Изобретение относится к способам электронно-лучевой сварки труб, преимущественно труб из высокоактивных металлов, таких как цирконий, титан и т.д., когда торцы труб совместно стыкуются и оплавляются электронным лучом с одновременным вводом в зону сварки присадочного материала.
Трубы из циркониевого сплава с 25% ниобия широко применяются в каналах ядерных реакторов типа РБМК-1000 и др. Ввиду высокой стоимости циркония его используют только в активной зоне реактора, поэтому циркониевые трубы, а их в реакторе около 2000, сваривают с нержавеющими частями через специальные биметаллические трубчатые переходники цирконий-сталь, которые приваривают по концам циркониевой трубы, а уже после этого к нержавеющим концам переходников приваривают с помощью аргоно-дуговой сварки нержавеющие части каналов.
Известен способ электронно-лучевой сварки труб из циркониевых и титановых сплавов с введением в зону сварки присадочного материала (см. патент РФ №2085347 от 27.07.1997 г. "Способ электронно-лучевой сварки труб с присадочной проволокой").
По этому способу торцы свариваемых труб обрабатывают под V-образную разделку, после чего их стыкуют на оправке и электронным лучом сначала сваривают корень шва, а потом заполняют V-образную разделку шва путем одновременного оплавления стенок разделки и подаваемой в нее присадочной проволоки из циркониевого сплава. Для сварки канальных труб (88×4 мм требуется три цикла сварки: сварка корня шва, толщиной около 2 мм, и два цикла по заполнению разделки металлом присадочной проволоки.
Сварка ведется в вакуумной камере установки для электронно-лучевой сварки. Присадочную проволоку подают в разделку, синхронизируя скорость ее подачи со скоростью вращения трубы с помощью пульта управления.
Процесс электронно-лучевой сварки по этому способу усложнен тем, что необходимо одновременно расплавлять присадочную проволоку и боковые стенки разделки сварного шва. При подаче в разделку присадочной проволоки она все время "гуляет" по разделке из-за своей упругости и неравномерной жесткости по длине, что порой приводит к образованию непроваров и пор в сварном шве.
Это происходит в тех случаях, когда проволока "уходит" из-под луча, не успев полностью расплавиться. Для устранения этого недостатка присадочную проволоку подают непосредственно в жидкую ванну, для чего увеличивают мощность электронного луча, что, в свою очередь, вызывает перегрев сварного шва и увеличение ширины зоны его термического влияния, а это на трубах из циркониевых сплавов снижает прочностные характеристики сварного шва и его коррозионную стойкость.
Задачей, на решение которой направлено заявляемое изобретение, является упрощение процесса электронно-лучевой сварки и повышение прочностных и коррозионных свойств сварного соединения в горячей воде и паре при температурах до 350°С за счет снижения тепловложения в сварной шов.
Технический результат, получаемый в результате решения поставленной задачи, состоит в удешевлении процесса электронно-лучевой сварки и упрощении сварочного оборудования, необходимого для электронно-лучевой сварки труб из высокоактивных металлов.
Кроме этого, в результате повышения прочностных и коррозионных свойств сварного соединения повышается гарантированный срок эксплуатации ядерной энергетической установки, содержащей несколько тысяч таких сварных соединений.
Указанный технический результат достигается тем, что в способе электронно-лучевой сварки труб, заключающемся в том, что производят разделку кромок труб под сварку, устанавливают их в стык и осуществляют их совместное плавление с использованием присадочного материала, при этом на боковой поверхности на конце одной из труб выполняют кольцевой выступ с поперечным сечением в виде равнобедренного треугольника, вершина одного из углов основания которого расположена на наружной кромке трубы, а торец на этом конце трубы срезают под углом внутрь трубы до внутренней кромки торца, которую при механической обработке выполняют сдвинутой по оси внутрь трубы от торца на величину половины основания выступа, а торец другой трубы срезают под углом наружу трубы с получением внутренней кромки, сдвинутой на ту же величину, и после стыковки труб направляют электронный луч на вершину присадочного выступа, после чего одновременно расплавляют электронным лучом присадочный выступ, стенку трубы и торцы труб;
- кроме того, внутренние кромки труб в стыке выполняют одного диаметра за счет снятия фасок под углом 5° к осям труб на глубину стенки трубы не более 0,5 м.
Заявляемый способ электронно-лучевой сварки труб из высокоактивных металлов, таких как цирконий и титан, решает сразу несколько технологических задач. Заявленный способ позволяет отказаться от присадочной проволоки и от устройства для ее подачи в зону сварки, заменив все это стационарной присадкой в виде кольцевого выступа на конце одной из свариваемых труб. Кольцевой присадочный выступ на конце одной из труб упрощает и стабилизирует процесс подачи присадочного материала в зону сварки, а также позволяет легко запрограммировать оптимальный режим электронно-лучевой сварки, т.к. величина фокального пятна электронного луча, сила тока в луче и скорость вращения трубы в данном случае практически не связаны со скоростью подачи присадочного материала в зону сварки, а связаны лишь с его объемом, заключенным в кольцевом присадочном выступе, объем которого легко рассчитывается в зависимости от толщины стенки трубы. Чаще всего трубы, особенно из циркониевых сплавов, свариваются с различными точеными концевыми деталями, такими как, например, биметаллические переходники цирконий-сталь, которые используют при сварке циркониевых частей каналов для ядерных реакторов. Биметаллические переходники цирконий-сталь изготавливаются из толстой сварной заготовки, получаемой диффузионной сваркой, поэтому выточить на циркониевом конце переходника кольцевой присадочный выступ не представляет труда.
