Настоящее изобретение касается области маскирования. Под маскированием понимают этап, осуществляемый при операции обработки поверхности, во время которой, по меньшей мере, часть поверхности закрывают, обычно временно для предохранения поверхности во время обработки.
Изобретение касается способа маскирования, а также способа окраски, по меньшей мере, части автомобиля, а также касается маскировочного адгезивного шва, применяемого для осуществления указанных способов маскирования и окраски и способа изготовления указанного шва.
Способы маскирования распространены в различных областях промышленности, например, там, где процесс включает в себя этап окраски, в частности, при ремонте автомобилей.
Такие способы и применяемые для их реализации маскировочные адгезивные швы описаны, в частности, в следующих патентах: ЕР-В-0365510, ЕР-В-0384626. В патенте ЕР-В-0365510 описан способ маскирования, включающий использование валика из ячеистого материала, выполненного удлиненным, сжимаемым, гибким и стойким к поверхностной обработке, для маскирования, по меньшей мере, части обрабатываемой поверхности. Указанный валик из ячеистого материала накладывают, с возможностью его дальнейшего удаления, на часть обрабатываемой поверхности и удаляют его после окончания обработки. Указанный валик из ячеистого материала образует маскировочный адгезивный шов. Этот шов накладывают на обрабатываемую поверхность при помощи руки или при помощи инструмента, позволяющего распределить шов по поверхности.
Из описания и чертежей понятно, что маскировочный адгезивный шов, описанный в этом документе, по существу имеет геометрическую форму цилиндра или параллелепипеда, и его наложение на обрабатываемую поверхность осуществляют путем воздействия давлением на внешнюю сторону шва, противоположную адгезивной стороне, входящей в контакт с обрабатываемой поверхностью.
В документе ЕР-В-0384626 описаны изделия из вспененного материала, который может соединяться при помощи холодной сварки и который может применяться в качестве маскировочного адгезивного шва. Как и в предыдущем случае, эти швы по существу имеют геометрическую форму цилиндра, и их наложение осуществляется путем давления на внешнюю часть шва, противоположную части, покрытой адгезивом.
Такой тип шва, будучи распространенным, в частности, в области авторемонтных работ, имеет целый ряд недостатков.
С одной стороны, в случае некоторых предохраняемых деталей укладка на маскируемую поверхность затруднена из-за геометрической формы швов. Действительно, форма кузовов может быть самой различной и становится все более сложной, в частности края кузовных деталей имеют криволинейную форму с очень незначительными радиусами кривизны и даже могут образовывать острые углы. В этих условиях трудно правильно располагать и одновременно надавливать на вышеописанные маскировочные адгезивные швы для их укладки. Обычно приходится использовать несколько пальцев одной или даже двух рук, чтобы швы точно ложились по краям кузова, которые необходимо защитить. Из-за геометрической формы этих швов, выполненных в виде цилиндра или параллелепипеда, их укладка может быть осуществлена только при ограниченном радиусе кривизны, поэтому приходится прибегать к деформированию швов и даже их надрезать для укладки их по линии со сложной конфигурацией.
Иногда наложенные таким образом швы под действием напряжений растягиваются и не сохраняют требуемой конфигурации. В этом случае приходится их отклеивать и вновь устанавливать на место, что приводит к удорожанию операции из-за лишних затрат времени. Кроме того, шов частично теряет свои адгезивные свойства и может отслоиться, что приводит к браку, в частности, окрасочных работ во время последующих операций обработки поверхности.
Другая проблема, связанная с использованием вышеупомянутых маскировочных адгезивных швов, заключается в том, что геометрическая форма шва такого типа не позволяет использовать его для всех деталей автомобиля, которые необходимо предохранить. В самом деле, маскировочные адгезивные швы используются для предохранения пространства, находящегося между подвижной частью и неподвижной частью автомобиля. Под неподвижной частью автомобиля подразумевают кузовные детали, образующие каркас автомобиля, в частности кузов, крылья, стойки, крышу, а под подвижными частями автомобиля понимают детали, способные перемещаться по отношению к неподвижным частям, в частности дверцы, капот, крышка багажника.
Однако даже в одном автомобиле различные подвижные части отходят от неподвижных частей на самые разные расстояния.
Для предохранения части автомобиля путем маскирования, в частности, перед ее окраской необходимо герметично закрыть это пространство от попадания в него краски, для этого маскировочный адгезивный шов, наложенный на одну подвижную или неподвижную часть, слегка прижимают к другой части, соответственно неподвижной или подвижной. Вышеописанные маскировочные адгезивные швы не могут подходить ко всем зазорам между деталями, встречающимся на одном автомобиле, а тем более, если речь идет о разных автомобилях. Разница в размерах однотипных швов, в частности, между наибольшим и наименьшим сечением такого шва может быть двойной. Обычно в ремонтной мастерской держат однотипные маскировочные адгезивные швы трех различных размеров сечения.
Отсюда вытекает необходимость большого запаса швов, также увеличение числа операций.
Задачей настоящего изобретения является устранение этих недостатков, в частности, путем обеспечения простоты наложения маскировочного адгезивного шва, а также путем использования шва, выполненного с возможностью адаптирования к самым разным зазорам между неподвижными и подвижными частями, в частности, для узла одного автомобиля и даже для всего автомобиля.
