| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления крупногабаритных деталей на прессах двойного действия и устройство для его осуществления | 1990 |
|
SU1811939A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2009 |
|
RU2458755C2 |
| СПОСОБ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2627318C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ (ВАРИАНТЫ) | 1994 |
|
RU2082526C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2001 |
|
RU2201830C2 |
| Способ изготовления панелей сложной формы | 1987 |
|
SU1505632A1 |
| ВЫТЯЖНОЙ ШТАМП ДЛЯ ПРЕССА ДВОЙНОГО ДЕЙСТВИЯ | 1999 |
|
RU2173596C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1994 |
|
RU2104814C1 |
| СПОСОБ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1994 |
|
RU2096116C1 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ С ПНЕВМОСЪЕМНИКАМИ В МАТРИЦЕ (ВАРИАНТЫ) | 2011 |
|
RU2479374C2 |
ШТАМП ДЛЯ ВЫТЯЖКИ, содержащий пуансон, матрицу, тормозные пороги П-образного профиля, верхний прижим с выемками на рабочей поверхности для вхождения тормозных порогов и нижний прижим, отличающийся тем, что, с целью повышения качества изделий, тормозные пороги закреплены по периферии матрицы .и наклонены относительно рабочей поверхности прижима под углом 70-80°. (Л 4; 4 Ч 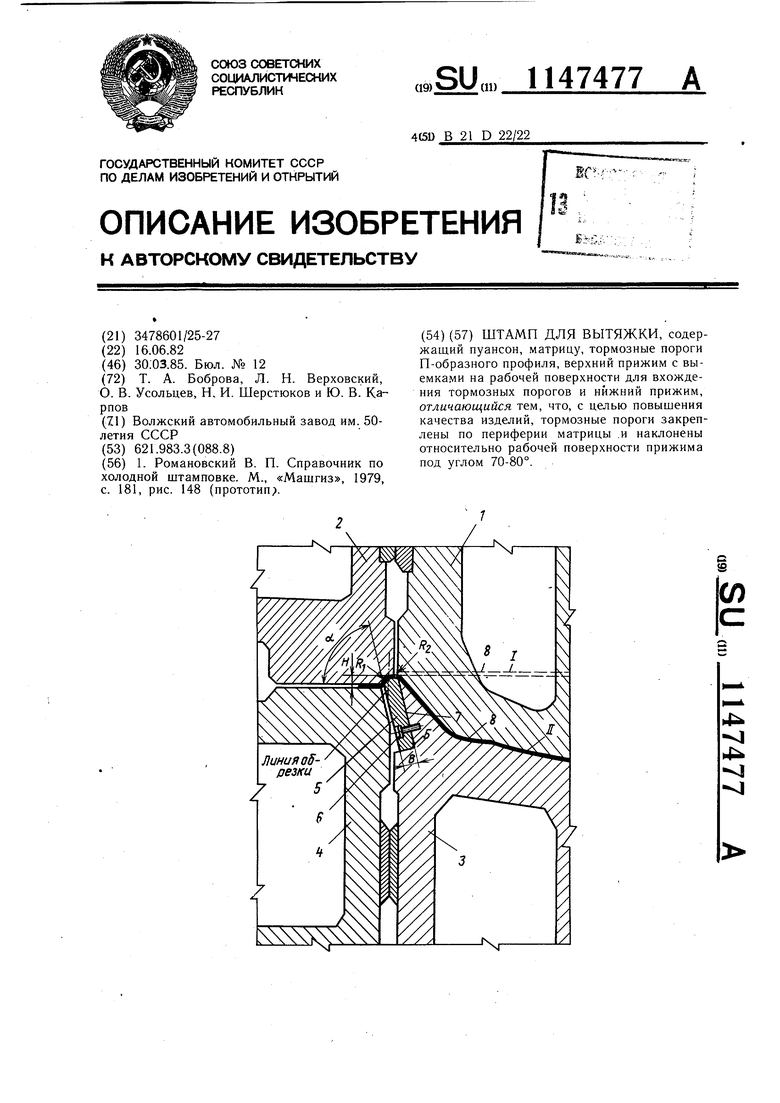
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Романовский В | |||
| П | |||
| Справочник по холодной штамповке | |||
| М., «Машгиз, 1979, с | |||
| Водяные лыжи | 1919 |
|
SU181A1 |
| Раздвижной паровозный золотник с подвижными по его скалке поршнями между упорными шайбами | 1922 |
|
SU148A1 |