Кольцевой присадочный выступ в отличие от известных представляет собой в поперечном сечении равнобедренный треугольник, по вершине которого легко устанавливать фокальное пятно электронного луча строго по оси шва, которая проходит через вершину присадочного выступа и в заявляемом способе через корень сварного шва.
Расположение корня сварного шва на оси симметрии равнобедренного треугольника достигается тем, что вершину одного из углов присадочного выступа располагают на наружной кроме трубы, а чтобы вершина равнобедренного треугольника лежала на одной оси с корнем сварного шва, торец этой трубы скашивают внутрь трубы до внутренней кромки торца, которую смещают по оси внутрь трубы на величину половины основания выступа, т.е. половины основания равнобедренного треугольника. Это приводит к тому, что внутренняя кромка трубы располагается точно по оси симметрии равнобедренного треугольника. Для плотного смыкания торцов свариваемых труб на ответной трубе торец также скашивают, но только наружу от торца, чтобы его внутренняя кромка была смещена наружу на величину, равную половине основания кольцевого выступа. Это позволяет стыковать трубы без зазора, при этом электронный луч, расплавляя присадочный выступ и стенку трубы, будет всегда выходить внутрь трубы точно на место стыка внутренних кромок свариваемых торцов труб, что обеспечивает при оптимальном подборе параметров режима электронного луча качественное формирование литой зоны сварного соединения. Для обеспечения качественного формирования корня сварного шва важно соблюдать равенство диаметров внутренних кромок свариваемых труб, для чего на торцах труб со стороны внутренних поверхностей снимают фаски под углом 5° к осям труб таким образом, чтобы в зависимости от величин овальности свариваемых труб и их разностенности диаметры внутренних кромок должны быть равными. При существующих нормах на допуски по допустимым колебаниям наружных и внутренних диаметров, по разностенности и овальности труб фаски глубиной до 0,5 мм в сторону толщины стенки трубы, вполне обеспечивают эти требования. При сварке труб с точеными кольцевыми деталями, например такими как биметаллические переходники, сначала оцениваются допуски, в которые укладывается торец свариваемой трубы, потом определяется величина фаски, которую надо сделать на торце, чтобы устранить влияние разностенности и овальности для получения полной геометрической окружности на внутренней кромке катанной трубы. После получения такой кромки на катанной требе кромку такого же диаметра выполняют на точеной концевой детали, например переходнике.
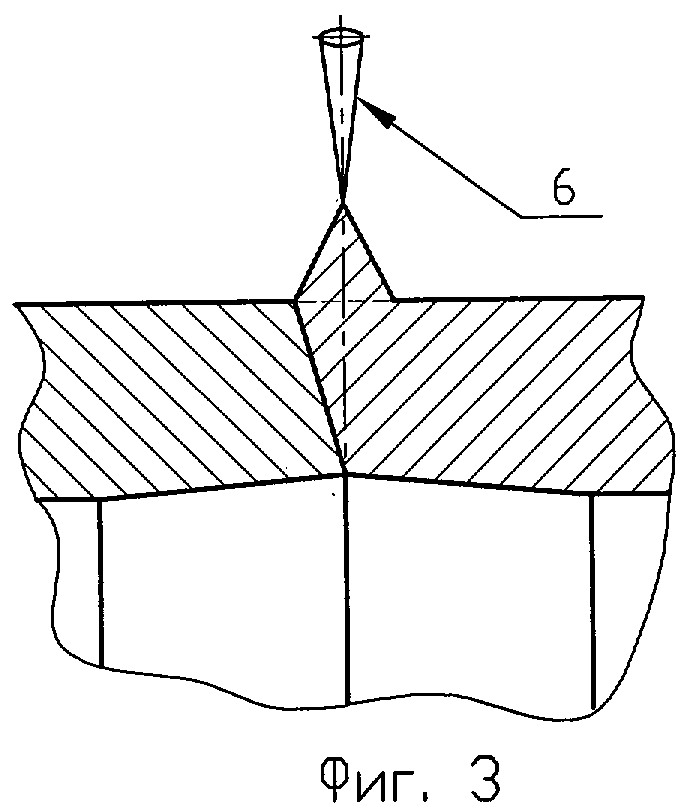
На фиг.1 представлены подготовленные к сварке торцы труб; на фиг.2 - вид А и В фиг.1; на фиг.3 - схема сварки полученного стыка; на фиг.4 - полученное сварное соединение.
