Предпосылки изобретения
Способы производства микропористых пленок хорошо известны из уровня техники. Например, патент США №3870593 (включаемый в данный документ в качестве аналога) описывает способ, согласно которому микропористую пленку изготавливают: (1) диспергированием тонкоизмельченных частиц негигроскопичной неорганической соли, такой как карбонат кальция, в полимере; (2) формированием пленки из полимера и (3) растягиванием пленки для обеспечения микропористости.
Способы изготовления составов из микропористой пленки и нетканого полотна также хорошо известны из уровня техники. Эти составы готовят, например, путем наносимого экструзией покрытия на нетканое полотно. Приготовленные пленки и полотна связывают непосредственно разнообразными средствами, включая клей, тепловое и ультразвуковое связывание.
Может быть также желательным растягивание микропористых композитов из пленки/полотна, но растягивание имеет свои недостатки. Например, для микропористых пленок обычными положительными эффектами растягивания являются повышенная проницаемость для испарения и улучшенный внешний вид поверхности. Проницаемость для испарений (или коэффициент пропускания водяного пара - КПВП) можно определить лабораторными испытаниями, и она зависит от размера и частоты микропор в пленке. Дополнительное растягивание пленки, уже ставшей микропористой, увеличивает размер имеющихся пор и создает новые поры. Поэтому сильно растянутые микропористые пленки и микропористые композиты из пленки/полотна обычно имеют повышенную проницаемость для испарений по сравнению с аналогичными материалами, растянутыми в меньшей степени.
Аналогично способы растягивания улучшают ощущаемое на ощупь качество и дражируемость поверхности. Пленки и полотна в сочетании друг с другом становятся более негнущимися и грубыми по сравнению с отдельными составляющими компонентами. Растягивание этих составов может нарушать жесткую структуру, тем самым создавая более мягкую на ощупь поверхность и улучшая дражируемость.
С другой стороны, растягивание микропористых составов из пленки/полотна может нарушить прочность связи и увеличить образование сквозных отверстий. Растягивание повышает мягкость и улучшает дражируемость за счет разрушения соединения между пленкой и полотном. В результате этого ослабляется прочность связи в слоистом материале. Растягивание также обусловливает нежелательное повреждение слоистого материала: образование сквозных отверстий, разрывы или рыхление пленки, полотна или композита в целом.
Связь пленки и полотна можно точно регулировать, чтобы устранить появление прочих функциональных или внешних проблем. Например, в случае наносимого экструзией покрытия в виде полиэтиленовой пленки на полипропиленовый полученный из расплава нетканый материал: такие условия способа как температура плавления и давление в зазоре между валками определяют внедрение волокон в структуру пленки. При максимальном уровне внедрения пленка и полотно по существу формуются вместе и становятся единым целым. Но получаемый таким образом слоистый материал приобретает худшие свойства двух компонентов и имеет тенденцию быть и жестким и хрупким одновременно. Но при минимальном уровне внедрения пленка и полотно имеют слабую связь либо не имеют ее вовсе и поэтому отслаиваются. Слишком повышенная прочность связи также ограничивает допустимую степень растягивания - по причине образования сквозных отверстий. То есть если связь между пленкой и полотном слишком прочная, то в растягиваемой пленке иногда возникают разломы с образованием сквозных отверстий.
Вместо связывания микропористой пленки с полотном также возможно сначала связать непористую пленку с полотном, и затем растянуть полученный композит, чтобы сделать пленку микропористой. Предыдущие попытки осуществить сначала создание связи и потом растягивание композитов пленки/полотна, например согласно патенту США №5910225 (включаемому в данный документ в качестве аналога), были только отчасти успешными из-за повреждения композита растягиванием. В числе этих повреждений помимо других сквозные отверстия, разрывы и другие функциональные и внешние дефекты.
Патент США №6066221 описывает способ обеспечения усиленной связи между пленкой и нетканым материалом путем приложения каналов горячего воздуха к поверхности слоистых материалов в направлении действия оборудования. Хотя такая зонированная обработка с помощью ракеля в виде горячего воздуха улучшает структурную целостность слоистого материала, но растягивание обрабатываемого слоистого материала приводит к нарушению связи между пленкой и нетканым материалом.
Патент США №6248195 является еще одним примером методики связывания, которая не в состоянии предотвратить нарушение связи между пленкой и нетканым материалом после растягивания. Согласно этому патенту, горячую текучую среду или воздух можно использовать для связывания нетканых материалов в определенных точках, создавая ломаный проход в пленке в направлении действия оборудования.
Патент США №5424025 описывает зональное растягивание пленки в направлении действия оборудования с помощью взаимно проникающих верхних и нижних валков. Изменения глубины зацепления со стороны верхнего валка создает чередующуюся схему сильно- и слаборастянутых участков.
Согласно патенту США №6013151 (включаемому в данный документ в качестве аналога), слоистый материал пленки/полотна можно выполнить микропористым и проницаемым для испарений при нарастающем растягивании на больших скоростях. Получаемые таким образом микропористые слоистые материалы имеют высокий коэффициент проницаемости водяного пара КПВП. Обнаружено, что плоский слоистый материал из пленки/полотна можно подвергнуть нарастающему растягиванию более единообразно, чем в случае тисненого слоистого материала из пленки/полотна. Более единообразное растягивание обеспечивает повышенный КПВП и меньшее количество сквозных отверстий.
Существует постоянная необходимость улучшать рабочие показатели и внешний вид композитов из полимерных пленок и нетканых материалов. В частности, желательно усовершенствовать производство микропористых композитов из пленки/полотна с повышенной проницаемостью для испарений, с устранением сквозных отверстий и других функциональных и внешних дефектов.
Сущность изобретения
Настоящее изобретение относится к композитам из пленки/полотна и способам их производства с улучшенными физическими и внешними характеристиками. Структура полотна ламинируется в пленку новым способом и затем растягивается, чтобы получить проницаемый для испарений композит, удовлетворительный для конечного использования в качестве барьера для жидкости, с повышенной проницаемостью для водяного пара. Слои пленки и полотна связаны по проходам, идущим в направлении действия оборудования. Затем композит проходит через специальное растягивающее устройство, выполненное с возможностью того, чтобы растягивался весь нетканый материал, кроме сильносвязанных проходов. Данное изобретение целесообразно для гигиенических применений, например, в качестве основы пеленок, в которых композиты не должны отслаиваться, обеспечивать высокий КПВП, должны быть мягкими и тканеобразными.
Настоящее изобретение разработано с возможностью применения описываемых выше положительных моментов и исключения отрицательных последствий. Полотно прикрепляется к пленке с двумя уровнями прочности связи. Связь в основном может быть выполнена очень слабой, чтобы основная часть композита могла быть растянута в максимальной степени, тем самым обеспечивая нужные высокие показатели КПВП и внешние свойства (напр., мягкость поверхности и дражируемость). Поскольку имеются зоны с прочной связью, поэтому материал в целом не будет подвергаться отслаиванию. Участки с прочной связью не растягиваются либо растягиваются только частично и поэтому продукция не будет иметь проблемы сквозных отверстий, обусловленных растягиванием участков с прочной связью.
