ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Изобретение относится к способу непрерывного литья сляба из титана или титанового сплава, в котором проводится непрерывное литье сляба из титана или титанового сплава.
УРОВЕНЬ ТЕХНИКИ
[0002] Непрерывное литье слитка традиционно выполнялось введением металла, расплавленного методом вакуумно-дуговой плавки или электронно-лучевой плавки, в бездонный кристаллизатор и вытягиванием расплавленного металла вниз по мере затвердевания.
[0003] Патентный документ 1 раскрывает способ автоматического управления литьем при плазменной плавке, в котором титан или титановый сплав расплавляют методом плазменно-дуговой плавки в атмосфере инертного газа и вводят в кристаллизатор для затвердевания. Выполнение плазменно-дуговой плавки в атмосфере инертного газа, в отличие от электронно-лучевой плавки в вакууме, позволяет проводить литье не только чистого титана, но и титанового сплава.
СПИСОК ЦИТИРОВАННОЙ ЛИТЕРАТУРЫ
ПАТЕНТНЫЙ ДОКУМЕНТ
[0004] Патентный документ 1: Японский патент № 3077387
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
РЕШАЕМЫЕ ПРОБЛЕМЫ
[0005] Однако, если слиток имеет неоднородности и дефекты на поверхности отливки после литья, необходимо выполнять перед прокаткой предварительную обработку, такую как обрезка поверхности, что вызывает сокращение коэффициента полезного использования материала и увеличение числа технологических операций. Поэтому существует потребность в литье слитка без неоднородностей и дефектов на поверхности отливки.
[0006] Здесь рассматривается ситуация, где тонкий сляб, имеющий размеры, например, 250×750 мм, 250×1000 мм или 250×1500 мм, непрерывно отливают при плазменно-дуговой плавке. В этом случае, поскольку плазменная горелка имеет ограниченный диапазон нагрева, необходимо перемещать плазменную горелку в горизонтальном направлении вдоль кристаллизатора с прямоугольным поперечным сечением, чтобы предотвратить нарастание участка начального затвердевания вблизи кристаллизатора.
[0007] При литье продолжительность пребывания плазменной горелки на длинных боковых частях кристаллизатора является длительной, а значит, подвод тепла к участку начального затвердевания становится высоким, приводя к формированию тонкой затвердевшей оболочки. С другой стороны, продолжительность пребывания плазменной горелки у коротких боковых и угловых частей кристаллизатора является короткой, а значит, подвод тепла к участку начального затвердевания оказывается недостаточным, и в результате этого затвердевшая оболочка начинает нарастать (утолщаться). Таким образом, режим затвердевания неравномерен в зависимости от положений в тонком слябе, приводя тем самым к ухудшению свойств поверхности отливки.
[0008] Задача настоящего изобретения состоит в создании способа непрерывного литья сляба из титана или титанового сплава, пригодного для литья сляба, имеющего превосходное состояние поверхности отливки.
СРЕДСТВА РЕШЕНИЯ ПРОБЛЕМ
[0009] Способ непрерывного литья сляба из титана или титанового сплава по настоящему изобретению представляет собой способ непрерывного литья сляба из титана или титанового сплава, в котором вводят расплавленный металл, полученный плавлением титана или титанового сплава, в бездонный кристаллизатор с прямоугольным поперечным сечением и вытягивают расплавленный металл вниз по мере затвердевания, причем способ отличается тем, что вынуждают плазменную горелку вращаться в горизонтальном направлении над поверхностью расплавленного металла в кристаллизаторе и электромагнитным перемешиванием создают горизонтально вращающееся течение по меньшей мере на поверхности расплавленного металла в кристаллизаторе.
[0010] Согласно вышеуказанному варианту выполнения, в дополнение к вращательному перемещению плазменной горелки, по меньшей мере на поверхности расплавленного металла в кристаллизаторе с помощью электромагнитного перемешивания создается горизонтально вращающееся течение. В этом варианте выполнения расплавленный металл с более высокой температурой, находящийся у длинных боковых частей кристаллизатора, движется к коротким боковым и угловым частям кристаллизатора, за счет чего сводятся к минимуму расплавление участка начального затвердевания на длинных боковых частях кристаллизатора и нарастание участка начального затвердевания на коротких боковых и угловых частях кристаллизатора. Таким образом, затвердевание может происходить равномерно по всему слябу, тем самым обеспечивая литье сляба, имеющего превосходное состояние поверхности отливки.
[0011] Кроме того, в способе непрерывного литья сляба из титана или титанового сплава по настоящему изобретению, когда длина длинной стороны сляба обозначена как L, и ось х координат ориентирована по направлению длинной стороны сляба, причем нулевая точка начала координат находится на его центральной части, в окрестности стенок кристаллизатора у длинных боковых сторон кристаллизатора абсолютные значения средних величин скоростей течения по направлению х-оси на поверхности расплавленного металла, расположенной в диапазоне -2L/5 ≤ x ≤ 2L/5, могут быть установлены на 300 мм/сек или более. Согласно вышеуказанному варианту выполнения расплавленный металл с более высокой температурой, находящийся у длинных боковых частей кристаллизатора, может предпочтительно перемещаться к коротким боковым и угловым частям кристаллизатора.
[0012] Кроме того, в способе непрерывного литья сляба из титана или титанового сплава по настоящему изобретению окрестность стенок кристаллизатора у длинных боковых частей кристаллизатора может представлять собой местоположение на 10 мм от стенок кристаллизатора у длинных боковых частей кристаллизатора. Согласно вышеуказанному варианту выполнения расплавленный металл с более высокой температурой, находящийся у длинных боковых частей кристаллизатора, может предпочтительно перемещаться к коротким боковым и угловым частям кристаллизатора.
[0013] Кроме того, в способе непрерывного литья сляба из титана или титанового сплава по настоящему изобретению среднеквадратичные отклонения σ абсолютных значений скоростей течения расплавленного металла по направлению х-оси, относящиеся к вариациям по месту и времени, могут быть ограничены диапазоном 50 мм/сек ≤ σ ≤ 85 мм/сек. Согласно вышеуказанному варианту выполнения максимальные значения диапазонов колебаний поверхностной температуры сляба в области контакта, где расплавленный металл и сляб контактируют друг с другом, могут быть 400°С или менее по всей периферии сляба.
[0014] Кроме того, в способе непрерывного литья сляба из титана или титанового сплава по настоящему изобретению течение может быть создано так, чтобы оно вращалось в направлении, противоположном направлению вращения плазменной горелки, по меньшей мере на поверхности расплавленного металла. Согласно вышеуказанному варианту выполнения диапазоны колебания поверхностной температуры сляба могут быть сокращены. Тем самым затвердевание может происходить равномерно по всему слябу.
ЭФФЕКТ ИЗОБРЕТЕНИЯ
[0015] Согласно способу непрерывного литья сляба из титана или титанового сплава по настоящему изобретению сводятся к минимуму расплавление участка начального затвердевания на длинных боковых частях кристаллизатора и нарастание участка начального затвердевания на коротких боковых и угловых частях кристаллизатора. Таким образом, затвердевание может происходить равномерно по всему слябу, тем самым обеспечивая литье сляба, имеющего превосходное состояние поверхности отливки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
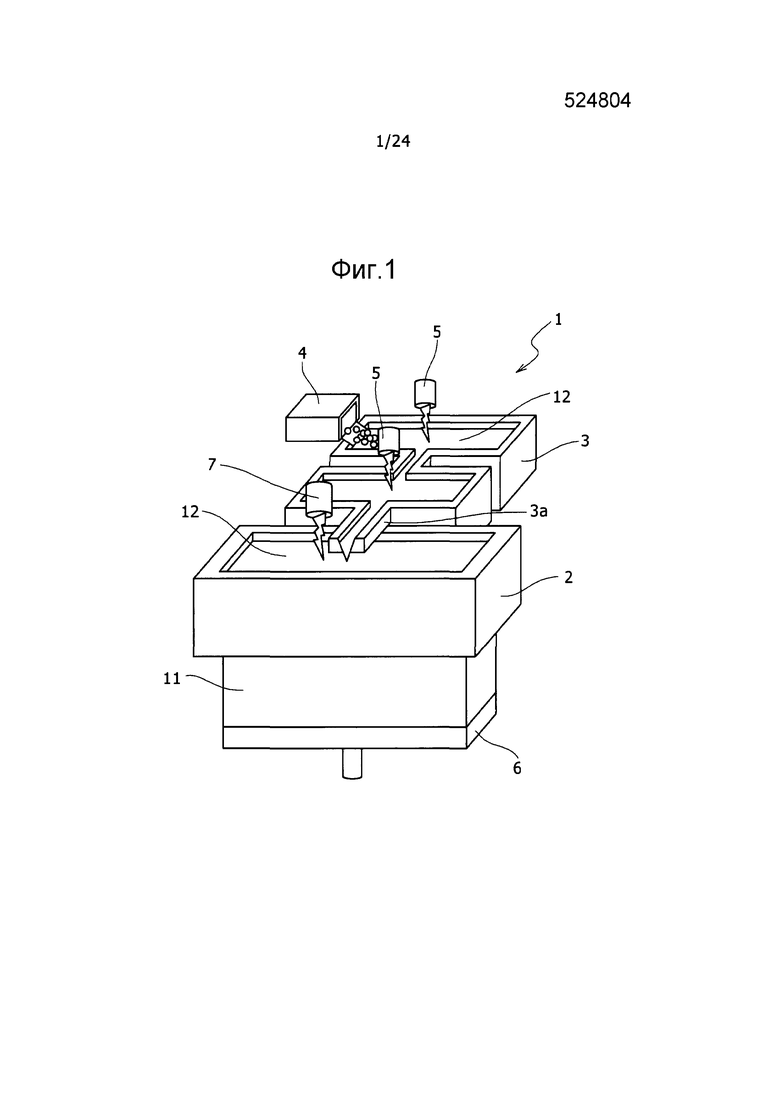
[0016] [Фиг. 1] Фиг. 1 представляет перспективный вид установки непрерывного литья.
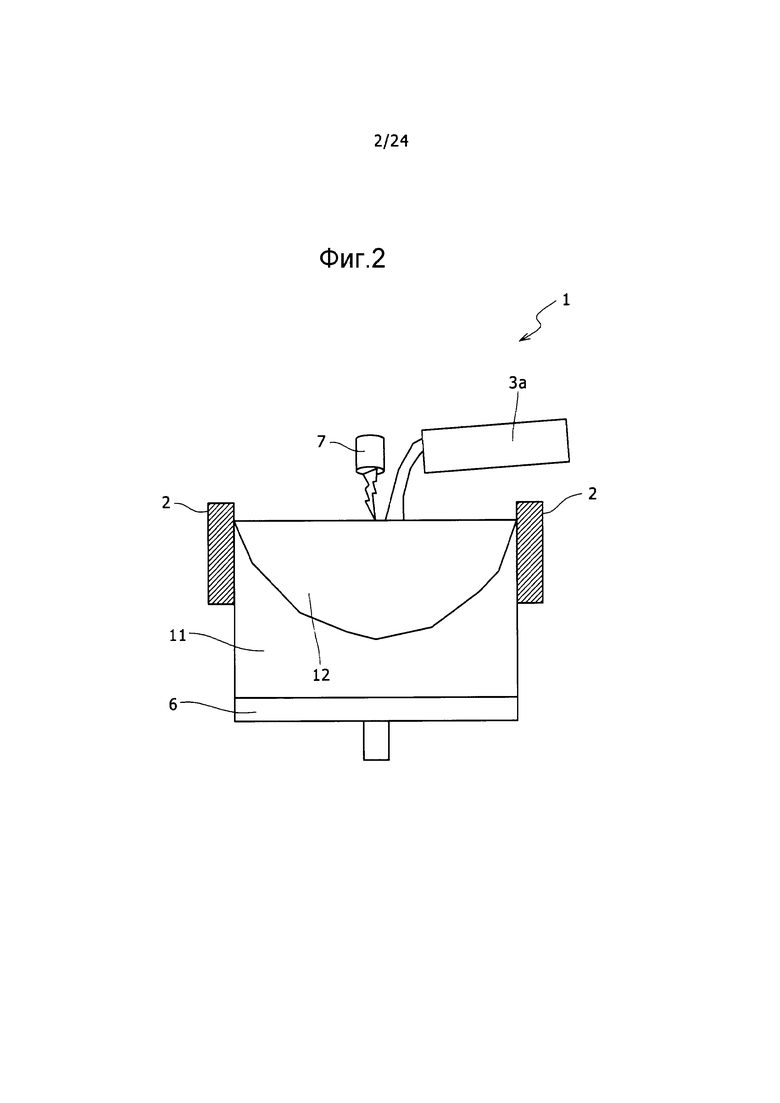
[Фиг. 2] Фиг. 2 представляет вид установки непрерывного литья в разрезе.
