Изобретение относится к листовой штамповке и может быть использовано во всех отраслях народного хозяйства для вытяжки различных деталей из листовых материалов, преимущественно для вытяжки кузовных деталей автомобилей, тракторов, сельхозмашин, бытовой и другой техники на прессах простого, двойного и тройного действий, а также на многопозиционных автоматах, например, для вытяжки панелей дверей капота, крышки багажника и других кузовных деталей автомобилей.
Известен способ вытяжки с растяжением кузовных деталей, при котором периферийную часть заготовки прижимают с одновременной формовкой на ней элемента торможения и воздействуют на центральную часть заготовки силой деформирования (Патент РФ 2060076, В 21 D 22/22, 10.08.93. Опубл. 20.05.96, бюл.14).
Недостатком известного способа является то, что элементы торможения в виде рифтов формуют вдоль всей длины заготовки, вследствие чего в местах пересечения рифта с контуром заготовки при вытяжке возникают концентраторы напряжений и появляются разрывы заготовки, которые начинаются от края заготовки и направлены вдоль линии рифта в глубину заготовки. Эти разрывы по краям заготовки уменьшают натяжение и растяжение заготовки, что в свою очередь приводит к складкообразованию и ухудшению качества и точности поверхности детали. С целью исключения разрывов заготовки увеличивают ширину заготовки вдоль линии зажима на величину разрывов, что приводит к излишнему завышению нормы расхода листового материала на деталь.
Технической задачей изобретения является повышение точности и качества изготовления вытягиваемых деталей.
Техническим результатом использования изобретения является экономия листового материала, которая достигается за счет того, что используют способ вытяжки с жестким зажимом краев заготовки, при котором заготовку жестко зажимают за два противоположных края с одновременной формовкой на этих краях элементов торможения и далее воздействуют на центральную часть заготовки силой деформации, причем элементы торможения формуют на двух противоположных краях не доходя вдоль линии формовки до контура заготовки, с двух сторон от конечных точек каждой линии формовки, до определенного расстояния. Если величина этого расстояния в виде перемычки будет малой, то в процессе вытяжки в этом месте произойдет разрыв заготовки. Если же величина этого расстояния в виде перемычки будет большой, то из-за отсутствия в этом месте требуемого растяжения заготовки в процессе вытяжки произойдет складкообразование заготовки. Экспериментальные и теоретические исследования, проведенные авторами на Волжском автозаводе, позволили установить, что рациональная величина расстояния вдоль линии формовки от конечных точек каждой линии формовки до контура заготовки равна 1-3 высотам элемента торможения.
На фиг.1 показан осевой разрез и вид сверху на штамп для осуществления нового способа вытяжки детали на прессе простого действия или многопозиционном прессе-автомате в начальный момент вытяжки детали после жесткого зажима заготовки за два противоположных края (слева от оси штампа) и в конечный момент вытяжки детали в крайнем нижнем положении ползуна пресса.
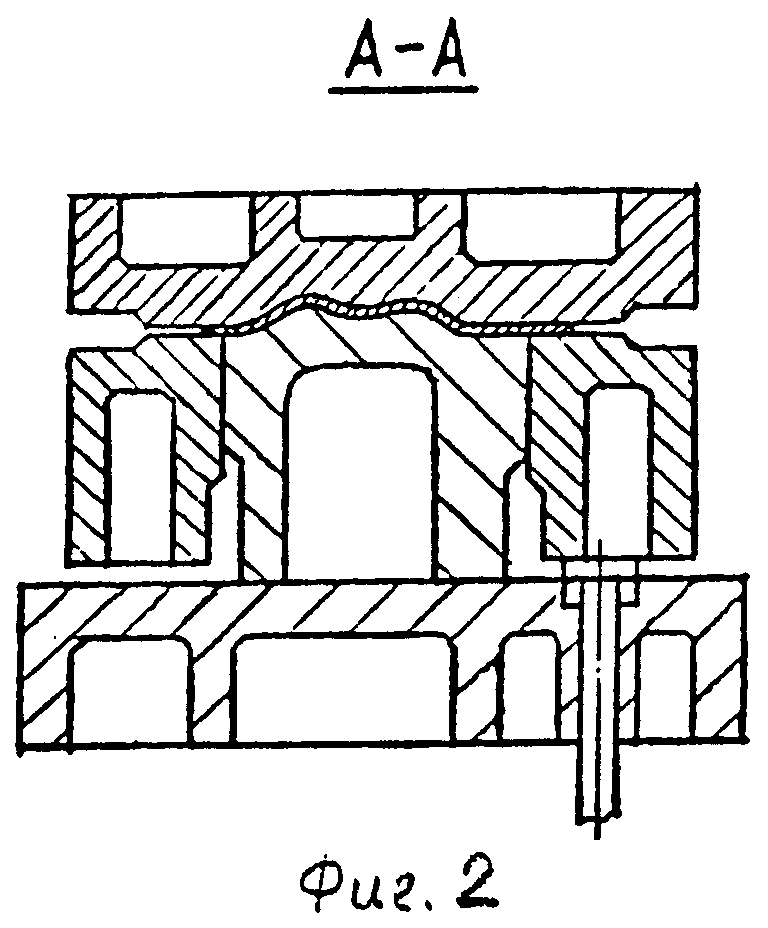
На фиг.2 показан поперечный разрез штампа по линии А-А.
