Изобретение относится к области машиностроения, в частности к оборудованию для сферы автосервиса, и может быть использовано для автоматизации учета количества обработанных колес на шиномонтажных (разбортовочных) станках с использованием элементов информационных технологий.
В настоящее время на известных шиномонтажных станках не используется никаких устройств, способных произвести объективный и автоматизированный подсчет обработанных автомобильных колес, например, за час, смену, сутки, неделю и т.д.
Например, в каталоге всемирно известной фирмы по производству оборудования для мастерских автосервиса REMA TIP-TOP, Alles für Reifen & Rad, 1999-2000, на страницах 82-85 изображены четыре типа шиномонтажного станка и ни на одном из них нет оборудования или приспособления для подсчета количества обработанных колес. Ксерокопия титульного листа этого каталога и страницы 83 с изображением и техническими параметрами шиномонтажного станка модели "PROMONT В 800" прилагается на 2 листах (1).
Известно также "Устройство для подсчета числа витков каната" по описанию изобретения к патенту РФ №2032940, кл. МПК 6 G 06 М 3/08, опубликовано в Бюл. №10 10.04.1995 г. (2).
Данное устройство позволяет повысить точность счета при определении длины каната. Устройство содержит постоянный магнит 1, укрепленный на колесе 2, и герметизированный контакт 3, расположенный в зоне его взаимодействия с колесом 2, реверсивный счетчик 4, блок 5 выбора режима работы колеса 2 имеет желоб по образующей поверхности колеса 2. В качестве счетчика применен калькулятор, а блок выбора режима работы представляет собой контроллер. Устройство монтируется на любом рыболовном траулере, снабженном лебедками.
Из вышеописанного видно, что технический уровень современного устройства для подсчета числа витков каната невысокий. А для технологического оборудования, например, шиномонтажного станка из анализа научно-технической и патентной информации по состоянию на сегодняшний день видно, что пока еще не создано устройство, позволяющее подсчитать количество обработанных колес за конкретный промежуток времени.
Целью при разработке предлагаемого изобретения является создание достаточно простого и эффективного устройства для подсчета количества обработанных колес на шиномонтажном станке, при этом устройство должно вести учет в постоянном режиме за час, смену, сутки, неделю и т.д. и как следствие обеспечивать получение пользователем станка объективной информации о производительности, а также и о простоях станка. И данное устройство могло бы передавать накопленную и текущую информацию по интерфейсу беспроводной связи в единую сеть всего технологического оборудования мастерской и управления производством по всей технологической цепочке, а также во внешнюю информационную систему.
Указанная цель и технический результат реализуются следующим образом.
Предлагаемое устройство для подсчета количества обработанных колес на шиномонтажном станке включает установленные на соответствующих узлах станка датчик положения траверсы станка с разбортовочной головкой и датчик углового положения поворотного стола станка с установленным на столе колесом, при этом оба датчика подсоединены к входу микроконтроллера, а выход(ы) микроконтроллера подсоединен(ы) к входу устройства индикации и/или интерфейса беспроводной связи.
К микроконтроллеру могут быть также подсоединены датчик положения устройства станка для отжимания бортов покрышки (пневматической шины) от диска колеса, а также датчик давления воздуха в пневматической шине колеса.
К микроконтроллеру может быть подсоединено и устройство регулирования давления воздуха в пневматической шине колеса.
Близкого аналога предлагаемому устройству для подсчета количества обработанных колес на шиномонтажном станке в доступной научно-технической и патентной информации не установлено.
Перечень фигур на чертежах.
На фиг.1 изображен общий вид шиномонтажного станка с установленными на его основных узлах датчиками.
На фиг.2 изображена структурная схема предлагаемого устройства для подсчета количества обработанных колес на шиномонтажном станке.
Предлагаемое устройство состоит из следующих приборов, инструментов и деталей.
На шиномонтажном станке 1 на его поворотном столе 2 неподвижно закреплено автомобильное колесо 3. На демонтажной стойке 4 установлена, например, поворотная траверса 5, в которой подвижно установлена штанга 6 с разбортовочной головкой 7.
