Область применения изобретения
Настоящее изобретение имеет отношение к области изготовления оптического волокна, а более конкретно к созданию способа обработки с высокой скоростью трубок из чистого или легированного диоксида кремния или волоконных заготовок, для того, чтобы затем их превратить в оптические волокна.
Уровень техники
Существует множество известных устройств и способов для образования трубок из синтетического диоксида кремния или заготовок с заданным профилем показателя преломления в поперечном сечении указанных трубок. Эти способы включают в себя процесс плазменного внешнего осаждения из газовой (паровой) фазы (POVD), который был описан заявителями в заявке на патент, поданной в США №09/558,312 ("заявка '312"). Способ, описанный в указанной заявке '312, предусматривает осаждение одного " или нескольких слоев при первой скорости осаждения, с последующим осаждением слоя при второй скорости, которая является более низкой, чем первая. Как это описано в заявке первая скорость осаждения является достаточно высокой для того, чтобы осажденное стекло не нагревалось до температуры затвердевания. Однако осаждение при более медленной второй скорости приводит к затвердеванию ванны осажденного в настоящий момент слоя и осажденных ранее при первой, более высокой скорости, не затвердевших слоев. Первая скорость осаждения может быть в 2.5 выше, чем вторая скорость или скорость осаждения/затвердевания. Мультискоростная процедура обработки, описанная в заявке, позволяет в 2 раза повысить скорость осаждения по сравнению с известными ранее устройствами.
Однако остается потребность дальнейшего повышения скорости обработки, которая может быть достигнута при помощи процесса плазменного внешнего осаждения из газовой фазы, в том числе и процесса, который может быть осуществлен при помощи способа и устройства, раскрытых в указанной заявке. Более конкретно, существует задача устранения недостатка известных технических решений, которым является низкая скорость осаждения, которую получают при малом диаметре мишени, то есть на ранних стадиях осаждения. Кроме того, требуется улучшить использование материала по сравнению с существующими процессами осаждения.
Краткое изложение изобретения
Первой задачей настоящего изобретения является устранение указанного недостатка известных устройств за счет повышения скорости осаждения. Другой задачей является улучшение использования осаждаемого материала при изготовлении заготовок.
Общий способ решения указанных и других задач настоящего изобретения предусматривает использование одной или нескольких плазменных горелок с первым диаметром для осаждения диоксида кремния на одной или нескольких мишенях, чтобы образовать первую промежуточную заготовку, имеющую первый диаметр, с последующим использованием одной или нескольких плазменных горелок со вторым диаметром для осаждения диоксида кремния на первых промежуточных заготовках, чтобы образовать следующую промежуточную заготовку или окончательную заготовку.
Первый вариант способа в соответствии с настоящим изобретением включает в себя первую операцию одновременного осаждения стекла на множестве цилиндрических мишеней для образования множества первых промежуточных заготовок, имеющих первый диаметр, с использованием первой плазменной горелки, и вторую операцию одновременного осаждения стекла на множестве первых промежуточных заготовок для образования множества заготовок, с использованием второй плазменной горелки, причем первая плазменная горелка имеет первый диаметр катушки и вторая плазменная горелка имеет второй диаметр катушки, при этом первый диаметр катушки больше, чем второй диаметр катушки.
В соответствии с другим вариантом настоящего изобретения предлагается способ, который включает в себя первую операцию одновременного осаждения стекла на множестве цилиндрических мишеней для образования множества первых промежуточных заготовок, с использованием первой плазменной горелки, вторую операцию одновременного осаждения стекла на множестве первых промежуточных заготовок для образования множества вторых промежуточных заготовок, с использованием второй плазменной горелки, и третью операцию одновременного осаждения стекла на множестве вторых промежуточных заготовок для образования множества заготовок, причем первая плазменная горелка имеет первый диаметр катушки, вторая плазменная горелка имеет второй диаметр катушки, а третья плазменная горелка имеет третий диаметр катушки, при этом третий диаметр катушки больше, чем второй диаметр катушки, а второй диаметр катушки больше, чем первый диаметр катушки.
Краткое описание чертежей
Указанные ранее и другие задачи, аспекты и преимущества изобретения будут более ясны из последующего детального описания, данного в качестве примера, не имеющего ограничительного характера и приведенного со ссылкой на сопроводительные чертежи.
На фиг.1 показана схема проведения первой операции первого варианта способа в соответствии с настоящим изобретением, с использованием единственной плазменной горелки для осаждения диоксида кремния на три мишени.
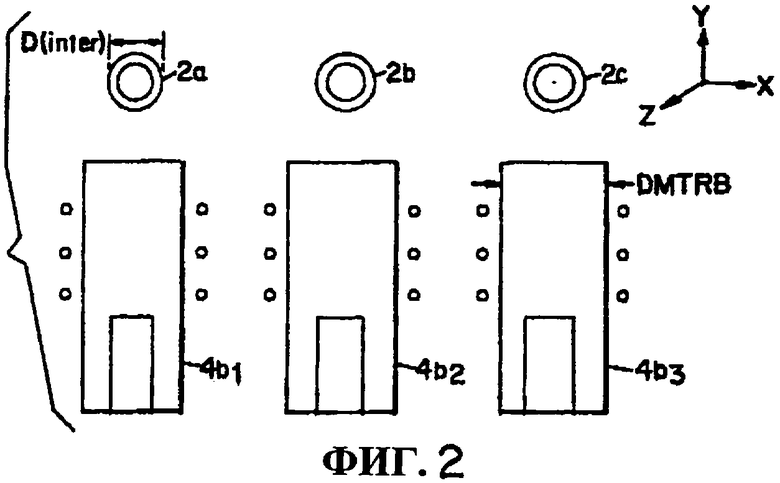
На фиг.2 показана схема проведения второй операции первого варианта способа в соответствии с настоящим изобретением, с использованием трех плазменных горелок для осаждения диоксида кремния на три мишени.
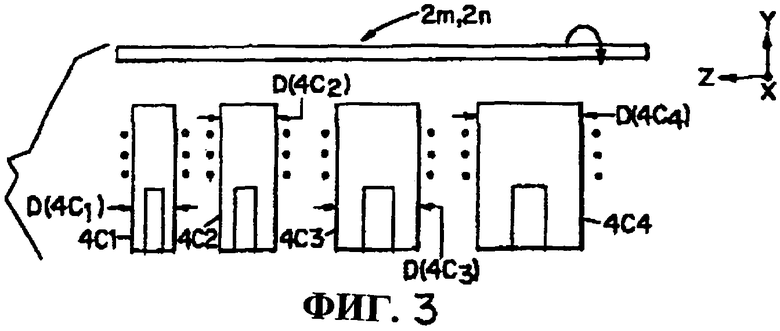
На фиг.3 показана схема расположения горелок для осуществления второго варианта способа в соответствии с настоящим изобретением, при наблюдении в направлении оси X.
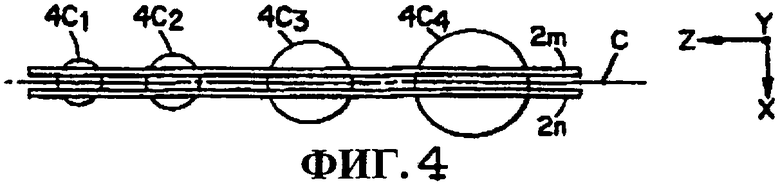
На фиг.4 показана схема расположения горелок фиг.3 при наблюдении в направлении оси Y.
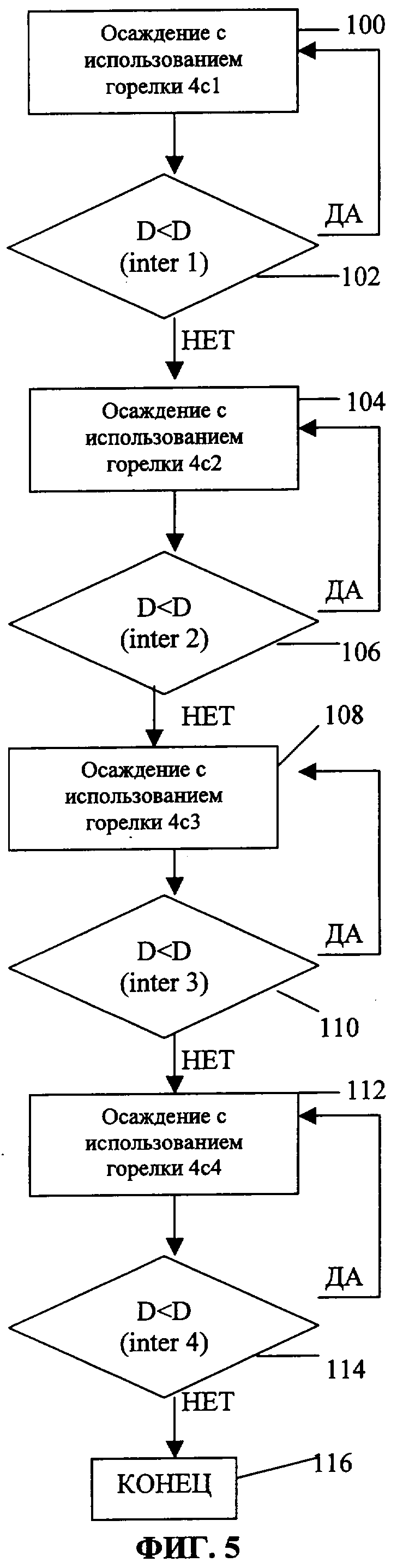
На фиг.5 показана блок-схема способа для процесса, проводимого с использованием устройства фиг.3 и 4.
