Изобретение относится к прокатной клети для горячей или холодной прокатки металлического полосового материала, например, из стали различных марок, содержащей опорные и рабочие валки, установленные с возможностью вращения в подушках, причем подушки установлены с обеих сторон в направляющих рамы станины с возможностью перемещения для регулирования межвалкового зазора и дополнительно могут смещаться посредством расположенных в раме станины горизонтальных цилиндропоршневых узлов, по меньшей мере, с одной стороны для регулирования зазора.
Рабочие валки полосовых станов по мере износа заменяют новыми рабочими валками каждые 4-6 часов. Процесс перевалки рабочих валков протекает в настоящее время в автоматическом цикле посредством перевалочного устройства. Для свободного люфта подушек при вертикальном перемещении для регулирования межвалкового зазора между станиной и подушкой предусмотрен зазор в несколько миллиметров. Этот зазор при прокатке является недостатком.
При прокатке отдельных слябов в горячеполосовом стане в начале прокатки возникают сильные удары с громадными ускорениями. При этом подушки отбрасываются к направляющей станины, которая подвергается высокой нагрузке. Ударная нагрузка очень быстро изнашивает полотно направляющей, люфт направляющей увеличивается, и силы ускорения возрастают. Уже предпринимались попытки уменьшить эти проблемы с помощью закаленных направляющих планок и податливой мягкой стали.
При холодной прокатке существует стремление позиционировать рабочие валки для стабилизации на несколько миллиметров (4-10 мм) перед серединой прокатной клети, если смотреть в направлении прокатки. Особенно оптимальной была бы конструкция, у которой смещение от середины можно было бы регулировать по величине для того, чтобы таким образом поддержать регулирование профиля. Регулирование посредством клиновых планок в начале процесса прокатки, однако, также является недостатком, хотя и регулирование повторяют в определенные интервалы времени, поскольку в отношении требования к регулируемости рабочих валков люфт не удается полностью устранить. С другой стороны, такой люфт необходим, поскольку при горячей прокатке подушка нагревается и расширяется, а станина клети остается холодной. За счет этого люфт, правда, уменьшается. Это уменьшение люфта после нагрева может, однако, привести к зажиму вертикальной регулировки.
Во всех случаях неточно определенное положение подушек рабочих валков в клети как при холодной, так и при горячей прокатке является недостатком. Кроме того, существует требование к вертикальной подвижности подушек в направляющей станины. При этом следует учесть, что современные прокатные станы работают с так называемым AGC-регулированием (Automatic-Gage-Control - автоматический контроль калибра). На основе этого AGC-регулирования незадолго до начала прокатки измеряют, имеет ли межвалковый зазор нужную величину. При отклонениях производят подрегулирование посредством гидравлической установки в клети под действием усилия прокатки. В целом, AGC-регулирование предназначено для того, чтобы независимо от колебаний температуры и изменений усилия деформации металлическая полоса (стальная полоса) всегда имела после прокатки точно одинаковую толщину. Для прокатки с постоянным профилем металлической полосы люфт направляющей между подушкой и станиной клети очень неблагоприятен, поскольку из-за случайного положения рабочих валков в клети может возникнуть нежелательная разводка рабочих валков между собой, искажающая нужный профиль.
Известно устройство для корректировки положения направляемых в окнах станин прокатных клетей опорных подушек валков (DE 4434797 А1), состоящее из гидравлически нагруженных толкателей цилиндров, проходящих в выемках цилиндров в опорных подушках. Толкатели цилиндров могут двигаться к одной или обеим направляющим поверхностям окон станины прокатной клети. За счет этого можно, правда, согласовать люфт направляющей подушек с соответствующим ходом процесса прокатки, однако нельзя полностью устранить. Кроме того, устранение и повторное создание гидравлического соединения при перевалке валков отнимает время и связано со значительными расходами, причем в программе перевалки содержатся около 80 валков на каждую чистовую клеть.
Кроме того, известно устройство для регулируемого влияния на силы трения между направляющими поверхностями и поверхностями прилегания проходящих в окнах станин прокатных клетей опорных подушек валков (DE 19911638 А1), причем в качестве направляющих поверхностей служат несущие, плоские, нагружаемые давлением с обратной стороны плиты, которые расположены с возможностью перемещения в них перпендикулярно направляющим поверхностям или поверхностям прилегания. За счет этого образуются, однако, очень большие направляющие поверхности, и оставшийся люфт даже этим устранить нельзя.
