Область изобретения
Изобретение относится к устройству сдвоенной плазменной горелки.
Уровень техники, к которой относится изобретение
В устройстве сдвоенной плазменной горелки две горелки имеют противоположные знаки заряда, то есть одна представляет собой анодный электрод, а другая является катодным электродом. В таком устройстве дуговые разряды, создаваемые каждым электродом, объединяются между собой в зоне соединения, удаленной от двух горелок. Плазменные газы проходят через каждую горелку и ионизируются, образуя плазму, которая концентрируется в зоне соединения, удаленной от влияния горелки. Материал, который должен быть нагрет/расплавлен, может быть направлен в эту зону соединения, в которой тепловая энергия плазмы передается материалу. Обработка сдвоенными плазменными горелками может происходить как в открытых, так и ограниченных зонах обработки.
Сдвоенное плазменное устройство часто используется в применениях, связанных с печами; оно являлось предметом изобретения, например, европейского патента ЕР-0398699 и патента США №5256855.
Двухдуговой процесс является энергетически эффективным, поскольку, по мере того, как сопротивление соединения между двумя дуговыми разрядами возрастает с ростом расстояния от двух горелок, энергия увеличивается, а потери, обусловленные горелками, остаются постоянными. Процесс также выгоден тем, что с его помощью легко достигаются и поддерживаются относительно высокие температуры. Указанное свойство является привлекательным благодаря двум фактам - тому, что энергии двух горелок объединяются, а также вследствие вышеупомянутой эффективности.
Однако такие процессы имеют недостатки. Если газоплазменные горелки находятся в непосредственной близости друг к другу и/или заключены в малом пространстве, существует тенденция дестабилизации дугового разряда, особенно при более высоких напряжениях. Указанное боковое дугообразование возникает тогда, когда дуговые разряды преимущественно касаются друг друга по траекториям с меньшим сопротивлением.
Проблема бокового дугообразования в известных устройствах сдвоенных горелок привела к разработке открытых обрабатывающих модулей, в которых плазменные горелки существенно разнесены и в которых траектории с низким сопротивлением удалены из ближайшей окрестности, как описано в патенте США №5104432. В подобных модулях, в случае упомянутых применений технологический газ может свободно расширяться во всех направлениях. Однако такие конструкции не подходят для всех видов применений обработки, особенно тогда, когда расширение технологических газов должно управляться, например, при производстве ультратонкоизмельченных порошков.
В известных системах с ограниченными зонами обработки сопла горелок вдаются в камеру так, что стенки камеры, которые имеют низкое сопротивление, удаляются из окрестности плазменной дуги. Эта громоздкая конструкция позволяет подавить боковое дугообразование и способствует соединению дуговых разрядов. Однако выступающие сопла представляют поверхности, на которых может осаждаться расплавленный материал. Это не только приводит к потерям материала, но и сокращает срок службы горелки.
Сущность изобретения
Настоящее изобретение обеспечивает устройство сдвоенной плазменной горелки, содержащее:
(a) по меньшей мере два узла сдвоенной плазменной горелки противоположной полярности, поддерживаемые в корпусе, причем упомянутые узлы разнесены друг от друга и содержат:
(i) первый электрод в первом узле горелки в первом узле горелки;
(ii) второй электрод во втором узле горелки, который приспособлен к разнесению от первого электрода на расстояние, достаточное для достижения плазменной дуги между ними в зоне обработки;
(b) средство для введения плазменного газа в зону обработки вокруг каждого электрода;
(c) средство для введения обволакивающего газа, чтобы он окружал плазменный газ;
(d) средство для подачи загружаемого материала в зону обработки; и
(е) средство для генерации плазменной дуги в зоне обработки,
причем удаленные концы первого и второго электродов выполнены не выступающими за пределы корпуса.
Обволакивающий газ ограничивает плазменный газ, подавляет боковое дугообразование и увеличивает плотность плазмы. Следовательно, настоящее изобретение обеспечивает устройство, в котором подавляется боковое дугообразование горелок, и таким образом облегчается миниатюризация конструкции горелки, в которой расстояние до траекторий с низким сопротивлением мало. Также использование обволакивающего газа может устранить потребность в продлении сопл горелок за пределы корпуса.
Обволакивающий газ может быть обеспечен в различных положениях вдоль электродов, особенно в цилиндрических горелках, где дуговые разряды генерируются вдоль длины электродов. Однако предпочтительно, чтобы каждая горелка имела удаленный конец для разряда плазменного газа и чтобы средство для подачи обволакивающего газа подавало обволакивающий газ вниз по ходу удаленного конца каждого электрода. Следовательно, химически активные газы, такие как кислород, можно добавлять в плазму без деградации электрода. Практическая применимость плазменных горелок увеличивается за счет способности добавлять химически активные газы вниз по ходу электрода.