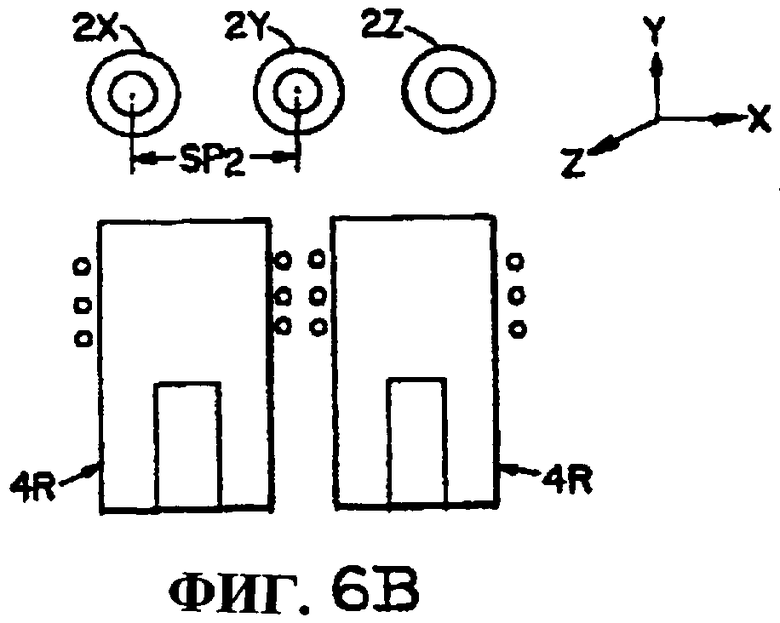
На фиг.6А и 6 В показаны первое и второе расположение плазменных горелок и мишеней для третьего варианта, с использованием устройства для управляемого и подвижного размещения на определенном расстоянии друг от друга смежных мишеней;
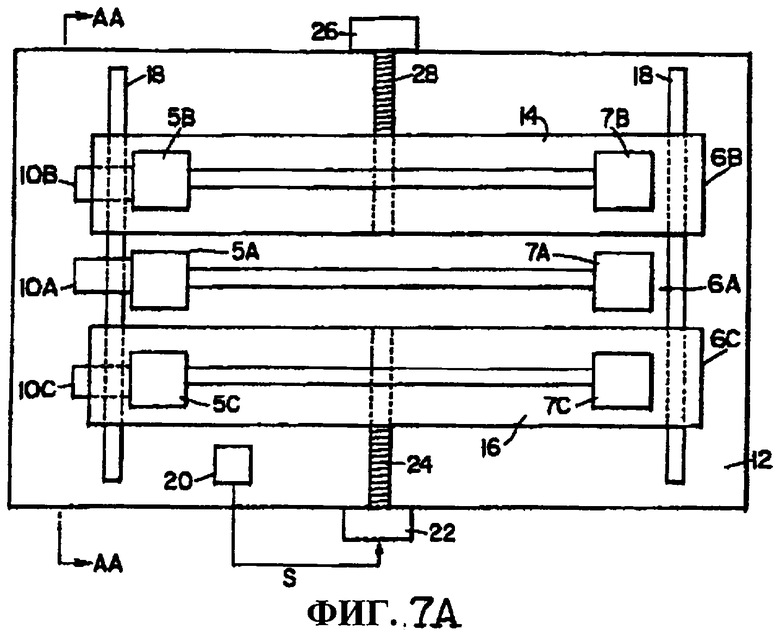
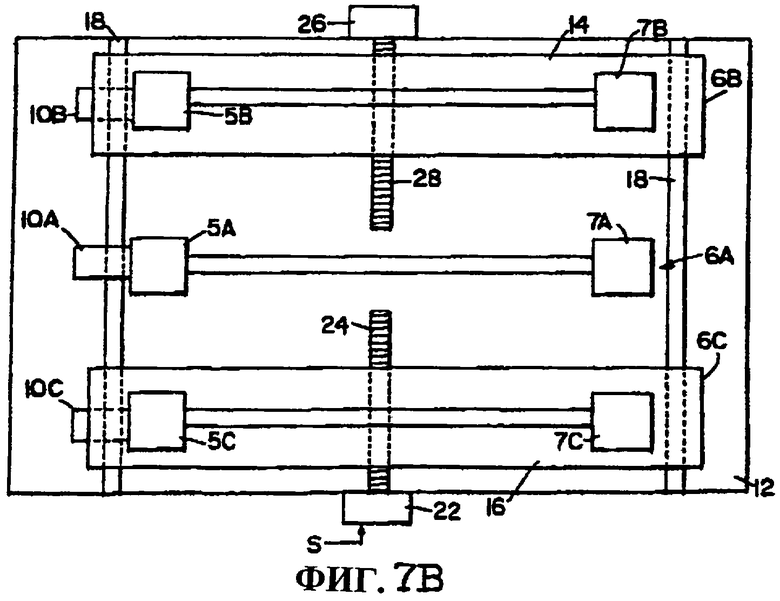
На фиг.7А и 7 В показаны первое и второе положения первого устройства размещения на определенном расстоянии подвижных мишеней для варианта фиг.6А и 6 В.
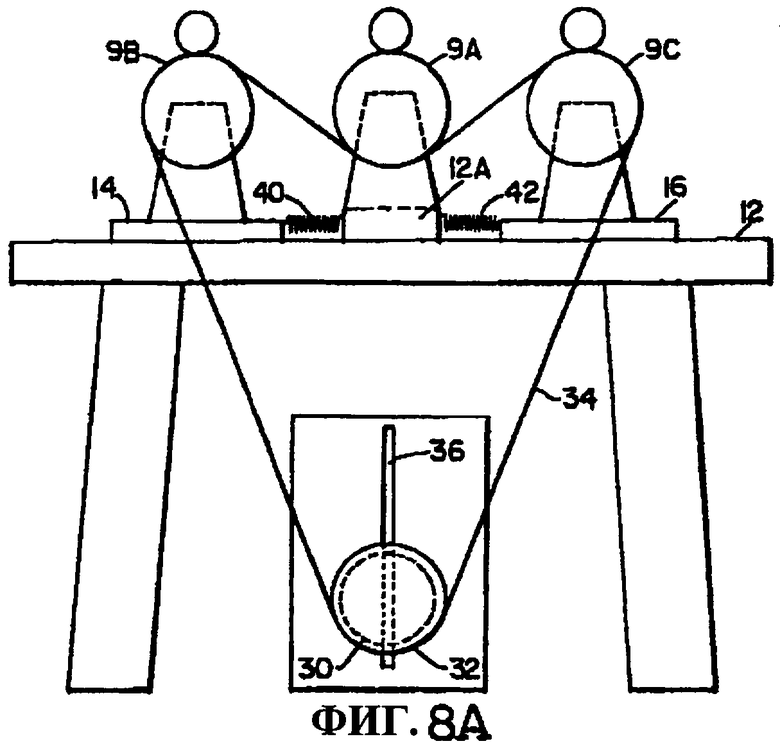
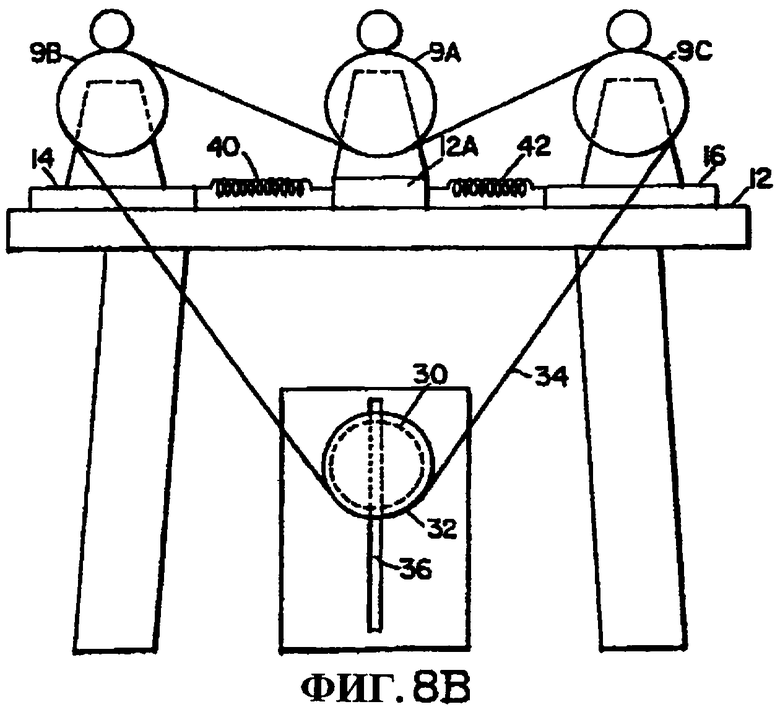
На фиг.8А и 8 В показаны первое и второе положения второго устройства размещения на определенном расстоянии подвижных мишеней для варианта фиг.6А и 6 В.