В основе изобретения лежит задача полного устранения люфта подушек рабочих валков в их вертикальной направляющей во время прокатки и при этом отказа от гидравлического соединения с подушками.
Поставленная задача решается, согласно изобретению, за счет того, что подушки рабочих валков, по меньшей мере, одной стороны станины, направляемые посредством расположенного в раме станины цилиндропоршневого узла и посредством соответственно расположенного на торце поршня опорного элемента, и их направляющая без люфта движения при выключенном вертикальном приводе установки валков выполнены с возможностью прижатия к другой стороне станины и отвода от нее при включенном вертикальном приводе установки валков. За счет этого во время прокатки люфт подушек в направляющих окон станин полностью устраняется, что способствует результату регулирования способом AGC и позволяет точнее соблюдать катаный профиль.
В одном выполнении изобретения предусмотрено, что каждый опорный элемент состоит из металлического диска с заделанными по окружности направляющими лентами из пластика и что диск проходит в раме станины. Диск воспринимает в этом выполнении поперечные усилия, действующие на раму станины, и во время прокатки гарантирует устранение люфта. При перевалке рабочих валков диск может быть отведен.
Другое выполнение предусматривает, что диск закреплен на поршневом штоке цилиндропоршневого узла. За счет этого диск также совершает все движения поршневого штока.
Точное перемещение поршня может быть достигнуто, кроме того, за счет нагружения с обеих сторон поршня цилиндропоршневого узла.
Снабжение напорной средой происходит таким образом, что цилиндропоршневой узел может снабжаться напорной средой через каналы в раме станины. Следовательно, при перевалке валков не требуется отделять и снова присоединять шланги.
При этом для снабжения напорной средой еще предпочтительно, что каналы для напорной среды заканчиваются в канавках, огибающих цилиндр цилиндропоршневого узла.
Предпочтительное для перемещений диска выполнение заключается далее в том, что диск изготовлен из литейной оловянно-цинковой бронзы и что заделанные по окружности направляющие ленты выполнены из тефлона.
На процесс устранения люфта и на допущение люфта движения при регулировании межвалкого зазора, т.е. при вертикальном перемещении подушек, можно предпочтительно повлиять за счет того, что давление гидравлической жидкости в цилиндропоршневом узле можно регулировать до разных давлений для регулирования или устранения люфта для подушки в направляющей соответствующей стороны станины и что для вертикального перемещения подушек регулирование переключают на сигналы устройства AGC-регулирования. При работе с AGC-регулированием давление гидравлической жидкости слегка уменьшено, что обеспечивает вертикальное перемещение подушек с рабочими валками. Поэтому предпочтительным является устройство управления, получающее, в свою очередь, сигналы от устройства AGC-регулирования. Устройство управления диском обнаруживает, в какой момент времени устройство AGC-регулирования требует вертикального перемещения подушек, и может в соответственно короткое время уменьшить давление гидравлической жидкости в горизонтальном цилиндропоршневом узле.
Согласно другим признакам, совершенно беспрепятственно можно использовать также стандартное звено для управления профилем через изгиб рабочих валков. Для этого предложено, что в сочетании с гибочным цилиндром, проходящим перпендикулярно оси валков и воздействующим на цапфу валка, имеется несколько отдельных цилиндропоршневых узлов, расположенных на расстоянии от гибочного цилиндра, которые воздействуют на головку поршня, снабженную диском. При этом может быть использован, например, гибочный блок Мэя-Уэста. Точно так же можно использовать CVC-регулирование за счет осевого перемещения профилированных валков.
При использовании таких гибочных устройств может быть предпочтительным, если симметрично оси гибочного цилиндра по углам многоугольника расположены цилиндропоршневые узлы для диска. Это расположение использует имеющееся пространство и имеющиеся поверхности основания вокруг гибочного цилиндра.
Далее по соображениям площади или пространства может быть предпочтительным, если диск своей средней продольной осью расположен эксцентрично оси рабочих валков.
Другой вариант расположения нескольких меньших цилиндропоршневых узлов состоит в том, что на теоретически предусмотренной площади круга диска расположены два или более дисков с соответственно меньшей площадью круга. Подобные меры могут быть конструктивно предпочтительными в каждом отдельном случае.
На случай, если при переключении с прижатия диска на его отвод возникает значительное сопротивление трения, например трение сцепления, изобретение может быть выполнено таким образом, что опорный элемент состоит из башмака скольжения, который формован аналогично полозу саней при соответствующей ширине полоза и входит в направляющую подушек.
На чертеже изображены примеры выполнения изобретения, поясняемые ниже более подробно.
