Настоящее изобретение относится к детали кожуха статора электрической машины, имеющей две зачеканиваемые лапки и выполненной из пластически деформируемого материала.
При изготовлении листовых деталей, таких как детали кожуха статора или кожуха статора электрических машин, прежде всего микроэлектродвигателей, в листовой заготовке вырубкой формируют две расположенные друг против друга зачеканиваемые лапки, которые в результате их зачеканивания в радиальном направлении на другой детали, например на корпусе редуктора, обеспечивают в процессе окончательной сборки кожуха статора соединение между кожухом статора и корпусом редуктора. Ближайшее к изобретению решение детали кожуха статора электрической машины раскрыто в патенте US 3567973. Минимальная ширина вырубаемой между зачеканиваемыми лапками прорези, определяющая помимо прочего их длину, зависит от толщины листового металла. Чем больше толщина листового металла, тем больше минимальная ширина вырубаемой в этом листовом металле прорези. Соответственно чем меньше длина загибаемой зачеканиваемой лапки, тем меньше степень перекрытия между ней и другой деталью. Помимо этого с уменьшением радиальной длины хода, используемого для зачеканивания этих лапок инструмента, возрастает чувствительность к отклонению размеров и формы кожуха статора или соединяемой с ним детали от номинальных, что усложняет управление процессом зачеканивания.
В изобретении предлагается деталь кожуха статора электрической машины, имеющая две зачеканиваемые лапки и выполненная из пластически деформируемого материала. Отличие предлагаемой в изобретении детали заключается в том, что зачеканиваемые лапки соединены между собой перемычкой, которая имеет меньшее поперечное сечение по сравнению с этими зачеканиваемыми лапками, и образует место запрограммированного разрушения при загибании зачеканиваемых лапок с возможностью их соединения с другой деталью зачеканиванием. Преимущество такой детали по сравнению с ближайшим аналогом изобретения состоит в возможности простым путем обеспечить более эффективное управление процессом зачеканивания. При этом длина зачеканиваемых лапок увеличена на половину минимальной ширины вырубаемой у известной детали прорези, что позволяет использовать в пакете металлических листов листовой металл большей толщины. Использование кожуха статора в качестве замыкающего магнитную цепь элемента обеспечивает более эффективное замыкание пути магнитного потока. Помимо этого использование листового металла большей толщины позволяет повысить осевые удерживающие силы между кожухом статора и соединенной с ним деталью. Удлинение зачеканиваемой лапки увеличивает, кроме того, степень ее перекрытия с корпусом редуктора, что позволяет снизить чувствительность соединения листовой детали с другими деталями к отклонению размеров и формы пакета металлических листов или соединяемой с ним детали от номинальных, поскольку зачеканивающий инструмент должен при этом совершать более короткий ход.
Предлагаемая в изобретении деталь предпочтительно представляет собой листовую деталь или шихтованную листовую деталь.
В частных вариантах выполнения предлагаемой в изобретении детали она может быть установлена на другой детали, которая имеет паз для зачеканиваемых лапок, имеющий скос, на который при зачеканивании накладываются зачеканиваемые лапки. Кроме того, зачеканиваемая лапка может иметь на своем конце сужение, которое частично образовано перемычкой, когда она более не соединяет между собой зачеканиваемые лапки. Таким образом, выполнение перемычки между зачеканиваемыми лапками в виде места запрограммированного разрушения приводит при разрыве перемычки к образованию сужения на свободном конце каждой из зачеканиваемых лапок, которое затем при взаимодействии с вышеупомянутым скосом предпочтительно служит стыковочным скосом.