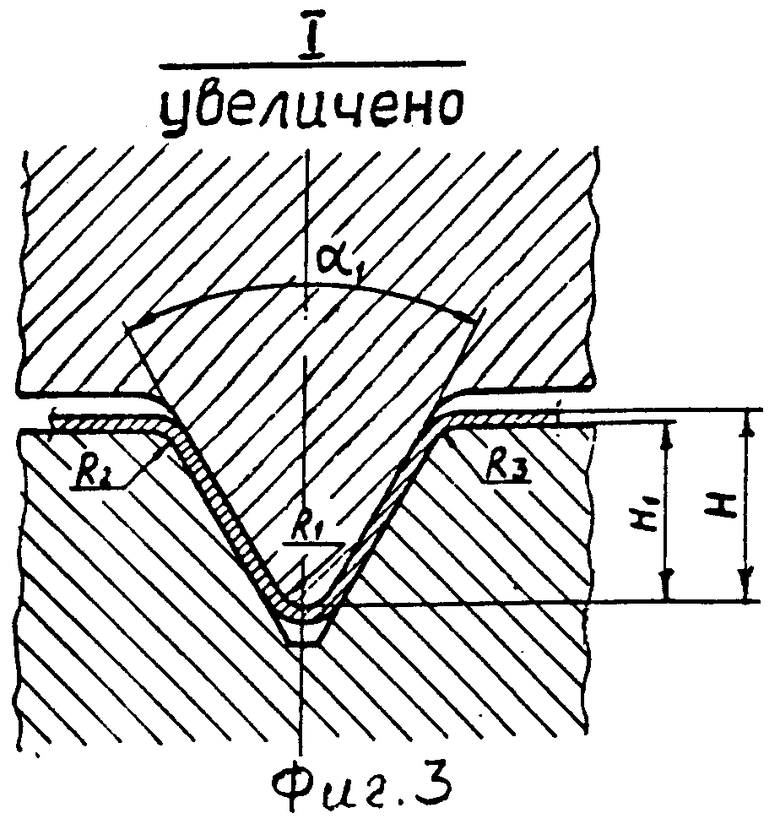
На фиг.3 - увеличенный фрагмент I (фиг.1) в зоне формовки рифта на заготовке.
Штамп для вытяжки содержит пуансон 1, установленный на нижней плите 2, матрицу 3 с верхней частью зажимного рифта 4 и прижим 5 с нижней частью зажимного рифта 6. Прижим 5 через толкатели 7 опирается на подушку пресса (не показана) или на другое буферное устройство.
Способ осуществляется следующим образом. Листовая заготовка 8 загружается на поверхность прижима 5. При ходе ползуна пресса вниз осуществляется жесткий зажим заготовки за два противоположных края с одновременной формовкой рифтов не доходя до контура заготовки расстояния В, равного 1-3 глубинам Н (фиг.3) этого рифта, т.е. В=(1...3) Н. Затем, при дальнейшем ходе ползуна пресса вниз, центральная часть заготовки между рифтами формоизменяется пуансоном 1 по матрице 3.
За счет того что крайние точки двух линий рифтов не доходят до контура заготовки на величину В, в данном месте исключаются разрывы заготовки и, как следствие этого, увеличивается растяжение заготовки, точность и качество поверхности вытягиваемой детали.
Исключение разрывов заготовки за счет применения данного способа вытяжки позволяет уменьшить ширину заготовки вдоль линии зажима, что приводит к уменьшению нормы расхода листового материала на деталь.
Величина перемычки от краев рифта до контура заготовки определяется расчетом по формуле В=(1...3)Н и уточняется при отладке процесса вытяжки конкретной детали.