На чертеже представлено:
на фиг.1 показана прокатная клеть кварто, вид спереди в вертикальном разрезе;
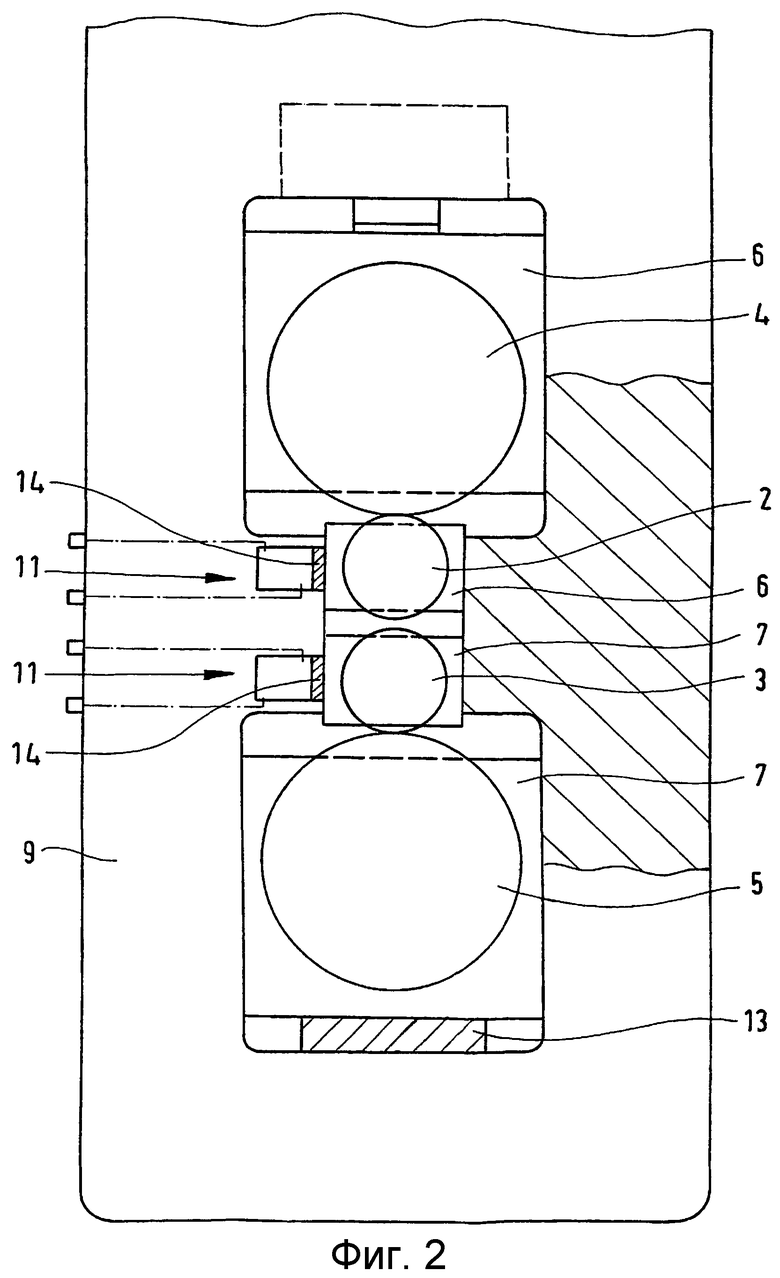
фиг.2 - соответствующий вид сбоку с частичным разрезом прокатной клети кварто;
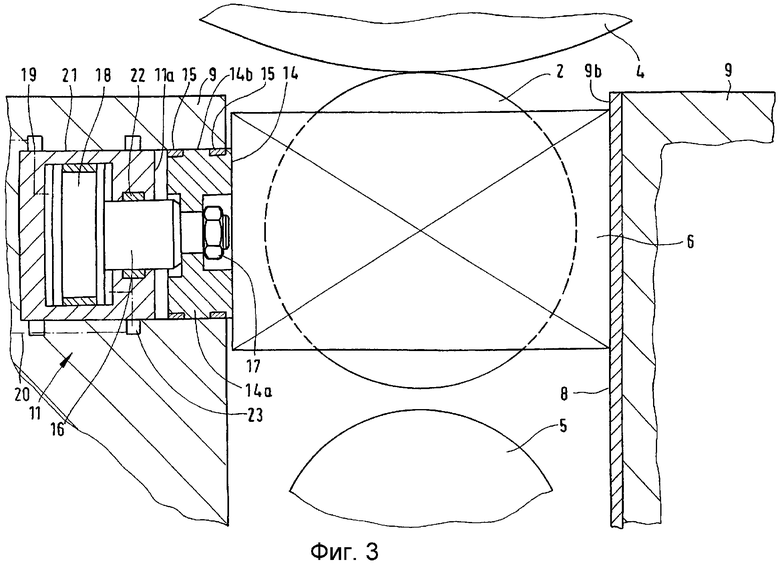
фиг.3 - увеличенный разрез диска с горизонтальным цилиндропоршневым узлом;
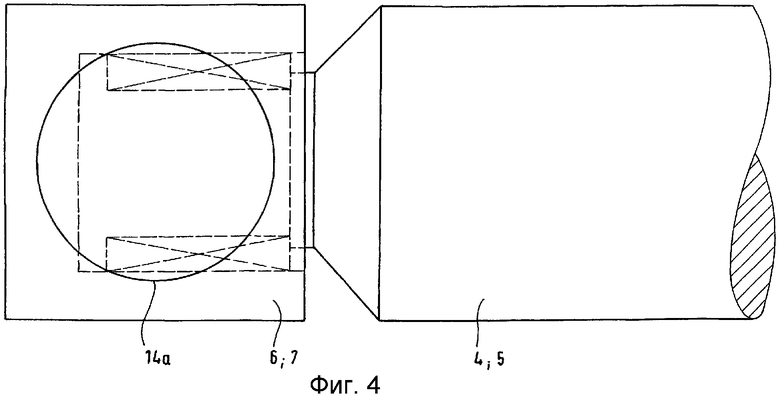
фиг.4 - вид сбоку диска;
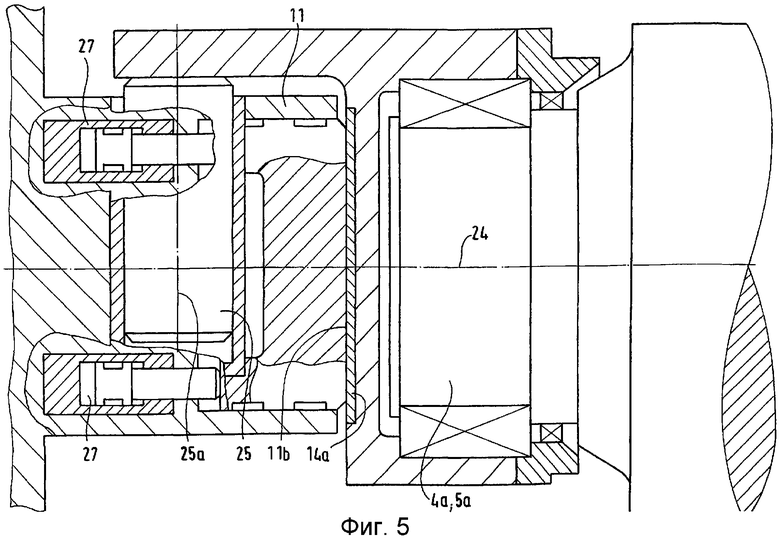
фиг.5 - форма выполнения с гибочным блоком на шейке валка и несколькими цилиндропоршневыми узлами для устранения люфта;
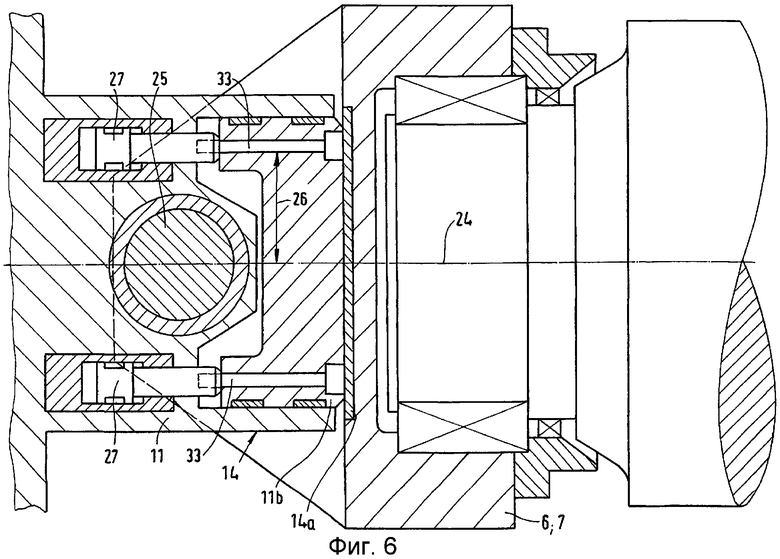
фиг.6 - форма выполнения с гибочным цилиндром и несколькими меньшими цилиндропоршневыми узлами для устранения люфта подушек в горизонтальном разрезе;
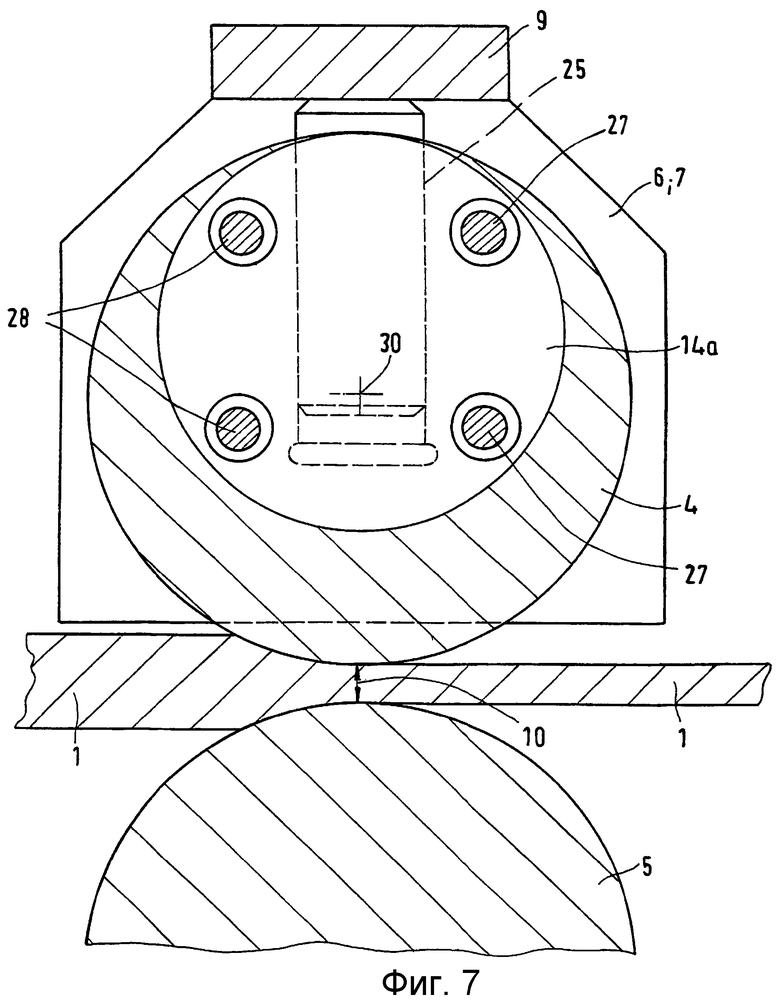
фиг.7 - относящийся к фиг.6 вид сбоку диска;