Поставленная задача упрощения наложения маскировочного адгезивного шва решается при помощи способа маскирования, по меньшей мере, одного края части обрабатываемой поверхности с использованием маскировочного адгезивного шва, содержащего удлиненный ячеистый материал, стойкий к поверхностной обработке, и, по меньшей мере, один адгезивный участок и содержащего, по меньшей мере, одну канавку, по меньшей мере, одна часть стенки которой содержит участок, расположенный под углом менее 45° по отношению к адгезивному участку. Наложение шва может быть осуществлено путем направления шва при введении в канавку, по меньшей мере, части, по меньшей мере, одного пальца пользователя. Маскировочный адгезивный шов накладывают с возможностью его последующего удаления, по меньшей мере, на часть края обрабатываемой поверхности и удаляют по окончании обработки.
Специальная форма шва позволяет легко направлять его при наложении на часть обрабатываемой поверхности. Действительно, можно частично ввести палец (в частности, основную часть, по меньшей мере, одного пальца), в частности большой палец, в канавку маскировочного адгезивного шва. Вставленным в канавку пальцем надавливают на участок канавки, выполненный под углом менее 45° по отношению к адгезивному участку, для закрепления шва на обрабатываемой поверхности и, одновременно перемещая палец по канавке, направляют шов по необходимой линии укладки.
Как уже отмечалось, благодаря тому, что маскировочный адгезивный шов содержит канавку, значительно упрощается его укладка по линии, имеющей небольшой радиус кривизны или острый угол поворота.
В предпочтительном варианте наложение шва осуществляют путем непрерывного направления шва при помощи пальца/ев пользователя, вставленного/ых в канавку, и палец/пальцы одновременно продольно перемещается/ются по канавке и воздействует/ют давлением на часть поверхности канавки, достаточным для обеспечения приклеивания, по меньшей мере, одного адгезивного участка маскировочного адгезивного шва, по меньшей мере, к части края обрабатываемой поверхности.
Чтобы облегчить направление шва, можно использовать другой палец, например руки, один палец которой уже вставлен в указанную канавку, накладывая его на внешнюю сторону шва напротив пальца, вставленного в канавку. Таким образом можно легко и точно наклеивать маскировочный адгезивный шов путем перемещения пальцев.
Настоящее изобретение касается также способа окраски, по меньшей мере, части автомобиля, включающего в себя вышеописанный этап маскирования.
Обычно и в соответствии с вариантами выполнения шов раскрывают или сжимают, в частности, воздействуя на части шва, расположенные по обе стороны канавки, приближая их друг к другу или отодвигая их друг от друга при использовании шва, как описано выше.
В соответствии с первым предпочтительным вариантом выполнения способа окраски маскировочный адгезивный шов накладывают на часть автомобиля, а затем сжимают его другой частью автомобиля.
Маскировочный адгезивный шов предпочтительно накладывают на неподвижную часть автомобиля, в частности на деталь кузова автомобиля, а другая часть, сжимающая шов, является подвижной частью, в частности открывающейся деталью автомобиля, например дверцой и/или крышкой багажника, и/или капотом.
Под неподвижной частью автомобиля понимают часть, которая не может перемещаться во время стоянки автомобиля, например кузов автомобиля.
Под подвижной частью автомобиля понимают часть, которая во время стоянки автомобиля может перемещаться по отношению к неподвижным частям автомобиля, например, во время разборки или, например, при приведении в действие средств открывания открывающихся деталей, например дверей, капотов, крышек багажника.
В соответствии со вторым предпочтительным вариантом выполнения маскировочный адгезивный шов накладывают на часть автомобиля, в частности на неподвижную часть, а стороны, по меньшей мере, одной канавки раздвигаются второй частью автомобиля, в частности подвижной частью. В этом случае можно предварительно приоткрыть маскировочный адгезивный шов на уровне канавки, а часть автомобиля раскроет его в большей степени, в частности, когда подвижная часть приходит на уровень неподвижной части. Шов раскрывается и прижимается ко второй части напротив первой. Такой вариант особенно предпочтителен для предохранения участка, расположенного между капотом и кузовом со стороны ветрового стекла.
Таким образом обеспечивается эффективная подготовка автомобиля на этапе, предшествующем окраске, а после операции сушки маскировочный адгезивный шов удаляют.
В еще более предпочтительном варианте один и тот же маскировочный адгезивный шов может быть использован для маскирования пространства между кузовом и открывающейся деталью автомобиля в любом варианте открывающейся детали.
Это позволяет значительно упростить осуществление операции маскирования при минимальных затратах времени.
Кроме того, отпадает необходимость в накоплении большого запаса швов для этапа маскирования, так как достаточно только одного типа маскировочного адгезивного шва для маскирования всех частей автомобиля.
Настоящее изобретение касается также маскировочного адгезивного шва, предназначенного для реализации способа маскирования или способа окраски, описанных выше.
Этот маскировочный адгезивный шов содержит удлиненный ячеистый материал, стойкий к поверхностной обработке, и, по меньшей мере, один адгезивный участок, выполненный с возможностью его последующего удаления после завершения обработки поверхности, и, по меньшей мере, одну канавку, по меньшей мере, часть стенки которой содержит участок, расположенный под углом менее 45° по отношению к адгезивному участку и в который можно вставлять, по меньшей мере, часть пальца, в частности, большого пальца руки.
Размеры канавки выполнены таким образом, что в нее можно ввести, по меньшей мере, часть фаланги пальца, достаточную для направления маскировочного адгезивного шва одновременно с надавливанием на него для наклеивания на обрабатываемую поверхность.