С правой стороны станины станка установлено устройство 8 для отжимания бортов пневматической шины от диска колеса. На рабочем столе 2 установлен датчик 9 углового положения поворотного стола, на траверсе 5 установлен датчик 10 положения траверсы станка, а на устройстве 8 для отжимания бортов пневматической шины от диска колеса установлен датчик 11 положения этого устройства при работе станка.
На демонтажной стойке 4 установлен датчик 12 давления воздуха в пневматической шине и устройство 13 регулирования давления воздуха в пневматической шине (фиг.1). Все датчики 9, 10, 11, 12 и устройство 13 подсоединены к микроконтроллеру 14, содержащему программу подсчета количества обработанных колес, а к выходу(ам) микроконтроллера 14 подсоединено устройство индикации 15 и/или интерфейс беспроводной связи 16 (фиг.2), и все они объединены в единую электрическую схему станка.
Предлагаемое устройство работает следующим образом.
Операции, производимые на шиномонтажном станке, классифицируются как операция разбортовки и операция забортовки шины. При разбортовке шины достигаемый результат это снятие покрышки с диска колеса, а при забортовке - наоборот, монтаж (установка) шины (покрышки) на диск колеса. Например, при производстве разбортовки после включения шиномонтажного станка оператор устанавливает колесо 3 на эластичные упругие опоры на правой боковой стенке станка и подводит к боковой поверхности шины клин 8, имеющий криволинейную форму. В пневматической шине колеса 3 давление воздуха предварительно уже выровнено с атмосферным давлением.
Затем оператор включает привод, например, пневмоцилиндр устройства для отжимания бортов покрышки от диска колеса и производит эту операцию с обоими бортами покрышки. После этого оператор устанавливает колесо 3 на поворотный стол 2 и закрепляет колесо неподвижно по его диску и соответственно запускает привод вращения поворотного стола путем нажатия на соответствующую педаль станка. Во время вращения поворотного стола 2 оператор производит разбортовку колеса, то есть снимает покрышку с диска колеса. При этом, рабочее положение траверсы с разбортовочной головкой 7 всегда находится в зоне вращения поворотного стола 2.
Когда колесо разбортовано оператор отводит (в нерабочее положение) траверсу 5 с разбортовочной головкой 7 в сторону, тем самым позволяя удобно снять колесо 3 с поворотного стола.
При забортовке покрышки на диск колеса оператор устанавливает на поворотный стол 2 диск колеса и закрепляет его неподвижно. Далее на диск колеса устанавливает покрышку и поворачивает траверсу с разбортовочной головкой в рабочее положение над поворотным столом, включает привод поворотного стола и забортовывает покрышку посредством разбортовочной головки 7 на диск колеса 3.
После забортовки покрышки оператор вновь отводит в нерабочее положение траверсу с разбортовочной головкой в сторону. Далее оператор производит осаживание покрышки на диске колеса, чтобы основание каждого из двух бортов покрышки было установлено в соответствующей канавке на диске колеса. Для производства этой операции оператор подает через вентиль сжатый воздух под повышенным давлением в полость покрышки. Далее оператор стравливает излишнее давление в шине и выравнивает его до номинального давления применительно к каждому конкретному типу колеса.
Затем оператор снимает готовое к эксплуатации колесо (в сборе) с поворотного стола станка.
Подсчет количества, обработанных колес на станке в циклах разбортовка-забортовка может быть однозначно определен на основании того, что траверса 5 с разбортовочной головкой 7 находится в рабочей зоне над поворотным столом и при этом хотя бы один раз включен привод поворотного стола 2. Таким образом определяется сумма количества разбортовок плюс количество забортовок. Для определения операции разбортовки необходимо получить информацию о действии устройства 8 для отжимания бортов покрышки от диска колеса.
Если после операции отжимания бортов покрышки от диска колеса в последующем был произведен поворот траверсы с разбортовочной головкой и при этом, был включен привод поворотного стола 2, это означает что была произведена операция разбортовки колеса.
Таким образом производится подсчет количества разбортовок и забортовок предлагаемым устройством. Для косвенного контроля произведенных операций, в частности для контроля операции забортовки, оператор всегда производит накачивание колеса, и это является дополнительной гарантией точности подсчета количества обработанных колес на шиномонтажном станке.