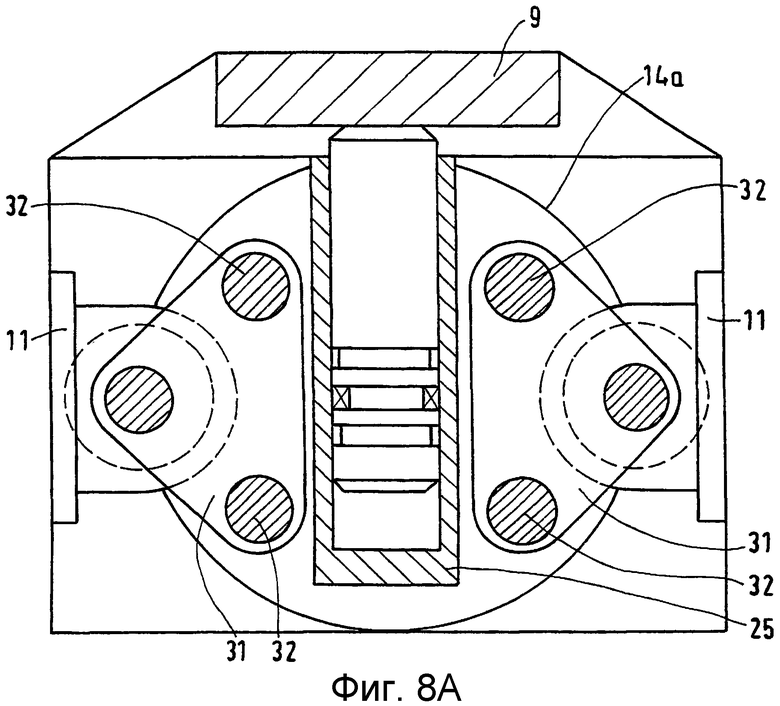
фиг.8А - форма выполнения с двумя цилиндропоршневыми узлами и четырьмя направляющими штангами, воздействующими на диск, вид сбоку;
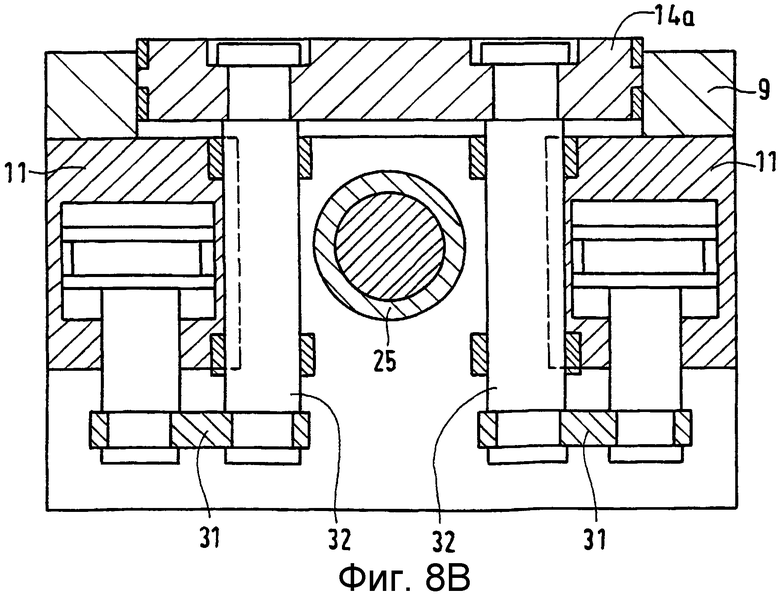
фиг.8В - сечение устройства на фиг.8А.
Прокатная клеть согласно фиг.1, представляющая прокатную клеть кварто, служит для горячей или холодной прокатки металлического полосового материала 1, например, из стали различных марок и содержит опорные 2, 3 и рабочие 4, 5 валки, установленные с возможностью вращения в подушках 6, 7. Подушки 6, 7 для опорных 2, 3 или рабочих 4, 5 валков проходят с обеих сторон с возможностью скольжения в направляющих 8 рамы 9 станины для регулирования межвалкового зазора 10. Дополнительно в раме 9 станины по меньшей мере с одной стороны предусмотрены горизонтальные цилиндропоршневые узлы 11 (фиг.2) для регулирования люфта подушек 6, 7 для рабочих валков 4, 5.