Обычно маскировочный адгезивный шов выполняют в виде длинной полосы, в частности, длиной в несколько метров.
Сечение этой полосы обычно выполняют одинаковым по всей ее длине. Могут быть небольшие изменения в размерах, в частности, при соединении встык полос с длиной, меньшей, чем длина конечной полосы.
Обычно форма сечения шва в несжатом состоянии легко вписывается в параллелепипед, предпочтительно в полуэллипс, который в свою очередь вписан в параллелепипед.
В предпочтительном варианте маскировочный адгезивный шов содержит единственную направляющую канавку и два борта, расположенные по обе стороны от этой канавки, при этом, по меньшей мере, на одном из бортов выполняют адгезивный участок, расположенный на внешней части, то есть со стороны борта, противоположной канавке.
Под направляющей канавкой понимают канавку, выполненную с возможностью введения в нее части пальца, в частности основной части пальца.
В дальнейшем в описании такая направляющая канавка называется "канавкой". При этом не исключается возможность выполнения в маскировочном адгезивном шве в соответствии с изобретением нескольких канавок, выполняющих, кроме направляющих, другие функции.
Внутренняя часть вышеупомянутого борта содержит участок, расположенный под углом менее 45°, предпочтительно менее 30°, по отношению к внешней части этого борта, на которой размещен адгезивный участок. Этот угол наклона предпочтительно должен быть не равным нулю, то есть его величина находится в пределах от 0 до 45°, предпочтительно от 0 до 30°.
В соответствии с предпочтительным вариантом выполнения сечение маскировочного адгезивного шва вписывается в параллелепипед со стороной 5-40 мм, в частности 10-25 мм, и с высотой 3-40 мм, в частности 10-25 мм, в несжатом состоянии шва и способно сжиматься до пределов, составляющих, по меньшей мере, половину одного из размеров (в частности, высоты).
Такой вариант выполнения специально разработан для подготовки к ремонту автомобилей на этапе маскирования. Высота шва в несжатом состоянии от 10 до 25 мм, в частности около 20 мм, позволяет использовать такой шов для маскирования всех пространств между неподвижными частями и открывающимися частями автомобиля.
Под "высотой" шва подразумевают размер сечения шва, в котором вырезана канавка. Обычно высота по существу перпендикулярна, по меньшей мере, одному адгезивному участку, при этом адгезивный участок является участком, подвергающимся действию давления пальца, вставленного в шов во время операции наложения шва.
В соответствии с предпочтительным вариантом выполнения канавка маскировочного адгезивного шва имеет V-образную форму с закругленным дном. Противоположная канавке сторона шва тоже закруглена. Внутренняя часть борта, расположенного между канавкой и адгезивным участком, и внутренняя часть борта, расположенного с другой стороны канавки, образуют угол α + β со значением от 20° до 80°, в частности превышающий 40°, предпочтительно менее 70°, когда шов находится в несжатом состоянии.
В еще более предпочтительном варианте дно канавки имеет радиус закругления R со значением от 5 до 30 мм, предпочтительно более 8 мм и менее 20 мм, при несжатом состоянии шва.
В соответствии с другим вариантом выполнения адгезивный участок борта, расположенного между канавкой и адгезивным участком, имеет плоскую поверхность, и угол α, образованный этой поверхностью с внутренней частью этого же борта, меньше угла β, образованного внутренней частью противоположного борта, расположенного с другой стороны канавки, с той же плоской поверхностью адгезивного участка, когда шов находится в несжатом состоянии.
Такое расположение значительно облегчает использование шва при маскировании. С одной стороны, тем самым облегчается введение пальца для направления шва, и обеспечивается надавливание для его наклеивания на предохраняемую поверхность. С другой стороны, появляется возможность маскирования пространств различных размеров. Такая конфигурация одновременно позволяет маскировать пространства между неподвижной частью и подвижной частью путем сжимания шва (предпочтительно сближая стороны канавки) и пространства между этими частями путем раздвигания сторон канавки шва.
Преимущество такой конфигурации состоит также в том, что при сжимании шва облегчается перемещение борта, противоположного борту, на который нанесен адгезивный участок.
Испытания показали, что, в соответствии с предпочтительным вариантом, угол β больше угла α на 3-30°, предпочтительно больше, чем на 5° и, в частности, меньше, чем на 15°.
Согласно другому варианту выполнения маскировочного адгезивного шва в соответствии с настоящим изобретением, когда шов находится в сжатом состоянии, борт, расположенный со стороны канавки, противоположной борту, на котором выполнен, по меньшей мере, один адгезивный участок, выступает за край борта, на котором выполнен, по меньшей мере, один адгезивный участок.
Такое выступание позволяет максимально адаптировать маскировочный адгезивный шов для маскирования различных частей автомобиля. Испытания показали, что данный признак был по достоинству оценен специалистами в области ремонта автомобилей.
В некоторых случаях оказалось полезным ограничить упомянутое выступание. Так, в соответствии с одним из вариантов выполнения, борт, на котором выполнен, по меньшей мере, один адгезивный участок, содержит край, расположенный со стороны борта, противоположной дну канавки, который позволяет блокировать перемещение борта при сжатии шва. Толщина е края, в частности, находится в пределах от 1 до 10 мм, предпочтительно от 2 до 5 мм, когда шов находится в сжатом состоянии.