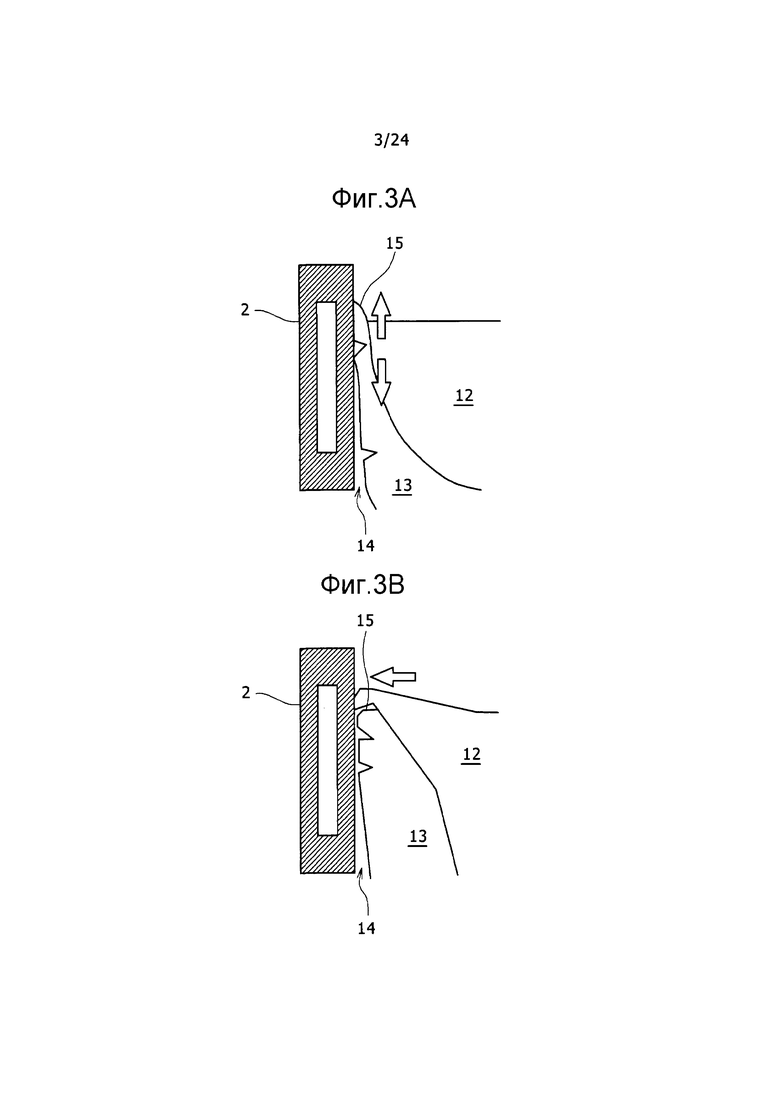
[Фиг. 3А] Фиг. 3А представляет чертеж, описывающий механизм образования поверхностных дефектов.
[Фиг. 3В] Фиг. 3В представляет чертеж, описывающий механизм образования поверхностных дефектов.
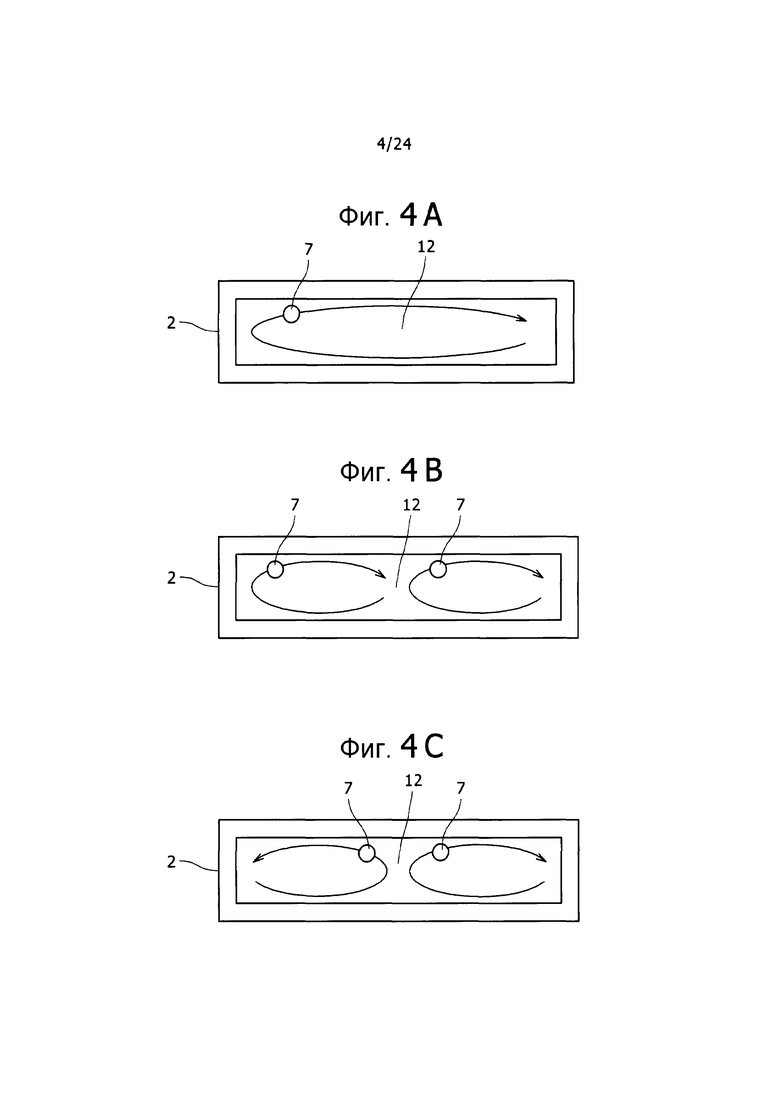
[Фиг. 4А] Фиг. 4А представляет модельную схему кристаллизатора на виде сверху.
[Фиг. 4В] Фиг. 4В представляет модельную схему кристаллизатора на виде сверху.
[Фиг. 4С] Фиг. 4С представляет модельную схему кристаллизатора на виде сверху.
[Фиг. 5] Фиг. 5 представляет вид сверху кристаллизатора.
[Фиг. 6А] Фиг. 6А представляет вид сверху кристаллизатора.
[Фиг. 6В] Фиг. 6В представляет вид сверху кристаллизатора.
[Фиг. 7А] Фиг. 7А представляет концептуальную диаграмму, показывающую колебания температуры поверхности сляба с течением времени.
[Фиг. 7В] Фиг. 7В представляет концептуальную диаграмму, показывающую колебания температуры поверхности сляба с течением времени.
[Фиг. 8] Фиг. 8 представляет модельную диаграмму, показывающую область контакта между кристаллизатором и слябом.
[Фиг. 9] Фиг. 9 представляет график, показывающий соотношение между протекающим тепловым потоком и температурой поверхности сляба.
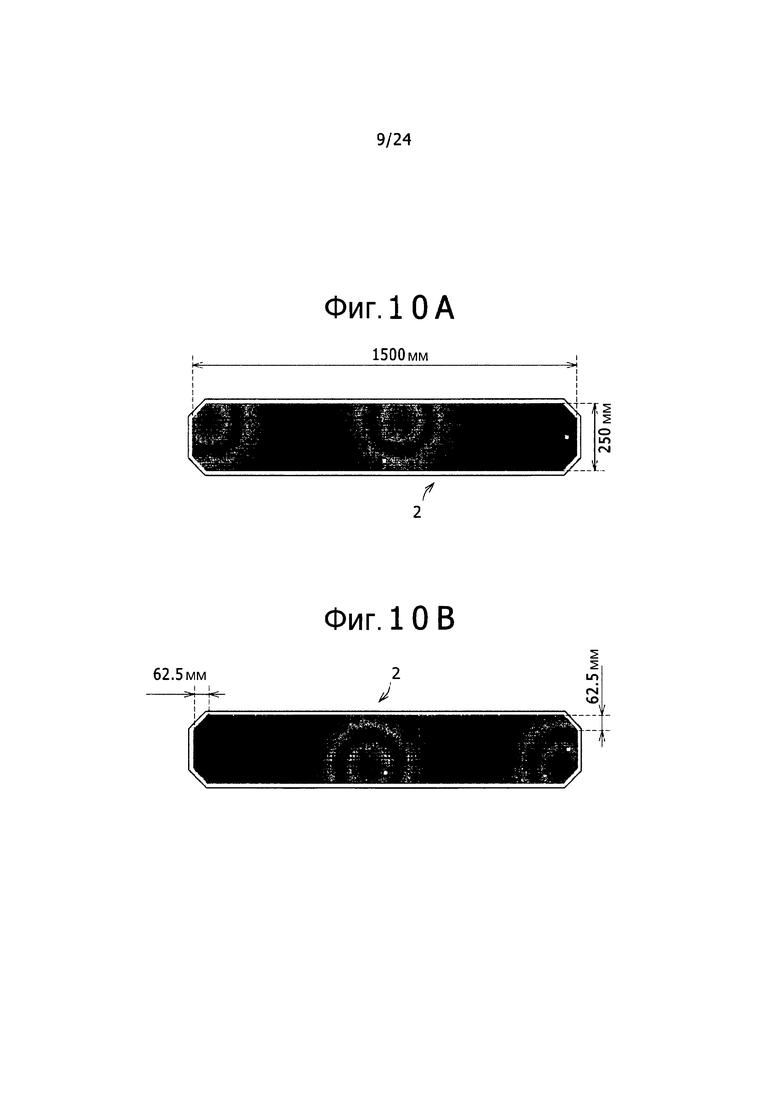
[Фиг. 10А] Фиг. 10А представляет диаграмму, показывающую режим перемещения плазменной горелки и распределение подвода тепла на поверхности расплавленного металла.
[Фиг. 10В] Фиг. 10В представляет диаграмму, показывающую режим перемещения плазменной горелки и распределение подвода тепла на поверхности расплавленного металла.
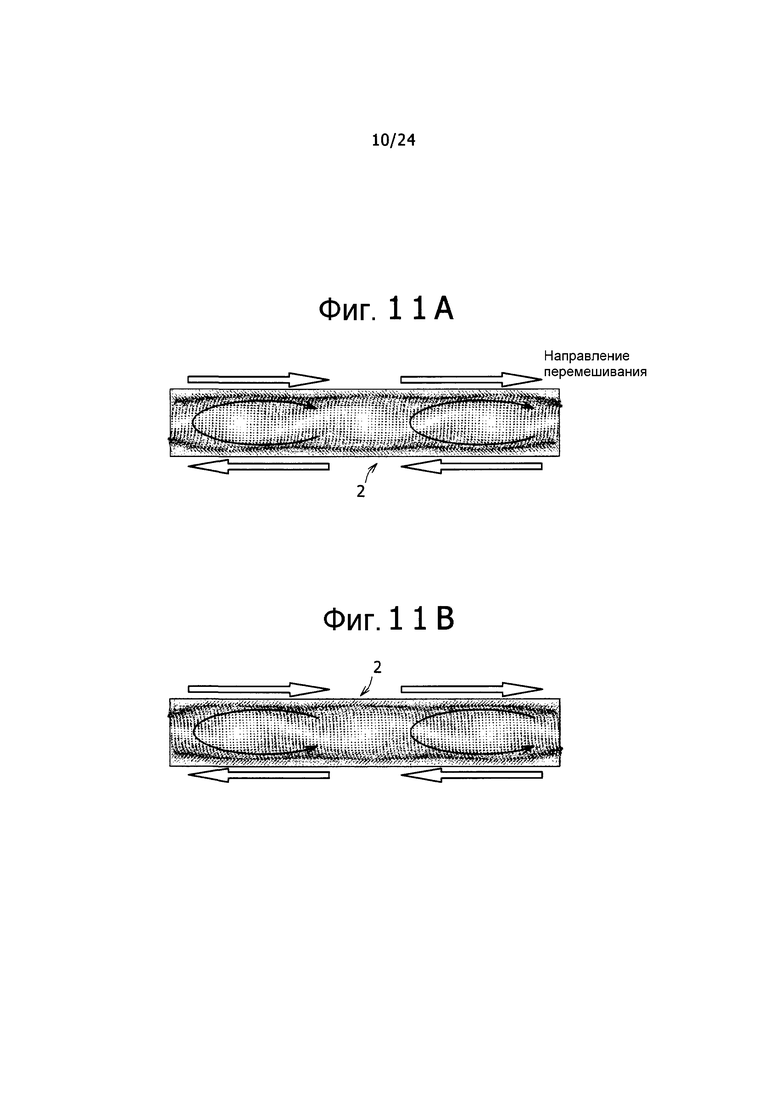
[Фиг. 11А] Фиг. 11А представляет диаграмму, показывающую режим электромагнитного перемешивания и распределение силы Лоренца.
[Фиг. 11В] Фиг. 11В представляет диаграмму, показывающую режим электромагнитного перемешивания и распределение силы Лоренца.
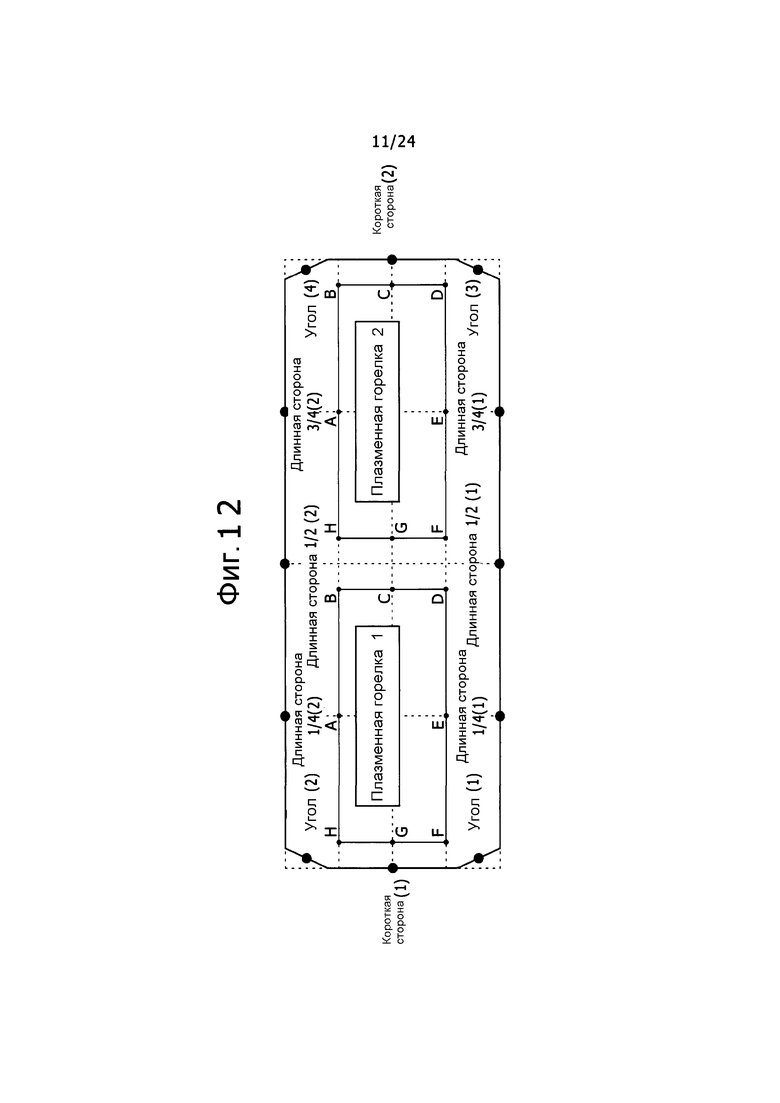
[Фиг. 12] Фиг. 12 представляет диаграмму, показывающую положения регистрации данных и положения плазменных горелок.
