Изобретение относится к прокатному производству и касается конструкций рабочих клетей сортовых станов.
Известна клеть для прокатки сорта, включающая плиту с жестко установленными на ней рамами, охватывающими боковые поверхности верхних и нижних подушек узла валков. Подушки связаны между собой парой стяжных валов, имеющих право- и левостороннюю резьбу, сопрягающуюся с соответствующими гайками, установленными в подушках так, что при вращении валов обе подушки сходятся или расходятся, регулируя межвалковое расстояние.
Из известных клетей для прокатки сорта наиболее близкой является клеть для прокатки сорта, включающая установленную на плитовине пространственную раму, состоящую из двух станин, каждая из которых выполнена в виде двух стоек и поперечины, и соединенных между собой траверсами, параллельными осям валков.
Валки в опорных подушках, имеющих открылки, размещены в проеме между стойками станин. Клеть включает винтовые нажимные механизмы валков и механизмы уравновешивания валков.
Недостатком этой клети является увеличенный габарит в направлении прокатки, что затрудняет регулировку и настройку валковой арматуры. Это объясняется наличием направляющих, охватывающих подушку по наибольшему размеру. Кроме того, давление прокатки в данной конструкции передается через опорную поверхность нижних подушек на поперечины и стойки станины, а от них - к нажимному винту. Вследствие такой длины цепи передачи усилия прокатки деформация ее элементов достигает значительной величины, что уменьшает ее жесткость и, следовательно, точность выпускаемого проката.
Целью изобретения является уменьшение габаритов и увеличение жесткости клети при обеспечении удобства перевалки.
Это достигается тем, что в клети для прокатки сорта, включающей установленную на плитовине пространственную раму, состоящую из двух станин, каждая из которых выполнена в виде двух стоек и поперечины, и соединенных между собой траверсами, параллельными осям валков, причем последние в опорных подушках, имеющих открылки, размещены в проеме между стойками станин, винтовые нажимные механизмы валков и механизмы уравновешивания валков, в стойках станин выполнены глухие продольные пазы, открытые в проем станины, в которых размещены открылки подушек, а винтовые нажимные механизмы в количестве четырех установлены на стойках так, что винт каждого механизма входит в паз стойки и взаимодействует с открылком верхней подушки, открылки нижних подушек опираются на дно паза, при этом стойки станин установлены на горизонтальных, параллельных осям валков, шарнирах, а поперечины выполнены с разъемом по оси клети и снабжены элементами крепления по разъему.