В ходе различных испытаний выяснилось, что адгезивный участок должен быть предпочтительно выполнен со стороны шва, в которой вырезана канавка, чем с другой стороны. В частности, когда маскировочный адгезивный шов содержит только один адгезивный участок, нанесенный на внешнюю часть борта, адгезивный участок располагают асимметрично на внешней части борта и в большинстве случаев на внешней части борта вблизи от внешнего края этого борта. Он размещен по существу на двух третях поверхности внешней части борта, начиная от внешнего края этого борта.
Такая конфигурация позволяет избежать нанесения адгезива в зонах, расположенных вблизи от внешнего края шва со стороны, противоположной канавке. Такая конфигурация особенно предпочтительна, так как в этих зонах шов принимает форму дуги, которая постепенно сопрягается по касательной с двумя поверхностями, поддерживающими шов. При этом отмечается, что во время операции окраски достигается вполне удовлетворительное распределение краски, так как при этом избегают образования четкой линии, ограничивающей зоны, на которые не должна попадать краска. В этой зоне формируется легкий туман из краски, что способствует образованию переходной зоны и не оставляет границ после завершения окраски.
В предпочтительном варианте в качестве ячеистого удлиненного материала для выполнения маскировочного адгезивного шва в соответствии с изобретением используют пенополиуретан.
Предпочтительно выбирают ячеистый материал на основе сложного полиэфира при покраске с применением краски на основе органического растворителя и ячеистый материал на основе простого полиэфира при покраске с применением краски на основе воды в качестве растворителя.
Для этого подходят ячеистые материалы на основе сложного полиэфира, выпускаемые компанией RECTICEL, в частности ячеистые материалы под обозначениями S357 и SF367D. Эти ячеистые материалы имеют размеры ячеек от 500 до 1000 мкм.
Пенополиуретан обладает достаточной прочностью при поверхностной обработке, в частности при окраске, и безболезненно выдерживает соответствующую термическую обработку. При окрасочных работах обрабатываемые детали обычно выдерживают при температуре около 70° С примерно в течение 30 минут. После такой обработки и охлаждения шов легко поддается удалению.
Кроме того, пенополиуретановый шов имеет еще одно преимущество, состоящее в том, что его можно легко разорвать рукой, не допуская чрезмерных деформаций, и что он по существу не растягивается при наложении на предохраняемую деталь, что дает возможность его повторной укладки в случае необходимости.
Настоящее изобретение касается также способа изготовления маскировочного адгезивного шва в соответствии с изобретением, включающего в себя следующие этапы:
- изготовление блоков из ячеистого материала путем регулируемого расширения;
- вырезание из блоков полос ячеистого материала;
- механическую обработку полос ячеистого материала путем шлифования и/или вырезание и/или горячее деформирование для получения нужной формы маскировочного адгезивного шва;
- нанесение съемного адгезива и/или, по меньшей мере, одной адгезивной полосы, по меньшей мере, на часть отшлифованных полос ячеистого материала для получения, по меньшей мере, одного адгезивного участка.
Этот способ может содержать дополнительно, по меньшей мере, один из следующих этапов:
- удаление пыли путем обдувки и/или чистки, и/или всасывания;
- нанесение средства фиксации пыли;
- соединение встык полос, в частности, путем склеивания и/или сварки;
- наматывание на барабан, по меньшей мере, одной полосы маскировочного адгезивного шва для упрощения его упаковки и транспортировки;
- упаковка, по меньшей мере, одной полосы маскировочного адгезивного шва в картонную коробку, выполненную в виде параллелепипеда.
В предпочтительном варианте маскировочный адгезивный шов выпускают в виде непрерывной ленты, в частности, длиной около 30 метров и упаковывают в картонную коробку, выполненную в виде параллелепипеда.
Другие отличительные признаки настоящего изобретения будут более понятны из описания примеров выполнения со ссылкой на прилагаемые чертежи, на которых:
фиг.1 - схематическое изображение способа наложения макскировочного адгезивного шва в соответствии с настоящим изобретением;
фиг.2 - схематическое изображение части автомобиля, содержащей маскируемые зоны;
фиг.3 - схематическое изображение сечения маскировочного адгезивного шва в соответствии с настоящим изобретением;
фиг.4 - схематическое изображение в разрезе маскировочного адгезивного шва, наложенного на неподвижную часть автомобиля, в соответствии с первым вариантом выполнения;
фиг.5 - схематическое изображение в разрезе маскировочного адгезивного шва, соответствующее фиг.4, после закрытия открывающейся части автомобиля;
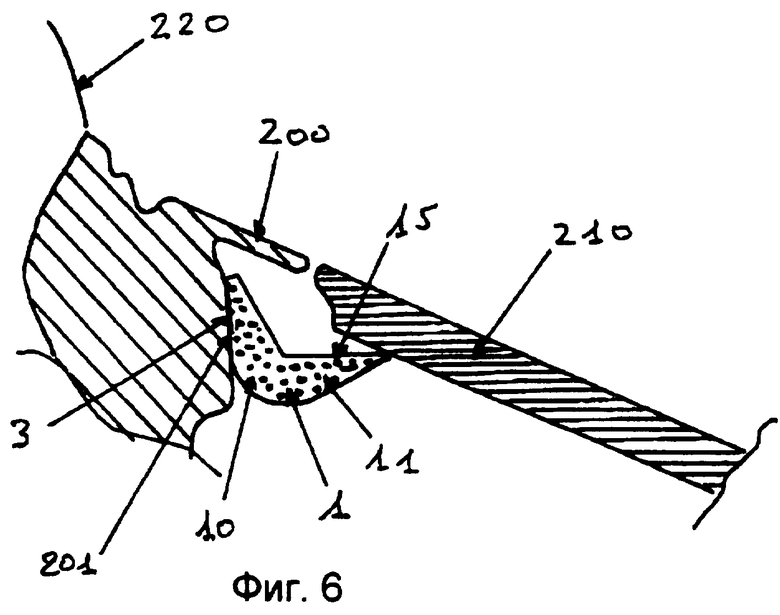
фиг.6 - схематическое изображение в разрезе маскировочного адгезивного шва, наложенного на неподвижную часть, после закрытия открывающейся части автомобиля, в соответствии со вторым вариантом выполнения.