В предпочтительном варианте воплощения каждая плазменная горелка содержит корпус, который окружает электрод, задавая приточный газопровод обволакивающего газа между корпусом и электродами, в котором конец корпуса выполнен коническим внутри по направлению к удаленному концу горелки, чтобы направлять поток обволакивающего газа вокруг плазменного газа.
Устройство сдвоенной плазменной горелки настоящего изобретения может использоваться в дуговом реакторе, имеющем камеру для проведения плазменного процесса испарения ультратонкоизмельченных порошков (например, субмикронного или нанометрового размера). Реактор также может использоваться в процессе сфероидизации.
Камера обычно имеет удлиненную или трубчатую форму с множеством отверстий на участке ее стенки, причем устройство сдвоенной плазменной горелки монтируется над каждым отверстием. Отверстия и тем самым устройства сдвоенной плазменной горелки могут быть обеспечены вдоль и/или вокруг упомянутого трубчатого участка. Предпочтительно отверстия выполняются по существу через регулярные интервалы.
Удаленные концы первого и/или второго электродов для разряда плазменного газа будут обычно формироваться из металлического материала, но также могут быть сформированы из графита.
Предпочтительно плазменный дуговой реактор дополнительно содержит охлаждающее средство для охлаждения и конденсации материала, который испарился в зоне обработки. Охлаждающее средство содержит источник охлаждающего газа или охлаждающее кольцо.
Плазменный дуговой реактор обычно дополнительно содержит зону сбора для собирания обработанного загружаемого материала. Технологический загружаемый материал обычно бывает в виде порошка, жидкости или газа.
Зона сбора может быть обеспечена вниз по ходу охлаждающей зоны для сбора порошка конденсированного испарившегося материала. Зона сбора может содержать фильтровальную ткань, которая отделяет частицы порошка от потока газа. Чтобы предотвратить образование электростатического заряда, фильтровальную ткань обычно располагают на заземленном каркасе. Тогда порошок можно собирать с фильтровальной ткани, предпочтительно в зоне управляемой атмосферы. Затем получившийся порошковый продукт предпочтительно уплотняют в инертном газе, в контейнере при давлении выше атмосферного давления.
Плазменный дуговой реактор может дополнительно содержать средство для переноса обработанного загружаемого материала в зону сбора. Такое средство может быть обеспечено потоком текучей среды, например инертного газа, через камеру, в которой при использовании обработанный загружаемый материал вовлекается в потоке текучей среды, и тем самым переносится в зону сбора.
Средство для генерации плазменного дугового разряда в пространстве между первым и вторым электродами обычно должно содержать источник питания постоянного или переменного тока.
Устройство настоящего изобретения может работать без использования любых водоохлаждающих элементов внутри плазменного реактора и обеспечивает возможность пополнения загружаемого материала без остановки реактора.
Средство для подачи загружаемого материала в зону обработки может быть обеспечено в виде подающей материал трубки, которая объединяется с камерой и/или устройством сдвоенной горелки. Материалом может быть вещество в виде частиц, как например, металл, или газ, такой как, например, воздух, кислород или водород или пар, необходимый для увеличения мощности, при которой работает устройство горелки.
Небольшой размер компактной сдвоенной установки настоящего изобретения позволяет устанавливать многие модули на продуктопровод. Указанное свойство позволяет легко повысить производительность более чем в десять раз, создавая полный производственный модуль без увеличения погрешности обработки.
Настоящее изобретение также обеспечивает способ для производства порошка из загружаемого материала, который содержит шаги:
(a) обеспечение плазменного дугового реактора согласно определенной здесь конструкции;
(b) введение плазменного газа в зону обработки между первым и вторым электродами;
(c) генерацию плазменной дуги в зоне обработки между первым и вторым электродами;
(а) подачу загружаемого материала в плазменные дуговые разряды, в результате чего загружаемый материал испаряется;
(e) охлаждение испарившегося материала для конденсации порошка; и
(f) сбор порошка.
Загружаемый материал обычно содержит или состоит из металла, например алюминия или его сплава. Однако также можно использовать жидкие и/или газообразные загружаемые материалы. В случае твердого загружаемого материала, его можно подавать в любой подходящей форме, которая позволяет вводить его в пространство между электродами, т.е. в зону обработки. Например, материал может быть в форме проволоки, волокон и/или частиц.
Плазменный газ обычно должен содержать или состоять из инертного газа, например гелия и/или аргона.
Плазменный газ преимущественно инжектируется в пространство между первым и вторым электродами, т.е. в зону обработки.
По меньшей мере некоторое охлаждение испарившегося материала может быть достигнуто использованием потока инертного газа, например аргона или гелия. Альтернативно или в комбинации с использованием инертного газа можно использовать поток химически активного газа. Использование химически активного газа позволяет производить порошки оксидов и нитридов. Например, использование воздуха для охлаждения испарившегося материала может привести к производству оксидных порошков, таких как порошки оксида алюминия. Аналогично использование химически активного газа, например аммиака, может привести к производству нитридных порошков, таких как порошки нитрида алюминия. Охлаждающий газ можно возвращать в оборот через водоохлаждаемую камеру кондиционирования.
