля необходимо прикладывать также усилие кручения.
Изобретение относится к способу и устройству для соединения термопластиковых труб, изготовленных посредством спиральной намотки полого профиля. Сварочное зеркало (5, 5') снабжено нагревательными средствами и выполнено с возможностью согласования с формой концевой поверхности трубы, разрезанной вдоль радиальной боковой стенки (6) полого профиля. Сварочное зеркало (5) вводят в щель между трубами (1). Концы труб прижимают к сварочному зеркалу для нагревания термопластичного материала на трубных концах до температуры сварки для обеспечения пластичности пластмассовых материалов на поверхности соединения. Сварочное зеркало (5) удаляют из щели между трубами. Нагретые трубные концы прижимают друг к другу. Термопластиковые материалы сплавляются вместе с образованием сварного соединения и охлаждают его. Техническим результатом изобретения является сокращение затрат времени на предварительную подготовку и уменьшение трудоемкости соединения термопластиковых труб, изготовленных посредством спиральной намотки полого профиля. 2 н. и 10 з.п. ф-лы, 4 ил.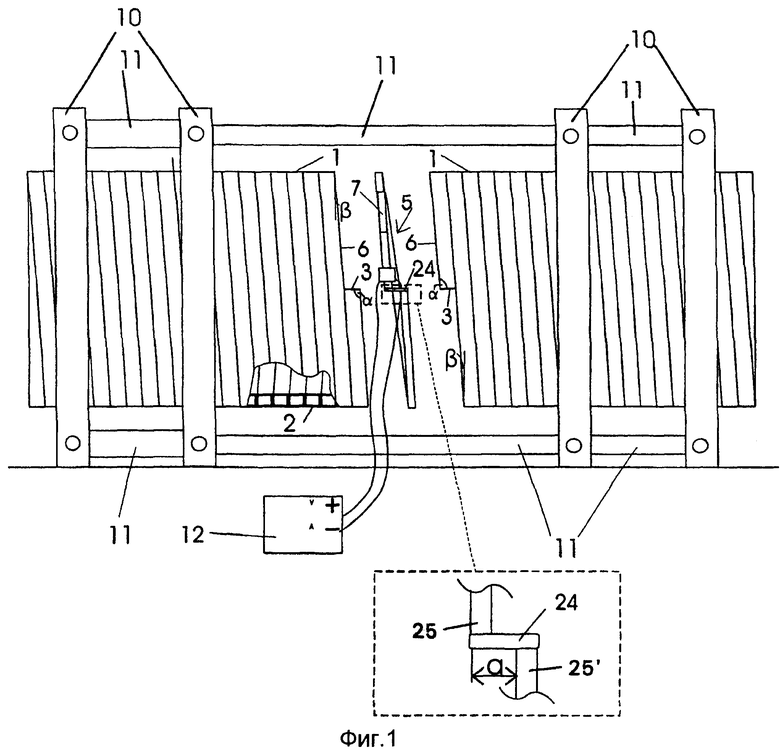
1. Способ соединения термопластиковых труб (1), изготовленных посредством спиральной обмотки полого профиля (2) в основном с прямоугольным поперечным сечением, при этом концы труб подготавливают так, что труба имеет ступенчатую концевую поверхность посредством разрезания профиля (2) на конце трубы вдоль радиальной боковой стенки профиля, при этом угол (β) подъема концов труб (спирали) по существу одинаковый, и за счет разрезания конца (3) профиля форма сечения (3) по существу соответствует концу трубы, подлежащему соединению с ним и подготовленному тем же образом, при этом трубы (1), подлежащие соединению, размещают коаксиально и с опорой на трубные захваты на расстоянии друг от друга, так что разрезанные концы (3) профиля по существу находятся на одной линии друг с другом, отличающийся тем, что сварочное зеркало (5), согласуемое с подготовленными концевыми поверхностями труб и снабженное нагревательными средствами, вводят в щель между трубами (1), концы труб прижимают к нагреваемому сварочному зеркалу для нагревания термопластичного материала на трубных концах до температуры сварки для обеспечения пластичности пластмассовых материалов на поверхности соединения, сварочное зеркало (5) удаляют из щели между трубами, нагретые трубные концы прижимают друг к другу, так что термопластиковые материалы сплавляются вместе с образованием сварного соединения и позволяют охлаждаться сваренному соединению.