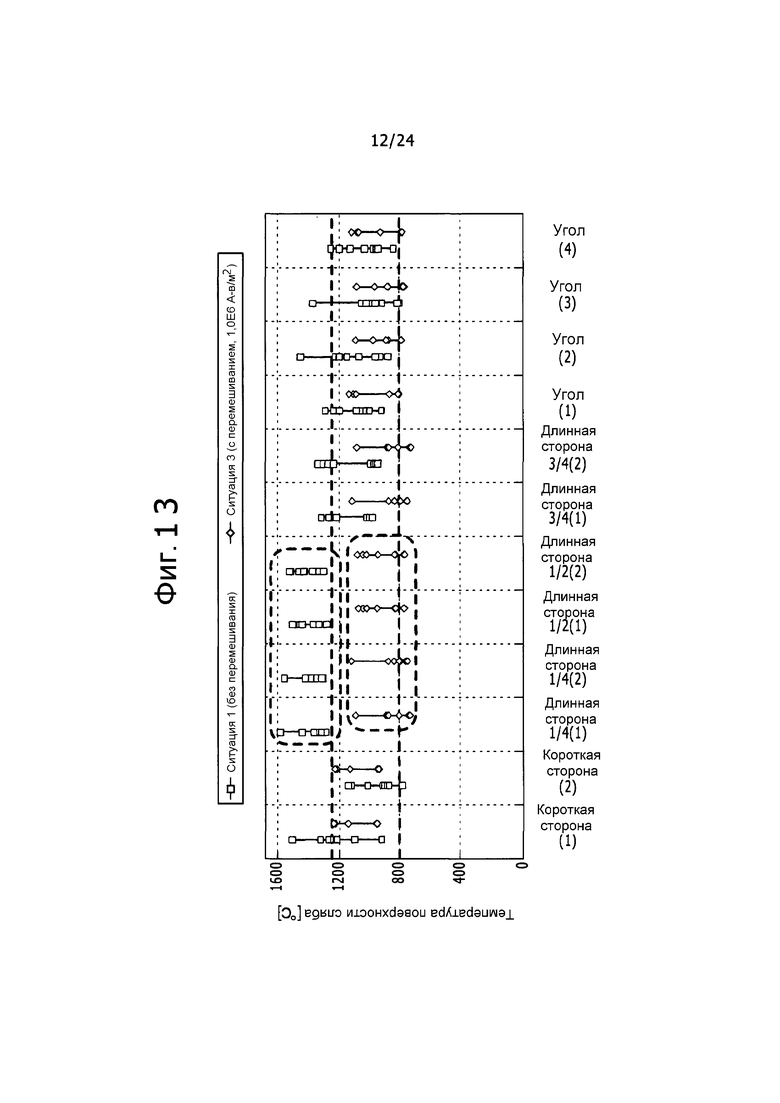
[Фиг. 13] Фиг. 13 представляет диаграмму, показывающую температуру поверхности сляба в каждом положении регистрации данных.
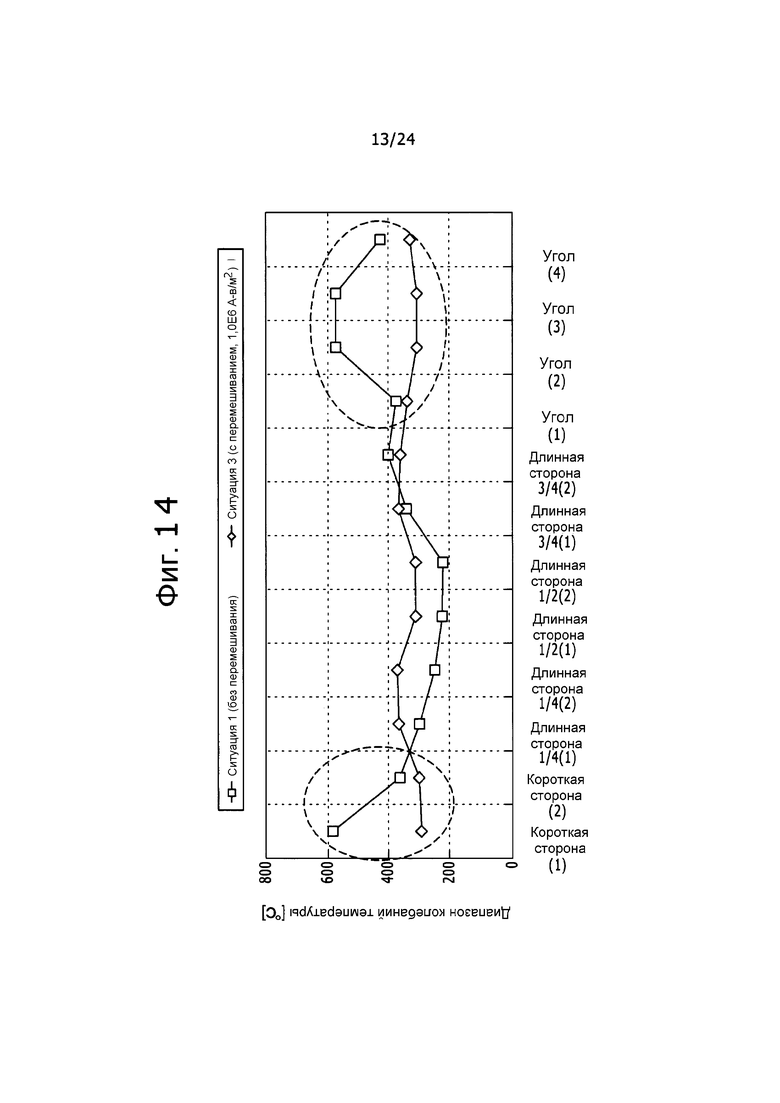
[Фиг. 14] Фиг. 14 представляет диаграмму, показывающую диапазон колебаний температуры в каждом положении регистрации данных.
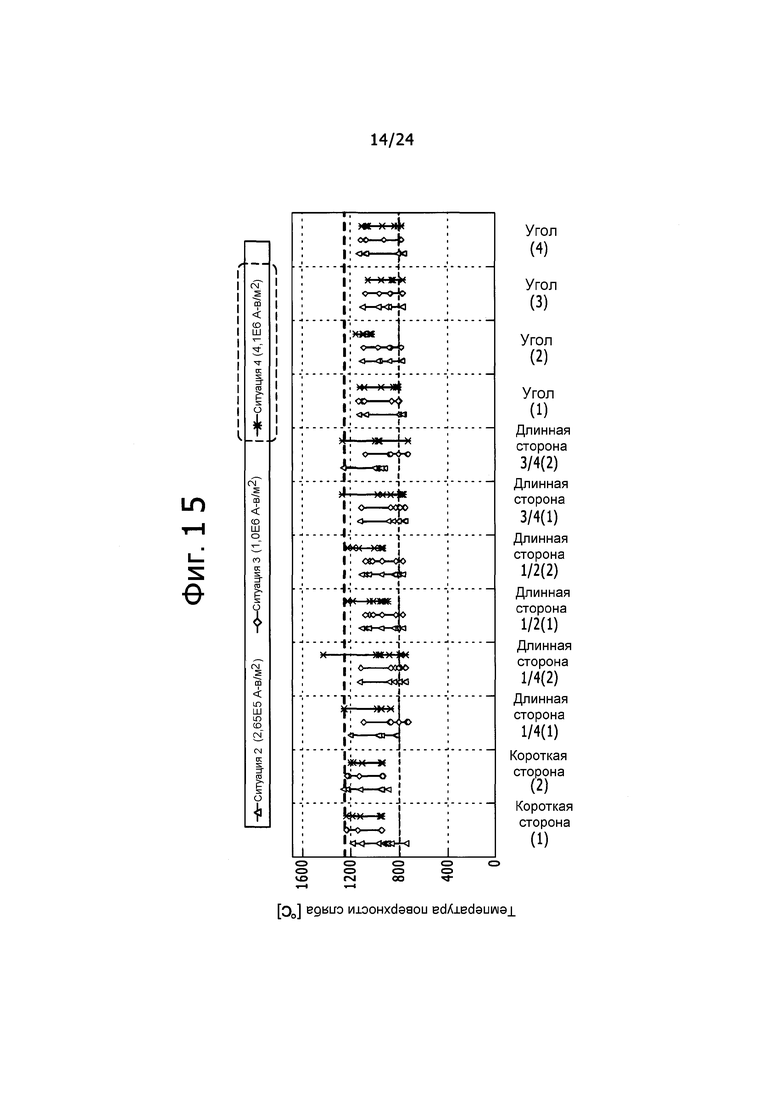
[Фиг. 15] Фиг. 15 представляет диаграмму, показывающую температуру поверхности сляба в каждом положении регистрации данных.
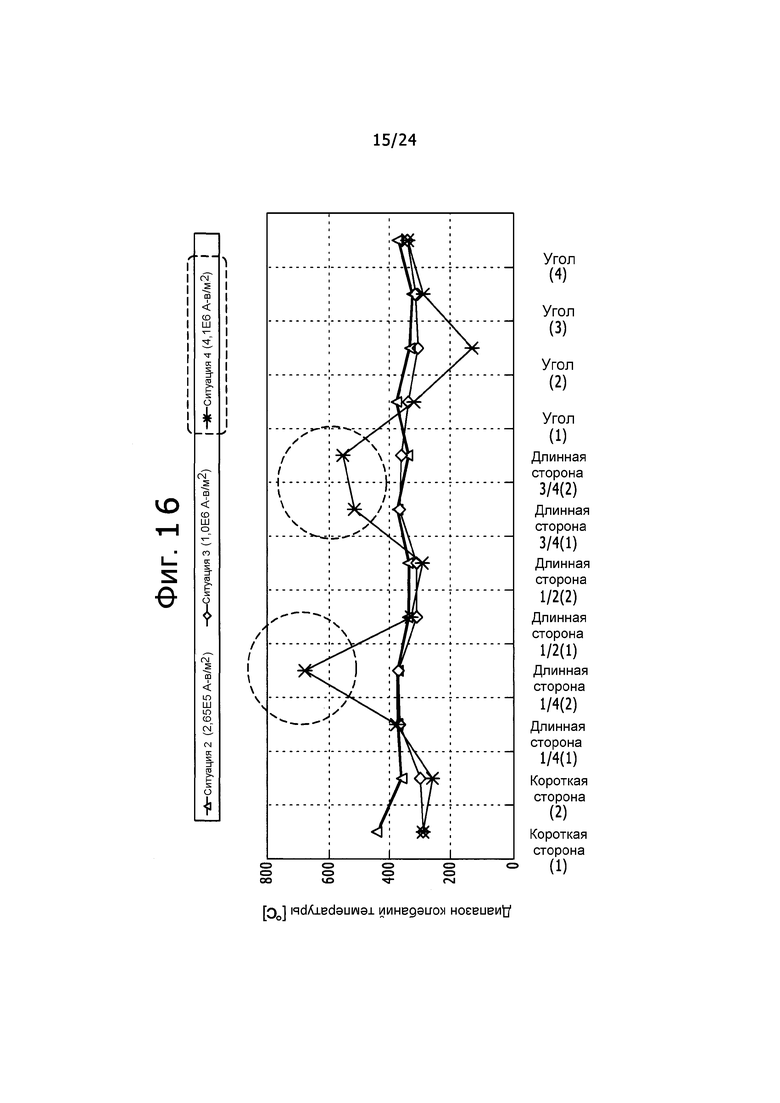
[Фиг. 16] Фиг. 16 представляет диаграмму, показывающую диапазон колебаний температуры в каждом положении регистрации данных.