Поверхность порошка может быть оксидирована посредством использования потока пассивирующего газа. Это особенно выгодно, когда материалом является химически активный металл, такой как алюминий или на основе алюминия. Пассивирующий газ может содержать кислородсодержащий газ.
Должно быть понятно, что условия обработки, такие как скорости подачи материала или газа, температура и давление, должны будут подгоняться для конкретного обрабатываемого материала и для желательного размера частиц в готовом порошке.
Вообще говоря, перед испарением твердого загружаемого материала предпочтительно предварительно нагревать реактор. Реактор предварительно может быть нагрет до температуры, по меньшей мере, приблизительно 2000°С, обычно приблизительно до 2200°С. Предварительное нагревание может быть достигнуто использованием плазменного дугового разряда.
Скорость, с которой твердый загружаемый материал подается в канал в первом электроде, будет влиять на выход продукта и размер порошка.
Что касается алюминиевого загружаемого материала, способ настоящего изобретения может быть использован для производства порошкового материала, имеющего состав, основанный на смеси металлического алюминия и оксида алюминия. Как полагают, это происходит за счет добавки кислорода к металлу во время обработки при условиях низкотемпературного окисления.
Краткое описание чертежей
В дальнейшем изобретение поясняется описанием конкретных вариантов его воплощения со ссылками на сопровождающие чертежи (изображенные приблизительно в масштабе), на которых:
фиг.1 изображает поперечное сечение узла катодной горелки;
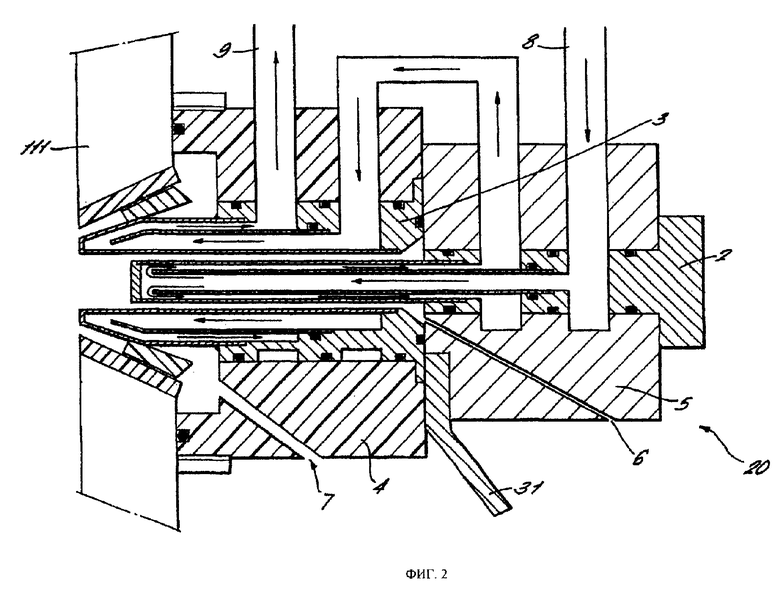
фиг.2 изображает поперечное сечение узла анодной горелки;
фиг.3 изображает портативное устройство сдвоенной горелки, содержащее узлы анодной и катодной горелки фиг.1 и 2, установленное на закрытую камеру обработки;
фиг.4 изображает портативное устройство сдвоенной горелки фиг.3, установленное в корпус;
фиг.5 схематически изображает устройство фиг.3, предназначенное для использования в производстве ультратонкоизмельченных порошков;
фиг.6А схематически изображает устройство фиг.4, скомпонованное для работы в режиме дугового разряда, перенесенного в зону соединения дуговых разрядов, с мишенью-анодом;
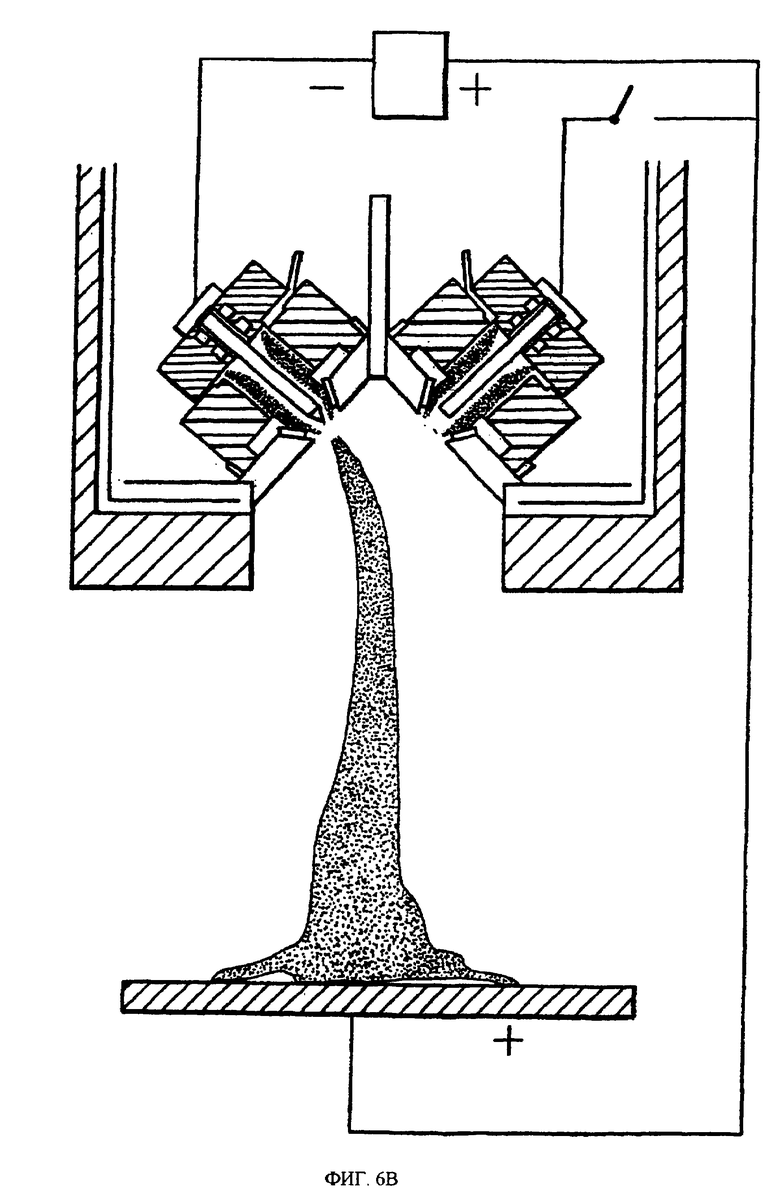
фиг.6Б схематически изображает устройство фиг.4, скомпонованное для работы в режиме перенесенного дугового разряда с мишенью-анодом;
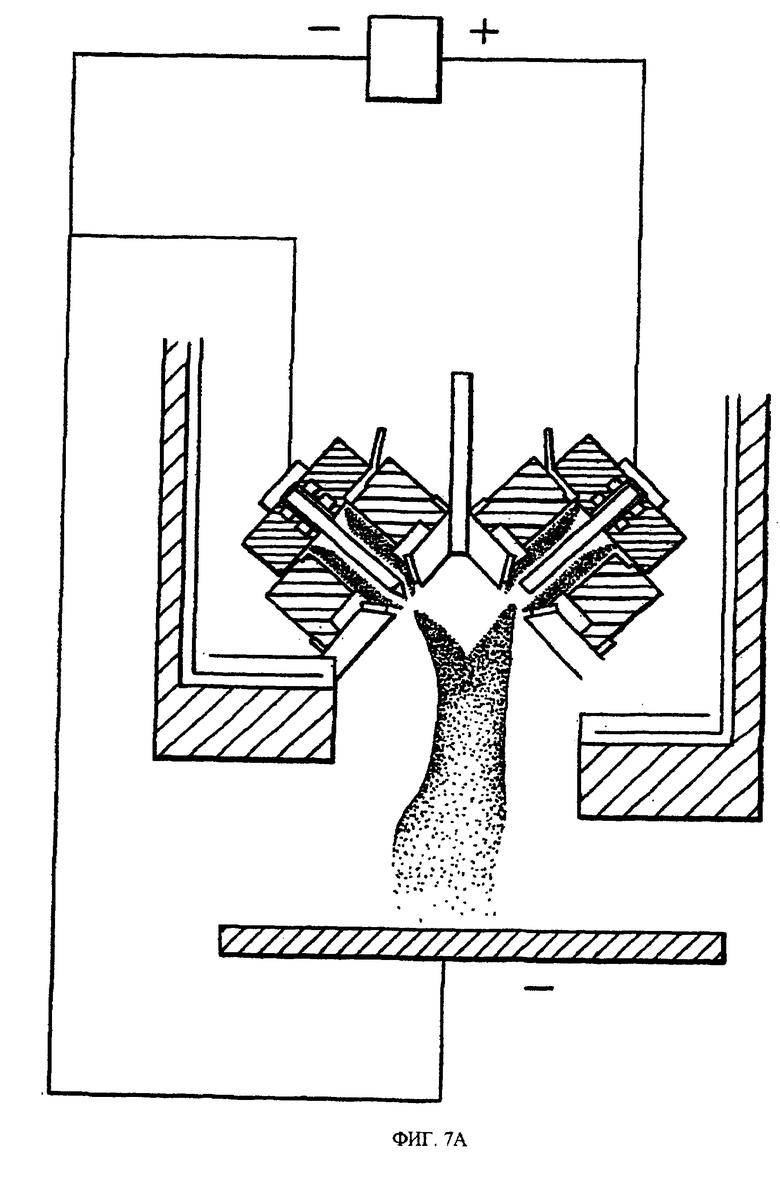
фиг.7А схематически изображает устройство фиг.4, скомпонованное для работы в режиме дугового разряда, перенесенного в зону соединения дуговых разрядов, с мишенью-катодом;
фиг.7Б схематически изображает устройство фиг.4, скомпонованное для работы в режиме перенесенного дугового разряда с мишенью-катодом.