Прежде всего необходимо уточнить, что для большей ясности на фигурах строго не соблюдаются пропроции между изображенными элементами.
На фиг.1 схематически показан вариант наложения маскировочного адгезивного шва, позволяющий иллюстрировать возможный вариант выполнения способа в соответствии с настоящим изобретением. Этот вариант наложения соответствует, в частности, этапу способа маскирования или способа окраски в соответствии с изобретением, по меньшей мере, части автомобиля.
Маскировочный адгезивный шов 1 содержит канавку 2, в которую можно вводить основую часть пальца, в частности, большого пальца 50.
В данном варианте, который носит неограничительный характер, сечение 30 маскировочного адгезивного шва по существу имеет форму полуэллипса, в котором вырезана канавка 2. По длине шва нанесен адгезивный участок 3.
Канавка содержит внутреннюю часть 14 и внутреннюю часть 15, расположенные по обе стороны дна 4 канавки. Внутренняя часть 14 расположена ближе к адгезивному участку 3. Эта внутренняя часть 14 образует с адгезивным участком 3 угол менее 45°.
Для закрепления шва 1 на маскируемой поверхности 40 можно ввести палец 50 в канавку 2 и надавить этим пальцем 50 в направлении стрелки F2, одновременно перемещая палец 50 в направлении стрелки F1. Тем самым создают контактную зону 51, в которой адгезивный участок 3 шва 1 приклеивается к маскируемой поверхности 40.
Таким образом, с большой точностью направляют шов, например, по краям сложной по конфигурации поверхности и одновременно наклеивают шов.
Такой способ наложения маскировочного адгезивногю шва оказался очень эффективным и был по достоинству оценен во время испытаний специалистами, так как обеспечивает удобство применения и в то же время позволяет сократить затраты времени.
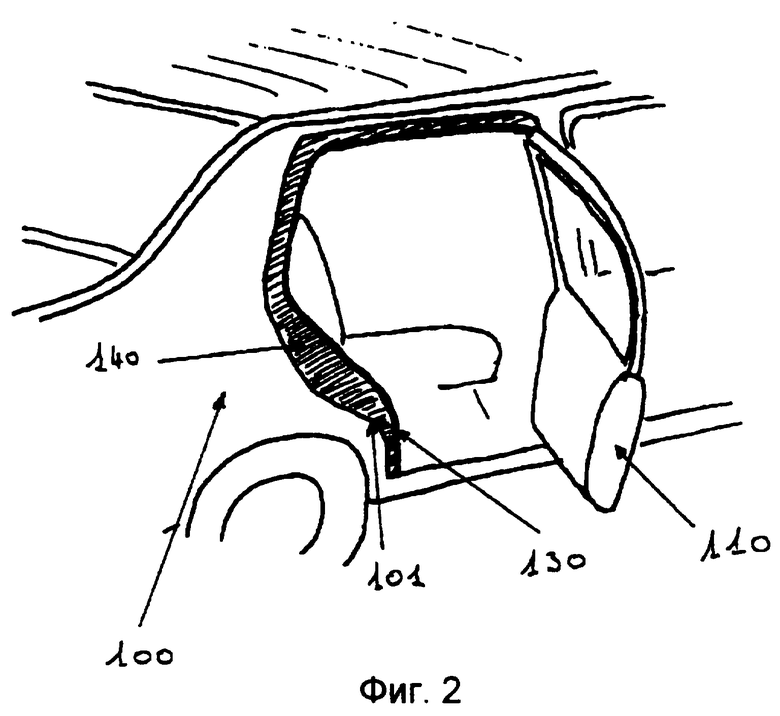
На фиг.2 схематически показана часть автомобиля, содержащая зоны, предназначенные для маскировки и предохранения при помощи способа в соответствии с настоящим изобретением. В представленном варианте показана подготовка к окраске участка автомобиля, содержащего дверцу 110, которая закрывается, прижимаясь к неподвижной части 100 автомобиля.
В закрытом положении дверца 110 достигает уровня фаски 101. Кузов содержит показанную штрихами зону 140, которая после закрытия дверцы оказывается замаскированной. Эта зона образована уплотнительной прокладкой 130, обеспечивающей герметичность при закрытом положении дверцы. Во время окраски этой части автомобиля необходимо избежать попадания краски в зону 140. Поэтому приходится производить маскирование посредством маскировочного адгезивного шва, накладываемого на фаску 101.
Для маскирования таких зон применяются предлагаемые настоящим изобретением решения.