Для реализации предлагаемого устройства по пункту 1 формулы изобретения необходимо иметь шиномонтажный (разбортовочный) станок, который оборудован датчиком положения траверсы с разбортовочной головкой и датчиком углового положения поворотного стола станка, которые подсоединены ко входам микроконтроллера 14, содержащего программу подсчета количества обработанных колес и устройство индикации и/или интерфейс беспроводной связи.
При таком исполнении предлагаемое устройство будет обеспечивать подсчет суммарного количества разбортовок и забортовок на данном станке. Это устройство работает следующим образом. Оператор устанавливает колесо 3 или диск колеса на поворотный стол станка и закрепляет его. Далее оператор подводит траверсу 5 с разбортовочной головкой 7 в рабочую зону над поворотным столом. При этом датчик 10 положения траверсы 5 подает сигнал в микроконтроллер 14 (фиг.1 и 2) о нахождении траверсы 5 над поворотным столом 2.
Программа подсчета количества обработанных колес, заложенная в память микроконтроллера 14, ожидает поступления сигнала от датчика 9 углового положения поворотного стола 2 и после получения этого сигнала инкрементирует значение счетчика разбортовок-забортовок. Далее сразу же ставится признак запрещения инкремента, который сбрасывается, в свою очередь, при выводе разбортовочной головки 7 с траверсой 5 из рабочей зоны над поворотным столом.
Данное значение количества разбортовок-забортовок может выводиться и передаваться на устройство индикации 15 и передаваться по интерфейсу 16 беспроводной связи.
В шиномонтажных станках с пневматическим приводом подвода-отвода траверсы с разбортовочной головкой в качестве датчика положения траверсы может быть использован пневматический датчик, включенный в определенную полость пневмоцилиндра привода траверсы.
Датчик углового положения поворотного стола станка выполнен на основе электрической схемы сравнения напряжения, снимаемого с клемм электродвигателя привода поворотного стола станка с заданным значением напряжения в электросхеме станка. Возможны и другие различные схемы выполнения датчиков станка по сравнению с вышеописанными датчиками.
Предлагаемое устройство по пункту 1 формулы изобретения производит подсчет общего количества разбортовок-забортовок. Однако для более развернутого конкретизированного подсчета количества обработанных колес необходимо установить датчик 11 на устройство для отжимания бортов покрышки от диска колеса, а это позволяет разделить общее множество разбортовок-забортовок на два независимых подмножества, то есть на количество разбортовок и отдельно на количество забортовок.
Вместе с дополнительным датчиком 11 предлагаемое устройство работает следующим образом. Сначала оператор производит на станке отжимание бортов покрышки от диска колеса, при этом сигнал с датчика 11 о положении устройства отжимания 8 на данный момент поступает на вход микроконтроллера 14, который, в свою очередь, ставит флаг "разбортовки" колеса.
Если в последующем будет произведена операция разбортовки-забортовки, то при наличии этого установленного флага число разбортовок инкрементируется и флаг сбрасывается, а в противном случае инкрементируется количество забортовок.
Для еще более точного подсчета количества обработанных колес предусмотрено использование информации с датчика 12 давления воздуха в пневматической шине колеса, что гарантирует повышение вероятности в точности подсчета количества обработанных колес.
Так как предлагаемое устройство содержит микроконтроллер и датчик давления, то экономически целесообразно оборудовать данное устройство дополнительно пневмоклапаном-регулятором давления воздуха 13 в пневматической шине.
Алгоритм функционирования датчика давления 13 воздуха может быть следующим:
- при несоединенном вентиле колеса 3 с магистралью подачи сжатого воздуха устройство индикации 15 данного устройства показывает количество разбортовок и/или забортовок;
- а при соединенном вентиле с магистралью сжатого воздуха показывает давление непосредственно в пневматической шине колеса на датчике давления 12.
Программа функционирования предлагаемого устройства может быть выполнена с учетом возможностей хранения промежуточных результатов о количестве обработанных колес в единицу времени (час, смену, сутки, неделю и т.д.) и передачи этой информации по интерфейсу беспроводной связи во внешнюю информационную систему.
Интерфейс беспроводной связи может быть выполнен, например, на основе технологии "BLUETOOTH".