Описываемые здесь пленки и полотна можно составить разными способами, включая, помимо прочего, покрытие с помощью экструзии, клеевое ламинирование и точечное термосвязывание. Сформированный композит затем растягивают разными методами, включая, помимо прочего, взаимозацепляющиеся кольцевые валки поперечного направления (ПН). Способ растягивания пленок из термопластного полимера с высоким содержанием наполнителя, такой как способ с использованием кольцевых валков, хорошо известен из уровня техники. Пример этого способа описывается в патенте США №4350655.
Композит из пленки/полотна можно выполнить, например, путем прикрепления полотна к пленке во время изготовления этой пленки. Полотно можно связать с пленкой в зазоре между валками во время операции литья путем покрытия с помощью экструзии. Другие способы создания связи до или после зоны контакта литья включают в себя этап связывания с помощью горячего расплавленного клея или тепловое или ультразвуковое точечное связывание. Любой из этих трех способов, и также многие другие способы, не упоминаемые, но хорошо известные из уровня техники, можно использовать в соответствии с описываемым здесь способом. Единственное требование, которое должен соблюдать метод связывания, заключается в том, чтобы те места, где полотно прочно связывается с пленкой, не подвергались растягиванию.
Способ, отвечающий этим критериям, заключается в том, что связь с повышенной прочностью в определенных областях композита создается ультразвуковым сварочным устройством, которое за счет тепла связывает полотно с пленкой в проходах, идущих в направлении действия оборудования. Сварочное устройство может находиться в любом месте после зоны контакта литья. В любом случае связь повышенной прочности создает проходы, в которых полотно не может отслаиваться при отрывающем усилии величиной менее 150 г/линейный дюйм. Прочие критерии исключения или снижения растягивающего воздействия можно соблюдать с помощью ПН-взаимозацепляющихся кольцевых валков, имеющих интервалы, в которые попадают проходы создания связи.
Перечень фигур чертежей
Фиг.1 - схема устройства для производства слоистого листа согласно одному из осуществлении настоящего изобретения.
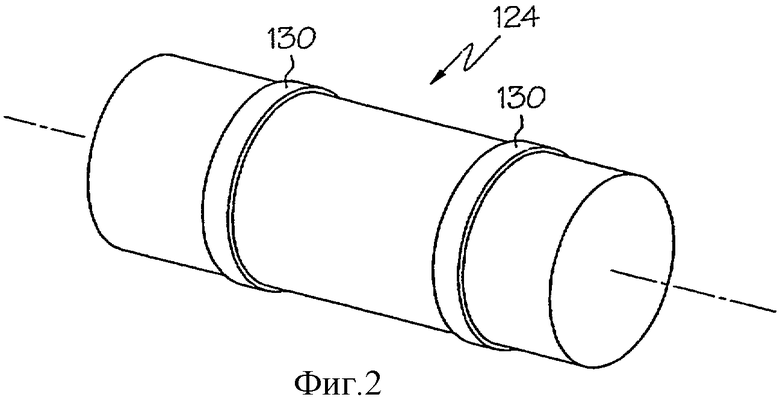
Фиг.2 - схема металлического валка литья, который можно использовать в устройстве согласно фиг.1.
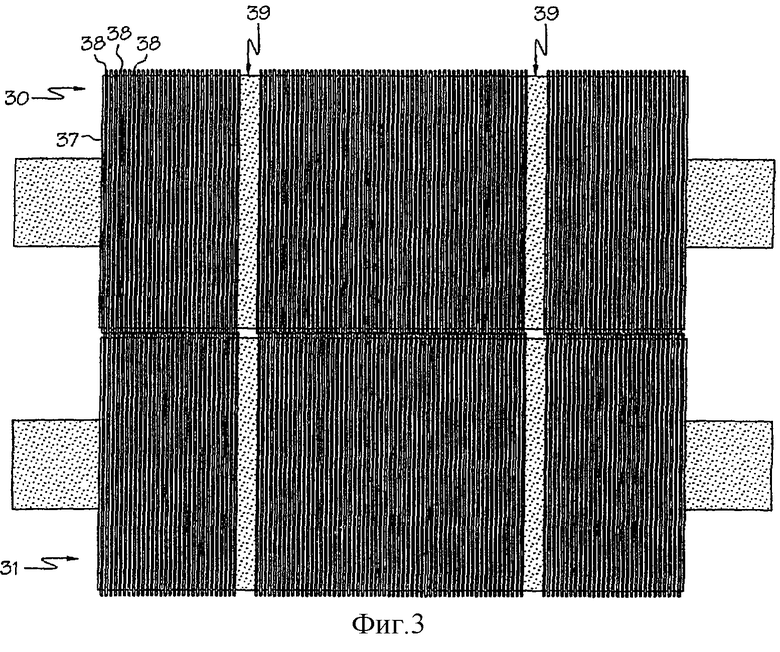
Фиг.3 - схема пары ПН-взаимозацепляющихся кольцевых валков согласно одному из осуществлений настоящего изобретения.
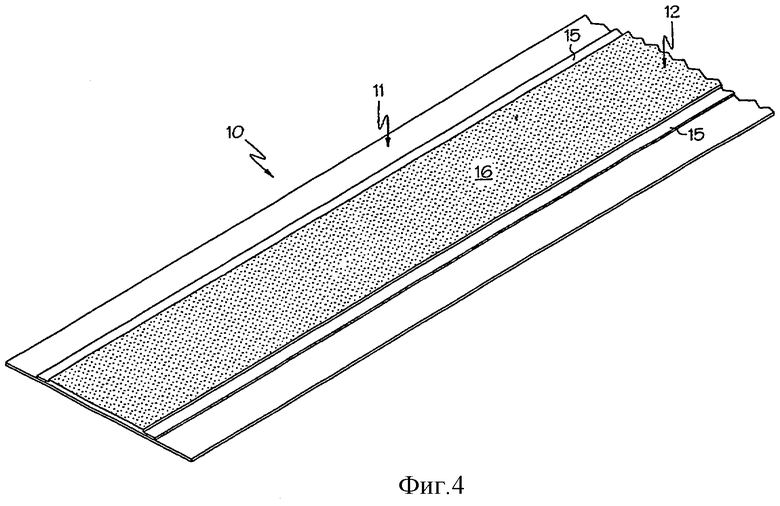
Фиг.4 - схема слоистого листа, согласно одному из осуществлений настоящего изобретения.