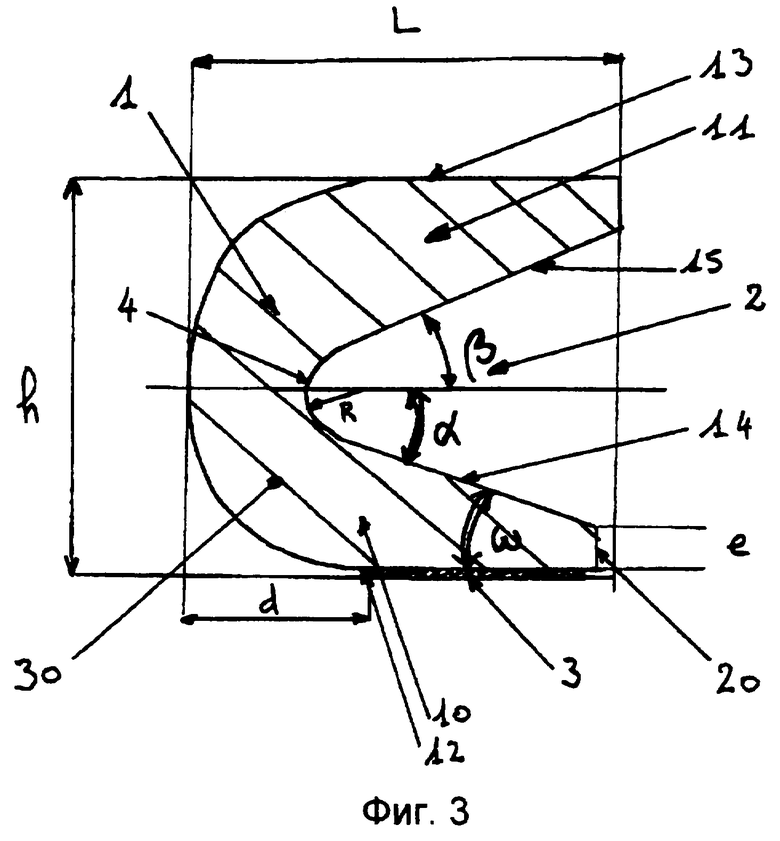
На фиг.3 схематически показано сечение 30 маскировочного адгезивного шва 1 в соответствии с настоящим изобретением в несжатом состоянии. Сечение шва 1 по существу имеет форму полуэллипса, в котором выполнена канавка 2. Сечение шва вписано в параллелепипед шириной L и высотой h. Шов 1 содержит два борта 10 и 11, расположенные по обе стороны канавки 2. Каждый из бортов 10 и 11 содержит внутреннюю часть, соответственно 14 и 15, расположенную на внутренней стенке канавки 2 по обе стороны дна 4 канавки.
Каждый из бортов 10 и 11 содержит также внешнюю часть, соответственно 12 и 13, расположенную на внешнем крае бортов 10 и 11. Под внешней частью 12 борта 10 находится адгезивный участок 3. Внутренняя часть 14 борта 10 образует угол ω с адгезивным участком 3, нанесенным на внешнюю часть 12 борта 10. Угол α, образованный внутренней частью 14 борта 10 с плоскостью, параллельной адгезивному участку 3, равен углу ω.
Выемка канавки 2 ограничена углом α + β, соответствующим углу между внутренней частью 14 борта 10 и внутренней частью 15 борта 11.
Дно 4 канавки 2 представленного шва закруглено и имеет радиус закругления R.
В представленном варианте оба борта имеют по существу одинаковую длину и по существу доходят до уровня стороны параллелепипеда по его высоте. Такая конфигурация не носит ограничительный характер, и можно использовать швы с длиной борта 10 или 11, по существу меньшей длины другого борта, соответственно 11 или 12.
Показанный шов имеет утолщенный край 20, расположенный на стороне борта 10 и противоположный дну 4 канавки 2. Этот край 20 имеет толщину е.
В представленном варианте адгезивный участок 3 нанесен только на часть внешней части 12 борта 10. Он удален на расстояние d от внешнего края параллелепипеда, в который вписано сечение 30 маскировочного адгезивного шва 1.
Это расстояние d может быть выражено относительно ширины L параметром d/L.
Проведенные испытания проводились на маскировочных адгезивных швах, геометрическая форма которых соответствует шву 1, показанному на фиг.3.
Наилучшие результаты в плане простоты наложения и эффективности маскирования при окраске автомобиля были получены при параметрах шва в несжатом состоянии, представленных в таблице I.
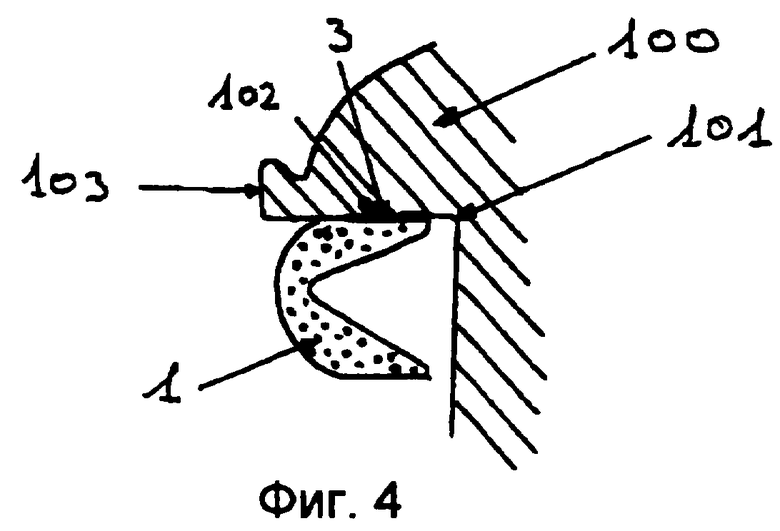
На фиг.4 показан маскировочный адгезивный шов 1 в соответствии с настоящим изобретением после закрепления на неподвижной части автомобиля, в данном случае на стойке дверцы 100. Шов 1 наклеивается своим адгезивным участком 3 на фаску 101 в зоне 102, практически перпендикулярной окрашиваемой поверхности 103.