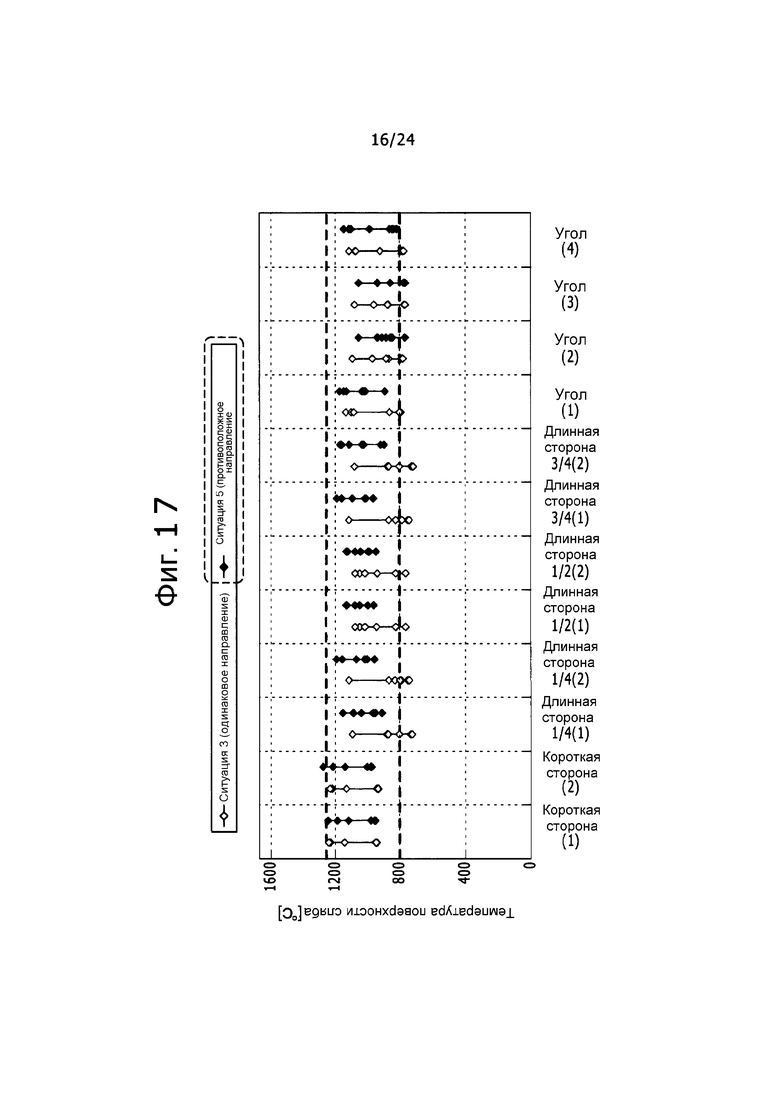
[Фиг. 17] Фиг. 17 представляет диаграмму, показывающую температуру поверхности сляба в каждом положении регистрации данных.
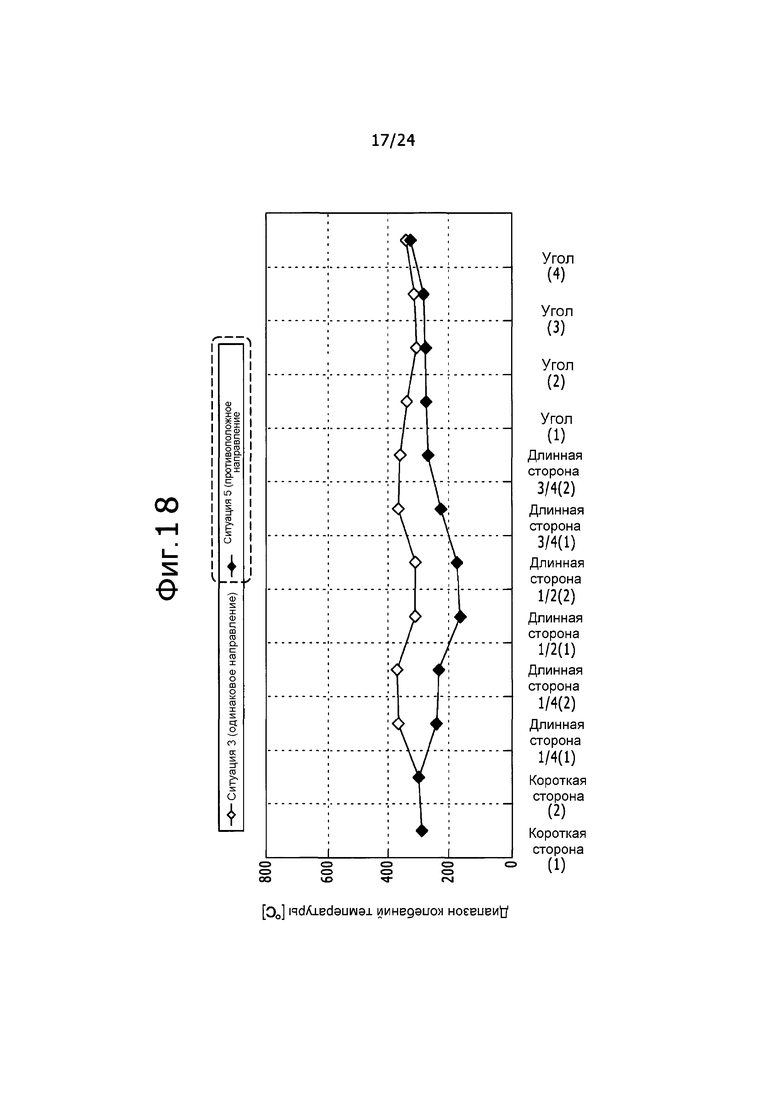
[Фиг. 18] Фиг. 18 представляет диаграмму, показывающую диапазон колебаний температуры в каждом положении регистрации данных.
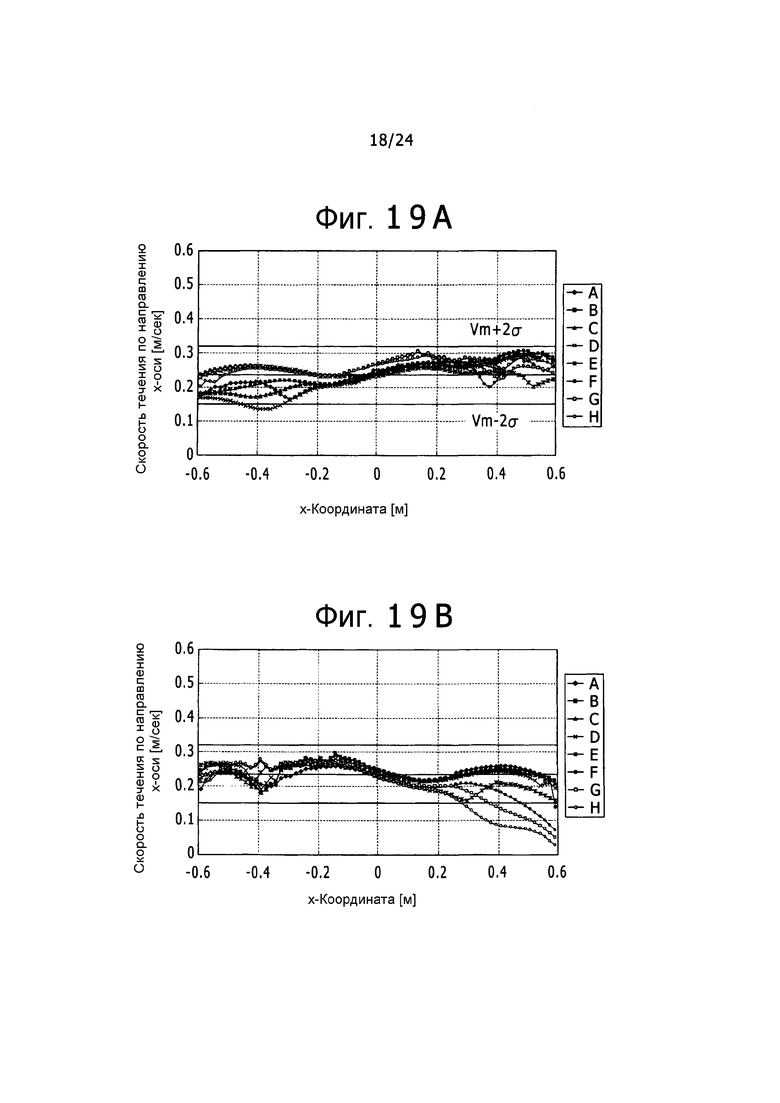
[Фиг. 19А] Фиг. 19А представляет график, показывающий скорости течения, измеренные на каждой линии.
[Фиг. 19В] Фиг. 19В представляет график, показывающий скорости течения, измеренные на каждой линии.
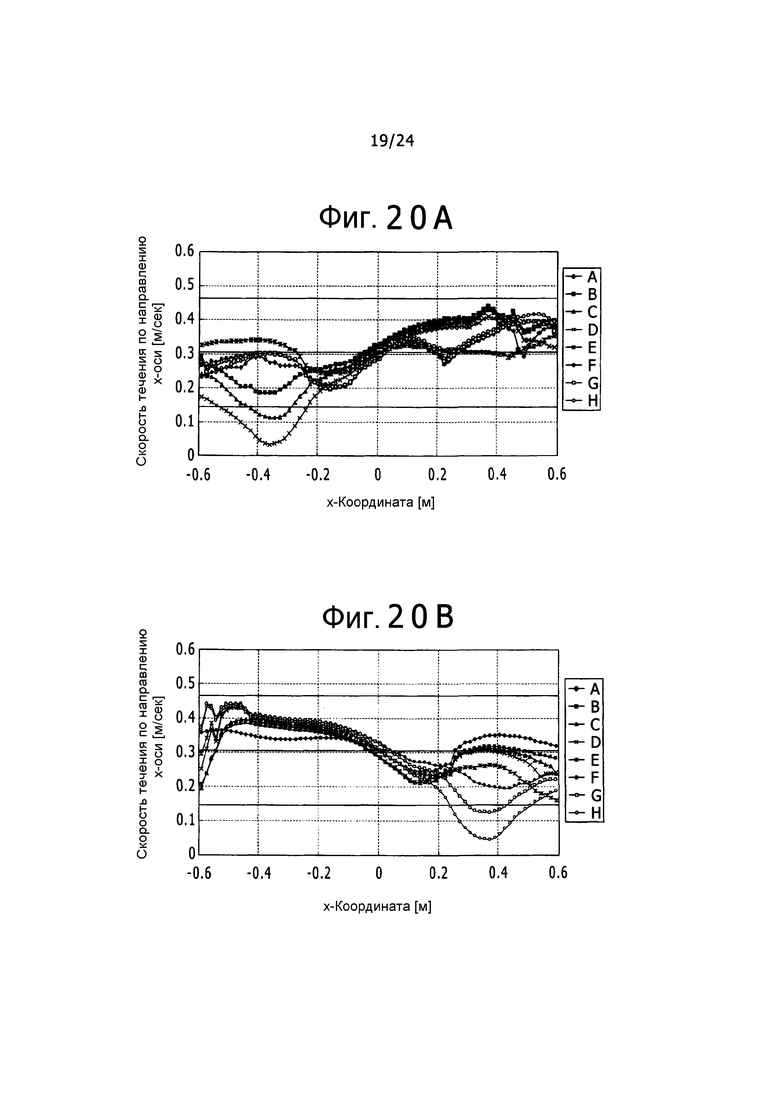
[Фиг. 20А] Фиг. 20А представляет график, показывающий скорости течения, измеренные на каждой линии.
[Фиг. 20В] Фиг. 20В представляет график, показывающий скорости течения, измеренные на каждой линии.
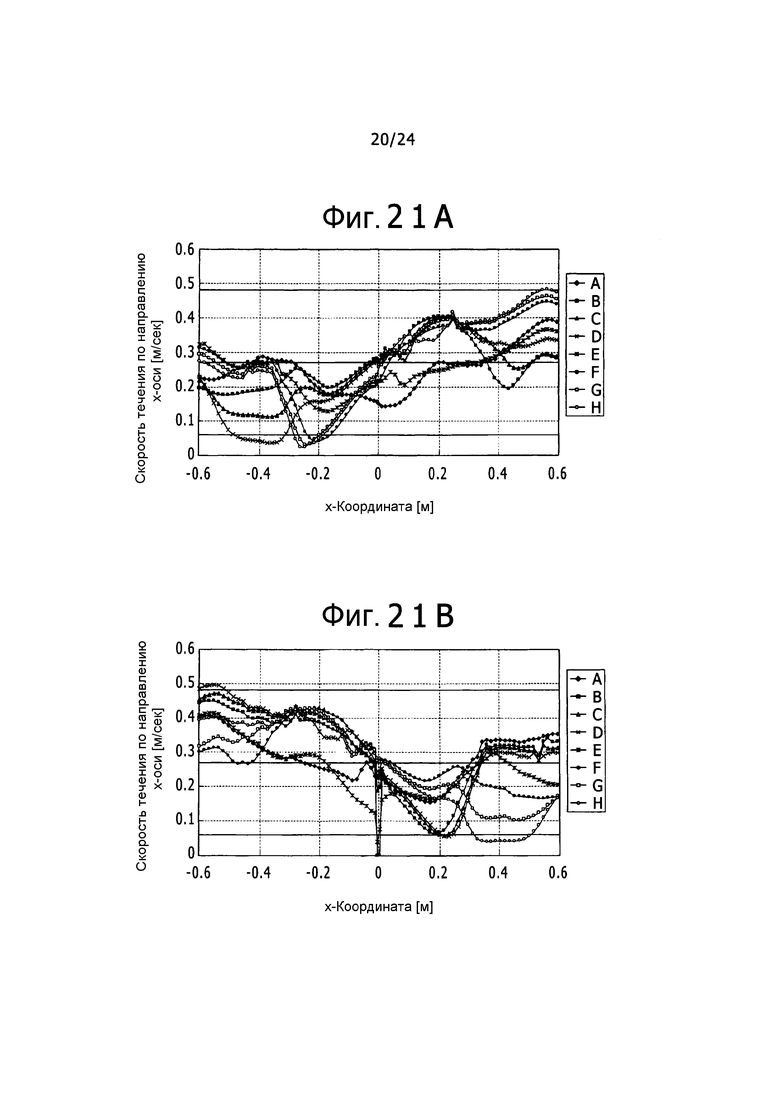
[Фиг. 21А] Фиг. 21А представляет график, показывающий скорости течения, измеренные на каждой линии.
[Фиг. 21В] Фиг. 21В представляет график, показывающий скорости течения, измеренные на каждой линии.