Источники информации
1. Шиномонтажный станок модели "PROMONT В 800" фирмы REMA TIP-TOP, каталог фирмы под названием ALLES FÜR REIFEN & RAD 1999-2000, с 82-85.
2. "Устройство для подсчета числа витков каната" по описанию изобретения по патенту РФ №2032940, кл. МПК 6 G 06 М 3/08, опубл. в Бюл. №10 10.04.1995 г.

Изобретение относится к области машиностроения, в частности к оборудованию для сферы автосервиса, и может быть использовано для автоматизации учета количества обработанных колес на шиномонтажных (разбортовочных) станках с использованием элементов информационных технологий. Сущность предлагаемого устройства заключается в следующем. Устройство для подсчета количества обработанных колес на шиномонтажном станке включает установленные на соответствующих узлах станка датчик положения траверсы станка с разбортовочной головкой и датчик углового положения поворотного стола станка с установленным на столе колесом, при этом оба датчика подсоединены ко входу микроконтроллера, а выход(ы) микроконтроллера подсоединен(ы) к входу устройства индикации и/или интерфейса беспроводной связи. К микроконтроллеру могут быть также подсоединены датчик положения устройства станка для отжимания бортов покрышки (пневматической шины) от диска колеса, а также датчик давления воздуха в пневматической шине колеса. К микроконтроллеру может быть подсоединено и устройство регулирования давления воздуха в пневматической шине колеса. Технический результат - повышение эффективности проведения шинмонтажных работ. 3 з.п. ф-лы, 2 ил.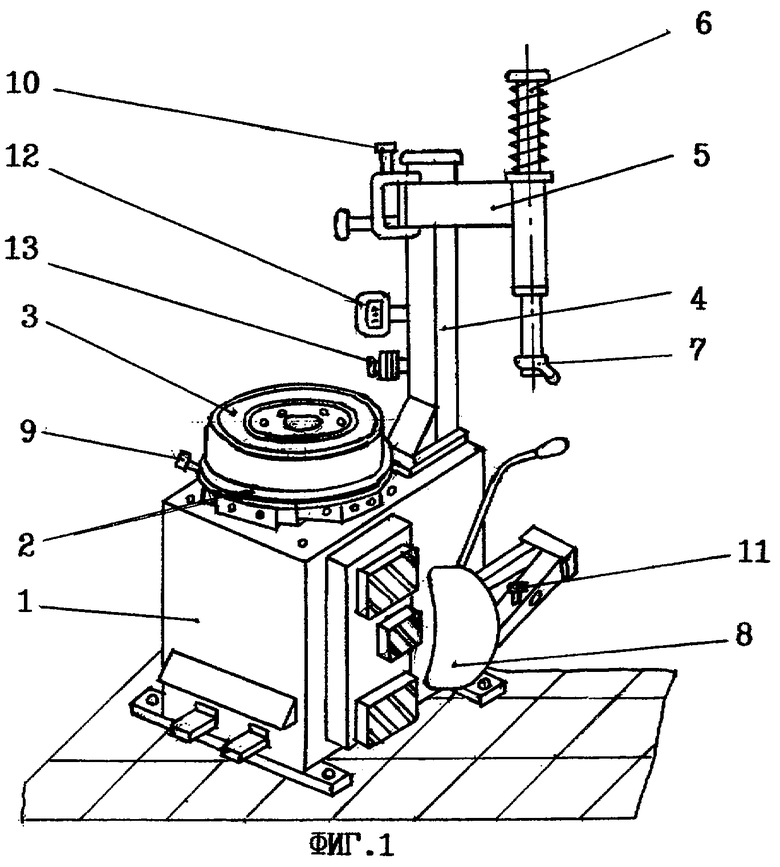
| УСТРОЙСТВО ДЛЯ ПОДСЧЕТА ЧИСЛА ВИТКОВ КАНАТА | 1990 |
|
RU2032940C1 |
| Устройство для счета предметов | 1986 |
|
SU1314358A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ТРУБ С МАЛЫМ ВНУТРЕННИМ ДИАМЕТРОМ И УТОЛЩЕНИЕМ НА ОДНОМ ИЗ КОНЦЕВЫХ УЧАСТКОВ | 1995 |
|
RU2077967C1 |