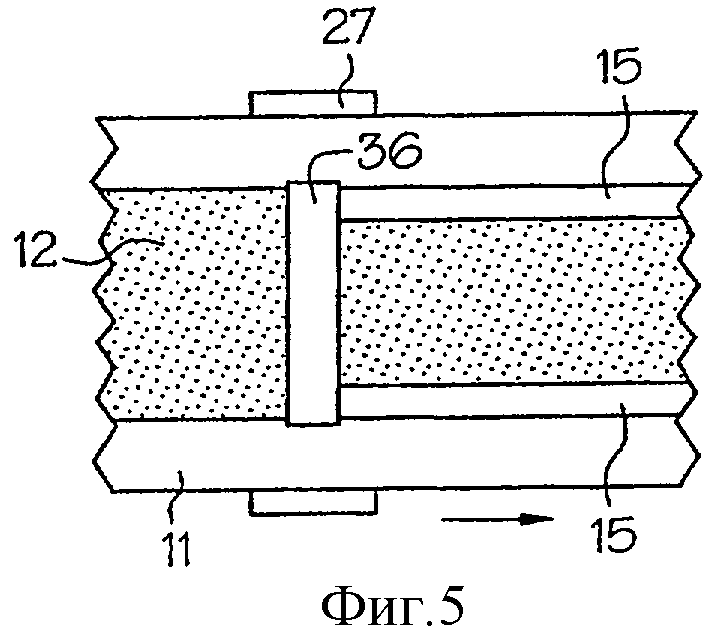
Фиг.5 - схема вида сверху зоны создания связи в устройстве, изображаемом на фиг.1.
Сведения, подтверждающие возможность осуществления изобретения
Настоящее изобретение раскрывает слоистый лист, и также способ изготовления слоистого листа, содержащего пленочный слой и слой полотна. Пленочный слой связывается со слоем полотна, и затем слоистый материал растягивают. Но пленочный слой связывают со слоем полотна таким образом, что имеется один или несколько участков (или проходов) с прочной связью. Во время растягивания эти участки прочной связи либо остаются нерастянутыми либо растягиваются только частично (т.е. растягиваются меньше других участков слоистого листа). Согласно одному определенному осуществлению, по меньшей мере, часть пленочного слоя является микропористой и целесообразна для использования в качестве основы пеленки. Например, в пленочном слое может содержаться инициатор пор (такой, как неорганический наполнитель), в результате чего при растягивании пленочный слой становится микропористым (или его микропористость увеличивается при растягивании). Поскольку участки с прочной связью не растягиваются (или их микропористость увеличивается при растягивании), поэтому участки с прочной связью пленочного слоя могут быть немикропористыми или могут иметь пониженную микропористость по сравнению с другими участками пленочного слоя.
Фиг.4 схематически изображает одно из выполнений слоистого листа 10 согласно настоящему изобретению. Лист 10 изображен как лист бесконечной длины, но подразумевается, что настоящее изобретение не имеет этого ограничения. В состав листа 10 входит пленочный слой 11 (по меньшей мере, части которого могут быть микропористыми) и слой 12 полотна. Слой 12 полотна связан с пленочным слоем 11 в областях (или в проходах) 15 прочной связи, которые проходят вдоль по листу 10 вблизи краев слоя 12 полотна. В области 16, расположенной между областями 15 прочной связи, слой из полотна может быть либо связан с пленочным слоем 11 или связан с ним в меньшей степени, чем области 15. Используемый здесь термин «область прочной связи» просто означает, что в этой области(ях) слоистого материала слой из полотна связан с пленочным слоем в меньшей степени, чем в других областях листа (в котором другие области слоя из полотна могут или не могут быть связаны с пленочным слоем).
Также необходимо отметить, что согласно фиг.4 пленочный слой и слой из полотна не обязательно должны совпадать друг с другом. Поэтому согласно иллюстрируемому осуществлению ширина слоя 12 из полотна меньше ширины пленочного слоя 11. Но также предполагается, что ширина слоя из полотна и ширина пленочного слоя могут быть по существу одинаковыми, если необходимо. Помимо этого, может быть также желательным в некоторых случаях формирование слоистого листа, в котором ширина слоя из полотна превышает ширину пленочного слоя. При этом хотя слоистый лист 10 изображен с двумя областями (или проходами) прочной связи, которые проходят вдоль краев слоя 12 из полотна, при необходимости можно обеспечить любое число областей прочной связи и их ориентацию.
Во время изготовления после связывания слоя из полотна с пленочным слоем указанным выше образом полученный слоистый лист растягивают, по меньшей мере, в одном направлении. Если пленочный слой содержит инициатор пор, то пленочный слой можно сделать микропористым во время этого растягивания, например согласно патенту США №6013151. Но участки прочной связи в слоистом листе остаются либо нерастянутыми либо только частично растянутыми. Термин «частично растянутый» просто означает, что хотя области с прочной связью в слоистом листе могут быть в некоторой степени растянутыми, эти области растягиваются меньше, чем другие области слоистого листа. Результат этого избирательного растягивания заключается в том, что целесообразность растягивания слоистого материала обеспечивается без неблагоприятного влияния на прочность связи в областях с прочной связью. Это позволяет обеспечить нужные выгоды растягивания слоистого материала и также избежать некоторых недостатков такового растягивания.
Пленочный слой и слой из полотна можно связать друг с другом любым из разнообразных способов, включая клеевую связь, электромагнитную связь, связь с помощью горячей пластины и ультразвуковую связь. Либо или помимо одного или нескольких указанных способов связывания слой полотна можно покрыть пленкой методом покрытия с помощью экструзии.
Фиг.1 схематически изображает одно из осуществлений устройства, которое можно использовать для производства слоистого листа, иллюстрируемого на фиг.4, где пленочным слоем является пленка из термопласта, и слой из полотна является нетканым волоконным материалом. Показанное на фиг.1 устройство аналогично устройству, иллюстрируемому и описываемому в патенте США №6013151, но введен механизм обеспечения участков прочной связи в слоистом листе, и модифицирована, по меньшей мере, одна группа растягивающих валков. С помощью устройства, показываемого на фиг.1, пленка из термопласта ламинируется в нетканый волоконный материал во время экструзии при введении нетканого материала в зазор пары валков вдоль термопластного экструдата. Получаемый слоистый лист затем нарастающе растягивается по ширине слоистого материала (растягивание в поперечном направлении или «ПН»). Но участки с прочной связью не растягиваются (или только частично растягиваются). Слоистый лист можно также растягивать в направлении действия оборудования («НДО»-растягивание) и/или в диагональном направлении.
Для производства непрерывного слоистого листа, показанного на фиг.4, термопластный состав пленочного слоя подают из экструдера 21 через щелевую экструзионную головку 22 для формирования экструдата 26 (который соответствует пленочному слою 11 слоистого листа). Экструдат 26 подают в зазор («пространство между валками») между валком 24 литья (обычно металлическим валком) и опорным валком 25 (обычно резиновым валком). Воздушный ракель 23 может быть использован для содействия устранению резонанса протягивания согласно, например, патенту США №4626574. Либо для исключения резонанса протягивания можно использовать устройства воздушного охлаждения, описываемые в патентной заявке США №09/489,095 (подана 20 января 2000). Лист нетканого полотна 12 после валка 33 входит в зону контакта литья между валками 25 и 24. В этом зазоре на полотно 12 с помощью экструзии наносится покрытие - расплавленная пленка (или экструдат) 26, только что вышедший из щелевой экструзионной головки 22. Волокна по существу встраиваются в или заключаются в пленку в процессе ламинирования экструдированием.