Верхний опорный валок 2 оснащен исполнительными гидроцилиндрами 12, работающими в соответствии с AGC-регулированием. Нижние подушки 7 покоятся в раме 9 станины на месдозах 13. Подушки 6, 7 для рабочих валков по меньшей мере с одной стороны 9а станины, направляемые во все стороны посредством расположенных в раме 9 станины горизонтальных цилиндропоршневых узлов 11 и посредством расположенного на торце 11а поршня опорного элемента 14 и их направляющая 8 без люфта движения при выключенном вертикальном приводе установки валков, состоящем из вертикальных исполнительных гидроцилиндров 12, прижаты к другой стороне 9b станины, а при включенном вертикальном приводе установки валков слегка отведены, так что может происходить скользящее перемещение подушек 6, 7.
Опорный элемент 14 состоит из цилиндрического тела, называемого кратко диском 14а (фиг.3), причем диск 14а изготовлен из металла, например, из литейной оловянно-цинковой бронзы, а по окружности 14b заделаны направляющие ленты 15 из пластика, например тефлона.
Диск 14а закреплен на поршневом штоке 16 горизонтального цилиндропоршневого узла 11 посредством резьбового соединения 17. Поршень 18 горизонтального цилиндропоршневого узла 11, как видно, выполнен с возможностью нагружения с обеих сторон гидравлической жидкостью. Напорная среда для цилиндропоршневого узла 11 подается к обеим сторонам поршня через каналы 19, 20. Каналы 19, 20 проходят внутри рамы 9 станины. Каналы 19, 20 заканчиваются в канавках 22, 23, огибающих соответственно цилиндр 21 и поршневой шток 16. На фиг.4 видна кругообразная внешняя форма диска 14а.