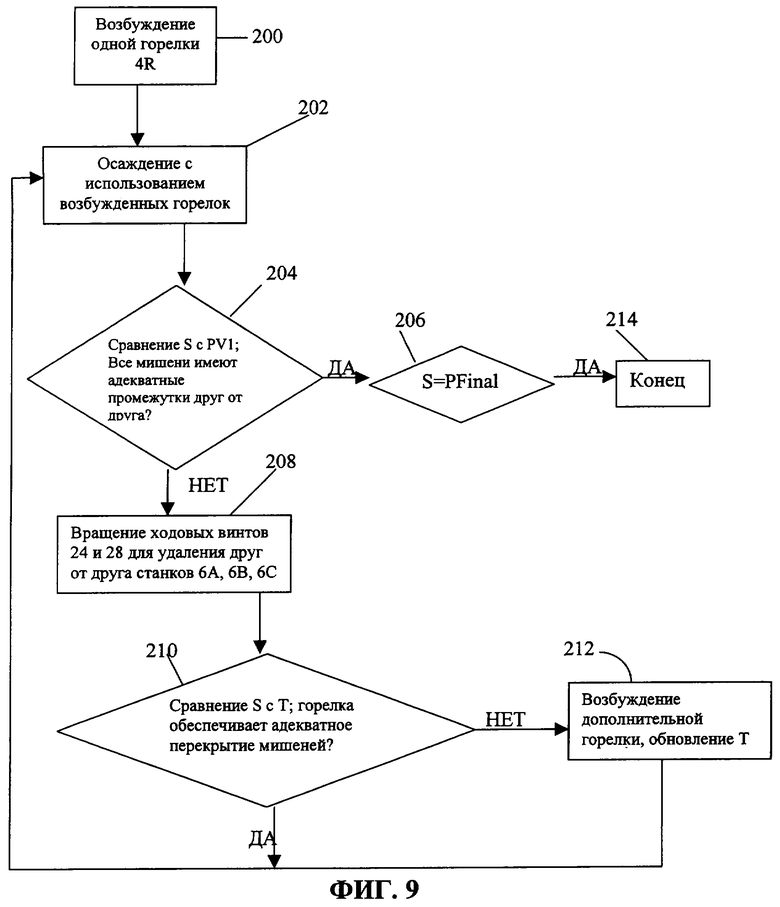
На фиг.9 показана блок-схема способа для осуществления процесса, проводимого с использованием варианта устройства, показанного на фиг.6А и 6В.
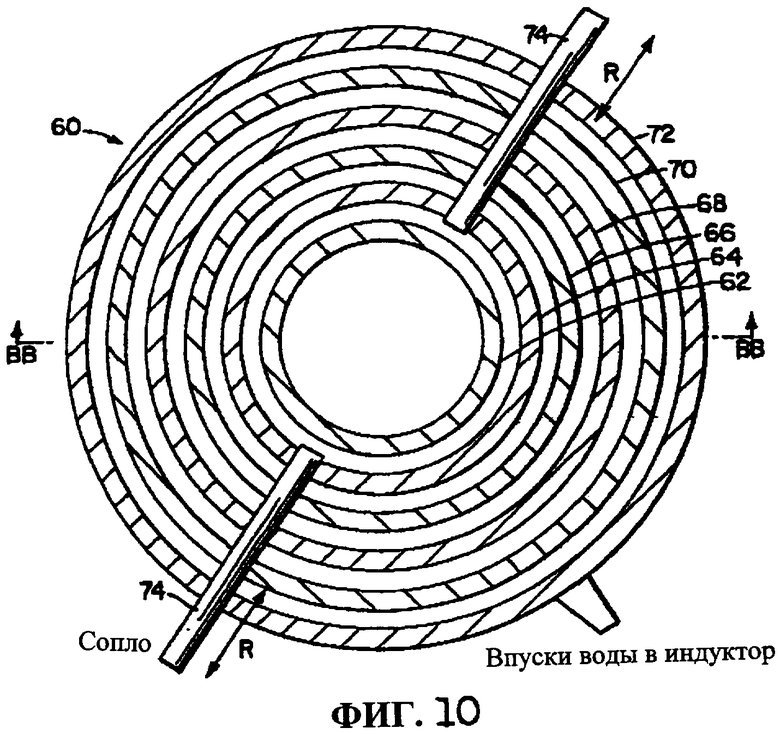
На фиг.10 показан вид сверху конфигурации плазменной горелки с переменным диаметром, предназначенной для проведения одной или нескольких операций способов в соответствии с ранее указанными вариантами.
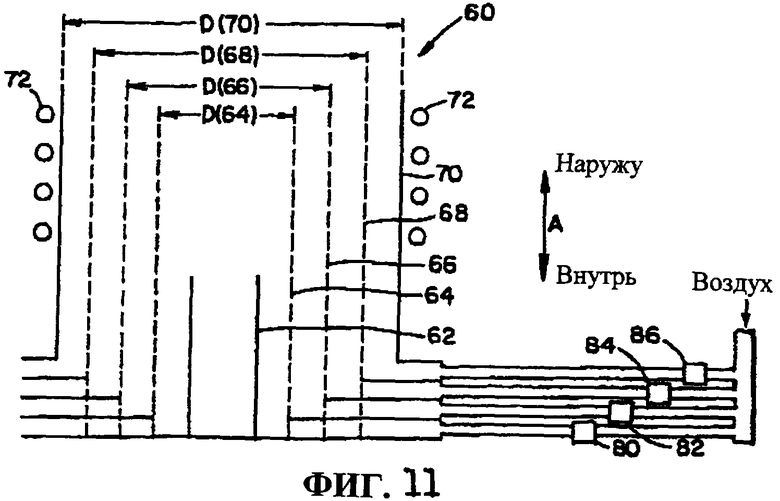
На фиг.11 показано сечение по линии ВВ фиг.10.
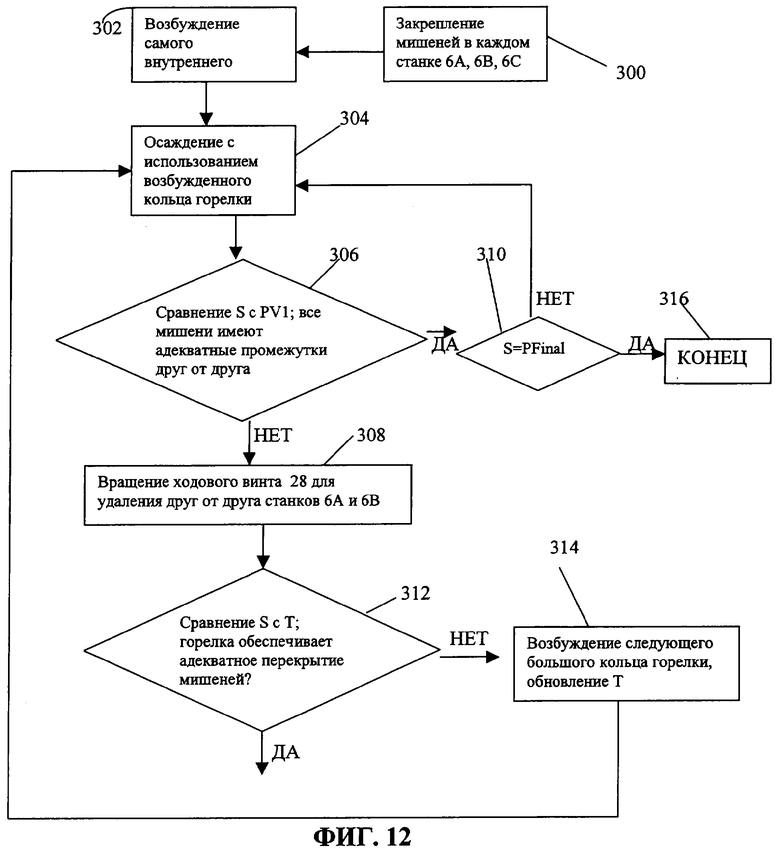
На фиг.12 показана блок-схема способа для осуществления процесса, проводимого с использованием плазменной горелки с переменным диаметром, показанной на фиг.10 и 11.