Для обеспечения областей с прочной связью в слоистом листе можно использовать разные способы. Например, температура плавления и давление в зазоре будут зачастую определять степень внедрения волокон в пленку и поэтому прочность связи между пленочным слоем и слоем из полотна. Повышение температуры плавления и/или давления в зазоре, как правило, повышает прочность связи между пленочным слоем и слоем из полотна. Поэтому степень связи, получаемой в зазоре, можно удобным образом регулировать. Причем степень связывания можно изменять по ширине зазора, например за счет обеспечения областей зазора, в которых давление сжатия превышает давление в других областях зазора. Таким образом, можно обеспечить области прочной связи в слоистом листе.
Например, фиг.2 схематически показывает модифицированный металлический литой валок 124. Согласно фиг.2, литой валок 124 по существу цилиндрический, но имеет два выступающих вверх участка 130, которые проходят по окружности литого валка 124 по существу перпендикулярно продольной оси литого валка 124. Выступающие вверх участки 130 можно обеспечить разными средствами, например, обернув ленту (напр., тефлоновую ленту) вокруг окружности верхнего литого валка 124. Либо литой валок 124 можно вырезать таким образом, чтобы создать выступающие вверх участки 130 на литом валке 124. Диаметр литого валка 124 на выступающих вверх участках 130 превышает диаметр остальной части литого валка 124, в результате чего, когда литой валок 124 используется в устройстве согласно фиг.1, при этом давление сжатия между литым валком 124 и опорным валком 25 будет повышенным в участке между выступающими вверх участками 130 и опорным валком 25. При этом когда пленочный слой и слой из полотна проходят через зазор, то повышенное давление сжатия в этих участках создаст участки прочной связи в получаемом слоистом листе 22, выходящем из зазора. Фактически когда на литом валке 124 обеспечены выступающие вверх участки 130 согласно фиг.2, то получаемый слоистый лист будет аналогичен листу, изображаемому на фиг.4 (т.е. с двумя участками прочной связи, проходящими по длине слоистого листа вблизи краев слоя из полотна).
В качестве альтернативы обеспечению описываемых выше областей с повышенным давлением зазора для обеспечения областей прочной связи в слоистом листе (или в дополнение к нему) можно применить разные другие устройства и методы. Например, зону связывания можно обеспечить непосредственно до или после зоны контакта литья; причем зона создания связи выполнена с возможностью приложения энергии связывания в выборочные участки слоистого листа, входящего в зазор или выходящего из зазора. Приложение этой энергии связывания может включать в себя, например, избирательное приложение тепла и/или давления. Связывание можно даже выполнить ультразвуковой сваркой (напр., с помощью ультразвукового сваривающего устройства); при этом приложение энергии колебаний к слоистому материалу создает тепло трения, которое плавит слои на их границе и создает связь. Разумеется, также предусматривается, что зона связывания может быть расположена перед зазором и выполнена с возможностью избирательного приложения клея (напр., горячерасплавленного клея) на части слоя из полотна и/или пленочного слоя.
Например, согласно фиг.1 одна соответствующая зона создания связи может содержать одно или более устройств 36 ультразвукового сваривания, установленных вблизи валка 27 и непосредственно после зазора между валками 24 и 25. Устройства ультразвукового сваривания хорошо известны специалистам данной области техники, и поворотный барабан ультразвукового сваривающего устройства можно использовать в качестве устройства 36 ультразвукового сваривания и валка 27. Это ультразвуковое сваривающее устройство с поворотным барабаном обычно содержит вибрирующий выступ вблизи поворотного барабана (напр., валка 27), выполненный с возможностью непрерывной подачи слоистого материала между выступом и барабаном. Высокочастотное механическое движение вибрирующего выступа в сочетании с усилием сжатия между выступом и барабаном создают тепло трения в том месте, где выступ контактирует со слоистым материалом, в результате чего в этом месте создается связь двух слоев слоистого материала. Чтобы устройство ультразвуковой сварки связывало только нужные участки слоистого материала (т.е. участки прочной связи), расположение выступающих вверх участков можно с помощью станочной обработки создать на барабане в нужных местоположениях связи. Например, чтобы получить слоистый лист согласно фиг.4, устройство 36 ультразвуковой сварки можно выполнить таким образом, чтобы устройство создавало связь только в узких частях слоистого листа вблизи краев слоя из полотна.
После выхода слоистого листа из зазора между валками 24 и 25 и (если применяется) зона создания связи его затем растягивают в одной или нескольких зонах растягивания. В частности, слоистый лист можно растягивать нарастающим образом способами, известными специалистам в данной области техники. Но, по меньшей мере, в одной из зон растяжения области прочной связи слоистого листа не растягиваются (или растягиваются только частично). Для растягивания слоистого листа можно использовать любое из разнообразных устройств, известных специалистам в данной области техники, например различные устройства растягивания, описываемые в патенте США №6013151. Например, можно использовать взаимозацепляющее устройство диагонального растягивания, взаимозацепляющее устройства в поперечном направлении (НП), и/или устройство растягивания в направлении действия оборудования (НДО).
Взаимозацепляющее устройство диагонального растяжения, как правило, содержит пару левосторонних и правосторонних спиральных шестеренчатых элементов на параллельных валах. Согласно одному из осуществлении, валы могут располагаться между двумя пластинами машинной стороны, при этом нижний вал располагается в фиксированных подшипниках, и верхний вал располагается в подшипниках в вертикально скользящих элементах. Скользящие элементы выполнены с возможностью их регулирования в вертикальном направлении с помощью клинообразных элементов, действующих от регулировочных винтов. Вывинчивание или ввинчивание клиньев перемещает вертикально скользящий элемент соответственно вниз или вверх, чтобы зацеплять или расцеплять шестеренчатые зубья верхнего зацепляющего валка с нижним зацепляющим валком. Установленные на боковых рамах микрометры указывают глубину зацепления зубьев взаимозацепляющегося валка.
Воздушные цилиндры используются, чтобы удерживать скользящие элементы в их нижнем зацепленном положении прочно в упор к регулирующим клиньям для противодействия направленному вверх усилию, создаваемому растягиваемым материалом. Эти цилиндры можно также отводить, чтобы выводить из зацепления верхний и нижний взаимозацепляющиеся валки друг от друга, чтобы заправить материал через взаимозацепляющееся оборудование, или совместно с предохранительной схемой, которая при ее срабатывании открывает все зазоры оборудования.
Средство привода обычно используется для привода стационарного взаимозацепляющегося валка. Если верхний взаимозацепляющийся валок должен расцепляться в целях заправки машины или в качестве меры безопасности, то предпочтительно использовать беззазорную зубчатую передачу между верхним и нижним взаимозацепляющимися валками, чтобы при повторном зацеплении зубья одного взаимозацепляющегося валка всегда попадали между зубьями другого взаимозацепляющегося валка, и чтобы исключить возможный повреждающий физический контакт между головками зуба взаимозацепляющихся зубьев. Если взаимозацепляющиеся валки должны находиться в постоянном зацеплении, то верхний взаимозацепляющийся валок обычно не должен быть ведомым. Привод можно осуществить ведомым взаимозацепляющимся валком с помощью растягиваемого материала.