2. Способ по п.1, отличающийся тем, что конец (3) профиля (2) разрезают под прямым или тупым углом (α), при этом указанный угол имеет одинаковый размер для обеих труб, подлежащих соединению.
3. Способ по п.1, отличающийся тем, что разрезание профиля (2) на конце трубы выполняют вдоль внутренней поверхности его боковой стенки, которая прикреплена к ближайшему предшествующему намотанному витку, что приводит к образованию концевой поверхности с двойной толщиной стенки.
4. Способ по п.1, отличающийся тем, что разрезанные концы (3) профиля труб (1) соединяют вместе швом на отдельной рабочей стадии после соединения труб.
5. Способ по п.4, отличающийся тем, что разрезанные концы (3) профиля труб (1) соединяют вместе швом посредством сварки, предпочтительно посредством экструзионной сварки.
6. Способ по п.1, отличающийся тем, что отверстие на разрезанном конце (3) профиля (2) закрывают в ходе подготовки конца трубы.
7. Способ по п.1, отличающийся тем, что закрывание выполняют посредством приваривания пластмассовой пластины на разрезанный конец (3) профиля.
8. Сварочное зеркало (5, 5') для соединения термопластиковых труб, изготовленных посредством спиральной обмотки полого профиля (2), при этом указанное сварочное зеркало снабжено нагревательными средствами, отличающееся тем, что оно предназначено для осуществления способа по п.1 и выполнено с возможностью согласования с формой концевой поверхности трубы, разрезанной вдоль радиальной боковой стенки (6) полого профиля.
9. Сварочное зеркало по п.8, отличающееся тем, что сварочное зеркало имеет форму разрезанной кольцевой пластины.
10. Сварочное зеркало по п.9, отличающееся тем, что оно содержит средства (24) для регулирования и/или фиксации расстояния в осевом направлении между концами разрезанной кольцевой пластины.
11. Сварочное зеркало по любому из пп.9 или 10, отличающееся тем, что оно содержит средства (24, 24') для соединения концов разрезанной кольцевой пластины друг с другом, при этом указанные средства предпочтительно выполнены с возможностью нагревания.
12. Сварочное зеркало (5') по п.8, отличающееся тем, что оно выполнено с возможностью согласования с формой сечения конца (3) полого профиля (2).
| УСТРОЙСТВО ДЛЯ ПРОВЕДЕНИЯ ХИМИЧЕСКИХ РЕАКЦИЙ | 1935 |
|
SU46540A1 |
| УСТРОЙСТВО ДЛЯ ВЫЧИСЛЕНИЯ ДВУМЕРНОГО ДИСКРЕТНОГО ПРЕОБРАЗОВАНИЯ ФУРЬЕ | 1993 |
|
RU2066879C1 |
| WO 9714548 A1, 24.04.1997 | |||
| WO 03070452 A1, 28.08.2003 | |||
| СПОСОБ СОЕДИНЕНИЯ АРМИРОВАННЫХ ТРУБ ИЗ ТЕРМОПЛАСТОВ И ТРУБЫ, СОЕДИНЕННЫЕ ЭТИМ СПОСОБОМ | 1994 |
|
RU2115057C1 |
| СПОСОБ СОЕДИНЕНИЯ ТЕРМОПЛАСТИКОВОЙ ТРУБЫ С МУФТОЙ | 1995 |
|
RU2117208C1 |
| Дисковая рубительная машина | 1983 |
|
SU1114714A1 |
| ЗАЙЦЕВ К.И | |||
| и др | |||
| Сварка пластмасс | |||
| - М.: Машиностроение, 1978, с.68-74. | |||