Подробное описание изобретения
В приведенной ниже Таблице 1 указано оптимальное соотношение между размерами мишени и диаметрами горелки, которое было найдено заявителями, и позволяет обеспечивать высокую скорость осаждения при поддержании надлежащих характеристик потока газообразной плазмы. Поэтому указанное соотношение между размером мишени и диаметрами горелки, которое обеспечивает скорость осаждения, составляющую около 3 г/мин или выше, при поддержании адекватных характеристик потока газообразной плазмы, было использовано в описанных здесь примерных вариантах осуществления изобретения.
Настоящее изобретение позволяет также анализировать скорость осаждения с использованием следующего уравнения:
(1) Скорость осаждения = Вес/время = {ρ×π/4 × Длина × [(D+Δt)2-D2} / (Длина/Скорость}=ρ×π/4 × Скорость × Δt × (2×D+Δt)=ρ×π/2×D × Скорость × Δt,
в котором
ρ - плотность стекла, которая является постоянной и составляет около 2.2 г/см3,
D - диаметр мишени,
Δt - толщина слоя при одном проходе осаждения.
Из полученного заявителями приведенного выше уравнения (1) специалисты легко поймут, что проблемой является низкая скорость осаждения, когда мишень имеет малый диаметр. Из уравнения (1) также можно понять, что контролируемым параметром является скорость осаждения, причем из уравнения (1) автоматически следует, что чем выше скорость осаждения, тем выше интенсивность осаждения. Однако на практике интенсивность осаждения нельзя определять в соответствии с этим уравнением без учета других параметров. Более конкретно, в том случае, когда увеличивают только скорость осаждения без проведения других регулировок, то толщина осажденного слоя может уменьшаться и/или осажденное стекло может быть рыхлым.
Авторы настоящего изобретения решили эти и другие проблемы за счет использования множества горелок и множества мишеней, как это описано в приведенных ниже примерных вариантах, для поддержания зависимости между диаметром горелки и диаметром мишени в соответствии с данными Таблицы 1.
Кроме того, в проведенном далее описании приведены особые примерные комбинации и варианты модификации, имеющие отношение к плазменной горелке.
Обратимся теперь к рассмотрению фиг.1 и 2, со ссылкой на которые будет описан первый вариант настоящего изобретения. Этот вариант осуществляют при помощи двухстадийного процесса осаждения. На фиг.1 показано устройство для осуществления первой операции указанного процесса, а на фиг.2 показано устройство для осуществления второй операции.
Обратимся сначала к рассмотрению фиг.1, на которой устройство для осуществления первой операции содержит единственную плазменную горелку 4А и три мишени для осаждения 2а, 2b и 2с, которые совместно обозначены как элемент 2, причем каждая мишень удерживается в обычном патроне (на фиг.1 не показан) создающего вращение токарного станка (на фиг.1 не показан), и вращается относительно соответствующей продольной оси мишени АХа, AXb и АХс. В схеме расположения фиг.1 промежутки между соответствующими осями АХа - AXb являются фиксированными. Следовательно, вращение может осуществляться при помощи трехшпиндельного токарного станка, причем различные модели таких станков предлагаются различными производителями.
Каждая из продольных осей идет параллельно опорной оси Z, а опорная ось Y является вертикальной относительно мишени (мишеней) 2 и перпендикулярной (нормальной) к оси Z. Если наблюдатель (не показан) смотрит вдоль оси вращения станка, то ось Y идет вверх и вниз по отношению к полу (не показан). Ось Х перпендикулярна к плоскости YZ и соответствует направлению приближения к мишени и удаления от нее, причем это направление является перпендикулярным оси Z. Указанные опорные оси X, Y, Z применимы для всех других описанных здесь вариантов.
Плазменная горелка 4а установлена ниже мишеней 2 на каретке станка (не показана) таким образом, что плазменная горелка имеет возможность перемещения в направлениях приближения к мишеням 2 и удаления от мишеней 2, в направлении, параллельном опорной оси Y. Каретка станка (не показана) также имеет возможность перемещения в направлении оси Z вдоль длины мишеней 2 при помощи ходового винта (не показан) станка (не показан).
Теперь будет описана первая операция осаждения с использованием устройства фиг.1. Осаждение начинается прежде всего при использовании единственной плазменной горелки 4а, имеющей диаметр DMTRA, которая движется вдоль длины мишеней по оси Z и осаждает стекло на всех трех мишенях сразу. Перед началом осаждения каждая из мишеней имеет начальный диаметр D(start). Для этого примера диаметр плазменной горелки DMTRA составляет 100 мм и D(etart) составляет 25 мм. Расстояние между центрами мишеней в первой операции равно SP1. Для этого примера расстояние SP1 равно 40 мм. Осаждение в соответствии с первой операцией продолжают до тех пор, пока диаметр мишеней не достигнет заданного промежуточного диаметра D(inter). Для этого примера D(inter) составляет 35 мм, что соответствует выбранным значениям D(start) и DMTRA. Полная скорость осаждения на трех мишенях для первой операции, с использованием выбранных в этом примере значений D(start), DMTRA и SP, составляет более 10 г/мин.
Обратимся теперь к рассмотрению фиг.2, на которой показано, что после того, как в первой операции осаждения получают диаметр мишени D(inter), плазменную горелку 4а фиг.1 выключают и включают три новые плазменные горелки 4b1, 4b2 и 4b3. Каждая из плазменных горелок 4b1, 4b2 и 4b3 имеет диаметр DMTRB, который для этого примера равен 70 мм. Схема расположения трех плазменных горелок по отношению к единственной плазменной горелке 4а является предметом выбора. В показанном примерном варианте расположения три горелки 4b1, 4b2 и 4b3 смещены от горелки 4а по оси Z таким образом, что каждая группа (горелок) может быть включена отдельно и может работать без физических помех от другой группы.
Обратимся вновь к рассмотрению фиг.2, на которой показано, что устройство для проведения второй операции осаждает стекло на трех мишенях 2 с использованием трех плазменных горелок 4b1, 4b2 и 4b3 до тех пор, пока диаметр D не достигнет заданного значения D(final), которое в этом примере составляет 75 мм.
Средняя скорость осаждения при проведении второй операции этого примера составляет для каждой мишени около 10 г/мин. Таким образом, эта вторая операция позволяет обеспечить полную скорость осаждения на трех мишенях, составляющую около 30 г/мин.
Двухстадийный процесс в соответствии с фиг.1 и 2 приведен только в качестве примера настоящего изобретения и не ограничивает число операций или число горелок с различными диаметрами. Например, если желательно иметь окончательный диаметр мишени D(final), составляющий 100 мм вместо 75 мм, то следует провести третью операцию (не показана) с использованием трех дополнительных плазменных горелок (не показаны), каждая из которых имеет диаметр 100 мм. Более того, на фиг.2 показано проведение второй операции с использованием трех горелок 4b1, 4b2 и 4b3, установленных на том же единственном средстве (не показано), которое осуществляет вращение мишеней. Альтернативно, вторая операция может быть осуществлена при креплении трех индивидуальных мишеней 2, образованных при помощи первой операции, на трех отдельных станках (не показаны). Каждый из этих трех станков может иметь единственную горелку, аналогичную любой из горелок 4b1, 4b2 и 4b3. Такое альтернативное средство для осуществления второй операции позволяет получить на каждой единице оборудования среднюю скорость осаждения 10 г/мин для окончательного диаметра мишени 75 мм.
Обратимся теперь к рассмотрению фиг.3, 4 и 5, со ссылкой на которые будут описаны второй вариант устройства и второй вариант способа в соответствии с настоящим изобретением. Обратимся сначала к рассмотрению фиг.3 и 4, на которых в соответствии с этим примером показаны четыре плазменные горелки 4С1, 4С2, 4С3 и 4С4, которые могут перемещаться относительно друг друга вдоль оси Z, причем каждая горелка нацелена в сторону двух мишеней 2 в направлении оси Y. Самая левая плазменная горелка 4С1 имеет диаметр D(4C1), который является самым малым из четырех, с порядком возрастания диаметров D(4C2), D(4C3) и D(4C4) горелок 4С2, 4СЗ и 4С4, соответственно. Для этого примера D(4C1)=60 мм, D(4C2)=80 мм, D(4C3)=100 мм и D(4C4)=120 мм.
Каждая из двух мишеней 2m и 2n имеет исходный диаметр (без обозначения), который для этого примера равен 25 мм, причем каждая мишень закреплена в патроне токарного станка (не показан) или в другом эквивалентном средстве создания вращения мишени. Как это показано на фиг.4, две мишени 2 идут параллельно друг другу в плоскости X-Z, главным образом симметрично относительно центральной оси С горелок.
Обратимся теперь к рассмотрению фиг.5, на которой показаны операции примерного способа, проводимого при помощи устройства, показанного на фиг.3 и 4.
В соответствии с этим примером, первая операция, обозначенная позицией 100 на блок-схеме фиг.5, предусматривает осаждение стекла на двух мишенях 2n и 2m с использованием горелки 4С1 самого малого диаметра. Осаждение продолжают до тех пор, пока при проведении операции 102 не обнаруживают, что диаметр трубки D достиг заданного первого промежуточного значения D(inter1), которое для этого примера составляет 35 мм. Полная скорость осаждения на двух мишенях 2 в ходе первой операции указанного примера превышает 10 г/мин.