Как указано выше, диагональные взаимозацепляющиеся валки имеют близкое сходство с мелкомодульными косозубыми цилиндрическими зубчатыми колесами. Согласно одному из осуществлений, диаметр валка - 5,935 дюйма (150.75 мм), угол наклона линии зуба - 45°; нормальный шаг - 0,100 дюйма (2.54 мм); диаметральный питч - 30; угол зацепления - 14,5°; в основном - зубчатое колесо с головой зуба с положительным смещением. В результате обеспечивается узкий глубокий профиль зуба, создающий взаимное зацепление до 0,090 дюйма (2.286 мм) и зазор величиной около 0,005 дюйма (0.127 мм) на сторонах зуба для толщины материала. Зубья не сконструированы для передачи вращательного момента и также не для контакта металла с металлом в обычном взаимозацепляющемся растягивании.
Устройство взаимозацепляющегося ПН-растягивания может быть аналогичным устройству взаимозацепляющегося растягивания в диагональном направлении, в котором будут отличия в конструкции взаимозацепляющихся валков и в других незначительных аспектах, указываемых ниже. Поскольку ПН-взаимозацепляющиеся элементы нередко имеют значительную глубину зацепления, поэтому может иметься необходимость того, чтобы оборудование имело средство, которое будет удерживать два взаимозацепляющихся валка параллельно друг другу при поднятии или опускании верхнего вала. Это средство может быть необходимым для обеспечения того, чтобы зубья одного взаимозацепляющегося валка всегда попадали между зубьями другого взаимозацепляющегося валка и для исключения возможного повреждающего физического контакта между взаимозацепляющимися зубьями. Это параллельное движение обеспечивается зубчатой рейкой и зубчатым колесом, причем неподвижная зубчатая рейка прикреплена к каждой стороне рамы в прилегании к вертикально скользящим элементам. Вал проходит поперек боковых рам и действует в подшипнике в каждом из вертикально скользящих элементов. Зубчатое колесо расположено на каждом конце вала и зацепляется с рейками для совершения нужного параллельного движения.
Привод для устройства взаимозацепляющегося ПН-растягивания должно приводить в движение и верхний и нижний взаимозацепляющиеся валки, кроме случая взаимозацепляющегося растягивания материалов с относительно высоким коэффициентом трения. Нет необходимости, чтобы привод был бы беззазорным, поскольку незначительная несоосность в направлении действия оборудования или проскальзывание привода проблем не создают. Причина этого будет очевидна из описания взаимозацепляющихся ПН-элементов.
Взаимозацепляющиеся ПН-элементы могут быть выполнены с помощью станочной обработки из объемного материала, но их можно оптимально охарактеризовать как группу двух дисков разного диаметра, расположенных друг над другом. Согласно одному из осуществлений взаимозацепляющиеся диски могут иметь диаметр 6 дюймов (152.4 мм) и толщину 0,031 дюйма (0.787 мм) и иметь полный радиус на своем крае. Прокладочные диски, отделяющие друг от друга взаимозацепляющиеся диски, будут иметь диаметр 51,2 дюйма (1300.5 мм) и толщину 0,069 дюйма (1.75 мм). Два валка такой конфигурации смогут зацепляться на 0,231 дюйма (5.87 мм), оставляя зазор величиной 0,019 дюйма (0.48 мм) для материала на всех сторонах. Как и в случае с диагональным взаимозацепляющимся растягивающим устройством, эта конфигурация взаимозацепляющегося ПН-элемента будет иметь шаг в 0,100 дюйма (2.54 мм). Либо взаимозацепляющиеся ПН-валки могут содержать цилиндрические валки с кольцами, проходящими по окружности валков (что описывается ниже).
Устройство взаимозацепляющегося НДО-растягивания может быть также аналогичным устройству взаимозацепляющегося диагонального растягивания, кроме конструкции взаимозацепляющихся валков. Взаимозацепляющиеся НДО-валки очень похожи на прямозубые цилиндрические зубчатые колеса с мелким модулем. Согласно одному из осуществлений, валки имеют диаметр 5,933 дюйма (150.7 мм), шаг зубьев 0,100 дюйма (2.5 мм), диаметральный питч - 30, угол зацепления 14,5°, и в основном являются зубчатым колесом с головкой зуба с положительным смещением. При зацеплении около 0,090 дюйма (2.286 мм) эта конфигурация будет иметь на сторонах зазор около 0,010 дюйма (0.254 мм) для толщины материала.
Описываемые выше диагональные ПН- и/или НДО-взаимозацепляющиеся устройства растягивания можно использовать в способах согласно данному изобретению. Но, по меньшей мере, одно из устройств растягивания выполнено таким образом, что этим устройством растягивания области прочной связи в слоистом листе растягиваются (или растягиваются только частично). Согласно осуществлению, изображаемому на фиг.1, устройство взаимозацепляющегося ПН-растягивания установлено в первой растягивающей зоне 28, и устройство взаимозацепляющегося НДО-растягивания установлено во второй растягивающей зоне 29. Согласно приводимому ниже описанию, устройство взаимозацепляющегося ПН-растягивания выполнено таким образом, что области прочной связи листового слоистого материала не растягиваются в первой растягивающей зоне (или растягиваются только частично). Помимо этого, по желанию, валки 45 и 46 с регулируемой температурой можно установить перед первой и второй растягивающими зонами, чтобы нагревать слоистый материал перед его растягиванием.
Устройство взаимозацепляющего ПН-растягивания на первой зоне 28 растягивания обычно содержит растягивающие с нарастанием валки 30 и 31. Хотя растягивающие валки 30 и 31 могут иметь разные конфигурации, фиг.3 схематически изображает приводимое в качестве примера осуществление ПН-взаимозацепляющихся кольцевых валков 30 и 31. Каждый кольцевой валок по существу содержит цилиндрический валок 37 и совокупность колец 38, прикрепленных к внешней окружности цилиндрического валка 37. Кольца 38 расположены по существу с равномерным интервалом по длине цилиндрического валка 37, но кольца на растягивающем валке 30 смещены с колец на растягивающем валке 31, в результате чего, когда кольца сближаются согласно фиг.3, то кольца растягивающего валка 30 будут взаимно зацепляться с кольцами растягивающего валка 31. Таким образом, при прохождении слоистого листа между растягивающими валками 30 и 31 он будет растягиваться в поперечном направлении (т.е. перпендикулярно направлению действия оборудования в устройстве согласно фиг.1).
Чтобы взаимозацепляющееся ПН-растягивающее устройство, показанное на фиг.3, не растягивало (или только частично растягивало) области прочной связи слоистого листа, кольца 38 отсутствуют в тех областях цилиндрических валков 37, которые соответствуют областям прочной связи в слоистом листе (см. фиг.3). Так, согласно фиг.3, промежутки 39 обеспечены на растягивающих валках 30 и 31, и при этом кольца 38 отсутствуют в промежутках 39. Таким образом, при прохождении слоистого листа между растягивающими валками 30 и 31 области прочной связи слоистого листа будут проходить через промежутки 39 и поэтому они не будут растягиваться взаимозацепляющимися кольцами 38 (либо будут растягиваться только частично взаимозацепляющимися кольцами вблизи промежутков 39).