Согласно альтернативной форме выполнения, устройство управления давлением гидравлической жидкости в цилиндропоршневом узле 11 настроено на разные давления для регулирования люфта при приведении в действие вертикального привода установки валков или устранения люфта для подушки 6 или 7 за счет приведения в действие цилиндропоршневого узла 11 в направляющей 8 и соответствующей стороне 9а или 9b станины и выполнено с возможностью соответствующего регулирования, для чего при вертикальном перемещении подушек 6 или 7 с опорными валками 2 или 3 регулирование переключают на сигналы устройства AGC-регулирования.
Другая форма выполнения (фиг.5) предусматривает соединение с гибочным цилиндром 25, проходящим перпендикулярно оси 24 валка на шейке 4а или 5а валка. В этой форме выполнения цилиндропоршневой узел 11 состоит из нескольких меньших цилиндропоршневых узлов 27, проходящих на расстоянии 26 от гибочного цилиндра 25 (фиг.6). Головка 11b поршня снабжена диском 14а. Относительно большая головка 11b поршня и относительно небольшие цилиндропоршневые узлы 27 могут быть целесообразно соединены винтами 33 с внутренним шестигранником, с тем чтобы можно было также отвести назад соответствующую головку поршня.
Симметрично оси 25а гибочного цилиндра 25 по углам 28 многоугольника расположены меньшие цилиндропоршневые узлы 27 для диска 14а (фиг.7).
При этом диск 14а своей средней продольной осью 29 расположен эксцентрично оси 30 рабочего валка.
На фиг.8А и 8В изображен другой вариант выполнения, у которого на расстоянии от гибочного цилиндра 25 установлены два симметрично расположенных горизонтальных цилиндропоршневых узла 11 с попарно расположенными на поршне 18 посредством накладок 31 аксиально и параллельно направляющими штангами 32, сообща удерживающие диск 14а.
Перечень ссылочных позиций
1 - полосовой материал
2 - опорный валок
3 - опорный валок
4 - рабочий валок
4а - шейка валка
5 - рабочий валок
5а - шейка валка
6 - подушка
7 - подушка
8 - направляющая
9 - рама станины
9а - сторона станины
9b - сторона станины
10 - межвалковый зазор
11 - горизонтальный цилиндропоршневой узел
11а - торец поршня
11b - головка поршня
12 - вертикальные исполнительные гидроцилиндры (вертикальный привод установки валков)
13 - месдоза
14 - опорный элемент
14а - диск
14b - окружность диска
15 - направляющие ленты
16 - поршневой шток
17 - резьбовое соединение
18 - поршень
19 - канал для напорной среды
20 - канал для напорной среды
21 - цилиндр
22 - канавки
23 - канавки
24 - ось валка
25 - гибочный цилиндр
25а - ось гибочного цилиндра
26 - расстояние