Затем, при проведении операции 104, плазменную горелку 4С1 самого малого диаметра выключают и включают плазменную горелку 4С2 следующего большего диаметра, и начинают осаждение с горелкой 4С2. Как уже было упомянуто здесь ранее, для этого примера диаметр D(4C2) плазменной горелки 4С2 равен 80 мм, в то время как диаметр D(4C1) плазменной горелки 4С1, использованной для первой операции осаждения, равен 60 мм. Операцию осаждения 104 продолжают до тех пор, пока при проведении операции 106 не обнаруживают, что диаметр трубки D достиг заданного второго промежуточного значения D(inter2), которое, с учетом диаметров горелок этого примера, составляет 45 мм. Полная скорость осаждения на двух мишенях 2 в ходе операции 104 превышает 16 г/мин. Повышенная скорость осаждения главным образом зависит от большего диаметра плазменной горелки 4С2, который лучше согласован с исходным диаметром (35 мм) трубок 2, чем диаметр любых других трех плазменных горелок.
Затем, в ходе операции 108 фиг.5, плазменную горелку 4С2 выключают и включают плазменную горелку 4С3 следующего большего диаметра D(4C3), который для этого примера составляет 100 мм, и начинают осаждение стекла с этой горелкой на мишенях 2. Операцию осаждения 108 продолжают до тех пор, пока при проведении операции 110 не обнаруживают, что диаметр трубки D достиг заданного третьего промежуточного значения D(inter3), которое, для этого примера, составляет 60 мм. Затем процесс прекращают в ходе операции 110. Полная скорость осаждения на двух мишенях 2 в ходе операции 108, с использованием указанных параметров горелки и мишени, составляет более 20 г/мин.
Затем, в ходе операции 112, плазменную горелку 4С3 выключают и включают плазменную горелку 4С4 следующего большего диаметра D(4C4), который, для этого примера, составляет 120 мм, и начинают осаждение стекла с этой горелкой на мишенях 2. Операцию осаждения 112 продолжают до тех пор, пока при проведении операции 114 не обнаруживают, что диаметр трубки D достиг заданного окончательного значения D (final), которое, для этого примера, составляет 70 мм. Полная скорость осаждения на двух мишенях 2 в ходе операции 112 составляет более 26 г/мин.
Показанное на фиг.3 и 4 устройство и описанный со ссылкой на фиг.5 способ даны только для примера, причем операции процесса могут быть продолжены с использованием дополнительных горелок (не показаны) или другого устройства (не показано) для вращении мишеней и горелок.
В устройстве, показанном на фиг.3 и 4, используют единственный генератор высокой частоты (не показан) для подведения требуемой мощности ко всем указанным плазменным горелкам. В качестве примера такого генератора можно указать генератор регулируемой мощности Model No. IG 120/5000 фирмы Fritz Huttinger Electronic GmbH, ФРГ, с выходной мощностью до 120 кВт при частоте 5.00 МГц (+/- 0.13 МГц), который позволяет возбуждать плазменные горелки. Этот генератор может быть запитан от трехфазной сети 50 Гц, 380 В.
Обратимся теперь к рассмотрению фиг.6А-9, со ссылкой на которые будет описан другой вариант настоящего изобретения. Обратимся прежде всего к рассмотрению фиг.6А, на которой показано, что родовой характеристикой этого варианта является то, что множество мишеней, которых в этом варианте три, а именно, 2х, 2у и 2z, установлены на соответствующих средствах приведения во вращение, таких как токарные станки (не показаны). Эти токарные станки выполнены с возможностью контролируемого перемещения мишеней друг от друга в направлении X, при помощи устройства, описанного со ссылкой на фиг.7А-8В. За счет перемещения мишеней при помощи станков постепенно увеличивается промежуток SP2 между центрами мишеней 2х, 2у и 2z, по мере того, как их диаметры растут за счет осаждения стекла, в результате чего поддерживается расстояние между смежными мишенями в ходе осаждения стекла.
На фиг.6А показано исходное положение мишеней 2, а на фиг.6 В показано второе положение, в котором промежуток SP2 между центрами мишеней увеличен. Обратимся вновь к рассмотрению фиг.6А, где показано, что в исходном положении мишеней используют единственную горелку 4D1. Примерная горелка 4D1 имеет диаметр D(4R), составляющий 100 мм и соответствующий примерному исходному диаметру 25 мм трех мишеней 2. Обратимся теперь к рассмотрению фиг.6 В, где второй промежуток SP2 между центрами мишеней соответствует диаметру мишени 35 мм. На фиг.6 В показано, что используют две горелки 4D1 и 4D2, каждая из которых имеет диаметр D(4R), составляющий 100 мм для диаметра мишени 35 мм.
Два варианта механизма для реализации третьего варианта устройства по изобретению, показанного на фиг.6А и 6 В, изображены соответственно на фиг.7А и 7В (первый механизм) и на фиг.8А и 8В (второй механизм).
На фиг.7А и 7 В показан первый механизм для создания поступательного перемещения трех станков 6А-6С по отношению друг к другу в направлении X, причем на фиг.7А и 7В показан один и тот же механизм в первом и втором положении, соответственно. Каждый из станков представляет собой станок для обработки стекла, например, такой, который может быть закуплен на фирмах Amnold™, Heathway™ или Litton™, стол-плита которого модифицирован в соответствии с описанным далее со ссылкой на чертежи. Каждый из станков 6А-6С содержит три вращающихся патрона, которые установлены в соответствующих шпиндельных бабках 5А, 5В, и 5С, а также соответствующие центрирующие бабки 7А, 7В и 7С для поддержки мишеней. Приводы шпинделей, обеспечивающие вращение патронов, обозначены позициями 10А, 10В и 10С.
Как это показано на фиг.7А и 7В, центральный станок 6А установлен на платформе 12, станок 6 В на платформе 14 и станок 6С на платформе 16. Платформа 12 является более широкой потому, что кроме поддержки станка 6А она служит опорой для двух других платформ 14 и 16. Каждая из платформ 14 и 16 имеет взаимодействующие направляющие ползуны (не показаны), которые входят в направляющие 18 и скользят по ним в направлении оси X. Направляющие 18 могут иметь V-образную, обратную V-образную, круглую или иную из множества известных конфигураций поперечного сечения. В примере, показанном на фиг.7А, две направляющие 18 установлены на верхней поверхности (без обозначения) платформы 12. Следует иметь в виду, что описанные конструкции платформ 12, 14 и 16 легко могут быть внедрены специалистами с использованием имеющихся на рынке комплектующих для станков.
Обратимся вновь к рассмотрению фиг.7А, на которой показано, что датчик диаметра мишени 20 измеряет диаметр одной или нескольких мишеней 2 и вырабатывает соответствующий сигнал S. Датчик диаметра мишени 20 описан в находящейся на одновременном рассмотрении заявке No. 09/058,207, которая включена в данное описание в качестве ссылки. В качестве примера датчика диаметра мишени 20 можно привести датчик Laser Micro Diameter Monitor, Model # LDM-100A, выпускаемый фирмой LAP GmbH. Первый привод положения 22 контролируемым образом вращает первый ходовой винт 24 в соответствии с сигналом управления S. Первый ходовой винт 24 взаимодействует с резьбовой направляющей (не показана) на платформе 14. Следует иметь в виду, что специфическая конструкция, размеры и тип ходового винта 24, а также взаимодействующей с ним резьбовой направляющей, легко могут быть выбраны из имеющихся на рынке ходовых винтов, с использованием критериев выбора, хорошо известных специалистам по станкам. Второй привод 26 контролируемым образом вращает второй ходовой винт 28, в соответствии с сигналом управления S, полученным от датчика диаметра мишени 20.
Обратимся вновь к рассмотрению общего варианта, показанного на фиг.6А и 6В, где две идентичные плазменные горелки 4D1 и 4D2 установлены в определенном положении на оси X, причем третья плазменная горелка 4D3 (не показана) может быть включена при дальнейшем увеличении диаметров мишеней, при этом, для поддержания заданного промежутка между соответствующими внешними поверхностями мишеней, расстояние между центрами мишеней должно быть увеличено. Горелки имеют диаметр D(4R), который составляет, например, 100 мм. На фиг.7А и 7В, для упрощения понимания примерного построения подвижных станков 6, плазменные горелки 4D1, 4D2 и 4D3 не показаны.
Обратимся теперь к рассмотрению фиг.9, на которой приведена блок-схема работы системы фиг.6А и 6В, с использованием устройства фиг.7А и 7В.