Пример осуществления
Сваривали трубу 1 из циркониевого сплава с 2,5% ниобия ⊘ 88×4 мм с биметаллическим трубчатым переходником цирконий-сталь 2. На циркониевом конце переходника ⊘ 88×4 мм в процессе токарной обработки толстостенной заготовки, полученной методом диффузионной сварки, выточили кольцевой присадочный выступ 3, имеющий в сечении равнобедренный треугольник, вершину одного из углов основания которого расположили на наружной кромке 4 торца циркониевого конца переходника, а плоскость торца обработали внутрь таким образом, что внутренняя кромка 5 торца переместилась внутрь трубы (переходника) на величину половины основания кольцевого выступа и расположилась на линии оси симметрии равнобедренного треугольника, т.е. на расстоянии В/2 от верхней кромки торца. Расположение вершины присадочного выступа и внутренней кромки на одной вертикальной прямой позволяет электронному лучу 6 при сварке выходить точно на место стыковки внутренних кромок свариваемых труб, т.е. на место формирования корня сварного шва. Это, в свою очередь, обеспечивает благоприятные условия для формирования качественной литой зоны на всей толщине стенки трубы.
Для определения диаметра внутренней кромки торца переходника сначала обрабатывали торец трубы, выявляя наименьший полный диаметр внутренней кромки торца путем снятия внутренней фаски под углом 5° к оси трубы. Этот же размер диаметра внутренней кромки получили на торце переходника также путем снятия внутренней фаски под углом 5° к оси переходника.
Исходя из толщины стенки трубы, равной 4 мм, основание выступа В на торце переходника выбрали равным 2 мм, а высоту С - 2,5 мм, что гарантирует при сварке за счет объема присадочного выступа формирование сварного шва без образования подрезов.
Трубу с переходником состыковали на специальной оправке, установили во вращатель вакуумной камеры электронно-лучевой сварочной установки, создали в камере необходимое разрежение, после чего настроили фокальное пятно электронного луча строго на вершину присадочного выступа.
После предварительной отработки режимов на образцах установили режим сварки: силу тока, равную 100 мА, и напряжение 25 кВ, скорость сварки 15 м/ч. После установки на приборах режима сварки включили вращатель, а после этого включили параметры электронного луча. Сварку осуществили за один оборот стыка с последующим плавным понижением напряжения. Последующее исследование сварного шва показало полный провар стенок свариваемых труб без заметного провисания сварного шва, отсутствие подрезов и несплавлений.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электронно-лучевой сварки деталей | 2016 |
|
RU2635637C1 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ТРУБ ПОД СВАРКУ | 2005 |
|
RU2288827C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОНСТРУКЦИЙ | 2016 |
|
RU2668648C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТОНКОСТЕННОЙ ТРУБЫ С ТОНКОСТЕННЫМ БИМЕТАЛЛИЧЕСКИМ ПЕРЕХОДНИКОМ | 2006 |
|
RU2329127C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2004 |
|
RU2259264C1 |
| СПОСОБ ПОДГОТОВКИ И СБОРКИ ПОД СВАРКУ ТОНКОСТЕННЫХ ТРУБЫ И БИМЕТАЛЛИЧЕСКОГО ПЕРЕХОДНИКА | 2006 |
|
RU2325982C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТРУБ | 1995 |
|
RU2085347C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТОНКОСТЕННЫХ ТРУБ ИЗ МОЛИБДЕНОВЫХ СПЛАВОВ | 2017 |
|
RU2664746C1 |
| Способ электронно-лучевой сварки деталей из ферромагнитных материалов | 2019 |
|
RU2739931C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТРУБ | 2004 |
|
RU2259906C1 |


Изобретение относится к способу электронно-лучевой сварки труб и может быть использовано при изготовлении каналов ядерных реакторов при сварке труб из циркония и титана. На боковой поверхности конца одной из труб выполняют кольцевой выступ с поперечным сечением в виде равнобедренного треугольника, вершина одного из углов основания которого расположена на наружной кромке трубы. Торец на этом конце трубы срезают под углом внутрь трубы до внутренней кромки торца, которую при токарной обработке выполняют сдвинутой по оси внутрь трубы от торца на величину половины основания выступа. Торец другой трубы срезают под углом наружу трубы до внутренней кромки, сдвинутой наружу на ту же величину. Затем трубы стыкуют и за один оборот стыка концентрированным электронным лучом одновременно расплавляют присадочный выступ и торцы труб. Технический результат состоит в удешевлении процесса электронно-лучевой сварки толстостенных труб за счет отказа от применения присадочной проволоки и устройства для ее подачи в вакууме в зону сварного шва, а также в повышении прочностных и коррозионных свойств сварного соединения. 1 з.п. ф-лы, 4 ил.
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТРУБ | 1995 |
|
RU2085347C1 |
| SU 1792035 A1, 10.03.1996 | |||
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2001 |
|
RU2207235C1 |
| DE 19834775 A, 03.02.2000 | |||
| US 6321450 A, 27.11.2001. | |||