Ниже изобретение более подробно рассмотрено на примере одного из вариантов его осуществления со ссылкой на прилагаемые упрощенные чертежи, на которых показано:
на фиг.1a - известная из уровня техники деталь,
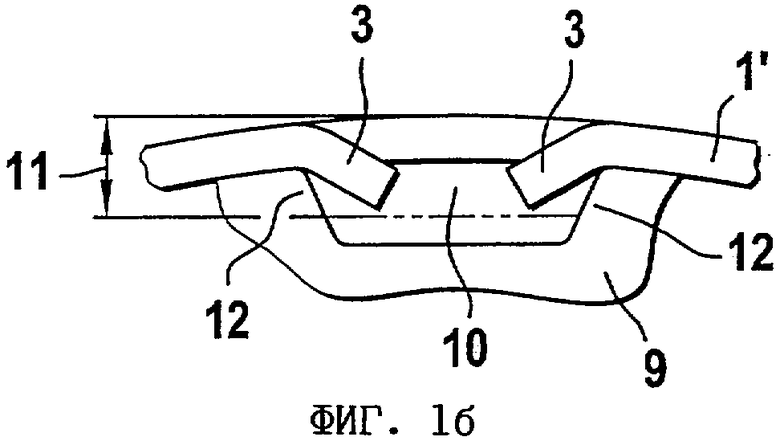
на фиг.1б - известная из уровня техники деталь, соединенная с другой деталью зачеканиванием,
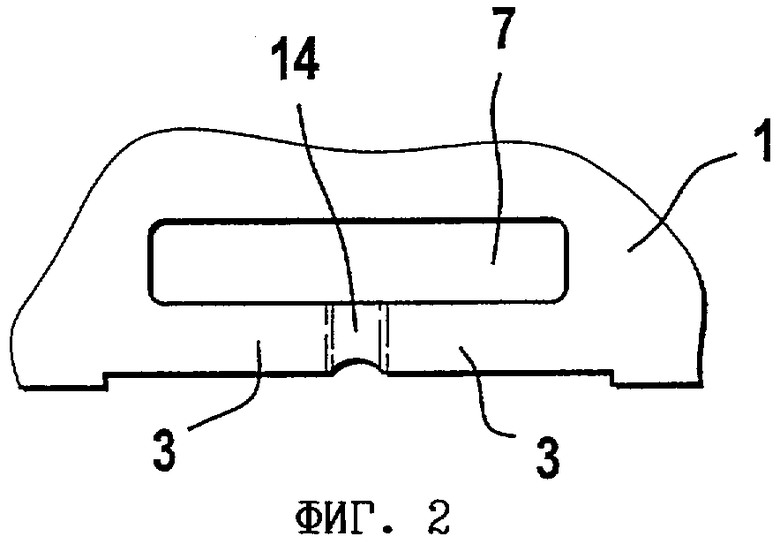
на фиг.2 - предлагаемая в изобретении деталь,
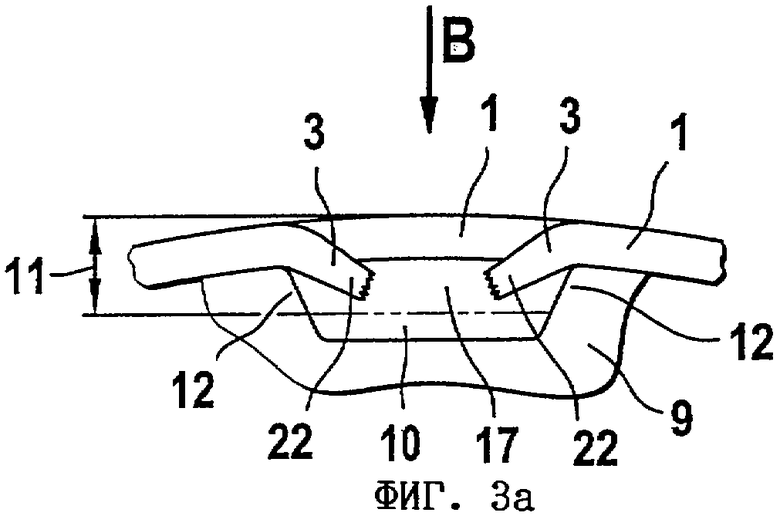
на фиг.3а - предлагаемая в изобретении деталь, соединенная с другой деталью зачеканиванием, и
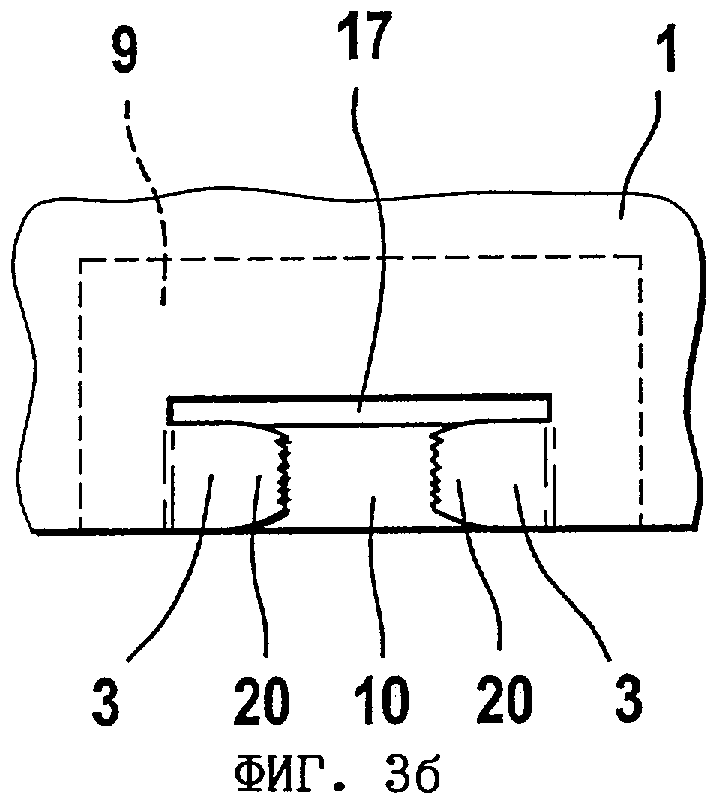
на фиг.3б - вид сверху показанной на фиг.3а детали.