Подробное описание предпочтительных вариантов воплощения
Фиг.1 и 2 изображают поперечные сечения собранных узлов катодной 10 и анодной 20 горелки соответственно. Они имеют модульную конструкцию, причем каждый из них содержит модуль электродов 1 или 2, модуль 3 сопла, модуль 4 обволакивающего газа и направляющий электроды модуль 5.
По существу модуль электродов 1, 2 находится внутри горелки 10, 20. Направляющий электроды модуль 5 и модуль 3 сопла разнесены по оси и окружают модуль электродов 1, 2 в местоположениях, расположенных вдоль его длины. По меньшей мере удаленный конец (то есть конец, из которого плазма выходит из горелки) модуля электродов 1, 2 окружен модулем 3 сопла. Ближайший конец модуля электрода 1 или 2 заключен в модуле 4 обволакивающего газа.
Герметизация между различными модулями, а также элементами модуля обеспечивается «О-образными» кольцами. Например, «О» кольца обеспечивают уплотнения между модулем 3 сопла и обоими модулем 4 обволакивающего газа и направляющим электроды модулем 5. Во всех чертежах «О» кольца показаны как маленькие закрашенные кружки внутри камеры.
Каждая горелка 10, 20 имеет порты 51 и 44 для ввода технологического газа и обволакивающего газа соответственно. Вход технологического газа находится у ближайшего конца горелки 10, 20. Технологический газ поступает в канал 53 между электродом 1, 2 и соплом 3 и проходит к удаленному концу горелки 10, 20. В данном конкретном варианте воплощения обволакивающий газ подается на удаленном конце горелки 10, 20. Это позволяет держать обволакивающий газ далеко от электрода, и особенно выгодно при использовании обволакивающего газа, который может ухудшать свойства модулей 1, 2, электродов, например кислорода. Однако в других вариантах воплощения обволакивающий газ может вводиться около ближайшего конца горелки 10, 20.
Модуль 4 обволакивающего газа устанавливается на удаленном конце горелки 10, 20. Модуль 4 обволакивающего газа содержит направляющую деталь 41 сопла, направляющую деталь 42 обволакивающего газа, электрический изолятор 43, стенку 111 камеры, а также посадочное место 46. Для того чтобы герметизировать стенку 111 камеры и направляющую деталь 41 сопла, предусмотрено «О» кольцо. Дополнительно текучая среда хладагента также может перемещаться внутри стенки 111 камеры.
Электрический изолятор 43 расположен на стенке 111 камеры так, что на удаленном конце горелки не имеется траекторий с низким сопротивлением, способствующих дестабилизации дугового разряда. Электрический изолятор 43 обычно изготовляют из нитрида бора или нитрида кремния.
Направляющая деталь 42 обволакивающего газа расположена на электрическом изоляторе 43 и обеспечивает поддержку для удаленного конца модуля 3 сопла, а также позволяет потоку обволакивающего газа выходить из удаленного конца горелки. Ее обычно изготовляют из политетрафторэтилена (PTFE).
Направляющую деталь 41 сопла делают из электрического изолятора, такого как PTFE, и используют для расположения модуля 3 сопла в модуле 4 обволакивающего газа. Направляющая деталь 41 сопла также содержит канал 44, по которому обволакивающий газ подается в камеру 47. Обволакивающий газ выходит из камеры 47 по каналам 45, расположенным в направляющей детали 42 обволакивающего газа. Эти каналы 45 находятся вдоль края контакта с электрическим изолятором 43.
Хотя изображено, что обволакивающий газ подводится к горелке 10, 20 с использованием специального устройства для модуля 4 обволакивающего газа (фиг.8), подвод может осуществляться другими средствами. Например, обволакивающий газ может подводиться около ближайшего конца горелки, по каналу, окружающему канал 51 технологического газа. Обволакивающий газ также может подводиться к круговому кольцу, расположенному на и сдвинутому от ближайшего конца горелки.
Направляющий электроды модуль 5 удобно обеспечивает канал или порт 51 для ввода технологического газа. Внутренний ближайший конец модуля 3 сопла предпочтительно является скошенным, чтобы направлять поток технологического газа из канала 51 в модуль 3 сопла и вокруг электрода.
Направляющий электроды модуль 5 должен быть правильно центрирован по окружности так, чтобы схема охлаждения направляющего электроды модуля и схема охлаждения горелки была центрирована.