Такое выполнение клети для прокатки сорта обеспечивает уменьшение габарита клети в направлении прокатки за счет того, что направляющие, ограничивающие перемещение подушек, выполнены на откидных стойках и сопрягаются с подушками по боковым поверхностям, расположенным перед открылками подушек. Благодаря тому, что откидные стойки снабжены опорными площадками под выступы нижних подушек, достигается уменьшение длины цепи передачи усилия прокатки, а также исключение из этой цепи элементов, имеющих зазор, необходимый для обеспечения их взаимной подвижности. Усилие прокатки замыкается в едином элементе - откидной стойке.
Такое решение обеспечивает уменьшение деформации силовых элементов клети под действием усилия прокатки, т. е. повышается жесткость клети, чем обуславливается повышение качества получаемого проката.
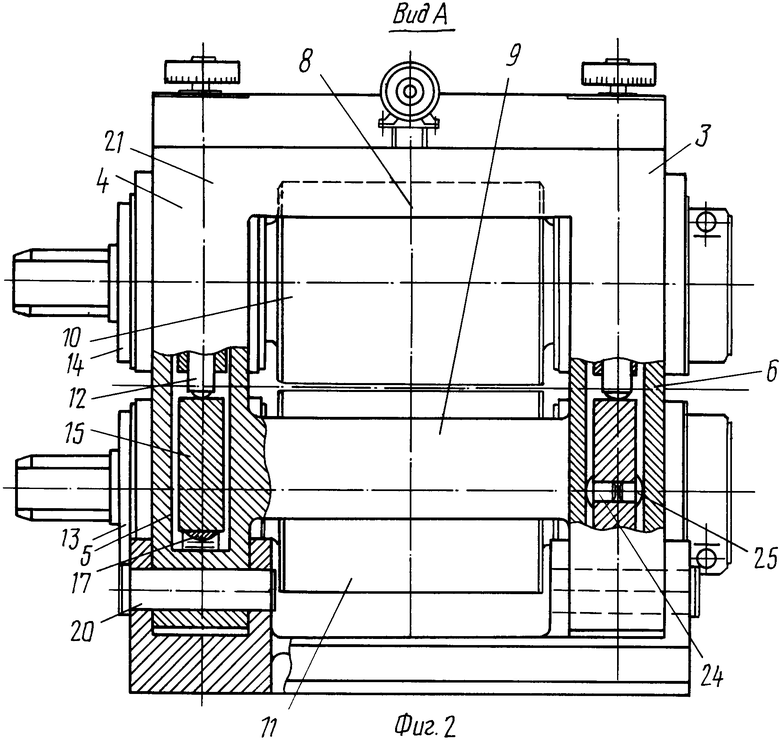
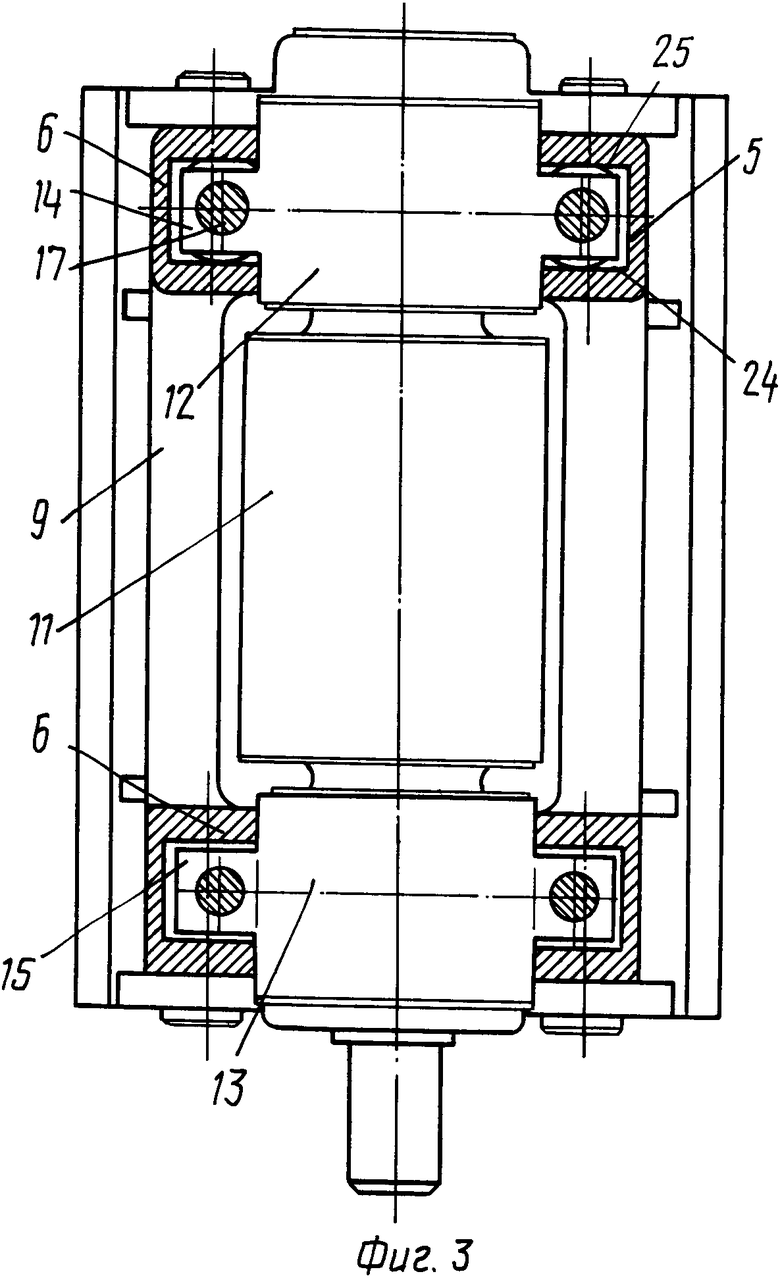
На фиг. 1 изображена клеть для прокатки сорта; на фиг. 2 - вид сбоку по стрелке А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Клеть для прокатки сорта состоит из установленной на плитовине 1 пространственной рамы 2, состоящей из двух станин 3, 4, каждая из которых выполнена в виде двух стоек 5, 6 и поперечины 7, и соединенных между собой траверсами 8, 9, параллельными осям валков 10, 11, последние в опорных подушках 12, 13, имеющих открылки 14, 15, размещены в проеме между стойками станин 3, 4. Клеть содержит винтовые нажимные механизмы 16 валков и механизмы 17 уравновешивания валков. В стойках 5, 6 станин выполнены глухие продольные пазы 18, открытые в проем станины 3, 4, в которых размещены открылки 14, 15 подушек 12, 13. Винтовые нажимные механизмы 16 в количестве четырех установлены на стойках 5, 6 так, что винт 19 каждого механизма входит в паз 18 стойки 5, 6 и взаимодействует с открылком 14 верхней подушки 12. Открылки 15 нижних подушек 13 опираются на дно паза 18. Стойки станин 5, 6 установлены на горизонтальных, параллельных осям валков 10, 11 шарнирах 20. Поперечины выполнены с разъемом 21 по оси клети и снабжены элементами 22 крепления по разъему.
Клеть для прокатки сорта работает следующим образом.