С операции 200 начинают процесс осаждения, включая единственную горелку 4D1, а затем переходят к операции 210, перемещая горелку вдоль длины трех мишеней 2. Диаметр D(4R) единственной горелки 4D1 выбирают достаточным для перекрытия всех трех мишеней 2, которые имеют исходные диаметры. В ходе осаждения датчик диаметра мишени 20 измеряет увеличивающийся диаметр мишеней 2 и вырабатывает соответствующий сигнал S. В ходе операции 204 сравнивают сигнал S с величиной PV1, которая отображает размещение на определенном расстоянии друг от друга станков 6А, 6В и 6С, что соответствует промежутку между центрами мишеней. За счет сравнения определяют, находятся ли мишени на заданном расстоянии друг от друга, с учетом их диаметра, возрастающего за счет осаждения. Если в ходе операции 204 получают ответ "да", то переходят к операции 206 сравнения значения S, отображающего диаметр мишени, со значением PFinal, которое соответствует окончательному диаметру, чтобы определить, что мишени достигли окончательного диаметра. Если при этом получают ответ "нет" (который можно ожидать в начале процесса обработки), то возвращаются к операции 202 и продолжают осаждение.
Если в ходе операции 204 получают ответ "нет", который свидетельствует о том, что нет надлежащего промежутка между мишенями, то переходят к операции 208, при которой первый и второй приводы положения станков 22 и 26 вращают соответственно первый и второй ходовые винты 24 и 28, что приводит к перемещению платформ 14 и 16 и их удалению от центральной платформы 12. Это вызывает удаление станков 6 В и 6С от центрального станка 6А. После этого обновляют значение PV1 в соответствии с новым положением расстановки станков.
Первый и второй приводы положения преимущественно устроены таким образом, чтобы создавать шаговое перемещение станков таким образом, что станки 6В и 6С перемещаются в следующее новое положение всякий раз, когда датчик диаметра мишени 20 обнаруживает, что диаметры мишени 2 достигли следующего заданного значения. Кроме того, первый и второй приводы положения преимущественно устроены таким образом, чтобы изменять положение станков 6В и 6С после окончания прохода осаждения, а не в ходе него.
После перемещения станков 6В и 6С в ходе операции 208 переходят к операции 210 сравнения сигнала S с контрольным параметром Т первой горелки, чтобы определить, достаточен ли диаметр D(4R) единственной горелки 401 для перекрытия всех трех мишеней 2. Если получают ответ "да", то возвращаются к операции 202 и продолжают осаждение с горелкой 4D1. Если в ходе операции 210 получают ответ "нет", который свидетельствует о том, что единственная горелка 401 не может эффективно осаждать стекло на всех трех мишенях, то переходят к операции 212 и включают следующую горелку 4D2, которая находится рядом с первой горелкой 4D1 на фиг.6В. Одновременно в ходе операции 212 автоматически устанавливают промежуток между двумя горелками, чтобы обеспечить надлежащее перекрытие всех мишеней 2. После этого возвращаются к операции 202 и продолжают осаждение с двумя включенными горелками 4D1 и 4D2. Процесс продолжают, увеличивая в ходе операции 208 промежуток между центрами мишеней, чтобы компенсировать их увеличивающийся диаметр, причем в ходе операций 210 и 212 при необходимости включают дополнительные горелки и выбирают их положение, пока в ходе операции 206 не обнаруживают, что мишени достигли их желательного окончательного диаметра. После этого переходят к операции 214 и заканчивают процесс.
Полная скорость осаждения с использованием устройства фиг.6А и 6В и конкретного примера схемы фиг.7А и 7В весьма близка к полученной в Примере 1. Процесс в ходе операции 212 продолжают до тех пор, пока мишени не будут иметь их заданный окончательный диаметр мишени D.
Показанные на фиг.7А и 7b станки 6А-6С представляют собой обычные станки для обработки стекла, имеющие модифицированные в соответствии с описанным выше суппорты, причем каждый из станков 6А-6С имеет соответствующий индивидуальный привод шпинделя 10А-10С. На фиг.8А и 8В показаны два положения одного и того же устройства, которое, как это обсуждается далее более подробно, позволяет устранить излишние приводы 10А-10С и, более того, исключить ходовые винты 24 и 28. Для упрощения понимания устройство фиг.8А и 8В показано в направлении АА фиг, 7А и 7В, причем аналогичные детали имеют одинаковые позиционные обозначения.
Обратимся теперь к рассмотрению фиг.8А, на которой платформы 14 и 16 установлены на направляющих 18 фиг.7А и 7В (на фиг.8А не показаны) сверху от платформы 12, как это описано в третьем примерном варианте. Двигатель станка 30 имеет ведущую звездочку 32, которая установлена в опоре 34 и взаимодействует с вертикальной направляющей щелью 36. Каждый из патронов 5А-5С фиг.7А и 7В, которые на фиг.8А и 8В не показаны, также имеет соответствующую звездочку 9А-9С. Приводная цепь 34 охватывает ведущую звездочку 32 и все три звездочки 9А-9С. Таким образом, единственный двигатель 30 приводит во вращение все три патрона 5А-5С.
Обычный сервопривод (не показан), который легко может быть выбран специалистами из имеющихся в продаже блоков, управляет положением двигателя 30 в вертикальном направлении, в соответствии с указанными выше сигналами управления S. Пружина смещения 40 установлена между центральной конструкцией 12а платформы 12 и платформой 14, а пружина смещения 42 установлена между центральной конструкцией 12а и платформой 16. Пружины смещения 40 и 42 смещают платформы 14 и 16 по оси Х в направлении удаления от центра платформы 12. Платформа 12 является неподвижной, как это показано на фиг.7А и 7В.
На фиг.8А показан двигатель привода вращения в самом нижнем вертикальном положении. В этом самом нижнем положении натяжение приводной цепи 34 притягивает внешние звездочки 90 и 9С в направлении внутренней звездочки 9А, с преодолением усилия смещения пружин 40 и 42. При этом патроны 5В и 5С находятся в самом близком положении от центрального патрона 5А.
Процесс осаждения начинается в положении устройства, показанном на фиг.8А, с использованием той же плазменной горелки, которая показана на фиг.7А третьего примерного варианта. В ходе осаждения диаметр мишеней 2 увеличивается. Датчик 20 диаметра мишени вырабатывает сигнал управления S, который несет информацию относительно диаметра мишени 2, как уже было упомянуто здесь ранее. Этот сигнал поступает на сервопривод 38, который в ответ перемещает двигатель 30 в более высокое положение. При перемещении двигателя 30 вверх, натяжение приводной цепи 34 ослабевает. Пружины смещения 40 и 42 выбирают слабину за счет смещения платформ 14 и 16 наружу, в результате чего платформы 14 и 16 занимают положения на большем удалении от центра платформы 12 по оси X. Осаждение продолжают до тех пор, пока мишени не достигнут другого заданного диаметра, после чего сервопривод перемещает двигатель 30 в следующее более высокое положение. При этом, как уже было описано здесь ранее, пружины смещения 40 и 42 сдвигают платформы 14 и 16 наружу, в более удаленное от центра платформы 12 положение. Процесс измерения при помощи датчика диаметра мишени и перемещения двигателя 30 вверх продолжают до тех пор, пока не достигнут желательного диаметра. На фиг.8 В показано примерное положение двигателя 30 и платформ 14 и 16, когда в результате осаждения был получен окончательный заданный диаметр. Полное расстояние перемещения вращающегося приводного двигателя 30 контролирует полное поперечное перемещение наружу патронов 5В и 5С.
Отметим, что устройство с использованием двигателя станка 30, опоры 34, направляющей щели 36 и сервопривода 38 приведено только в качестве примера, причем множество альтернативных решений могут быть подсказаны специалисту в результате ознакомления с данным описанием. Например, двигатель может быть установлен на поворотном качающемся кронштейне (не показан), который совершает поворот по дуге относительно оси поворота.
Более того, если требуется более точная установка в заданное положение платформ 14 и 16, то могут быть сохранены ходовые винты 24 и 28, и приводы 22 и 26, описанные со ссылкой на фиг.7А и 7В. В этом случае вертикальное перемещение двигателя 30 при помощи сервопривода 38 может быть синхронизировано с вращением ходовых винтов 24 и 28, чтобы поддерживать надлежащее натяжение приводной цепи 34.
Во всех описанных выше со ссылкой на чертежи вариантах используют различные схемы расположения и последовательности осаждения стекла с использованием имеющих фиксированный диаметр плазменных горелок. Обратимся теперь к рассмотрению фиг.10 и 11, на которых показана плазменная горелка 60 с переменным диаметром, которая существенно упрощает технические средства по сравнению со схемами расположения, в которых используют плазменные горелки с фиксированным диаметром, как это показано в предыдущих вариантах. На фиг.10 показан вид сверху плазменной горелки 60 с переменным диаметром, а на фиг.11 показано поперечное сечение по линии ВВ фиг.10. Плазменная горелка 60 с переменным диаметром, показанная на фиг.10 и 11, может быть непосредственно заменена четырьмя горелками 4С1, 4С2, 4С3 и 4С4, которые используют во втором варианте настоящего изобретения.