В приводимом в качестве примера осуществлении согласно фиг.1 после прохождения через кольцевые ПН-валки состав перемещается через пару взаимозацепляющихся НДО-валков 40 и 41. Взаимозацепляющиеся НДО-валки 40 и 41 могут также иметь промежутки, в которых отсутствуют взаимозацепляющиеся элементы, которые растягивали бы области прочной связи слоистого листа. Либо обычные взаимозацепляющиеся НДО-валки можно использовать таким образом, что каждый лист слоистого материала будет растягиваться в направлении действия оборудования (включая области прочной связи). Обнаружено, что допущение растягивания областей прочной связи в направлении действия оборудования, но не растягивание (или только частичное растягивание) в поперечном направлении, тем не менее улучшает свойства слоистого листа. После выхода из второй растягивающей станции слоистый лист можно сматывать в рулоны (напр., с помощью перемоточного устройства, которое не показано).
В качестве альтернативы конфигурации валка согласно фиг.3 для предотвращения растягивания областей прочной связи можно использовать устройство согласно патенту США №6265045 (патент «045», включаемый в данный документ в качестве аналога), который выполнен с возможностью того, чтобы области прочной связи слоистого материала согласно данному изобретению соответствовали нерастянутым «провисающим» участкам (этот термин определен в патенте 045).
Устройство и способы согласно данному изобретению особо целесообразны для получения нарастающе растягиваемых слоистых листов, содержащих слой микропористой пленки и слой полотна. Состав пленки, который экструдируют в зазор, может содержать частицы наполнителя (инициатор пор), в результате чего при растягивании слоистого листа микропоры будут формироваться в пленочном слое в местоположениях частиц наполнителя. Слой полотна может содержать, например, нетканое волоконное полотно из штапельных волокон или полученных из расплава нитей. Причем нарастающее растягивание, выполняемое согласно одному из осуществлений настоящего изобретения, обеспечивает очень мягкую отделку композита, выглядящую как полотно. Это нарастающее или взаимозацепляющееся растягивание дает композиты с хорошей проницаемостью для испарений и хорошими свойствами барьера жидкости и при этом обеспечивают мягкую тканеобразную текстуру. Помимо этого, поскольку слоистый лист содержит один или несколько нерастянутых (или только частично растянутых) областей прочной связи, поэтому другие области листа, не имеющие связь или в которых связь слабее, чем в областях прочной связи, могут растягиваться в большей степени, чем это было бы возможным в другом случае.
Материалы состава
Способы производства микропористых пленок хорошо известны из уровня техники. Эту пленку изготавливают путем смешивания тонкоизмельченных частиц неорганического наполнителя (напр., карбоната кальция или другой соли) с соответствующим полимером, с образованием пленки или полимера с наполнителем, и растягивают пленку с обеспечением хорошей микропористости и проницаемости для испарений.
Микропористую пленку нередко характеризуют по размеру имеющихся в ней пор. Поры с эквивалентным диаметром в пределах 0,01-0,25 мкм предотвращают протекание несмачивающих жидкостей. Если частота этих пор достаточно велика, то материал будет в целесообразной степени пропускать водяной пар, при этом создавая действенный барьер для воды в виде жидкости.
Пленочный слой слоистого материала согласно одному из осуществлении настоящего изобретения содержит состав на основе олефина, такой как один или несколько полипропиленов, полиэтиленов, функционализированных полиолефинов или их комбинаций.
Например, состав для пленочного слоя согласно одному из осуществлении настоящего изобретения можно получить сначала расплавленным смешиванием состава со следующим содержанием составляющих:
(а) приблизительно от 35 до 45 вес.% линейного полиэтилена низкой плотности,
(б) приблизительно от 3% до 10 вес.% полиэтилена низкой плотности,
(в) приблизительно от 40 до 60 вес.% частиц наполнителя - карбоната кальция, и
(г) приблизительно от 1 до 10 вес.% добавки, содержащей один или несколько компонентов, выбранных из группы, состоящей из: пигментов, технологических присадок, антиокислителей и полимерных модификаторов.
Указанный состав можно экструдировать в зазор между валками 24 и 25 согласно вышеизложенному, чтобы получить пленку с приблизительной скоростью около 550 фут/мин (2.8 м/с) - 1200 фут/мин (6.1 м/с), без резонанса протягивания. Слой полотна подают в зазор вместе с экструдатом, и получаемый слоистый лист затем постепенно растягивают с той же скоростью вдоль линии, по существу единообразно поперек пленки и сквозь ее глубину, чтобы получить слоистый лист, имеющий микропористый пленочный слой и слой полотна. Полученный пленочный слой может иметь базисный приблизительный вес от 10 до 40 г/кв.м, в частности от 20 до 30 г/кв.м. Слой полотна может иметь приблизительный базисный вес от 10 до 30 г/кв.м, в частности от 15 до 25 г/кв.м. КПВП слоистого материала может превышать приблизительные значения 500 г/кв.м в день и напор свыше 60 см (измеряемый по минимальной высоте столба воды, который создает протекание через слоистый материал).
Один определенный состав пленки может содержать приблизительно 42 вес.% линейного полиэтилена низкой плотности, 4 вес.% полиэтилена низкой плотности и 44 вес.% наполнителя - частиц карбоната кальция со средним размером около 1 мкм. По желанию, свойства жесткости продукции из микропористой пленки можно регулировать за счет введения полиэтилена высокой плотности порядка 0-5 вес.%. Цвет пленки (белизну) можно регулировать за счет введения 0-4 вес.% диоксида титана. Можно ввести технологическую присадку, например фторполимер в приблизительном количестве от 01 до 0,2 вес.%, например сополимер 1-пропен 1,1,2,3,3,3-гексафтора с 1.1-дифторэтилена. Антиокислители, такие как "Irganox 1010, Irganox 168», можно также ввести с общей концентрацией около 500-4000 ч./млн.
Целесообразными слоями полотна являются природные или синтетические волокна, или нити, которые связаны или иным образом сведены в структуру полотна. Полотна обычно классифицируют как тканые материалы или нетканые материалы. Тканые материалы обычно изготавливают сначала прядением этих отдельных волокон в нить, которую затем уплотняют либо ткачеством либо вязанием. Нетканые полотна производят одним или несколькими этапами. Примером одноэтапного нетканого способа является получение нетканого материала из расплава, согласно которому термопластную смолу экструдируют через небольшие отверстия, вытягивают и располагают на движущийся конвейер для последующей обработки, такой как термотиснение. Примером многоэтапного нетканого способа являются способы, согласно которым термопластные волокна предварительно отформовывают, выполняют в виде кардной ленты и затем связывают точечно под воздействием тепла. Это - два из числа существующих способов, которые можно использовать для получения слоя из полотна, целесообразного при изготовлении композитов согласно настоящему изобретению. Более подробное описание нетканых материалов см. в "Nonwoven Fabric Primer and Reference Sampler" by E.A. Vaughn, Association of the Nonwoven Fabrics Industry, 3rd edition (1992)". Пример тканей, которые можно использовать: полученные из расплава полипропилен, полиэтилен; и полипропилен - кардированный, термосвязанный.