На фиг.1а показана известная из уровня техники деталь 1'. Эта деталь 1' выполнена из пластически деформируемого материала, например из металла. Такая деталь 1' может представлять собой, в частности, листовую деталь или шихтованную листовую деталь. В этой детали 1' сначала, например, вырубают отверстие 7. Это отверстие 7 может иметь в виде в плане любую форму, а в показанном на чертеже примере оно имеет прямоугольную форму. На следующей технологической стадии или одновременно с выполнением отверстия 7 это отверстие 7 прерывают по его периметру, выполняя со стороны края 8 детали 1' прорезь 6. Такую прорезь 6 необходимо вырубать минимально возможной ширины 5. В результате в детали 1' образуются две зачеканиваемые лапки 3, которые со стороны края 8 детали ограничивают отверстие 7 по периметру по обе стороны прорези 6. Эти зачеканиваемые лапки 3 можно отогнуть, например, перпендикулярно плоскости чертежа.
Минимальная ширина 5 вырубленной между зачеканиваемыми лапками 3 прорези, определяющая их длину, зависит от толщины листового металла. Чем больше толщина листового металла, тем больше обусловленная размерами штампа минимальная ширина вырубаемой в этом листовом металле прорези.
На фиг.1б известная из уровня техники деталь 1' показана в положении, в котором она прилегает к другой детали 9, и соединена с ней. Эта деталь 9 на участке, на котором расположены зачеканиваемые лапки 3 детали 1', имеет паз 10, который ограничен проходящими наклонно друг относительно друга боковыми стенками 12 и внутрь которого к его боковым стенкам можно загнуть лапки и, например, зачеканить в нем. Для этого необходим определенный ход 11 зачеканивающего инструмента. Чем больше должна быть степень зачеканивания и тем самым степень взаимного перекрытия в соединении между деталью 1' и деталью 9, тем больше должна быть величина, на которую зачеканиваемые лапки 3 необходимо загнуть внутрь паза. Соответственно чем меньше длина загибаемой зачеканиваемой лапки 3, тем больше длина необходимого для ее зачеканивания хода зачеканивающего инструмента.
На фиг.2 показана предлагаемая в изобретении деталь 1. У этой детали 1 ее зачеканиваемые лапки 3 соединены между собой перемычкой 14. Однако эта перемычка 14 имеет меньшее поперечное сечение по сравнению с зачеканиваемыми лапками 3 и тем самым образует, например, так называемое место запрограммированного разрушения. Перемычку 14 получают, например, выполнением надреза в листовой детали. В соответствии с этим при загибании зачеканиваемых лапок 3 к ним сначала требуется приложить большее усилие, которое требуется для разрыва перемычки 14. В процессе гибки материал в месте запрограммированного разрушения, образованном перемычкой 14, постепенно растягивается и утоняется (образует шейку). По мере дальнейшей деформации перемычка 14 разрывается, а зачеканиваемые лапки 3 аналогично уровню техники загибаются внутрь имеющегося у детали 9 паза 10 к ограничивающим его боковым стенкам 12 и зачеканиваются. Каждая из таких зачеканиваемых лапок имеет большую по сравнению с зачеканиваемыми лапками известной из уровня техники детали длину. При этом имеющееся на свободном конце 22 зачеканиваемой лапки 3 утоненное в результате шейкообразования место разрыва перемычки с сужением 20 (фиг.3б) служит стыковочным скосом.