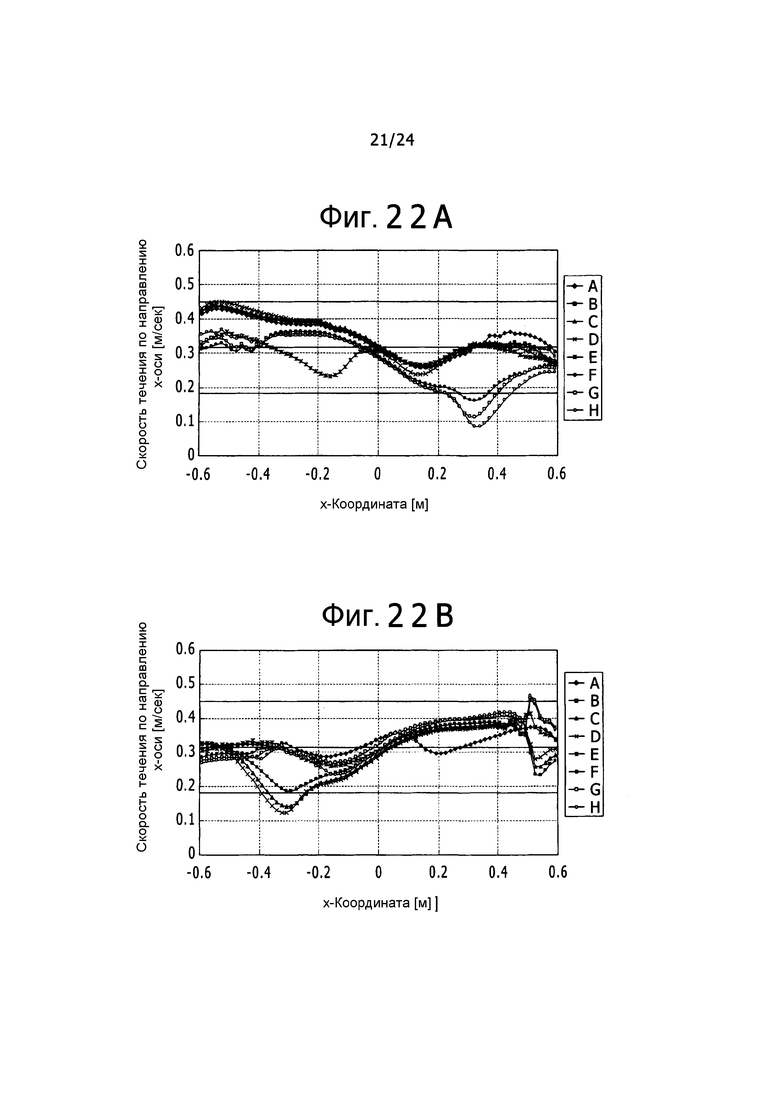
[Фиг. 22А] Фиг. 22А представляет график, показывающий скорости течения, измеренные на каждой линии.
[Фиг. 22В] Фиг. 22В представляет график, показывающий скорости течения, измеренные на каждой линии.
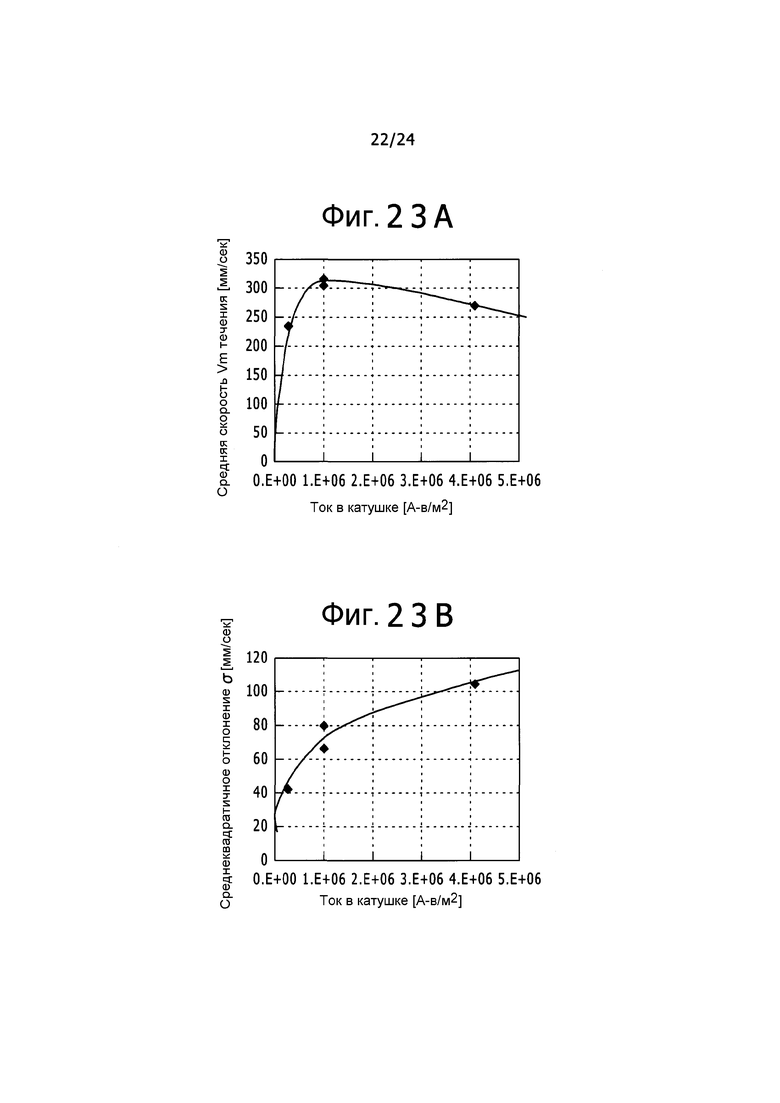
[Фиг. 23А] Фиг. 23А представляет график, показывающий соотношение между током катушки индуктивности и средними скоростями течения расплавленного металла.
[Фиг. 23В] Фиг. 23В представляет график, показывающий соотношение между током катушки индуктивности и среднеквадратичными отклонениями скоростей течения.
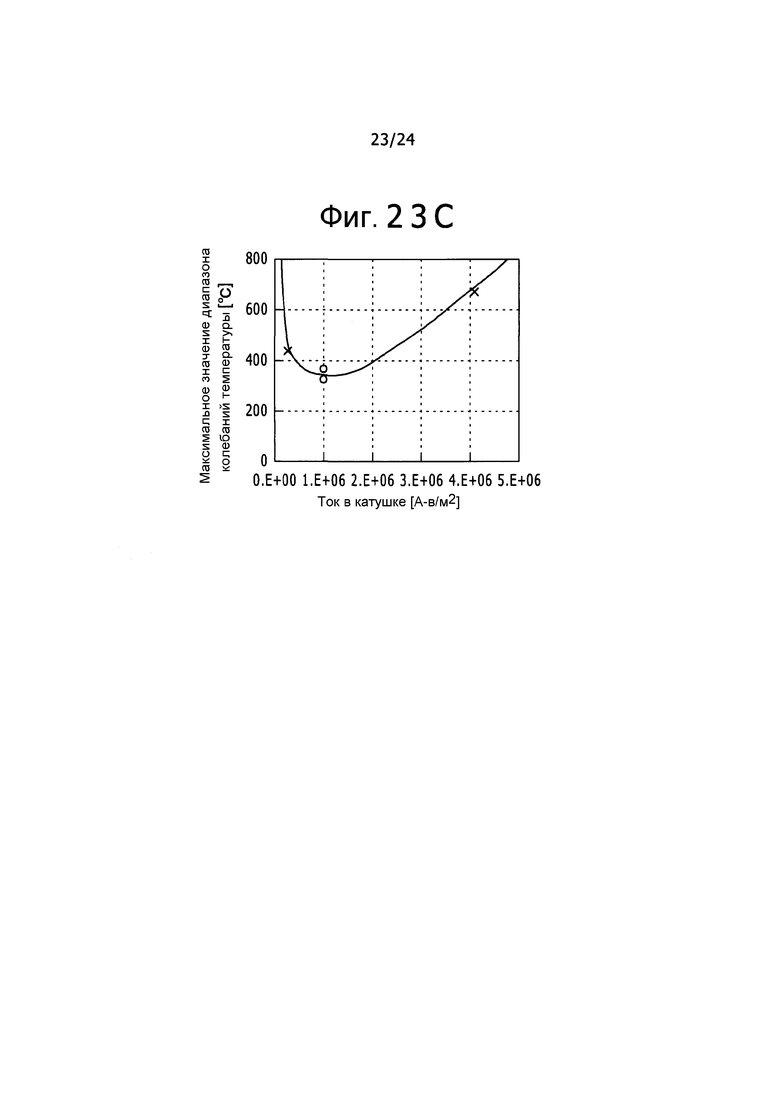
[Фиг. 23С] Фиг. 23С представляет график, показывающий соотношение между током катушки индуктивности и максимальными значениями диапазонов колебаний температуры.
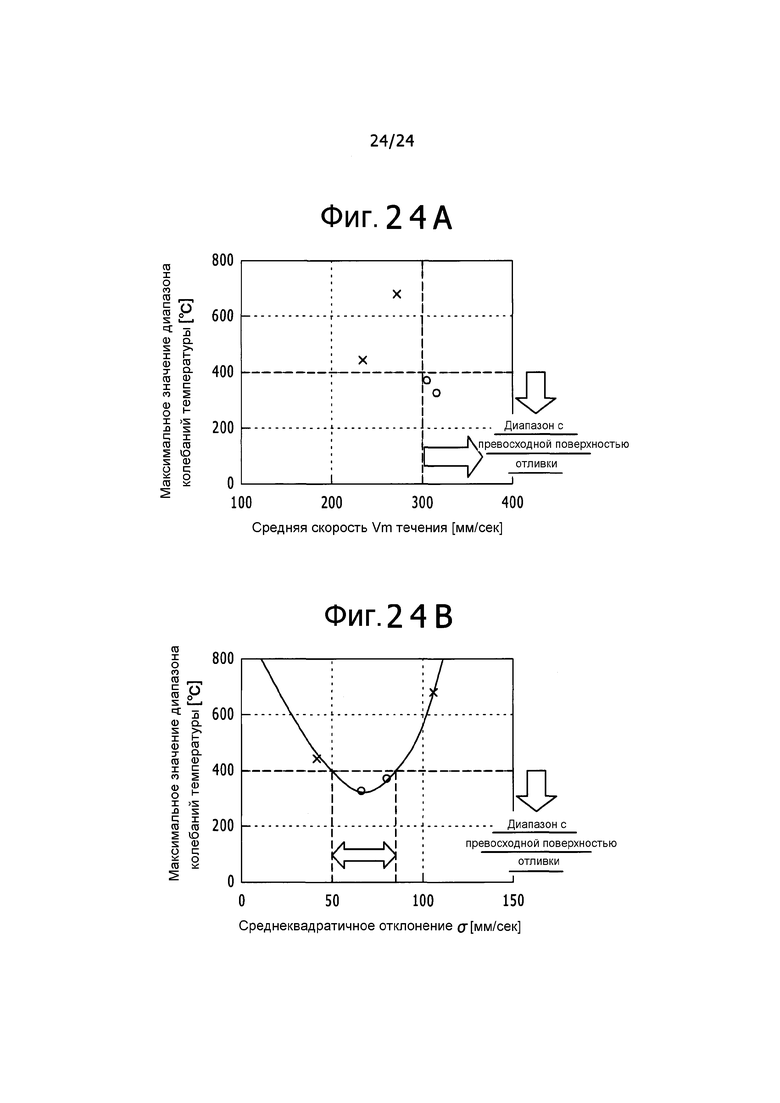
[Фиг. 24А] Фиг. 24А представляет график, показывающий соотношение между средними скоростями течения расплавленного металла и максимальными значениями диапазонов колебаний температуры.
[Фиг. 24В] Фиг. 24В представляет график, показывающий соотношение между среднеквадратичными отклонениями скоростей течения расплавленного металла и максимальными значениями диапазонов колебаний температуры.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0017] Далее будут описаны предпочтительные варианты осуществления настоящего изобретения со ссылкой на чертежи.
(Строение установки непрерывного литья)
[0018] В способе непрерывного литья сляба из титана или титанового сплава по настоящему изобретению введением расплавленного металла из титана или титанового сплава, расплавленного методом плазменно-дуговой плавки, в бездонный кристаллизатор с прямоугольным поперечным сечением и вытягиванием расплавленного металла вниз по мере затвердевания непрерывно отливают сляб из титана или титанового сплава. Установка 1 непрерывного литья для осуществления способа непрерывного литья сляба из титана или титанового сплава, как показано на Фиг. 1, изображающей ее вид в перспективе, и на Фиг. 2, изображающей ее вид в разрезе, включает в себя кристаллизатор 2, холодный тигель 3, устройство 4 загрузки сырья, плазменную горелку 5, исходный блок 6 и плазменную горелку 7. Установка 1 непрерывного литья окружена атмосферой инертного газа, включающей газообразный аргон, газообразный гелий и тому подобное.
[0019] Устройство 4 загрузки сырья подает исходные материалы (сырье) из титана или титанового сплава, такие как губчатый титан, скрап и тому подобные, в холодный тигель 3. Плазменная горелка 5 размещена над холодным тиглем 3 и используется для расплавления сырья внутри холодного тигля 3 путем создания плазменных дуг. Холодный тигель 3 вводит расплавленный металл 12, содержащий расплавленное сырье, в кристаллизатор 2 через заливной участок 3а. Кристаллизатор 2 изготовлен из меди и выполнен в форме без дна, имеющей прямоугольное поперечное сечение. По меньшей мере часть прямоугольного участка цилиндрической стенки кристаллизатора 2 выполнена так, чтобы через этот участок стенки циркулировала вода, тем самым охлаждая кристаллизатор 2. Исходный блок 6 является подвижным по направлению вверх и вниз посредством непоказанного приводного механизма и способен перекрывать проем нижней стороны кристаллизатора 2. Плазменная горелка 7 размещена над расплавленным металлом 12 внутри кристаллизатора 2 и выполнена с возможностью горизонтального перемещения над поверхностью расплавленного металла 12 с помощью непоказанного движущего средства, тем самым нагревая поверхность введенного в кристаллизатор 2 расплавленного металла 12 плазменными дугами.