Обратимся сначала к рассмотрению фиг.10, на которой показана горелка 60 с переменным диаметром, которая содержит внутреннюю трубку 62 и четыре соосных трубки из кварцевого стекла 64, 66, 68 и 70, причем катушка из медного провода 72 охватывает внешнюю кварцевую трубку 70. Трубки из кварцевого стекла 64, 66, 68 и 70 имеют соответствующие диаметры D(64), D(66), D(68) и D(70).
Далее будут описаны два варианта конструкции горелки 60 с переменным диаметром, причем каждая такая горелка позволяет заменить все четыре горелки 4С1, 4С2, 4С3 и 4С4 Примера 2.
В первом варианте конструкции, которая обеспечивает точный контроль высоты трубок, каждая из трубок 64, 66 и 68 выполнена с возможностью независимого перемещения по оси или в направлении высоты АХ. Кольца горелки 64, 66 и 68 могут быть избирательно установлены в заданное положение в направлении высоты АХ при помощи шаговых приводов колец (не показаны), что позволяет изменять диаметр горелки. Заявители настоящего изобретения определили предпочтительную точность установки колец горелки и, следовательно, шаговых приводов, для примерных размеров указанных колец D(64), D(66), D(68) и D(70), которая составляет ориентировочно 0.1 мм. В качестве шаговых приводов (не показаны) могут быть использованы обычные имеющиеся в продаже точные шаговые двигателя и объединенные с ними точные приводные механизмы, с использованием обычных имеющихся в продаже контроллеров (не показаны) на базе микропроцессоров, причем все эти устройства легко могут быть выбраны и конфигурированы в соответствии со стандартными критериями и методами, хорошо известными специалистам в данной области.
Второй вариант конструкции горелки 60 с переменным диаметром имеет кольцевые трубки с постоянной высотой, что является более простым по сравнению с первой конструкцией и может быть предпочтительным в некоторых применениях. Однако высота внутреннего кольца 64 должно быть ниже (меньше), чем высота внешних колец, что позволяет обеспечить надлежащее перемешивание газообразной плазмы и желательные режимы потока. В Таблице 2 приведен примерный набор значений диаметра и высоты.
Имеется некоторая утечка газообразной плазмы наружу, однако за счет выбора рабочих параметров может быть получен желательный режим потока, позволяющий устранить такую утечку. Более конкретно, ключевым рабочим параметром является постоянная поверхностная скорость поверх горелки, причем указанная поверхностная скорость может быть определена в соответствии со следующим уравнением:
(2) Поверхностная скорость = (Полный расход)/(Площадь поперечное сечения) = F/A Площадь поперечного сечения представляет собой ту область поперечного сечения горелки, где в действительности протекает газообразная плазма.
За счет управления поверхностной скоростью можно обеспечить гладкую работу устройства и, что более важно, поддерживать качество осажденного стекла. Заявители настоящего изобретения обнаружили, что для решения задач настоящего изобретения оптимальной поверхностной скоростью является скорость, составляющая ориентировочно 35 м/мин. Так как поверхностная скорость должна поддерживаться постоянной вблизи от заданного оптимального значения, то отношение полного расхода F к площади поперечного сечения А также должно поддерживаться постоянным. Однако площадь поперечного сечения горелки не может оставаться постоянной, если производят полное покрытие мишени (мишеней), причем, как это показано на фиг.10 и 11, площадь поперечного сечения становится больше за счет последовательного включения колец горелки 64, 66, 68 и 70, как это обсуждается далее более подробно. Поэтому единственным переменным параметром в уравнении (2) является полный расход. В устройстве в соответствии с этим вариантом используют, как это обсуждается далее более подробно, регулятор массового расхода (MFC) для изменения полного расхода, что позволяет поддерживать заданную постоянную величину поверхностной скорости. Регулятор MFC для этого примерного варианта представляет собой имеющийся в продаже блок, выпускаемый такими поставщиками, как, например (но без ограничения) Tyian General™, Unit Instruments™, MKS™, и Aera™. Как это показано на фиг.11, регуляторы MFC 80, 82, 84 и 86 используют для управления расходом газообразной плазмы соответствующих колец горелки 64, 66, 68 и 70.
Если продолжить приведенный пример, то для поддержания постоянной поверхностной скорости 35 м/мин, MFC 80 должен первоначально задать для кольца горелки 64 расход 100 л/мин. При возбуждении кольца горелки 66, MFC 80 должен поддерживать такой же расход 100 л/мин, a MFC 82 должен обеспечивать расход 75 л/мин. При возбуждении кольца горелки 68, регуляторы MFC 80 и 82 все еще должны обеспечивать соответственно такие же расходы 100 и 75 л/мин, a MFC 84 должен обеспечивать расход 100 л/мин. Когда возбуждают последнее кольцо горелки 86, регуляторы MFC 80, 82 и 84 должны обеспечивать соответственно такие же расходы 100, 75 и 100 л/мин, a MFC 86 должен обеспечивать расход 120 л/мин. За счет использования указанных расходов удается поддерживать поверхностную скорость постоянной на уровне около 35 м/мин.
Обратимся вновь к рассмотрению фиг.10, где показано, что горелка 60 с переменным диаметром дополнительно содержит два (или более) сопла 74, установленных в одной и той же плоскости, причем в данном конкретном примере используют два сопла. Сопла 74 расположены напротив друг другу, как это показано на фиг.10, или под другими заданными углами (не показано). Вертикальное положение сопел 74 соответствует описанному в указанной заявке '970. Сопла 74 установлены на точном устройстве с микроперемещением (не показано) и движутся в радиальном направлении R при помощи обычного имеющегося в продаже шагового двигателя (не показан), в качестве примера которого можно привести шаговый двигатель PD 42-18.35, выпускаемый фирмой RK Rose+Kriegel GmbH & Со.KG™ вместе с взаимодействующим точным устройством с микроперемещением. Однако в соответствии с настоящим изобретением могут быть использованы и другие известные специалистам эквивалентные модели шаговых двигателей и точных устройств с микроперемещением других поставщиков.
Сопла 74 присоединены при помощи гибких шлангов (не показаны) к жестким основным трубам для подачи газа (не показаны), причем гибкие шланги имеют достаточное провисание для обеспечения полного диапазона перемещений сопел 74.
Упомянутый выше блок управления шаговыми двигателями сопел позволяет избирательно выбирать положение каждого сопла 74 вокруг окружности соответствующих выбранных трубок 64, 66, 68 и 70, причем выбранные трубки соответствуют желательному диаметру горелки 60.
Описанное устройство для управления положением сопел 74 в радиальном направлении R позволяет использовать одни и те же сопла 74 для всех соосных трубок из кварцевого стекла 64, 66, 68 и 70, то есть для всех различных диаметров горелки.
Обратимся теперь к рассмотрению фиг.12, на которой показана блок-схема процесса использования горелки 60 с переменным диаметром. Если специально не указано иное, то этот процесс соответствует описанному для второго и третьего вариантов, однако при замене множества горелок ранее описанных вариантов одной горелкой 60 с переменным диаметром. Более конкретно, в ходе операции 300 устанавливают по одной мишени 2 на каждый из станков 6А и 6В устройства фиг.7А и 7В или фиг.8А и 8В, причем каждая мишень 2 имеет исходный диаметр 25 мм. Затем, в ходе операции 302, сопла 74 фиг.10 перемещают для возбуждения самой внутренней кварцевой трубки или кольца горелки 64. Для этого примера диаметр D(64) кольца горелки 64 составляет 60 мм. Затем, в ходе операции 304, начинают осаждение на двух мишенях 2. В ходе операции 306 производят сравнение диаметра мишеней с промежутком между их центрами, чтобы определить, является ли промежуток адекватным, как это показано в операции 204 фиг.9, на основании сигнала S датчика диаметра мишени 22 и значения положения PV1. В случае ответа "нет", переходят к операции 308 и изменяют положение станков, как это показано в операции 208 фиг.9. После операции 308 переходят к операции 312 и определяют, покрывает ли горелка 60 мишени надлежащим образом. Решение принимают на основании сигнала диаметра мишени S и промежутка между центрами, заданного при помощи PV1, а также на основании порогового диаметра горелки Т, который зависит от того, какие кольца 64, 66, 68 и 70 возбуждены. Для первой петли процесса в соответствии с фиг.12 порог Т устанавливают в соответствии с самым внутренним кольцом горелки 64. Для данного примера первый порог равен 35 мм. Если при операции 312 находят, что горелка 60 не имеет адекватный диаметр, то переходят к операции 314 для подключения следующего кольца горелки 66.