На фиг.3а показана предлагаемая в изобретении деталь 1, прилегающая к детали 9 и соединенная с ней зачеканиванием. В этом случае наличие перемычки 14 позволило удлинить зачеканиваемые лапки 3 и поэтому для достижения сопоставимой с известной из уровня техники деталью степени перекрытия с деталью 9 достаточно более короткого хода 11 зачеканивающего инструмента.
На фиг.3б деталь 1 и деталь 9 показаны в виде сверху по стрелке В, изображенной на фиг.3а. В этой проекции деталь 9 большей частью закрыта прилегающей к ней предлагаемой в изобретении деталью 1. Каждая из зачеканиваемых лапок 3 имеет на ее свободном конце 22 по сужению 20, образованному в результате шейкообразования при растяжении перемычки 14. Деталь 9 имеет в пазу 10 на его задней стенке, например, скос 17, который выполнен перпендикулярно направлению зачеканивания/гибки и который в зоне свободного конца 22 загнутой зачеканиваемой лапки 3 имеет наибольшую высоту, и поэтому при зачеканивании лапок 3 внутрь паза 10 образуется зачеканенное соединение с деталью 9, в котором лапки с одной их стороны изогнуты в соответствии с формой этого скоса 17. Благодаря сужениям 20 на свободных концах зачеканиваемых лапок 3 при их зачеканивании на скошенную поверхность 17 обеспечивается эффективный переход в начале процесса зачеканивания.
Изобретение относится к детали кожуха статора электрической машины. Деталь кожуха статора электрической машины имеет две зачеканиваемые лапки и выполнена из пластически деформируемого материала. Зачеканиваемые лапки соединены между собой перемычкой, которая имеет меньшее поперечное сечение по сравнению с этими зачеканиваемыми лапками и образует место запрограммируемого разрушения при загибании зачеканиваемых лапок с возможностью их соединения с другой деталью зачеканиванием. В результате простым путем обеспечивается эффективное управление процессом зачеканивания, обеспечивается также более эффективное замыкание пути магнитного потока, повышаются осевые удерживающие силы между кожухом статора и соединенной с ним деталью. 3 з.п. ф-лы, 3 ил.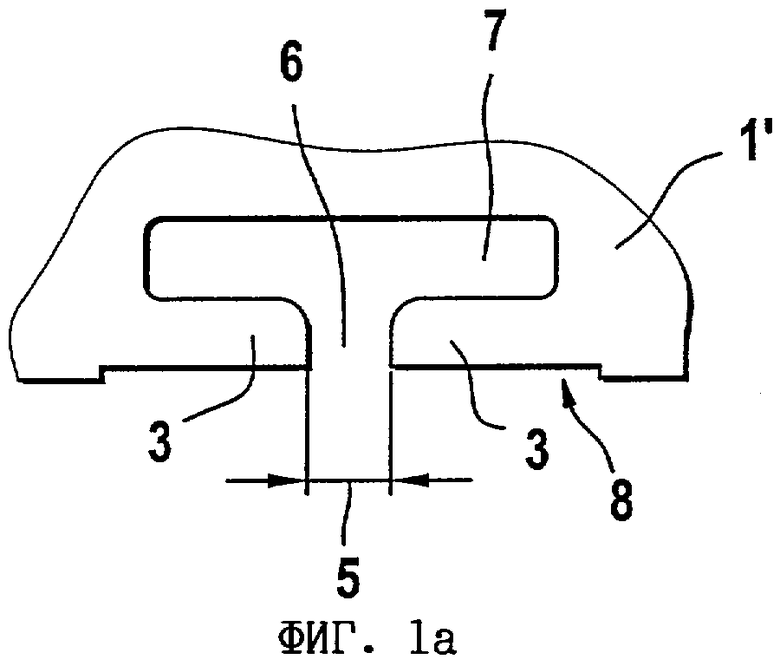
| US 3567973 А, 02.03.1968 | |||
| Устройство для надрезки ленточного материала и получения язычков | 1972 |
|
SU437556A1 |
| Устройство для механического изготовления исходных листовых материалов для электролитического рафинирования металлов | 1977 |
|
SU1041022A3 |
| US 5297471 A, 29.03.1994. | |||