Свойства слоистых листов, производимых согласно настоящему изобретению, можно проверить разным образом. Например, коэффициент пропускания паров воды (КПВП) можно определить по стандарту ASTM Е 96, "Standard Test Methods for Water Vapor Transmission of Materials". Известное количество осушителя помещают в чашеобразную емкость вместе с проверяемым образцом и закрепляют фиксирующим кольцом и прокладкой. Эту сборку выдерживают в камере с постоянной температурой (40°С) и влажностью (75% РН) в течение 5 часов. Количество влаги, поглощаемой осушителем, определяется гравиметрически и используется для оценки КПВП (в г/кв.м·24 ч) данного образца.
Стандарт ASTM E 1294-89: "Standard Test Method for Pore Size Characteristics of Membrane Filters using Automated Liquid Porosimeter" использовался для измерения максимального размера пор (МРП). Этот способ измеряет МРП (в микронах) микропористых пленок и нетканых композитов с помощью методики вытеснения жидкости, которое зависит от капиллярного поднятия, создаваемого поверхностным натяжением, и применяет уравнение Уошберна для вычисления диаметра пор.
Прочность связи между пленочным слоем и слоем полотна измерялась по методу Clopay Bond Strength test (HCTM-08): измеряется усилие натяжения, требуемое для отделения составляющих слоев связанной или слоистой конструкции. Этот метод использует устройство Instron Model 4301 (Instron Corporation, Canton, Mass.), или эквивалентное устройство. Проверяемые образцы нарезают полосами размером 1×7 дюйма (25.4×1054.88 мм), при этом проверяют более крупный габарит в поперечном направлении структуры. Проверяемые слои отделяют на расстояние 1 дюйма (25.4 мм) в длинном (7 дюймов - 1054.88 мм) габарите. Длина сортамента (первоначальное разделение губок друг от друга) установлена на 1±1,32 дюйма (25.4±33.53 мм). Скорость поперечины устанавливают на 12 дюймов/мин (305 мм/мин). Отделенный слой каждого проверяемого образца зажимают в верхней губке испытательного устройства с центрированием образца по продольной оси под прямыми углами зажимающей поверхности. Соответствующий слой зажимают на нижней 1,5-дюймовой (38 мм) губке испытательного устройства аналогичным образом. Приводят в действие поперечину. Образец, который не отслаивается при воздействии на него нагрузкой в полном диапазоне, определяют как «ПС» - полностью связанный. То есть ПС означает, что материал фактически разрывается перед тем, как происходит отслаивание.
Число сквозных отверстий в слоистом листе определялось по способу Clopay Pinhole Test method (HCEM-02), который измеряет сопротивление полотен с покрытием и ламинированием проникновению спиртового раствора (100 мл 70% изопропилового спирта, с 1,0 мл красного пищевого красителя). Это испытание проводят следующим образом: композит размером в шесть квадратных футов подвергают воздействию 72 мл раствора на пленочной стороне образца. Раствор ровно распределяют щеткой, чтобы покрыть отмеченную площадь образца. Раствор оставляют на десять минут, затем вытирают салфетками. Образец переворачивают и считают следы красителя. Число сквозных отверстий в проверяемом участке регистрируют.
Приводимые ниже примеры поясняют способ изготовления пленочных/нетканых композитов согласно одному из осуществлении настоящего изобретения. Из этих примеров и последующего подробного описания специалисту в данной области техники становится очевидно, что в рамках объема данного изобретения возможны его вариации. Эти примеры приводятся только для пояснения специалисту применения принципов настоящего изобретения. Эти примеры не предназначаются для ограничения объема притязаний согласно прилагаемой формуле изобретения.
В приводимых ниже примерах использовано устройство, аналогичное устройству, показанному на фиг.1. В первом примере ультразвуковые сваривающие устройства использованы для создания областей прочной связи. Во втором примере ультразвуковые сваривающие устройства не применялись. Вместо этого тефлоновая лента (шириной 0,5 дюйма (1.27 мм) и толщиной в 10 мил) была намотана на металлическом валке 24 литья (показано на фиг.2), чтобы обеспечивать зоны, в которых по причине добавочной толщины ленты давление в зазоре было повышенным.
ПРИМЕР 1
Пленочный состав, содержащий 50% карбоната кальция, 47% полиэтиленового полимера и 3% диоксида титана, экструдировался с помощью стандартного оборудования и технологических условий пленочного литья. Полипропиленовый нетканый материал весом 20 г/кв.м, с точечной термосвязью, кардованный, заправлялся со сматывающего устройства в зону контакта литья, чтобы контактировать с расплавленным пленочным потоком во время работы оборудования. Скорость экструдирования и скорость линии были установлены на такое значение, чтобы пленочный слой весом 35 г/кв.м вводился на полотно. Композит из пленки/полотна затем подавали в ультразвуковое сваривающее устройство, где два колеса размером в половину дюйма контактировали с композитом и создавали связанные зоны вблизи каждого края (аналогично фиг.4). Композит, имеющий связанные проходы, затем проходил через взаимозацепляющиеся ПН-кольцевые валки (при температуре 215°F или 101.76°С). Кольцевые валки имели кольца через каждые 0,100 дюйма (2.54 мм), кроме местоположений, на которые попадали связанные проходы. Композит также подвергали НДО-растягиванию при комнатной температуре.
Результаты по физическим свойствам представлены в табл. 1: типичные данные для трех прототипов по сравнению с нужными пределами характеристик. Все три прототипа были изготовлены из одинакового сырья. Образец 1А был изготовлен как контрольный, со стандартным полученным экструдированием покрытием пленки на полотне; после экструдирования композит проходил стандартный ПН-кольцевой валок без интервалов, затем НДО-кольцевой валок, и затем перематывался. Устройство ультразвуковой сварки не применялось. Образец 1В был аналогичен 1А, за исключением применения звукового сваривающего устройства. ПН-кольцевой валок был без интервалов. Образец 1C был обработан согласно приводимому выше описанию, с применением сваривающего устройства и специальных ПН-кольцевых валков, имеющих интервалы, чтобы исключить растягивание областей прочной связи. Нужно отметить, что Образец 1А имел значение пропускания испарений, близкое к недопустимому, и неприемлемую прочность отслаивания связи. Образец 1В имел приемлемые свойства, за исключением сквозных отверстий, которые возникли в тех областях прочной связи, которые контактировали с кольцевыми валками. Образец 1C имел приемлемые результаты на основе излагаемых здесь усовершенствований.
В приводимых выше примерах: поскольку прототипы 1В и 1C имели полную связь, было возможным растягивание этих композитов (в направлении ПН) до более глубокого зацепления, чем с образцом 1A. Это дало значительное улучшение КПВП. Глубину зацепления для прототипа 1A невозможно было увеличить из-за неприемлемой прочности связи.