Модуль 3 сопла и модули электродов 1 и 2 имеют каналы охлаждения для циркуляции охлаждающей текучей среды. Схемы охлаждения объединяются в одну схему, в которой охлаждающая текучая среда вводится в горелку через один входной порт 8 горелки и выходит из горелки из единственного выходного порта 9 горелки. Охлаждающая текучая среда вводится через входной порт 8, проходит через модули электродов 1, 2 в модуль 3 сопла и затем выходит из горелки через выходной порт 9 сопла.
Текучая среда, которая оставляет выходной порт 9 сопла, перемещается в теплообменник, обеспечивая охлажденную текучую среду, которая возвращается в оборот во входной порт 8.
Рассматривая детально течение охлаждающей текучей среды через модули, видно, что текучая среда, входящая из входного порта 8 горелки, направляется на входной порт 81 электрода. Охлаждающая текучая среда входит в электрод около его ближайшего конца и проходит вдоль центрального канала в удаленный конец, в котором она перенаправляется обратно, протекая вдоль окружающего внешнего канала (или набору каналов), и выходит из выходного порта 91 электрода. Указанная текучая среда входит в сопло на входном порту 82 и течет по внутренним каналам к удаленному концу сопла. Затем она направляется обратно вдоль окружающих каналов к выходу из порта 92 сопла. Текучая среда направляется на выходной порт 9 горелки.
В схеме охлаждения может быть использована любая текучая среда, которая действует как эффективный хладагент. Когда используется вода, она предпочтительно должна быть деионизированной водой, чтобы обеспечить участки с высоким сопротивлением для протекания тока.
Горелки 10 и 20 могут использоваться для устройств сдвоенной плазменной горелки как в камерах с открытой, так и закрытой зонами обработки. Конструкция устройства 100 сдвоенной плазменной горелки с закрытой зоной обработки показана на фиг.9.
Устройство 100 конфигурируется так, чтобы обеспечить горелки 10, 20, которые легко устанавливаются в правильное положение для работы. Например, смещение между удаленными концами электродов 1, 2, а также угол между ними определяются размерами компонентов узлов.
Модули горелки и устройства конструируются с малыми допусками так, чтобы обеспечить хорошую посадку между модулями. Тем самым ограничивается радиальное перемещение одного модуля внутри другого модуля. Для того чтобы обеспечить легкость сборки и разборки, соответствующие модули должны скользить один в другом, а также иметь фиксаторы, например, в виде фиксирующих штырей. Использование фиксирующих штырей в модулях также гарантировало бы, что каждый модуль правильно ориентирован в пределах узлов горелки, т.е. чтобы обеспечивать посадку по окружности.
Устройство 100 сдвоенного узла горелки с закрытой зоной обработки содержит катодный и анодный узлы 10 и 20 горелки, а также подающую трубку 112. Обычно две горелки располагаются под прямыми углами друг к другу. Компоненты располагаются таким образом, чтобы обеспечить закрытую зону 110 обработки, в которой будет происходить соединение дуговых разрядов. Подающая трубка 112 используется для подачи порошкообразных, жидких или газообразных загружаемых материалов в зону 110 обработки. Стенки 111 модулей 4 обволакивающего газа подходящим образом задают камеру, содержащую закрытую зону 110 обработки.
Стенки 111 обеспечивают расширяющуюся зону 110 обработки, в которой поверхности стенок с низким сопротивлением расположены далеко от дуговых разрядов, подавляя боковое дугообразование.
Кроме того, расширяющийся характер конструкции допускает расширение газа после соединения плазмы, без ограничения нарастания давления.
Стенки 111 задают коническую камеру, которая может содержать изогнутые или плоские стенки. По периметру стенки 111 могут быть присоединены к стенкам 113 камеры, чтобы обеспечить установку устройства 100 (фиг.4). При такой конфигурации, очевидно, должно иметься отверстие 114, такое, что зона 110 обработки оказывается не полностью закрытой. Обычно, круглое отверстие 114 может иметь диаметр 15 см.
Закрытая зона 110 обработки может быть изготовлена в виде отдельного модуля, содержащего подающую трубку 112 и стенки 111 и 113 камеры.
Устройство 100 может быть установлено в цилиндр, который содержит (при необходимости) внутренние охлаждающие стенки 115, окруженные внешней огнеупорной футеровкой 116 (фиг.4). Футеровка 116 предпочтительно должна изготавливаться из материала, устойчивого к высоким температурам. Стенки 111 могут и сами также иметь интегрированные охлаждающие каналы.
Обратимся теперь к действию горелок 10, 20; обволакивающий газ обеспечивается для того, чтобы окружать дуговые разряды, генерируемые из электродов. Обволакивающим газом может быть гелий, азот или воздух. Подходит любой газ, который обеспечивает участок траектории, имеющий высокое сопротивление, чтобы предотвратить прохождение дугового разряда через обволакивающий газ. Предпочтительно газ должен быть относительно холодным. Траектория с высоким сопротивлением обволакивающего газа концентрирует дуговой разряд в относительно узкую полоску. Конический удаленный конец модуля сопла помогает в обеспечении газовой оболочки, которая направляется, чтобы окружить дуговой разряд.
