Изобретение относится к машиностроению и может быть использовано при изготовлении тонкостенных трубных сварных изделий из молибденовых сплавов с пониженной пластичностью для атомной и космической техники, в частности для изготовления гильз канала системы управления и защиты.
В настоящее время тугоплавкие металлы (хром, ванадий, гафний, ниобий, молибден, тантал, вольфрам и др.) и сплавы на их основе находят широкое применение в различных отраслях современной техники вследствие своих уникальных свойств: высокой температуре плавления, повышенной жаропрочности и жаростойкости, коррозионной стойкости и других специальных свойств.
Все тугоплавкие металлы при повышенных температурах, характерных для сварки плавлением (аргоно-дуговая, электронно-лучевая), активно взаимодействуют с атмосферными газами и другими окислителями, являющимися примесями внедрения, которые резко ухудшают пластические свойства, деформируемость в холодном и горячем состояниях, обрабатываемость резанием и особенно свариваемость. Поэтому сварку тугоплавких металлов осуществляют в вакууме или контролируемой атмосфере, а также с применением геттерной защиты.
К удовлетворительно сваривающимся можно отнести тугоплавкие металлы подгруппы титана (титан, цирконий, гафний) и ванадия (ванадий, ниобий, тантал). Металлы подгруппы хрома - хром, молибден, вольфрам - свариваются значительно хуже, сварные соединения этих металлов склонны к образованию трещин, снижению пластичности и росту порога хладноломкости. На свойства сварных соединений в первую очередь влияют режимы сварки, термическая обработка сварных соединений, параметры термического цикла, прежде всего скорость охлаждения шва и другие.
Получение достаточно пластичных сварных соединений при сварке плавлением молибденовых сплавов является весьма сложной задачей. Для ее решения идут, с одной стороны, по пути создания удовлетворительно свариваемых сплавов на основе молибдена, обладающих повышенной пластичностью и вязкостью и в минимальной степени загрязненных вредными примесями - газами, и с другой, по пути изыскания оптимальных условий сварки таких сплавов, включающих выбор присадочных материалов, термических циклов сварки и др.
Применение высококонцентрированного источника нагрева, высокого вакуума и тонкой регулировки параметров процесса делают электроннолучевой способ сварки наиболее приемлемым для сварки металлов подгруппы хрома.
Известен способ электронно-лучевой сварки толстостенных труб из циркониевых и титановых сплавов с введением в зону сварки присадочного материала (патент РФ №2085347, В23К 15/00 (МПК - 1995.01), опубл. 27.07.1997). Сущность способа заключается в том, что присадочную проволоку из циркониевого сплава диаметром 1,6 мм с 1,0-2,5% ниобия подают под углом 5-7 градусов к поверхности сварочной ванны. Место для образования сварочной ванны выбирают на боковой поверхности V-образной разделки в диапазоне 15-30 градусов относительно верхней точки трубы. Проволока подается в сварочную ванну вне зоны действия электронного луча. Отсутствие экранирующего действия сварочной проволоки позволяет получить сварные соединения высокого качества. Присадка отбирает часть тепла от сварочной ванны и способствует ускорению кристаллизации и уменьшению зоны термического влияния.
Однако известный способ не решает задачу получения прочных и качественных сварных соединений при сварке тонкостенных трубных сварных изделий из молибденовых сплавов.
Также известен способ электронно-лучевой сварки труб из химически активных металлов, таких как цирконий, титан и другие с введением в зону сварки присадочной проволоки (патент РФ №2259264, В23К 15/04 (МПК - 2000.01), опубл. 27.08.2005). При осуществлении электронно-лучевой сварки толстостенных труб с U-образной разделкой при заполнении ее металлом присадочной проволоки используют колебания электронного луча по траектории полуэллипса. Пятно нагрева электронного луча фокусируют до диаметра не более 1,2 мм и колеблют его с частотой не более 30 колебаний в секунду. Длину поперечной оси полуэллипса устанавливают не менее ширины донной части U-образной разделки. Точки изменения направления колебания движения по траектории полуэллипса располагают в хвостовой части сварочной ванны. В известном техническом решении присадочная проволока подается в сварочную ванну не в холодном состоянии, а в подогретом за счет многократного пересечения подаваемой присадочной проволоки пятном нагрева радиусной частью полуэллипсной траектории колебания пятна нагрева, вследствие чего уменьшается объем сварочной ванны, ширина околошовных зон, что также улучшает прочностные и антикоррозионные свойства сварных швов.
Однако известный способ также не решает задачу получения качественных сварных соединений при сварке тонкостенных труб из молибденовых сплавов.