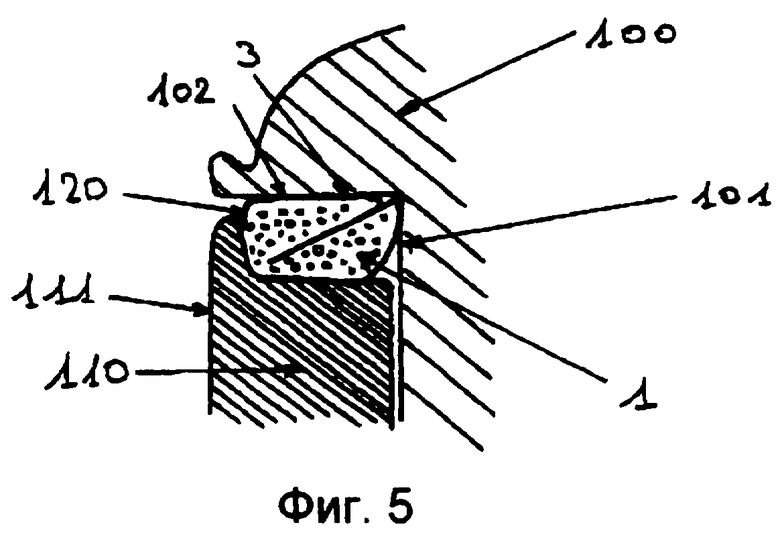
На фиг.5 показан в разрезе шов 1, предварительно расположенный согласно фиг.4, после закрытия открывающейся детали, в данном случае дверцы 110. Во время закрытия дверцы шов 1 сжимается и занимает пространство между стойкой 100 и дверцей 110.
Следует заметить, что борт 11, соответствующий борту на фиг.3, сжался и прижался к краю 14 борта 10. При этом шов занимает большую часть поверхности фаски 101 в зоне 102. Таким образом обеспечивают достаточную герметичность при окраске, при этом краска наносится на внешние поверхности 103 стойки и 111 дверцы.
Необходимо также отметить, что в пространстве 120 между стойкой 100 и дверцой 110 расположенный таким образом шов принимает округлую форму. Образованная при этом швом в данной зоне дуга способствует качественной окраске. Действительно, как было доказано, предпочтительно (в данном варианте и в целом согласно изобретению), чтобы шов не образовывал валика, выступающего наружу (в частности, за пределы автомобиля) в этой зоне, так как это приводит к браку в окраске из-за образующихся затененных участков.
На фиг.6 показан в разрезе шов 1, расположенный на неподвижной части 200 после закрытия открывающейся части 210. Это соответствует расположению шва согласно изобретению по второму предпочтительному варианту выполнения описанного способа окраски. В представленном случае неподвижная часть 200 является элементом кузова, расположенным на уровне ветрового стекла 220. Открывающаяся часть 210 является капотом. Шов 1 предварительно располагают таким образом, чтобы адгезивный участок 3 был закреплен на части 201 детали 200, при этом часть 201 находится на поверхности со стороны кузова, находящейся напротив двигателя автомобиля (не показанного на фигуре). Шов 1 располагают таким образом, чтобы капот 210 его раздвинул при надавливании на борт 11 шва 1. Можно предварительно подготовить шов 1, раздвинув его два борта 10 и 11 перед тем, как закрыть капот. Для этого достаточно надавить пальцем на внутреннюю часть 15 борта 11.
Таким образом можно осуществлять окраску участка автомобиля, когда трудно располагать шов по первому предпочтительному варианту выполнения изобретения, однако и в данном случае для маскирования предохраняемых частей автомобиля используют тот же самый шов.
Испытания также показали, что при осуществлении этих двух вариантов выполнения с использованием шва, имеющего геометрическую форму и размеры с предпочтительными значениями, приведенными в таблице I, можно обеспечить достаточную герметичность при маскировании зазоров от 3 до 35 мм. При этом после обработки поверхности получают высокое качество окраски, после окраски не остается резко очерченных границ и зон затенения, и между заново окрашенными участками автомобиля и другими участками обеспечивается полная идентичность.
Настоящее изобретение не ограничивается данными вариантами выполнения и может включать в себя любой способ маскирования, по меньшей мере, края части обрабатываемой поверхности с использованием маскировочного адгезивного шва, содержащего удлиненный ячеистый материал, стойкий к поверхностной обработке, и, по меньшей мере, один адгезивный участок и содержащего, по меньшей мере, одну канавку, по меньшей мере, одна часть стенки которой содержит участок, расположенный под углом менее 45° по отношению к адгезивному участку, при этом наложение шва может быть осуществлено путем направления шва при введении в канавку, по меньшей мере, части, по меньшей мере, одного пальца пользователя, причем маскировочный адгезивный шов накладывают с возможностью его последующего удаления, по меньшей мере, на часть края обрабатываемой поверхности и удаляют по окончании обработки.