[0020] При вышеуказанном исполнении затвердевание расплавленного металла 12, введенного в кристаллизатор 2, начинается от поверхности контакта между расплавленным металлом 12 и кристаллизатором 2 с системой водяного охлаждения. Затем, по мере того как исходный блок 6, перекрывающий проем нижней стороны кристаллизатора 2, опускается вниз с предварительно заданной скоростью, сляб 11 с прямоугольной цилиндрической формой, образовавшийся в результате затвердевания расплавленного металла 12, непрерывно отливается, будучи вытягиваемым вниз из кристаллизатора 2.
[0021] При таком исполнении затруднительно проводить литье титанового сплава с использованием электронно-лучевой плавки в атмосфере вакуума, поскольку следовые компоненты титанового сплава испарялись бы. Напротив, с использованием плазменно-дуговой плавки в атмосфере инертного газа можно выполнять литье не только чистого титана, но и титанового сплава.
[0022] Кроме того, установка 1 непрерывного литья может включать устройство загрузки флюса для нанесения флюса в твердофазном или жидкофазном состоянии на поверхность расплавленного металла 12 в кристаллизаторе 2. В этом исполнении нанесение флюса на расплавленный металл 12 в кристаллизаторе 2 при использовании электронно-лучевой плавки в атмосфере вакуума затруднительно, поскольку флюс рассеивался бы. Напротив, плазменно-дуговая плавка в атмосфере инертного газа имеет то преимущество, что флюс может быть нанесен на расплавленный металл 12 в кристаллизаторе 2.
(Эксплуатационные условия)
[0023] Когда сляб 11 из титана или титанового сплава получают непрерывным литьем, если на поверхности сляба 11 (поверхности отливки) имеются неоднородности или дефекты, то они приводили бы к дефектам поверхности в процессе прокатки, которая представляет собой следующую стадию. А значит, такие неоднородности или дефекты на поверхности сляба 11 должны быть удалены перед прокаткой путем обрезки или подобным методом. Однако эта стадия снижала бы коэффициент полезного использования материала и увеличивала бы число технологических операций, тем самым повышая стоимость непрерывного литья. Таким образом, существует потребность в выполнении литья сляба 11 без неоднородностей или дефектов на его поверхности.
[0024] Как показано на Фиг. 3А и 3В, при непрерывном литье получаемого из титана сляба 11 поверхность сляба 11 (затвердевшая оболочка 13) контактирует с поверхностью кристаллизатора 2 только вблизи поверхностной области расплавленного металла (области, протяженной от поверхности расплавленного металла на глубину приблизительно 10-20 мм), где расплавленный металл 12 нагревается плазменными дугами или электронным пучком. В более глубокой области, чем эта область контакта, сляб 11 претерпевает термическую усадку, в результате чего между слябом 11 и кристаллизатором 2 образуется воздушный зазор 14. Затем, как показано на Фиг. 3А, если подвод тепла к участку 15 начального затвердевания (затвердевающему участку расплавленного металла 12, первоначально приведенному в контакт с кристаллизатором 2) избыточен, поскольку затвердевшая оболочка 13 становится слишком тонкой, возникает «дефект отрыва», в котором участок поверхности затвердевшей оболочки 13 отрывается вследствие недостаточной прочности. С другой стороны, как показано на Фиг. 3В, если подвод тепла к участку 15 начального затвердевания недостаточен, возникает «дефект захвата расплавленного металла», в котором затвердевшая оболочка 13, которая нарастала (утолщалась), покрывается расплавленным металлом 12. Поэтому представляется, что условия подвода/отвода тепла, подаваемого к участку 15 первоначального затвердевания расплавленного металла 12 вблизи поверхностной области расплавленного металла, оказывали бы огромное влияние на свойства поверхности отливки, и считается, что сляб 11 с превосходной поверхностью отливки может быть получен при надлежащем регулировании условий подвода/отвода тепла, применимых к расплавленному металлу 12 вблизи поверхностной области расплавленного металла.
[0025] В этом исполнении, когда сляб 11, имеющий размеры, например, 250×750 мм, 250×1000 мм или 250×1500 мм, непрерывно отливают при плазменно-дуговой плавке, плазменная горелка 7 имеет ограничение по диапазону нагрева. Таким образом, в данных вариантах исполнения, как показано на Фиг. 4А, 4В и 4С, изображающих модельные диаграммы кристаллизатора 2 на виде сверху, плазменную горелку 7 вынуждают совершать горизонтальное вращение над расплавленным металлом 12. Фиг. 4А показывает траекторию вращения только одной плазменной горелки 7. С другой стороны, Фиг. 4В и 4С показывают траектории двух одновременно вращающихся плазменных горелок 7. На Фиг. 4В две плазменные горелки 7 вращаются в одном и том же направлении, тогда как на Фиг. 4С две плазменные горелки 7 вращаются в противоположном направлении.
[0026] Однако, когда плазменную горелку 7 вынуждают вращаться, продолжительность пребывания плазменной горелки 7 у длинных боковых частей кристаллизатора 2 длительна, а значит, подвод тепла на участке 15 начального затвердевания становится высоким, приводя к формированию тонкой затвердевшей оболочки 13. С другой стороны, продолжительность пребывания плазменной горелки 7 у коротких боковых и угловых частей кристаллизатора 2 кратковременна, а значит, и подвод тепла на участке 15 начального затвердевания становится недостаточным, и в результате этого затвердевшая оболочка 13 становится растущей (утолщается). По этой причине характеристики затвердевания становятся неравномерными в зависимости от положений в слябе 11, приводя тем самым к ухудшению свойств поверхности отливки.
[0027] Таким образом, в данных вариантах исполнения на стороне кристаллизатора 2 размещают непоказанное устройство электромагнитного перемешивания (ЭМП: электромагнитная мешалка в кристаллизаторе) и используют для перемешивания по меньшей мере на поверхности расплавленного металла 12 в кристаллизаторе 2 с помощью электромагнитной индукции. ЭМП представляет собой устройство, имеющее катушку с железным сердечником, намотанную в виде ЭМП-катушки. Перемешиванием расплавленного металла 12 с помощью ЭМП создается горизонтально вращающееся течение на или вблизи поверхности расплавленного металла 12.
[0028] В этом исполнении расплавленный металл 12 с более высокой температурой, находящийся у длинных боковых частей кристаллизатора 2, перемещается к коротким боковым и угловым частям кристаллизатора 2, тем самым сводя к минимуму расплавление участка 15 начального затвердевания у длинных боковых частей кристаллизатора 2 и нарастание участка 15 начального затвердевания у коротких боковых и угловых частей кристаллизатора 2. Таким образом, затвердевание может происходить равномерно по всему слябу 11, тем самым обеспечивая литье сляба 11, имеющего превосходное состояние поверхности отливки.
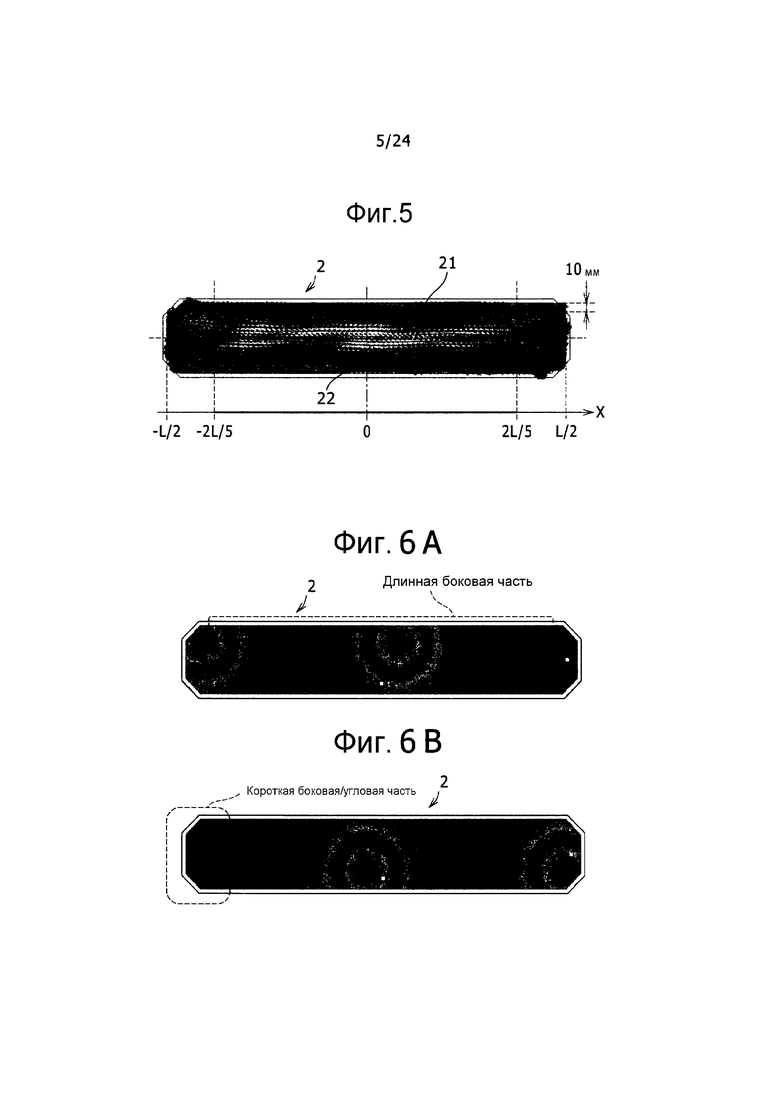
[0029] Было известно, что, когда средние значения температуры TS поверхности сляба 11 в области контакта между кристаллизатором 2 и слябом 11 находятся в диапазоне 800°С < TS <1250°С, может быть получен сляб 11, имеющий превосходное состояние поверхности отливки. На основе этого в данных вариантах исполнения, как показано на Фиг. 5, изображающей вид сверху кристаллизатора 2, длина длинной стороны сляба 11 обозначена как L, и ось х координат ориентирована по направлению длинной стороны сляба 11, причем нулевая точка начала координат находится на его центральной части. Тогда в окрестности стенок кристаллизатора у длинных боковых частей кристаллизатора 2 абсолютные значения средних величин Vm скоростей течения по направлению х-оси на поверхности расплавленного металла 12, расположенной в диапазоне -2L/5 ≤ x ≤ 2L/5, устанавливаются на 300 мм/сек или более. Окрестность стенок кристаллизатора у длинных боковых частей описываемого здесь кристаллизатора 2 представляет собой местоположение на расстоянии 10 мм от стенок кристаллизатора у длинных боковых частей кристаллизатора 2.
[0030] В этом варианте исполнения расплавленный металл 12 с более высокой температурой, находящийся у длинных боковых частей кристаллизатора 2, может предпочтительно перемещаться к коротким боковым и угловым частям кристаллизатора 2.
[0031] Кроме того, как описывается здесь ниже, среднеквадратичные отклонения σ абсолютных значений скоростей Vx течения расплавленного металла 12 по направлению х-оси, относящиеся к вариациям по месту и времени, ограничены диапазоном 50 мм/сек ≤ σ ≤ 85 мм/сек.
[0032] В этом варианте исполнения максимальные значения диапазонов колебаний температуры поверхности сляба 11 в области контакта, где расплавленный металл 12 и сляб 11 контактируют друг с другом, могут быть 400°С или менее по всей периферии сляба 11.
[0033] Следует отметить, что направление вращения потока, создаваемого по меньшей мере на поверхности расплавленного металла 12, может быть таким же, как направление вращения плазменной горелки 7, или же отличным от него. Однако диапазоны колебаний температуры поверхности сляба 11 могут быть сокращены создаваемым по меньшей мере на поверхности расплавленного металла 12 течением, имеющим направление вращения, противоположное направлению вращения плазменной горелки 7.
(Моделирования)
[0034] Затем для того чтобы получить сляб 11, имеющий превосходную поверхность отливки по всей периферии сляба 11, путем численных моделирований исследовали режим перемещения плазменной горелки 7 и режим электромагнитного перемешивания.
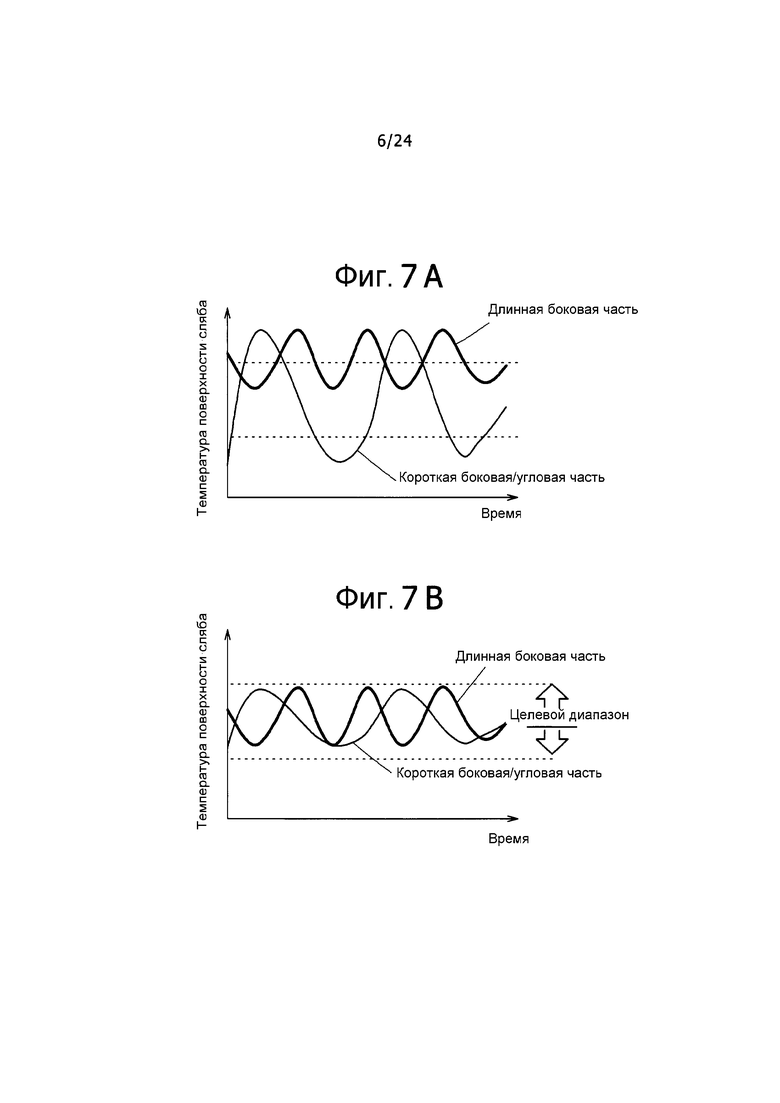
[0035] Сначала, как показано на Фиг. 6А и 6В, изображающих виды сверху кристаллизатора 2, обозначили каждую из длинных боковых частей и коротких боковых/угловых частей кристаллизатора 2. Фиг. 7А и 7В показывают концептуальную диаграмму, изображающую колебания температуры поверхности сляба 11 с течением времени на длинных боковых частях и на коротких боковых/угловых частях кристаллизатора 2.