27 - несколько меньших цилиндропоршневых узлов
28 - углы многоугольника
29 - средняя продольная ось диска
30 - ось рабочего валка
31 - накладка
32 - попарные направляющие штанги
33 - винты с внутренним шестигранником
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРОКАТКИ | 2009 |
|
RU2461434C1 |
| ПРОКАТНАЯ КЛЕТЬ С УСТРОЙСТВОМ ПЕРЕМЕЩЕНИЯ | 2006 |
|
RU2411093C2 |
| ПРОКАТНОЕ УСТРОЙСТВО | 2009 |
|
RU2459676C1 |
| УСТРОЙСТВО ДЛЯ ГИДРОРАСПОРА ВАЛКОВ ПРОКАТНОЙ КЛЕТИ | 1990 |
|
SU1721900A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПЕРЕВАЛКИ ПАР РАБОЧИХ ВАЛКОВ И/ИЛИ ПАР ОПОРНЫХ ВАЛКОВ В ПРОКАТНЫХ КЛЕТЯХ | 2003 |
|
RU2311242C2 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 2005 |
|
RU2308328C2 |
| КЛЕТЬ ДЛЯ ПРОКАТКИ СОРТА | 1991 |
|
RU2010635C1 |
| КОМПЛЕКТ ПОДУШЕК ПРОКАТНЫХ ВАЛКОВ | 1990 |
|
SU1764239A1 |
| ОПОРНЫЙ УЗЕЛ РАБОЧЕГО ВАЛКА ПРОКАТНОЙ КЛЕТИ | 1998 |
|
RU2147473C1 |
Изобретение относится к прокатному производству, в частности к прокатной клети для горячей или холодной прокатки металлического полосового материала, например, из стали различных марок. Прокатная клеть для горячей или холодной прокатки металлического полосового материала, например, из стали различных марок содержит опорные и рабочие валки, установленные с возможностью вращения в подушках, причем подушки расположены с обеих сторон в направляющих рамы станины с возможностью перемещения для регулирования межвалкового зазора и дополнительного смещения посредством расположенных в раме станины горизонтальных цилиндропоршневых узлов, по меньшей мере, с одной стороны для регулирования люфта, подушки рабочих валков, по меньшей мере, одной стороны станины, направляемые посредством расположенного в раме станины цилиндропоршневого узла и посредством соответственно расположенного на торце поршня опорного элемента, и их направляющая без люфта движения при выключенном вертикальном приводе установки валков выполнены с возможностью прижатия к другой стороне станины и отвода от нее при включенном вертикальном приводе установки валков. Изобретение обеспечивает снижение износа валков и устранение люфта подушек рабочих валков в их вертикальной направляющей во время прокатки и при этом отказа от гидравлического соединения с подушками. 12 з.п. ф-лы, 9 ил.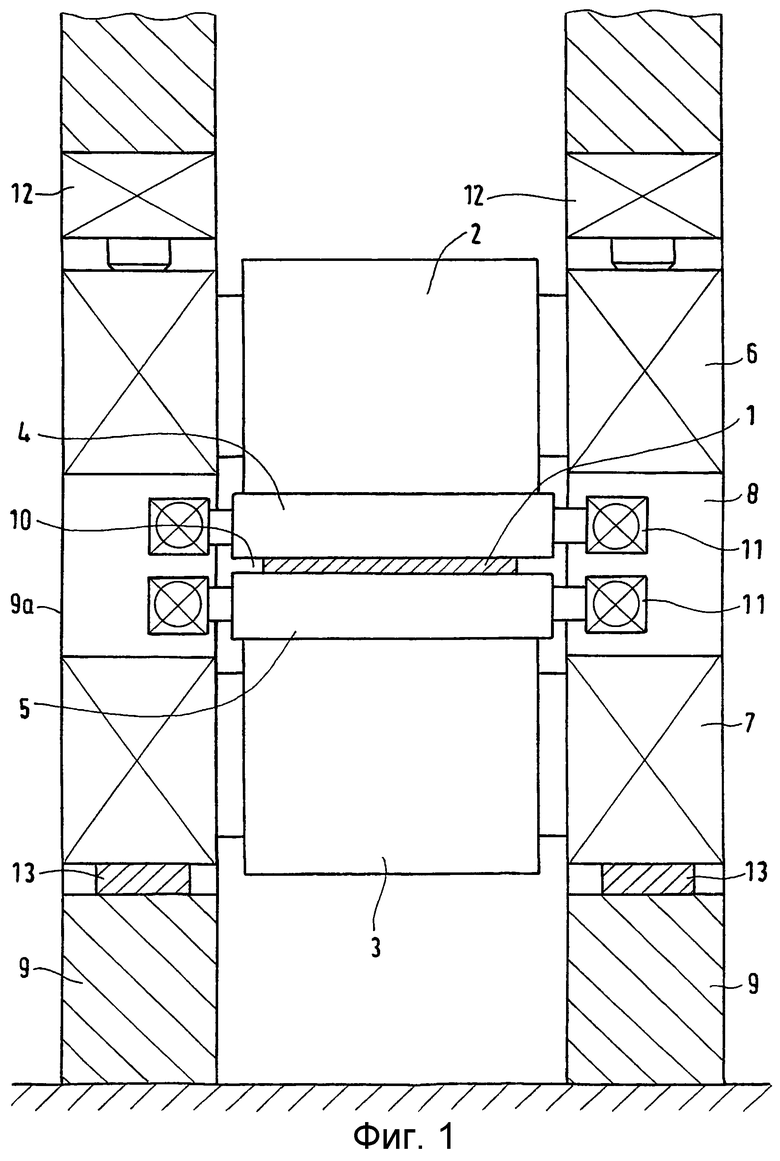
| МУФТА МНОГОДИСКОВАЯ С ПНЕВМАТИЧЕСКИМ ПРИВОДОМ | 2005 |
|
RU2300028C2 |
| US 3302435 A, 01.02.1967 | |||
| ПРОКАТНАЯ КЛЕТЬ | 1997 |
|
RU2120829C1 |
| ОПОРНЫЙ УЗЕЛ РАБОЧЕГО ВАЛКА ПРОКАТНОЙ КЛЕТИ | 1998 |
|
RU2147473C1 |
| Прокатная клеть | 1990 |
|
SU1801633A1 |