ПРИМЕР 2
В этом примере тефлоновая лента (шириной 0,5 дюйма (1.27 мм) и толщиной 10 мил) была намотана вокруг верхнего валка, чтобы обеспечивать зону, в которой лента будет контактировать с пленкой и тканью при большем давлении, чем остальная часть листа во время покрытия экструзией. Полоса шириной 6 дюймов (152.4 мм) весом 20 г/кв.м, термально связанная, из кардованного нетканого полипропилена, подавалась в экструзионный зазор таким образом, что участки с обернутой тефлоновой лентой контактировали с листом на каждом крае. Микропористую формируемую пленку экструдировали в зазор, где ее покрывали полотном. Таким образом, пленка с полной шириной (1 метр) имела полотно в виде полосы 6 дюймов (152.4 мм) в ширину в середине. Тефлоновая лента дала участки с повышенной прочностью на краях полотна, при этом посередине полотна остались 5 дюймов (127 мм) с менее прочной связью. Композиты растягивали согласно ПН и НДО после создания связи, исключая связанные зоны из ПН-растягивания, чтобы активировать микропористую пленку (т.е. сделать пленку микропористой за счет присутствия наполнителя). Для демонстрирования взаимосвязи между прочностью связи и физическими свойствами это испытание проводили с помощью однократного обертывания тефлоновой ленты, затем - двукратного, и, наконец - трехкратного. Конечным результатом было изменение расстояния смещения между валком литья и зазорным валком величиной 10 мил; в образце 2А; 20 мил - в образце 2В, и 30 мил - в образце 2С.
Данные в таблице 2 показывают, что повышенный КПВП можно обеспечить без сквозных отверстий для образцов с менее прочной связью, поскольку более высокие значения глубины зацепления можно использовать без повреждения композита. Эти данные в сочетании со способом обеспечения минимальной возможной связи за счет зонированного создания связи дает усовершенствованный способ получения композита с хорошей проницаемостью для испарения, с лучшими барьерными свойствами и с улучшенным внешним видом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАБИЛЬНОЕ ДЫШАЩЕЕ ЭЛАСТИЧНОЕ ИЗДЕЛИЕ | 1998 |
|
RU2201257C2 |
| ПЛЕНКА, ЛИСТ СЛОИСТОГО МАТЕРИАЛА И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2319615C2 |
| СПОСОБ ПРОИЗВОДСТВА МНОГОФУНКЦИОНАЛЬНОГО ЭЛАСТИЧНОГО СЛОИСТОГО МАТЕРИАЛА | 2005 |
|
RU2368501C2 |
| СЕГМЕНТИРОВАННЫЕ ПЛЕНКИ С ВЫСОКОПРОЧНЫМИ ШВАМИ | 2011 |
|
RU2586093C2 |
| СВЯЗАННЫЕ БЕЗ РАСТЯЖЕНИЯ ЭЛАСТИЧНЫЕ МАТЕРИАЛЫ, СОДЕРЖАЩИЕ НИТИ И ПЛЕНКУ | 2016 |
|
RU2707774C1 |
| ДЫШАЩИЙ ПЛЕНОЧНЫЙ СЛОИСТЫЙ МАТЕРИАЛ С НАПОЛНИТЕЛЕМ | 1998 |
|
RU2192512C2 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ, ЭЛАСТИЧНЫЙ В ОДНОМ НАПРАВЛЕНИИ И РАСТЯЖИМЫЙ В ДРУГОМ НАПРАВЛЕНИИ | 2001 |
|
RU2270758C2 |
| МИКРОПОРИСТЫЕ ВОЗДУХОПРОНИЦАЕМЫЕ СТРОИТЕЛЬНЫЕ И КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ, ВКЛЮЧАЮЩИЕ ПОКРЫТЫЕ ТКАНЫЕ И/ИЛИ НЕТКАНЫЕ МАТЕРИАЛЫ, И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2418820C2 |
| МНОГОСЛОЙНЫЕ МИКРОПОРИСТЫЕ ПЛЕНКИ И СПОСОБ ИХ ПОЛУЧЕНИЯ | 2002 |
|
RU2305632C2 |
| УСИЛЕННЫЙ АДГЕЗИЕЙ ПЛЕНОЧНЫЙ НЕТКАНЫЙ СЛОИСТЫЙ МАТЕРИАЛ | 1997 |
|
RU2160801C2 |
Изобретение относится к области изготовления слоистых материалов, содержащих пленочный слой и слой полотна, которые могут быть использованы, например, в качестве основы для пеленок. Способ включает связывание пленочного слоя со слоем полотна, чтобы получить слоистый лист. При этом слоистый лист содержит по меньшей мере одну область прочной связи, в которой прочность связи между пленочным слоем и слоем полотна превышает прочность прочих областей слоистого листа. Слоистый лист избирательно растягивают с помощью взаимозацепляющего растягивающего устройства таким образом, что области прочной связи либо не растягиваются либо растягиваются только частично. Описан также способ изготовления основы для пеленок, а также слоистый материал из полимерной пленки и листа полотна. Изобретение позволяет изготавливать микропористые композиты из пленки и полотна с повышенной проницаемостью для испарений, с устранением сквозных отверстий и других функциональных и внешних дефектов. 3 н. и 16 з.п. ф-лы, 5 ил., 2 табл.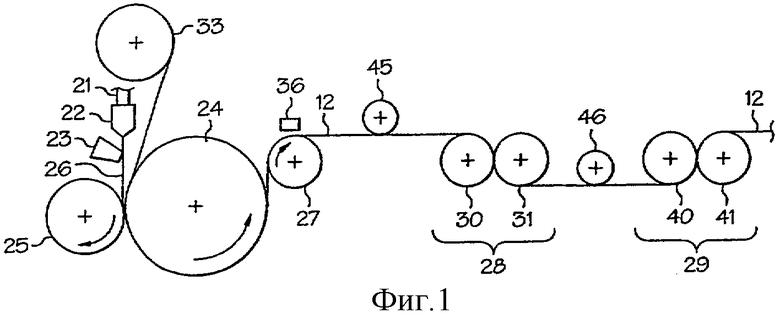
| Взрывонепроницаемый электрический аппарат | 1980 |
|
SU936061A1 |
| US 5156793 А, 20.10.1992 | |||
| ЭЛАСТИЧНЫЙ ЛАМИНИРОВАННЫЙ МАТЕРИАЛ ИЗ НЕТКАНОГО ВОЛОКНИСТОГО ПОЛОТНА И ЭЛАСТОМЕРНОЙ ПЛЕНКИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2117581C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТКАНЕПОДОБНОГО МИКРОПОРИСТОГО СЛОИСТОГО МАТЕРИАЛА ИЗ НЕТКАНОГО ВОЛОКНИСТОГО ПОЛОТНА И ТЕРМОПЛАСТИЧНОЙ ПЛЕНКИ, ОБЛАДАЮЩЕГО ПРОНИЦАЕМОСТЬЮ ДЛЯ ВОЗДУХА И ПАРОВ ВЛАГИ И НЕ ПРОПУСКАЮЩЕГО ЖИДКОСТЬ | 1997 |
|
RU2161560C2 |
| US 5763041 A, 09.06.1998 | |||
| МНОГОКОМПОНЕНТНАЯ ХЛЕБОПЕКАРНАЯ СМЕСЬ "ДЕРЕВЕНСКАЯ РЖАНО-ПШЕНИЧНАЯ ЗЕРНОВАЯ" | 2004 |
|
RU2285408C2 |