[0036] Фиг. 7А показывает колебание температуры поверхности сляба 11 с течением времени в случае, когда происходит только перемещение плазменной горелки 7 без выполнения электромагнитного перемешивания. Продолжительность нагрева плазменной горелкой 7 является длительной на длинных боковых частях, поэтому здесь находится расплавленный металл 12 с более высокой температурой. С другой стороны, на коротких боковых/угловых частях продолжительность пребывания плазменной горелки 7 является короткой, поэтому диапазоны колебаний температуры оказываются увеличенными. Фиг. 7В показывает колебание температуры поверхности сляба 11 с течением времени в случае, когда, в дополнение к перемещению плазменной горелки 7, выполняется электромагнитное перемешивание. Найдено, что диапазоны колебаний температуры сделаны почти одинаковыми по всему слябу 11 в результате перемещения расплавленного металла 12 с более высокой температурой, находящегося у длинных боковых частей, к коротким боковым/угловым частям.
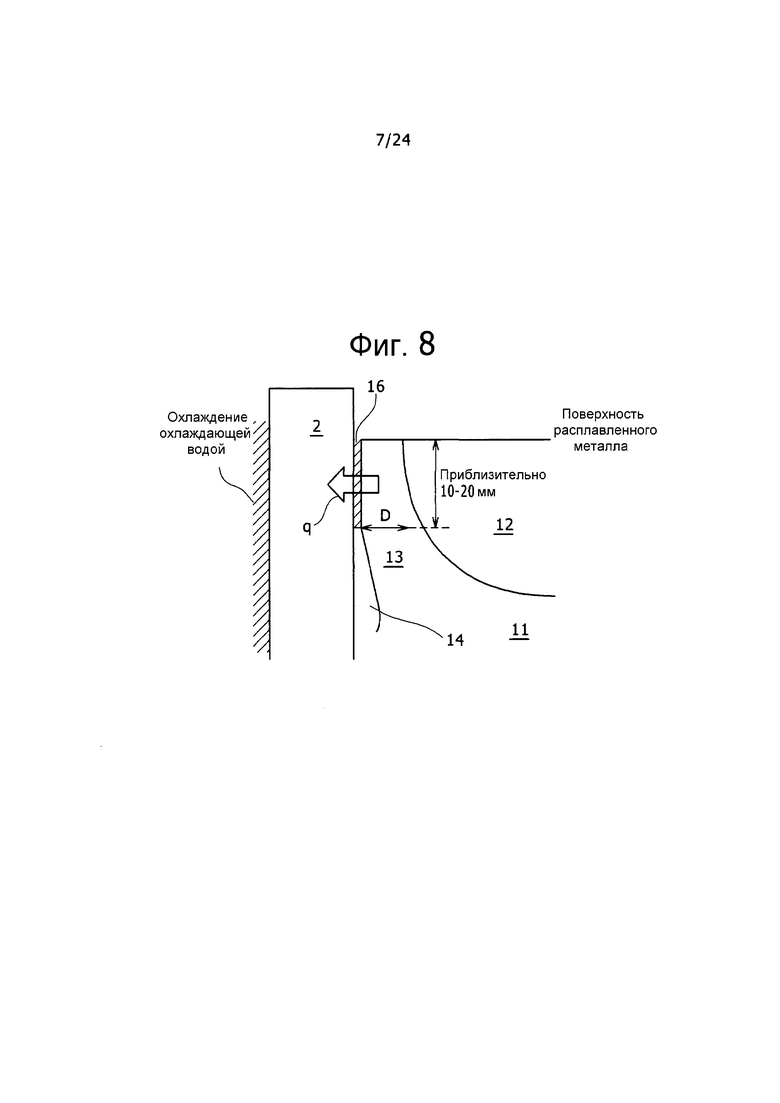
[0037] Затем оценивали средние значения температуры TS поверхности сляба 11 в области контакта между кристаллизатором 2 и слябом 11. Фиг. 8 показывает модельную диаграмму, изображающую область контакта между кристаллизатором 2 и слябом 11. Область 16 контакта представляет собой область, протяженную от поверхности расплавленного металла до глубины приблизительно 10-20 мм, где кристаллизатор 2 и сляб 11 находятся в контакте, показанную штриховкой на фигуре. В области 16 контакта создается тепловой поток q, проходящий от поверхности сляба 11 к кристаллизатору 2. Толщина затвердевшей оболочки 13 обозначена как D.
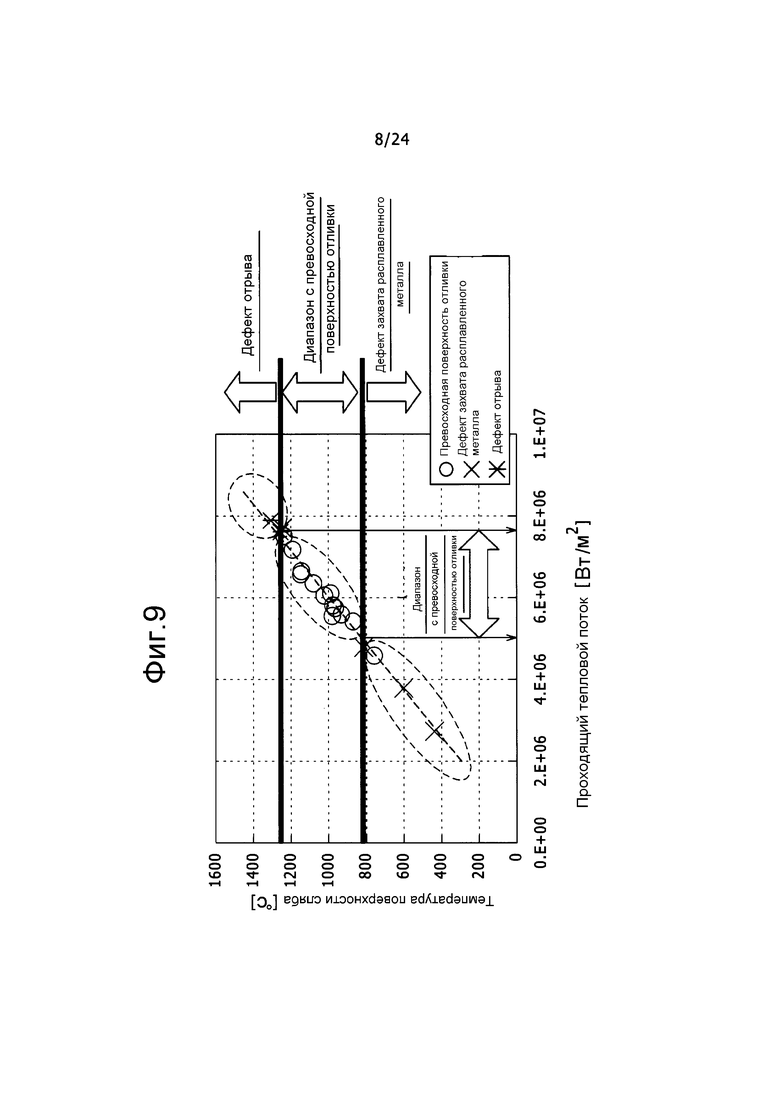
[0038] Фиг. 9 показывает соотношение между проходящим тепловым потоком q и температурой TS поверхности сляба 11. Найдено, что, когда средние значения температуры TS поверхности сляба 11 в области 16 контакта между кристаллизатором 2 и слябом 11 находятся в диапазоне 800°С < TS < 1250°С, может быть получен сляб 11, имеющий превосходное состояние поверхности отливки, без дефекта отрыва или дефекта захвата расплавленного металла. Также найдено, что если средние значения теплового потока «q», проходящего от поверхности сляба 11 к кристаллизатору 2 в области 16 контакта, находятся в диапазоне 5 МВт/м2 < q < 7,5 МВт/м2, может быть получен сляб 11, имеющий превосходное состояние поверхности отливки, без дефекта отрыва или дефекта захвата расплавленного металла.
[0039] Затем оценивали температуру поверхности сляба 11, изменяя режим перемещения плазменной горелки 7 и режим электромагнитного перемешивания. Фиг. 10А и 10В показывают режимы перемещения двух плазменных горелок 7 и распределение подвода тепла на поверхности расплавленного металла. Длина внутреннего края кристаллизатора 2 составляет 250×1500 мм, а выходная мощность каждой из плазменных горелок 7 составляет 750 кВт. Скорость перемещения плазменных горелок 7 составляет 50 мм/мин, и цикл перемещения плазменных горелок 7 занимает 30 сек. Скорость плавления составляет 1,3 тонны/час. Плазменные горелки 7 вынуждают вращаться внутри кристаллизатора 2 на расстоянии примерно 62,5 мм от стенок кристаллизатора.
[0040] Фиг. 11А и 11В показывают режим электромагнитного перемешивания и распределение силы Лоренца. На Фиг. 11А направление вращения потока, созданного электромагнитным перемешиванием, является таким же, как и направление вращения плазменной горелки 7, тогда как на Фиг. 11В направление вращения потока, созданного электромагнитным перемешиванием, противоположно направлению вращения плазменной горелки 7. Интенсивность перемешивания под действием электромагнитной индукции регулировали изменением силы тока в катушке. Следует отметить, что интенсивность перемешивания становится большей при повышении величины тока в катушке.
[0041] Для проведения оценки положения регистрации данных и положения плазменных горелок 7 были установлены так, как показано на Фиг. 12. Сначала центральные положения каждой из плазменных горелок 7 заданы как положения А-Н. Положения регистрации данных заданы вдоль внутреннего края кристаллизатора 2, которые включают следующие 12 мест: углы с (1) по (4), длинные стороны 1/4 (1) и (2), длинные стороны 1/2 (1) и (2), длинные стороны 3/4 (1) и (2), и короткие стороны (1) и (2). Затем температуру поверхности сляба 11 оценивали в пяти режимах, а именно, в Ситуациях 1-5. Подробности режимов в Ситуациях 1-5 показаны в Таблице 1.
[0042]
[Ампер-виток/м2]
[0043] Фиг. 13 показывает температуру поверхности сляба 11 в каждом положении регистрации данных в Ситуации 1, когда электромагнитное перемешивание не выполняется, и в Ситуации 3, когда электромагнитное перемешивание производится вращением по направлению, совпадающему с направлением вращения плазменной горелки 7. Фиг. 14 показывает диапазоны колебаний температуры в каждом положении регистрации данных в Ситуации 1 и Ситуации 3. Из Фиг. 13 найдено, что температура поверхности сляба 11 значительно снижена в результате электромагнитного перемешивания только в длинных боковых частях сляба 11. Кроме того, найдено, что температура поверхности сляба 11 колеблется в пределах по существу одного и того же диапазона по всей периферии сляба 11 в результате электромагнитного перемешивания. Из Фиг. 14 также найдено, что диапазоны колебаний температуры поверхности сляба 11 в результате электромагнитного перемешивания сокращаются на коротких боковых/угловых частях кристаллизатора 2. Наконец, найдено, что диапазоны колебаний температуры поверхности сляба 11 находятся почти на одном и том же уровне в результате электромагнитного перемешивания, независимо от положений регистрации данных.
[0044] Далее, Фиг. 15 показывает температуры поверхности сляба 11 для каждого положения регистрации данных в Ситуациях 2-4, среди которых различается интенсивность электромагнитного перемешивания. Фиг. 16 показывает диапазоны колебаний температуры для каждого положения регистрации данных в Ситуациях 2-4. Из Фиг. 16 найдено, что при повышении интенсивности электромагнитного перемешивания, в зависимости от положений регистрации данных, возникают вариации диапазонов колебаний температур поверхности сляба 11. Представляется, что это обусловлено нарушением течения расплавленного металла 12.
[0045] Далее, Фиг. 17 показывает температуру поверхности сляба 11 в каждом положении регистрации данных в Ситуации 3, когда электромагнитное перемешивание выполняется в том же направлении, что и направление вращения плазменных горелок 7, и в Ситуации 5, когда электромагнитное перемешивание выполняется в направлении, противоположном направлению вращения плазменных горелок 7. Кроме того, Фиг. 18 показывает диапазоны колебаний температуры в каждом положении регистрации данных в Ситуации 3 и Ситуации 5. Из Фиг. 18 найдено, что при выполнении электромагнитного перемешивания в направлении, противоположном направлению вращения плазменных горелок 7, диапазоны колебаний температуры поверхности сляба 11 дополнительно сокращаются, тем самым по существу попадая в пределы целевого диапазона во всей области.