Возникающие при прокатке радиальные усилия от нижнего валка 11 через открылки 15 подушки 13 передаются на дно паза 18 стоек 5, 6 через стойки на установленные в верхней части нажимные гайки 23 и винты 19 нажимных механизмов 16 к открылкам 14 подушки 12 верхнего валка 10. Механизмы 17 уравновешивания валков обеспечивают выбор зазоров и предварительное напряжение всех перечисленных выше элементов, воспринимающих радиальное усилие прокатки.
Осевые нагрузки от валков 9, 10 через фиксированные на них подушки 12, 13 неприводной стороны посредством сферических шипов 24, 25 передаются на сопряженные поверхности стоек 6, которые будучи жестко связанными траверсами 8, 9 со стойками 5 обеспечивают повышенную осевую жесткость клети.
Для перевалки валков 10, 11 достаточно, сняв давление в механизме уравновешивания 17 валков, разъединить элементы крепления 22 разъемов 21 и отклонить стойки 5, 6 в положение, показанное на фиг. 1, тонкими линиями, после чего узлы валков заменяются посредством крана на новые.
Изобретение позволяет уменьшить габарит клети в направлении прокатки, упростить настройку и регулировку валковой арматуры, увеличить жесткость клети и получить прокат повышенной точности. (56) Патент Великобритании N 2197811, кл. В 21 В 31/24, 1988.
Целиков А. И. , Смирнов В. В. Прокaтные станы, М. : Металлургия, 1958, с. 97, рис. 86.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧАЯ КЛЕТЬ ДУО ПРОФИЛЕГИБОЧНОГО СТАНА | 2000 |
|
RU2187397C2 |
| Прокатная клеть с многовалковымКАлибРОМ | 1979 |
|
SU804018A1 |
| Реверсивная клеть дуо для прокатки профилей | 1990 |
|
SU1838007A3 |
| Четырехвалковая клеть | 1989 |
|
SU1755975A1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2006 |
|
RU2330738C2 |
| Рабочая клеть прокатного стана | 1983 |
|
SU1158260A1 |
| ВЕРТИКАЛЬНАЯ ПРОКАТНАЯ КЛЕТЬ | 1997 |
|
RU2123399C1 |
| Вертикальная клеть полосового стана | 1980 |
|
SU899172A1 |
| Прокатная клеть | 1990 |
|
SU1755982A1 |
| КОМПЛЕКТ ПОДУШЕК ПРОКАТНЫХ ВАЛКОВ | 1992 |
|
RU2025158C1 |
Использование: в конструкциях рабочих клетей для сортопроволочных станов. Сущность изобретения: клеть состоит из плиты 1 с шарнирно установленными на ней откидными стойками 2 - 5, охватывающими открылки 6, 7 подушек 8, 9 верхнего 10 и нижнего 11 узлов валков, механизм 12 гидрораспора подушек и приводные механизмы 13, 14 установки межвалкового расстояния. Откидные стойки 2 - 5 снабжены направляющими пазами 15, 16, охватывающими боковые поверхности подушек 8 и 9. В нижней части каждой из откидных стоек 2 - 5 выполнены опорные площадки 17 под выступы 6 нижних подушек 9. Откидные стойки 2 - 5 попарно связаны между собой поперечинами 18, 19, образуя расположенные по обе стороны от продольной оси валков 10 и 11 жесткие рамы 20 и 21, на которых смонтированы механизмы 13, 14 установки межвалкового расстояния. Каждая рама оснащена элементами 22 и 23 взаимного крепления в виде болтового соединения. На выступах 6 и 7 подушек 8 и 9 с неприводной стороны валков 10 и 11 выполнены сферические шипы 24, 25, сопрягающиеся с боковыми поверхностями откидных стоек 3 и 5, через которые воспринимаются осевые усилия прокатки. Осевые нагрузки от валков через фиксированные на них подушки 8 и 9 посредством сферических шипов 24 и 25 передаются на сопряженные поверхности откидных стоек 3 и 5, которые, будучи связанными поперечинами 18 и 19 со стойками 2 и 4, образуют жесткие рамы 20 и 21, благодаря чему увеличивается осевая жесткость клети. 3 ил.
КЛЕТЬ ДЛЯ ПРОКАТКИ СОРТА, включающая установленную на плитовине пространственную раму, состоящую из двух станин, каждая из которых выполнена в виде двух стоек и поперечины, и соединенных между собой траверсами, параллельными осям валков, причем последние в опорных подушках, имеющих открылки, размещены в проеме между стойками станин, винтовые нажимные механизмы валков и механизмы уравновешивания валков, отличающаяся тем, что, с целью уменьшения габаритов и увеличения жесткости клети при обеспечении удобства перевалки, в стойках станин выполнены глухие продольные пазы, открытые в проем станины, в которых размещены открылки подушек, винтовые нажимные механизмы в количестве четырех установлены на стойках так, что винт каждого механизма входит в паз стойки и взаимодействует с открылком верхней подушки, открылки нижних подушек опираются на дно паза, при этом стойки станин установлены на горизонтальных параллельных осям валков шарнирах, а поперечины выполнены с разъемом по оси клети и снабжены элементами крепления по разъему.