Для выполнения операции 314 контроллер на базе микропроцессора вырабатывает последовательность команд (не показана) в ответ на сигналы от датчика диаметра мишени 22. Одна из команд закрывает вентили (не показаны) поступления химических реагентов от источника в сопла и одновременно открывает вентили продувки газом, таким как воздух или азот. Другая команда, поступающая на заданные регуляторы MFC, устанавливает желательное значение расхода химических реагентов, что увеличивает расход газообразной плазмы, но при поддержании постоянной поверхностной скорости. Еще одна команда побуждает шаговые двигатели отводить сопла 74 назад в направлении R для соответствия диаметру 80 мм кольца горелки 66. Затем плазменную горелку 60 вновь включают вместе с кольцом горелки 66, имеющим диаметр 80 мм, и обновляют пороговое значение Т с учетом диаметра 80 мм, после чего возвращаются к операции осаждения.
Если в ходе операции 312 обнаруживают, что диаметр 80 мм кольца горелки 66 является недостаточным, то переходят к операции 314 и подключают следующее более широкое кольцо 68 (100 мм). Аналогично, если в ходе операции 312 обнаруживают, что диаметр 100 мм кольца горелки 68 является недостаточным, то переходят к операции 314 и подключают следующее самое широкое (для этого примера) кольцо 68 (120 мм).
В ходе операции 310, аналогично операции 206 фиг.9, обнаруживают, когда мишень достигает своего окончательного диаметра, при этом S = PFinal, после чего переходят к операции 316 и завершают процесс осаждения.
Следует иметь в виду, что горелка 60 с переменным диаметром, показанная на фиг.10 и 11, приведена только для примера, причем кроме четырех соосных трубок или колец 64, 66, 68 и 70 могут быть использованы дополнительные трубки или кольца.
Для обеспечения гладкой работы, втягивающиеся сопла 74 должны иметь точное управление движением, обычно в диапазоне 0.1 мм. Более того, в соответствии с предпочтительным вариантом используют контур обратной связи (не показан) для текущего контроля мощности и компенсации изменений индуктивности (L) в ходе операций переключения и в ходе всего процесса осаждения. Отметим, что изменение индуктивности (L) будет приводить к изменениям частоты (f) генератора плазмы в соответствии с выражением:
(3) f=1/2 π √LC
где С представляет собой емкость источника питания относительно горелки. В ходе работы емкость С является постоянной. Когда индуктивность L изменяется, то может изменяться частота, однако контур обратной связи автоматически подстраивает емкостное сопротивление и поддерживает частоту постоянной.
Преимущество использования горелки 60 с переменным диаметром заключается в том, что требуется только один генератор и одна горелка. Кроме того, в ходе процесса осаждения нет необходимости в переключении горелок и генераторов. Кроме того, горелка 60 с переменным диаметром занимает меньше места, чем устройство с множеством горелок ранее описанного варианта. Экономия пространства также означает, что нет необходимости в увеличении длины станка для размещения множества горелок.
Несмотря на то, что были описаны специфические варианты осуществления изобретения, совершенно ясно, что они не имеют ограничительного характера и приведены только для примера, причем в них специалистами в данной области могут быть внесены изменения и дополнения, которые не выходят однако за рамки приведенной далее формулы изобретения.

Изобретение относится к области изготовления оптического волокна. Технический результат изобретения - повышение скорости осаждения слоев на мишенях. В изобретении можно использовать единственную плазменную горелку с катушкой для подачи плазмы первого диаметра для осаждения сажи на множестве вращающихся параллельных мишеней. Диаметры всех мишеней за счет осаждения растут одновременно, в результате чего получают множество заготовок для оптических волокон. В случае использования нескольких плазменных горелок сначала осаждают стекло на множестве мишеней, используя первую горелку. Затем используют множество вторых горелок, каждая из которых имеет катушку для подачи плазмы с вторым диаметром, который меньше первого диаметра. 4 н. и 1 з.п. ф-лы, 15 ил., 2 табл.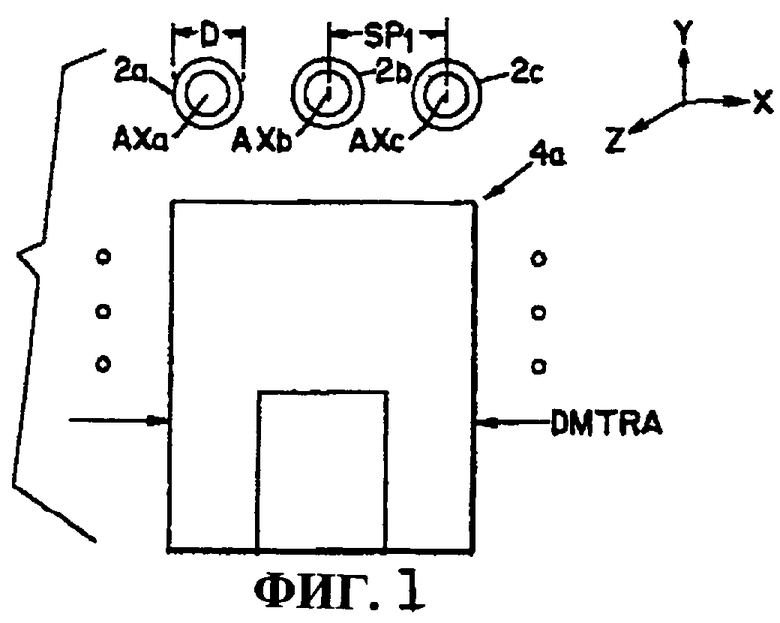
использование первой плазменной горелки, имеющей катушку для подачи энергии плазмы, причем указанная катушка имеет первый диаметр; использование множества мишеней, каждая из которых имеет продольную ось, расположенных таким образом, что указанные продольные оси отделены друг от друга промежутком, перпендикулярным к указанным продольным осям; вращение указанного множества мишеней одновременно относительно взаимно параллельных осей вращения; осаждение стекла одновременно на указанном множестве мишеней, с использованием указанной первой плазменной горелки, для образования множества промежуточных заготовок, каждая из которых имеет первый диаметр заготовки; использование множества вторых плазменных горелок, каждая из которых имеет катушку для подачи энергии плазмы, причем каждая из указанных катушек имеет второй диаметр, при этом указанный второй диаметр меньше, чем указанный первый диаметр; и осаждение стекла на указанном множестве промежуточных заготовок с использованием указанного множества вторых плазменных горелок, для образования соответствующего множества окончательных заготовок.
использование множества мишеней; вращение указанного множества мишеней одновременно относительно их взаимно параллельных осей вращения; использование первой плазменной горелки, имеющей катушку для подачи энергии плазмы, причем указанная катушка имеет первый диаметр; осаждение стекла на указанных мишенях за счет перемещения указанной первой плазменной горелки вдоль указанных мишеней параллельно указанным осям вращения; использование второй плазменной горелки, имеющей катушку для подачи энергии плазмы, над участком каждой из указанного множества мишеней, причем указанная катушка имеет второй диаметр, при этом указанный второй диаметр больше, чем указанный первый диаметр; осаждение стекла на указанных мишенях за счет перемещения указанной второй плазменной горелки вдоль указанных мишеней параллельно указанным осям вращения.
использование первой плазменной горелки, имеющей катушку для подачи энергии плазмы, причем указанная катушка имеет первый диаметр; использование множества мишеней, каждая из которых имеет продольную ось, расположенных таким образом, что указанные продольные оси разделены друг от друга промежутком, перпендикулярным к указанным продольным осям; вращение указанного множества мишеней одновременно относительно их соответствующих продольных осей; осаждение стекла одновременно на указанном множестве мишеней, с использованием плазменной горелки; измерение при помощи датчика диаметра одной или нескольких указанных мишеней; увеличение указанного промежутка в зависимости от указанного измеренного диаметра; осаждение стекла одновременно на указанном множестве мишеней, продольные оси которых разделены друг от друга указанным увеличенным промежутком.
использование одной плазменной горелки, имеющей катушку для подачи энергии плазмы, причем указанная катушка имеет постоянный диаметр; использование множества мишеней, каждая из которых имеет продольную ось, расположенных таким образом, что указанные продольные оси разделены друг от друга промежутком, перпендикулярным к указанным продольным осям; вращение указанного множества мишеней одновременно относительно их соответствующих продольных осей; осаждение стекла одновременно на указанном множестве мишеней, с использованием плазменной горелки; измерение при помощи датчика диаметра одной или нескольких указанных мишеней; увеличение указанного промежутка в зависимости от указанного измеренного диаметра; изменение размера плазменной горелки за счет увеличения площади поперечного сечения плазменной горелки и сохранения постоянной поверхностной скорости: осаждение стекла одновременно на указанном множестве мишеней, продольные оси которых разделены друг от друга указанным увеличенным промежутком.
| УСТРОЙСТВО для ВАКУУМ-ТЕРАПИИ | 0 |
|
SU196253A1 |
| СПОСОБ ПРОИЗВОДСТВА ЗАГОТОВОК ВОЛОКОННЫХ СВЕТОВОДОВ | 1991 |
|
RU2036864C1 |
| JP 4231336 A, 20.08.1992 | |||
| US 4684384 A, 04.08.1987 | |||
| JP 61050105 A1, 12.03.1986. | |||