Настоящее изобретение может также включать в себя любой маскировочный шов, который может применяться в данном способе маскирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАСКИРУЮЩЕЕ ИЗДЕЛИЕ ИЗ ПЕНОМАТЕРИАЛА С КОРКОВЫМ СЛОЕМ | 2008 |
|
RU2480296C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШВА С ОТБОРТОВКОЙ КРОМОК | 2013 |
|
RU2646182C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШВА С ОТБОРТОВКОЙ КРОМОК | 2013 |
|
RU2652291C2 |
| ОБОЛОЧКА ТАМПОНА | 2009 |
|
RU2523993C2 |
| АКТИВНЫЙ БУФЕР С РАЗРЫВНЫМ ШВОМ | 2012 |
|
RU2604002C2 |
| ОБОЛОЧКА ТАМПОНА | 2009 |
|
RU2549970C2 |
| ИСКУССТВЕННАЯ МАСКА-ЭКРАН (ВАРИАНТЫ) | 2003 |
|
RU2257528C2 |
| ЕМКОСТЬ ДЛЯ УПАКОВКИ ФАСУЕМЫХ МАТЕРИАЛОВ И СПОСОБ ОБРАБОТКИ МАТЕРИАЛА ПОЛОТНА | 2012 |
|
RU2604025C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШВА С ОТБОРТОВКОЙ КРОМОК | 2013 |
|
RU2653991C2 |
| ФИЛЬТРУЮЩЕЕ УСТРОЙСТВО ДЛЯ СИГАРЕТЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2264766C2 |
Изобретение касается способа окраски, в частности, по меньшей мере части автомобиля, а также касается маскировочного шва, применяемого для осуществления способов маскирования и окраски и способов изготовления шва. В способе маскирования по меньшей мере одного края части обрабатываемой поверхности используют маскировочный адгезивный шов, содержащий удлиненный ячеистый материал, стойкий к поверхностной обработке, и по меньшей мере один адгезивный участок, содержащий по меньшей мере одну канавку, по меньшей мере одна часть стенки которой содержит участок, наклоненный под углом менее 45° по отношению к адгезивному участку. Наложение указанного шва может быть осуществлено путем направления указанного угла при введении в канавку по меньшей мере части по меньшей мере одного пальца пользователя. Указанный маскировочный адгезивный шов накладывают с возможностью его удаления по меньшей мере на часть края обрабатываемой поверхности и удаляют по окончании обработки. Техническим результатом изобретения является высокое качество окраски, после окраски не остается резко очерненных границ и зон затенения, и между заново окрашенными участками автомобиля и другими участками обеспечивается полная идентичность. 4 н. и 16 з.п. ф-лы, 1 табл., 6 ил.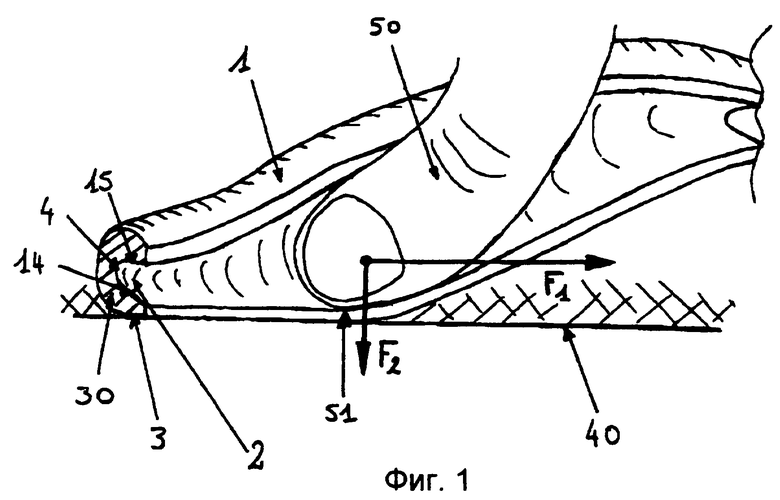
изготовление блоков из ячеистого материала путем регулируемого расширения;
вырезание из блоков полос ячеистого материала;
механическая обработка полос ячеистого материала путем шлифования и/или вырезание и/или горячее деформирование для получения нужной формы маскировочного адгезивного шва;
нанесение съемного адгезива и/или по меньшей мере одной адгезивной полосы по меньшей мере на часть отшлифованных полос ячеистого материала для получения по меньшей мере одного адгезивного участка.
удаление пыли путем обдувки, и/или чистки, и/или всасывания;
нанесение средства фиксации пыли;
соединение встык полос, в частности, путем склеивания и/или сварки;
наматывание по меньшей мере на один барабан по меньшей мере одной полосы маскировочного адгезивного шва (1) для облегчения его упаковки и транспортировки;
упаковка по меньшей мере одной полосы маскировочного адгезивного шва (1) в картонную коробку, выполненную в виде параллелепипеда.
| РЕГУЛЯТОР ДАВЛЕНИЯ | 0 |
|
SU365510A1 |
| 0 |
|
SU384626A1 | |
| МУФТА ВКЛЮЧЕНИЯ СЦЕПЛЕНИЯ ТРАНСПОРТНОГО СРЕДСТВА | 2001 |
|
RU2223425C2 |
| Сейсмометр | 1972 |
|
SU494712A1 |
| Устройство для моделирования электронных схем | 1976 |
|
SU640303A2 |
| US 5540880 А, 30.07.1996 | |||
| Способ металлизации полимерных пленок | 1974 |
|
SU595017A1 |