[0046] Далее, для каждого состояния в Ситуациях 1-5 оценивали скорости течения расплавленного металла 12. Оценку проводили с использованием абсолютных значений скоростей течения по направлению х-оси на линиях 21 и 22, которые располагаются в 10 мм от стенок кристаллизатора у длинных боковых частей кристаллизатора 2 и проведены в диапазоне от -2L/5 до 2L/5 по х-координате, как видно на Фиг. 5. Затем выводили величины скорости течения, когда центр плазменной горелки 7 достигал положений А-Н. Следует отметить, что, в данных моделированиях выводятся значения вершинных элементов в расчетной модели для получения рассчитанных скоростей течения на поверхности расплавленного металла для оценки. Фиг. 19А показывает скорости течения, измеренные на линии 21 в Ситуации 2. Фиг. 19В показывает скорости течения, измеренные на линии 22 в Ситуации 2. Найдено, что скорости течения на линии 21 в Ситуации 2 имели небольшие вариации, обусловленные положениями и временем, а значит, могло быть создано стабильное течение. С другой стороны, также найдено, что средняя скорость течения на линии 22 в Ситуации 2 составляет 236 мм/сек, и эта скорость течения слишком мала для существенного перемещения расплавленного металла 12 к коротким боковым/угловым частям кристаллизатора 2.
[0047] Далее, Фиг. 20А показывает скорости течения, измеренные на линии 21 в Ситуации 3, тогда как Фиг. 20В показывает скорости течения, измеренные на линии 22 в Ситуации 3. Средняя скорость течения на линии 22 составляет 305 мм/сек. Кроме того, Фиг. 21А показывает скорости течения, измеренные на линии 22 в Ситуации 4, тогда как Фиг. 21В показывает скорости течения, измеренные на линии 22 в Ситуации 4. Средняя скорость течения на линии 22 составляет 271 мм/сек. Найдено, что по мере возрастания интенсивности электромагнитного перемешивания вариации скоростей течения становятся больше, а значит, течение нарушается.
[0048] Далее, Фиг. 22А показывает скорости течения, измеренные на линии 21 в Ситуации 5, тогда как Фиг. 22В показывает скорости течения, измеренные на линии 22 в Ситуации 5. Средняя скорость течения на линии 22 составляет 316 мм/сек. Найдено, что стабильное вращательное течение может быть получено при выполнении электромагнитного перемешивания в направлении, противоположном направлению вращения плазменных горелок 7.
[0049] Далее, Фиг. 23А показывает соотношение между током в катушке и средними скоростями течения расплавленного металла 12 во всех Ситуациях 1-5. Найдено, что средние скорости течения снижаются, когда интенсивность перемешивания чрезмерно возрастает. Кроме того, Фиг. 23В показывает соотношение между током в катушке и среднеквадратичными отклонениями скоростей течения расплавленного металла 12 во всех Ситуациях 1-5. Найдено, что течение нарушается, когда увеличивается интенсивность перемешивания. Фиг. 23С показывает соотношение между током в катушке и максимальными значениями диапазонов колебаний температуры во всех Ситуациях 1-5.
[0050] Далее, Фиг. 24А показывает соотношение между средними скоростями течения расплавленного металла 12 и максимальными значениями диапазона колебаний температуры. Кроме того, Фиг. 24В показывает соотношение между среднеквадратичными отклонениями скоростей течения расплавленного металла 12 и максимальными значениями диапазонов колебаний температуры. Найдено, что сляб 11, имеющий превосходное состояние поверхности отливки, может быть получен при поддерживании средних скоростей Vm течения расплавленного металла 12 по направлению х-оси на уровне 300 м/сек или более, и при среднеквадратичных отклонениях σ скоростей Vx течения расплавленного металла 12 по направлению х-оси в диапазоне 50 мм/сек ≤ σ ≤ 85 мм/сек на линиях 21 и 22, показанных на Фиг. 5.
(Эффекты)
[0051] Как описано выше, в способе непрерывного литья сляба из титана или титанового сплава согласно настоящему изобретению, в дополнение к вращательному перемещению плазменной горелки 7, создают горизонтально вращающееся течение с помощью электромагнитного перемешивания по меньшей мере на поверхности расплавленного металла 12 в кристаллизаторе 2. В этом варианте исполнения расплавленный металл 12 с более высокой температурой, находящийся у длинных боковых частей кристаллизатора 2, движется к коротким боковым и угловым частям кристаллизатора 2, тем самым сводятся к минимуму расплавление участка 15 начального затвердевания на длинных боковых частях кристаллизатора 2 и нарастание участка 15 начального затвердевания на коротких боковых и угловых частях кристаллизатора 2. Таким образом, затвердевание может происходить равномерно по всему слябу 11, тем самым обеспечивая литье сляба 11, имеющего превосходное состояние поверхности отливки.
[0052] Кроме того, в окрестности стенок кристаллизатора у длинных боковых частей кристаллизатора 2, устанавливая абсолютные значения средних величин скоростей течения по направлению х-оси на поверхности расплавленного металла 12, расположенной в диапазоне -2L/5 ≤ x ≤ 2L/5, на 300 мм/сек или более, расплавленный металл 12 с более высокой температурой, находящийся у длинных боковых частей кристаллизатора 2, можно предпочтительно перемещать к коротким боковым и угловым частям кристаллизатора 2.
[0053] Кроме того, в положениях на расстоянии 10 мм от стенок кристаллизатора у длинных боковых частей кристаллизатора 2, устанавливая абсолютные значения средних величин скоростей течения по направлению х-оси на поверхности расплавленного металла 12 на 300 мм/сек или более, расплавленный металл 12 с более высокой температурой, находящийся у длинных боковых частей кристаллизатора 2, можно предпочтительно перемещать к коротким боковым и угловым частям кристаллизатора 2.
[0054] Кроме того, ограничивая среднеквадратичные отклонения σ абсолютных значений скоростей течения расплавленного металла 12 по направлению х-оси, относящиеся к вариациям по месту и времени, в диапазоне 50 мм/сек ≤ σ ≤ 85 мм/сек, максимальные значения диапазонов колебаний температуры поверхности сляба 11 в области контакта, где расплавленный металл 12 и сляб 11 контактируют друг с другом, можно сделать на уровне 400°С или менее по всей периферии сляба 11.
[0055] Кроме того, за счет создания течения, вращающегося в направлении, противоположном направлению вращения плазменной горелки 7, по меньшей мере на поверхности расплавленного металла 12, могут быть сокращены диапазоны колебаний температуры поверхности сляба 11. Тем самым затвердевание может происходить равномерно по всему слябу 11.
(Модификации данных вариантов осуществления)
[0056] Выше описаны варианты осуществления настоящего изобретения, однако очевидно, что вышеуказанные варианты осуществления служат исключительно в качестве примеров и не ограничивают настоящее изобретение. Конкретные конструкции и тому подобные особенности настоящего изобретения могут быть модифицированы и спроектированы сообразно потребностям. Кроме того, действия и эффекты настоящего изобретения, описанные в вышеуказанных вариантах осуществления, представляют собой не более чем наиболее предпочтительные действия и эффекты, достигаемые настоящим изобретением, поэтому действия и эффекты по настоящему изобретению не ограничиваются теми, которые описаны в вышеуказанных вариантах осуществления настоящего изобретения.
[0057] Настоящая заявка основана на заявке на Японский патент (Японской патентной заявке № 2013-010247), поданной 23 января 2013 года, содержание которой включено сюда по ссылке.
[0058] РАЗЪЯСНЕНИЕ ССЫЛОЧНЫХ ПОЗИЦИЙ
1 Установка непрерывного литья
2 Кристаллизатор
3 Холодный тигель
3а Заливной участок
4 Устройство загрузки сырья
5 Плазменная горелка
6 Исходный блок
7 Плазменная горелка
11 Сляб
12 Расплавленный металл
13 Затвердевшая оболочка
14 Воздушный зазор
15 Участок начального затвердевания
16 Область контакта
21, 22 Линии
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКА ИЗ ТИТАНА ИЛИ ТИТАНОВОГО СПЛАВА | 2014 |
|
RU2623526C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ДЛЯ СЛИТКА, ИЗГОТАВЛИВАЕМОГО ИЗ ТИТАНА ИЛИ ТИТАНОВОГО СПЛАВА | 2014 |
|
RU2613253C2 |
| УСТАНОВКА НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ, ПОЛУЧЕННЫХ ИЗ ТИТАНА ИЛИ ТИТАНОВОГО СПЛАВА | 2014 |
|
RU2633145C2 |
| ТИТАНОВЫЙ СЛЯБ ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ, ПРОИЗВЕДЕННЫЙ С ПОМОЩЬЮ ЭЛЕКТРОННО-ЛУЧЕВОЙ ПЛАВИЛЬНОЙ ПЕЧИ, ПРОЦЕСС ЕГО ПРОИЗВОДСТВА И ПРОЦЕСС ПРОКАТКИ ТИТАНОВОГО СЛЯБА ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ | 2010 |
|
RU2552209C2 |
| ТИТАНОВЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И ТИТАНОВЫЙ МАТЕРИАЛ ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ | 2016 |
|
RU2676197C1 |
| СПОСОБ ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ УДЛИНЕННОГО СЕЧЕНИЯ | 2004 |
|
RU2357833C2 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ СЛЯБОВ ИЗ РАСПЛАВЛЕННОГО МЕТАЛЛА | 1997 |
|
RU2196021C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТИТАНОВОГО СЛИТКА | 2012 |
|
RU2556255C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ ИЛИ ПЛАЗМЕННОЙ ЗОННОЙ ПЛАВКИ В КВАДРАТНЫЙ КРИСТАЛЛИЗАТОР | 2007 |
|
RU2454471C2 |
| СПОСОБ И УСТРОЙСТВО УПРАВЛЕНИЯ ПОТОКАМИ В КРИСТАЛЛИЗАТОРЕ НЕПРЕРЫВНОГО ЛИТЬЯ СЛЯБОВ | 2003 |
|
RU2325245C2 |
Изобретение относится к металлургии. Способ непрерывного литья включает подачу расплавленного титана или титанового сплава в бездонный кристаллизатор 2 с прямоугольным поперечным сечением и вытягивание вниз по мере его затвердевания. Над поверхностью расплавленного металла (12) в кристаллизаторе (2) осуществляют вращение плазменной горелки (7) в горизонтальном направлении. Электромагнитным перемешиванием расплава создают горизонтально вращающееся течение, по меньшей мере, на поверхности расплавленного металла (12) в кристаллизаторе (2). Обеспечивается получение сляба с превосходным состоянием поверхности. 3 з.п. ф-лы, 24 ил., 1 табл.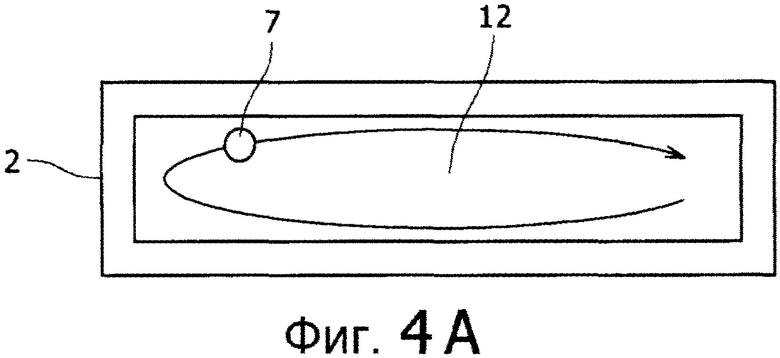
1. Способ непрерывного литья сляба из титана или титанового сплава введением расплавленного металла с расплавленным титаном или титановым сплавом в нем в бездонный кристаллизатор с прямоугольным поперечным сечением и вытягиванием расплавленного металла вниз по мере затвердевания,
причем осуществляют горизонтальное вращение плазменной горелки над поверхностью расплавленного металла в кристаллизаторе, и
электромагнитным перемешиванием создают горизонтально вращающееся течение по меньшей мере на поверхности расплавленного металла в кристаллизаторе,
при этом, когда длина длинной стороны сляба обозначена как L, а ось х координат ориентирована по направлению длинной стороны сляба и нулевая точка начала координат находится на его центральной части, в окрестности стенок кристаллизатора у длинных боковых частей кристаллизатора абсолютные значения средних величин скоростей течения на поверхности расплавленного металла по направлению х-оси, расположенной в диапазоне - 2L/5≤x≤2L/5, составляют 300 мм/сек или более.
2. Способ по п. 1, при котором окрестность стенок кристаллизатора у длинных боковых частей кристаллизатора представляет собой местоположение на расстоянии 10 мм от стенок кристаллизатора у длинных боковых частей кристаллизатора.
3. Способ по п. 1 или 2, при котором среднеквадратичные отклонения σ абсолютных значений скоростей течения расплавленного металла по направлению х-оси, относящиеся к вариациям по месту и времени, ограничены диапазоном 50 мм/сек ≤ σ ≤ 85 мм/сек.
4. Способ по п. 1 или 2, при котором по меньшей мере на поверхности расплавленного металла создают течение, вращающееся в направлении, противоположном направлению вращения плазменной горелки.
| WO 2005025774 A2, 24.03.2005 | |||
| JP 2006299302 A, 02.11.2006 | |||
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОЙ ПОЛОСЫ, ПРОКАТАННОЙ В ФЕРРИТНОМ СОСТОЯНИИ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2218426C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ ФОРМИРОВАНИЯ СЛИТКОВ В ЭЛЕКТРОННО-ЛУЧЕВЫХ ПЕЧАХ | 2005 |
|
RU2309997C2 |