Обволакивающий газ также действует так, чтобы удерживать плазму и предотвращать рециркуляцию расплавленного загружаемого материала назад к подающей трубке 112 или к стенкам 111 камеры. Таким образом, эффективность обработки увеличивается.
Поскольку удаленный конец сопла более не выступает в замкнутую зону обработки, подавляется осаждение расплавленного загружаемого материала на сопло. Таким образом, продлевается срок службы сопла и увеличивается эффективность обработки материала.
Любые области устройства, которые расположены особенно близко к дуговым разрядам, изготавливают из электроизолирующего материала или покрывают им, например, направляющую деталь 42 обволакивающего газа и электрический изолятор 43.
Изобретение может применяться в многочисленных практических применениях, например, для производства порошков нанометрового размера, для придания частицам порошков сферической формы или же для обработки органических отходов.
Ниже приведены некоторые примеры;
1. Газовый нагреватель/генератор струи
Благодаря модульному исполнению изобретение позволяет осуществлять замену существующих газовых установок сжигания органических отходов с помощью электрического газового нагревателя. Введение воды между двумя горелками обеспечит возможность генерации струи, которая может использоваться для нагревания существующих промышленных сушильных печей, а также установок для сжигания отходов. Газы могут вводиться между дуговыми разрядами, что дает эффективный газовый нагреватель.
2. Пиролиз/Нагревание газа и риформинг
Введение жидкости и/или газа, и/или твердых веществ в зону соединения обеспечит возможность проводить тепловую обработку.
3. Обработка химически активных материалов
Материалы, которые диссоциируют на химически реакционноспособные материалы, могут быть обработаны в модуле, поскольку нет необходимости их контакта со стенками реактора при высоких температурах.
В таких случаях стенки 111 камеры с водоохлаждаемой зоной обработки должны будут иметь решетчатую поверхность, чтобы допустить возникновение транспирации. Тем самым создается защитный барьер, чтобы остановить проникновение химически активного газа.
4. Производство ультратонкоизмельченных порошков
Узел, который может использоваться для производства ультратонкоизмельченных порошков (в основном с размерами частиц меньше 200 нанометров) иллюстрируется на фиг.5. Небольшой размер модуля позволяет осуществлять легкое прикрепление кольца 130 гашения в непосредственной близости к зоне соединения высокотемпературной плазмы. Тонкоизмельченный порошок производится в зоне 132, в пределах зоны 131 расширения. Более высокие скорости гашения газа производят меньшие конечные размеры частиц.
На обрабатывающей камере может быть установлено множество таких устройств сдвоенной горелки, которые здесь описаны.
Ожидается, что порошки нанометрового размера, произведенные указанным способом, дали бы возможность производить более тонкоизмельченные порошки, поскольку можно было бы установить устройство 130 гашения в непосредственной близости к дуговому разряду, чтобы осуществить дуговой разряд в зоне соединения. Тем самым минимизировалось бы время, доступное для роста частиц порошкового/жидкого загружаемого материала.
Должно быть понятно, что для получения материалов-сплавов нанометрового размера можно подавать композитные материалы.
Введение тонкоизмельченных порошков, газов или жидкостей между дуговыми разрядами будет испарять их, и затем пар может гаситься и/или реагировать, создавая порошки нанометрового размера.
5. Режим спаренного или перенесенного дугового разряда
Модульный узел также может быть скомпонован таким образом, чтобы работать в режиме перенесенного дугового разряда с мишенью-анодом (фиг.6) и мишенью-катодом (фиг.7). Вышеописанные горелки подходят для работы в режиме дугового разряда, перенесенного в зону соединения дуговых разрядов (фиг.6А и 7А), и в режиме перенесенного дугового разряда (фиг.6Б и 7Б).
6. Сфероидизация
Были измерены типичные температуры плазменного газа в дуговом разряде - в зоне соединения дуговых разрядов, которые для аргоновой плазмы составили до 10000 К. Введение частиц с острыми углами приводит к их сферодизации.
7. Тепловая модификация/Травление/Модификация поверхности
Зона соединения между дуговыми разрядами может использоваться для термической модификации подаваемого газа, например метана, этана или UF6.
Плазменное перо также может использоваться для достижения модификации поверхности, например, посредством ионной бомбардировки, плавления или химического изменения поверхности, такого как при нитрировании.
8. Ионоциклотронно-плазменный (ICP, ИЦП) анализ
Устройство настоящего изобретения также может использоваться в ИЦП анализе, а также в качестве источника высокоэнергетического УФ излучения.
