1
Изобретение относится к устройствам для получения перфорированных гнутых профилей
из ленточного материала.
Известно устройство для надрезки ленточного материала и получения язычком, содержащее пару параллельно установленных приводных валков, на которых установлены комплекты пуансонов и матриц.
Для получения П-образных профилей, а также гибки надрезанных язычков до заданной формы предлагаемое устройство снабжено дополнительной парой валков, установленных по направлению подачи материала параллельно упомянутой паре и кинематически с ней связанных. На одном из валков дополнительной пары смонтированы пуансоны для гибки с шагом, равным шагу пуансонов первой пары, и профилем, соответствуюш;им заданному профилю язычка, а на боковой поверхности другого валка выполнена кольцевая канавка шириной, равной ширине получаемого профиля, а валок установлен на эксцентричной оси с возможностью перемешения в плоскости, перпендикулярной его оси, при этом валок, несущий матрицы, снабжен двумя ребордами, расстояние между которыми равно ширине получаемого профиля.
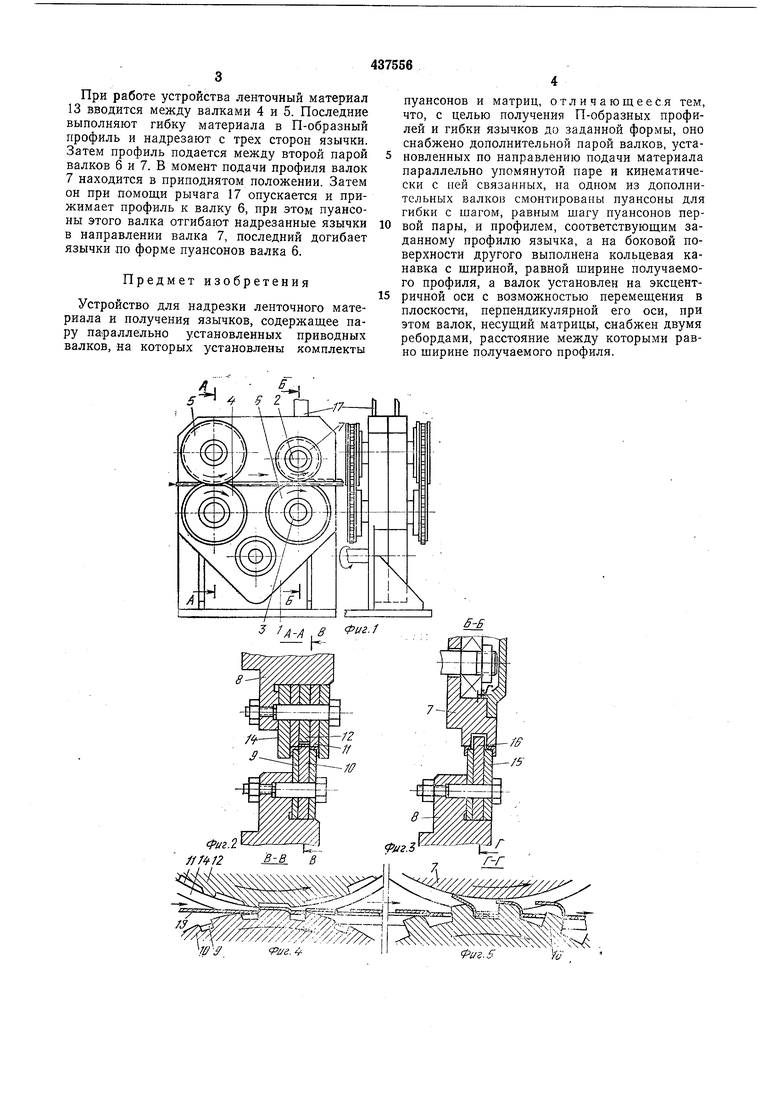
На фиг. 1 показано предлагаемое устройство, общий вид, в двух проекциях; па фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - разрез
по Б-Б на фиг. 1; на фиг. 4 - разрез по В-В на фиг. 2; на фиг. 5 - разрез по Г-Г на фиг. 3.
Устройство содержит зубчатый редуктор 1, на оси 2 и выходных валах 3 которого с двух противоположных сторон установлено по комплекту валков.
Каждый комплект валков состоит из двух пар, первая из которых содержит валки 4 и 5, а вторая - валки 6 и 7.
Валки 4-6 кинематически связаны между собой зубчатыми шестернями редуктора 1, и каждый из валков выполнен в виде ступицы 8 с набором дисков 9-12. Последние установлены соответственно на валках 4 и 5 и образуют пуансоны и матрицы для надрезки язычков в ленточном материале 13. Кроме того валок 5 снабжен двумя ребордами 14 для гибки материала в П-образный профиль.
Валок 6 также имеет диски 15 и 16, образующие пуансоны для гибки надрезанных язычков, установленные с шагом, равным шагу пуансонов первой пары валков и профилем, соответствуюшим заданному профилю язычка.
Ось 2, на которой установлен валок 7, смонтирована в корпусе редуктора 1 эксцентрично с возможностью поворота на 90° при помощи рычага 17. Валок 7 имеет на боковой поверхпости кольцевую канавку шириной, равной ширине формуемого профиля.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шиповая пластина и способ ее получения | 1982 |
|
SU1269747A3 |
| ЛИНИЯ ПРОИЗВОДСТВА КОНДИТЕРСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2151520C1 |
| Устройство для надрезки и деформирования надрезанных участков | 1990 |
|
SU1814576A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ПРОФИЛЕЙ И ПРОФИЛИРУЮЩИЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2335367C2 |
| Устройство для надрезки и гибки повторяющихся участков на полосовом материале | 1990 |
|
SU1793987A3 |
| ИНСТРУМЕНТ ДЛЯ ПРОСЕЧКИ ПОЛОСОВОЙ СТАЛИ | 1998 |
|
RU2123404C1 |
| УСТРОЙСТВО ДЛЯ РАСКАТКИ ПЛАСТА ТЕСТА И ФОРМОВАНИЯ ИЗ НЕГО ТЕСТОВЫХ ЗАГОТОВОК | 2008 |
|
RU2408190C2 |
| Способ изготовления из листового материала сетки и штамп для его осуществления | 1983 |
|
SU1630842A1 |
| Устройство для перфорации непрерывно перемещаемого листового материала | 1975 |
|
SU541545A1 |
| Способ изготовления пакетов магнитопроводов из пластин и штамп для его осуществления | 1989 |
|
SU1671390A1 |