По аналогичной схеме реализуется данный способ вытяжки деталей на прессах двойного и тройного действия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ испытания листовых материалов (варианты) | 2015 |
|
RU2613495C2 |
| Устройство для испытания листовых материалов (варианты) | 2015 |
|
RU2677839C2 |
| Способ испытания листовых материалов | 2015 |
|
RU2620781C1 |
| Устройство для испытания листовых материалов | 2016 |
|
RU2631230C1 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ (ВАРИАНТЫ) | 2009 |
|
RU2442672C2 |
| СПОСОБ ВЫТЯЖКИ С РАСТЯЖЕНИЕМ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1992 |
|
RU2016686C1 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2655634C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ С РАСТЯЖЕНИЕМ КУЗОВНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2086332C1 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2655636C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ, ФОРМОВКИ И ПРАВКИ ДЕТАЛИ С РЕБРАМИ ЖЕСТКОСТИ (ВАРИАНТЫ) | 2013 |
|
RU2545875C2 |
Изобретение относится к обработке металлов давлением, в частности к вытяжке кузовных деталей автомобилей. Заготовку жестко зажимают за два противоположных края с одновременной формовкой на этих краях элементов торможения и далее воздействуют на центральную часть заготовки силой деформирования. При этом элементы торможения формуют на двух противоположных краях не доходя до контура заготовки на определенное расстояние с двух сторон от конечных точек каждой линии формовки. Повышается качество за счет исключения разрывов заготовки и уменьшаются нормы расхода листового материала на деталь. 3 ил.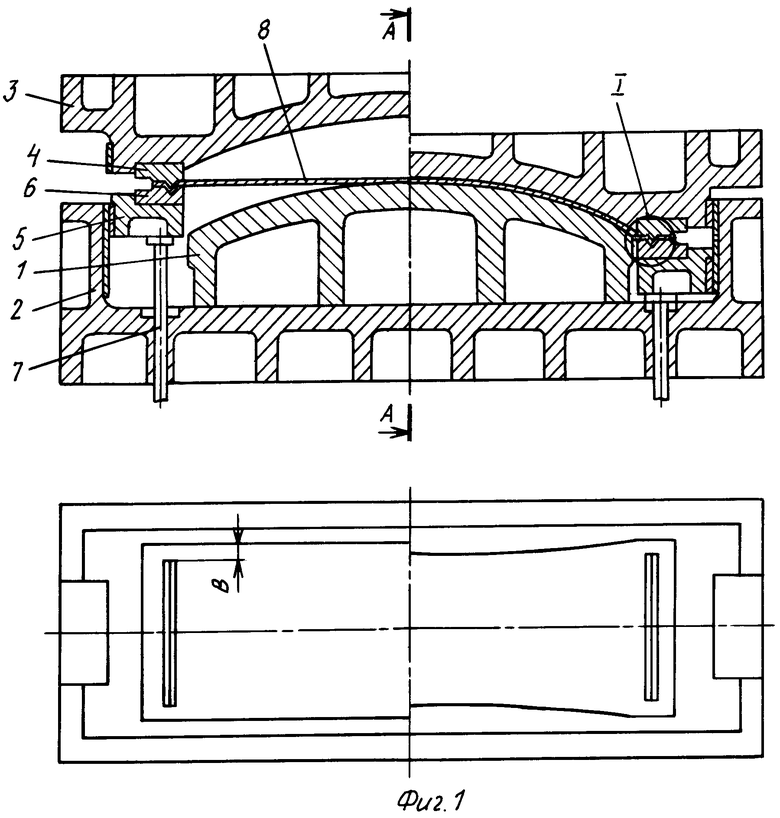
Способ вытяжки с жестким зажимом краев заготовки, при котором заготовку жестко зажимают за два противоположных края с одновременной формовкой на этих краях элементов торможения и далее воздействуют на центральную часть заготовки силой деформирования, отличающийся тем, что элементы торможения формуют на двух противоположных краях, не доходя вдоль линии формовки до контура заготовки с двух сторон от конечных точек каждой линии формовки на расстояние, равное 1-3 высотам элемента торможения.
| RU 2060076 C1, 20.05.1996 | |||
| Штамп для вытяжки | 1982 |
|
SU1147477A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КУЗОВНЫХ ПАНЕЛЕЙ ЖЕЛОБООБРАЗНОЙ ФОРМЫ | 1996 |
|
RU2100121C1 |
| DE 19504649 А, 22.08.1996 | |||
| НЕСУЩАЯ КОНСТРУКЦИЯ С УМЕНЬШЕННЫМ КОНЦЕВЫМ ВИХРЕМ | 1999 |
|
RU2249530C2 |