К вышеупомянутым вариантам воплощения могут быть сделаны различные модификации. Например, можно объединить системы водяного охлаждения двух горелок, или одна или обе горелки сдвоенного устройства могли бы иметь газовую оболочку. Кроме того, газовая оболочка может применяться к горелкам, которые не имеют вышеупомянутой модульной конструкции.
Для различных применений угол конуса в узле горелки может быть различным. В некоторых случаях может быть желательно монтировать его на цилиндр без конуса.
На камере может быть установлено множество устройств сдвоенной горелки, подобных вышеописанным.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАЗМЕННО-ДУГОВОЙ РЕАКТОР И СПОСОБ ПОЛУЧЕНИЯ ТОНКИХ ПОРОШКОВ | 2001 |
|
RU2263006C2 |
| УСТРОЙСТВА ДЛЯ ПЛАЗМЕННЫХ ДУГОВЫХ ГОРЕЛОК С ГАЗОВЫМ ОХЛАЖДЕНИЕМ И ОТНОСЯЩИЕСЯ К НИМ СИСТЕМЫ И СПОСОБЫ | 2014 |
|
RU2649860C2 |
| Способ гибридной лазерно-дуговой сварки | 2017 |
|
RU2640105C1 |
| ПЛАЗМЕННО-ДУГОВОЙ РЕАКТОР С РАСХОДУЕМЫМ КАТОДОМ ДЛЯ ПОЛУЧЕНИЯ ПОРОШКОВ МЕТАЛЛОВ, СПЛАВОВ И ИХ ХИМИЧЕСКИХ СОЕДИНЕНИЙ | 2018 |
|
RU2708200C1 |
| СПОСОБ НАНЕСЕНИЯ АЛМАЗНОГО ПОКРЫТИЯ ИЗ ПАРОВОЙ ФАЗЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2032765C1 |
| ЭЛЕКТРОД ДЛЯ ПЛАЗМЕННОЙ ГОРЕЛКИ С НОВЫМ СПОСОБОМ СБОРКИ И УЛУЧШЕННОЙ ТЕПЛОПЕРЕДАЧЕЙ | 2011 |
|
RU2556875C2 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2147953C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФУЛЛЕРЕНСОДЕРЖАЩЕЙ САЖИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2234457C2 |
| ПЛАЗМЕННАЯ ГОРЕЛКА С ДУГОЙ ПРЯМОГО ДЕЙСТВИЯ | 2007 |
|
RU2456780C2 |
| ГОРЕЛКА ДЛЯ ПЛАЗМЕННО-ДУГОВОЙ ОБРАБОТКИ (ВАРИАНТЫ) И СПОСОБ ЕЕ ИСПЫТАНИЙ ПЕРЕД ЕЕ ВКЛЮЧЕНИЕМ | 1996 |
|
RU2119852C1 |





Изобретение относится к устройству сдвоенной плазменной горелки. Изобретение может применяться для производства порошков нанометрового размера, для придания частицам порошков сферической формы или для обработки органических отходов. Устройство сдвоенной плазменной горелки содержит два узла сдвоенной плазменной горелки, поддерживаемых в корпусе. Каждый узел имеет первый и второй разнесенные электроды. Обволакивающий газ вводится, чтобы окружать плазменный газ. Предусмотрена загрузочная трубка для подачи загружаемого материала в устройство обработки. 3 н. и 24 з.п. ф-лы, 7 ил.
(a) по меньшей мере два узла сдвоенной плазменной горелки противоположной полярности, поддерживаемые в корпусе, причем упомянутые узлы разнесены друг от друга и содержат (i) первый электрод в первом узле горелки; (ii) второй электрод во втором узле горелки, который приспособлен к разнесению от первого электрода на расстояние, достаточное для достижения плазменной дуги между ними в зоне обработки; (b) средство для введения плазменного газа в зону обработки вокруг каждого электрода; (c) средство для введения обволакивающего газа, чтобы он окружал плазменный газ; (d) средство для подачи загружаемого материала в зону обработки; (e) средство для генерации плазменной дуги в зоне обработки, причем удаленные концы первого и второго электродов выполнены не выступающими за пределы корпуса.
Приоритет по пунктам:
| US 5256855 A, 26.10.1993 | |||
| СПОСОБ ВЫПОЛНЕНИЯ ТРАНСПЕДИКУЛЯРНОЙ ФИКСАЦИИ НИЖНЕШЕЙНОГО ОТДЕЛА ПОЗВОНОЧНИКА | 2018 |
|
RU2678467C1 |
| СДВОЕННЫЙ ЦЕНТРОБЕЖНЫЙ ДАТЧИК УГЛОВОЙ СКОРОСТИ | 0 |
|
SU368547A1 |
| СПОСОБ УПРАВЛЕНИЯ ПЛАЗМЕННЫМ ПОТОКОМ И ПЛАЗМЕННОЕ УСТРОЙСТВО | 1992 |
|
RU2032280C1 |
| US 5104432 A, 14.04.1992. | |||