Наиболее близким по технической сущности к заявляемому изобретению, выбранным в качестве прототипа, является способ электроннолучевой сварки монокристаллических труб из тугоплавких металлов и сплавов, при котором производят установку стыков труб с приложением осевого и радиального усилий (патент РФ №2067516, В23К 5/00 (МПК 1995.01), заявл. 19.05.1992). Перед сваркой осуществляют кристаллографическую ориентацию стыка, пассивацию с уравновешиванием теплоотвода в зоне кристаллизации и подогрев стыка расфокусированным лучом. Сварку ведут в режиме существования сварочной ванны в течение 0,05-0,2 с. После сварки осуществляют правку, увеличив радиальное усилие при одновременном вращении труб и поддержании температуры нагрева труб не ниже пластического течения материала под приложенным радиальным усилием.
Однако заявленный способ, направленный на решения проблемы повышения выхода годных по монокристальности стыков, не решает проблемы повышения пластичности сварного соединения.
Задача, на решение которой направлено заявляемое изобретение, и достигаемый при использовании изобретения технический результат - получение качественного, прочного и пластичного сварного соединения при сварке тонкостенных труб из молибденовых сплавов.
Указанный технический результат достигается тем, что в способе электронно-лучевой сварки тонкостенных труб из молибденовых сплавов, при котором производят стыковку труб с приложением осевого усилия и прогрев стыка расфокусированным лучом, согласно изобретению перед стыковкой труб между ними помещают присадочный материал в виде вставки из молибден-рениевого сплава, размеры которой обеспечивают содержание рения в шве не менее 11%, после стыковки с приложением осевого усилия вставку фиксируют электронным лучом в нескольких точках, стык прогревают расфокусированным лучом до температуры 800-900°С, а сварку ведут со скоростью 24-26 мм/с.
Наилучшие результаты получены при содержании рения в шве от 16 до 17%.
При этом вставку выполняют в виде кольца прямоугольного сечения толщиной 0,42 мм, внешний радиус которого превышает радиус наружной поверхности трубы на 2,8-3,1%, а внутренний радиус меньше радиуса отверстия трубы на 1,2-1,5%.
Молибденовые сплавы чувствительны к термическим циклам сварки и прежде всего к скорости охлаждения, с которой связано выделение второй фазы. Поэтому, главным образом, от скорости сварки зависит ориентация кристаллов металла шва, форма границ зерен, уровень остаточных напряжений. Проведение сварки тонкостенных молибденовых труб со скоростью 24-26 мм/с с предварительным прогревом стыка расфокусированным лучом до температуры 800-900°С позволило исключить поры и способствовало более спокойному формированию субструктуры в сварном шве. При скорости сварки меньше 24 мм/с наблюдалась резкая усадка сварочной ванны, возрастали внутренние остаточные напряжения в шве и, как следствие, наблюдались деформации (поводки) труб. Сварка со скоростью превышающей 26 мм/с приводила к возникновению дефектов сварного соединения в виде непроваров.
Кроме того, прогрев стыка расфокусированным лучом при температуре 800-900°С способствовал удалению поверхностных загрязнений и адсорбированных газов (особенно кислорода) на свариваемых поверхностях. Причем прогрев при температуре выше 900°С не целесообразен вследствие возможной деформации стенок труб и процесса начала рекристаллизации, а прогрев температуре ниже 800°С приводит к возникновению непроваров и цепочек пор в сварном шве.
Установлено, что размещение между стыками труб присадочного материала в виде вставки из молибден-рениевого сплава способствует улучшению пластичности сварного соединения, при этом размеры вставки должны обеспечивать содержание рения в шве не менее 16%.
Осуществление изобретения
Изготавливали трубы из молибденового сплава ТСМ-7С ТУ 48-4206-613-15, наружный диаметр которых составляет 35,2 мм, толщина стенки - 1 мм, длина каждой трубы - 600 мм. Трубы очищали в ультразвуковой ванне и отжигали в вакууме. Трубы стыковали на оправках, предварительно между стыками труб помещали вставки из молибден-рениевого сплава МР-47 ТУ 48-19-271-85, выполненные в виде кольца прямоугольного сечения с размерами (толщиной), указанными в таблице, приведенной ниже. Наружные и внутренние размеры вставок подбирались экспериментально с целью исключения дефектов сварных соединений в виде подрезов. Трубы поджимали с осевым усилием 8-10 кг. Вставку фиксировали электронным лучом в нескольких точках.
Сварку проводили на электронно-лучевой сварочной установке ЭЛУ-5. Производили прогрев стыка расфокусированным лучом до температуры от 800-900°С по режимам: ускоряющее напряжение 60 кВ, ток пучка 12 мА, время прогрева 2 мин. Далее производили сварку стыка электронным лучом с острой фокусировкой в пятне с ускоряющим напряжением 60 кВ, током пучка 26 мА, скоростью сварки от 24-26 мм/с с охлаждением в сварочной камере в течение 20 мин. После сварки изделие отжигали в вакууме для снятия напряжений в сварном шве.
Полученные в соответствии с настоящим изобретением изделия были подвергнуты испытаниям на статический изгиб и на статическое растяжение по ГОСТ 6996-66, результаты которых приведены ниже.
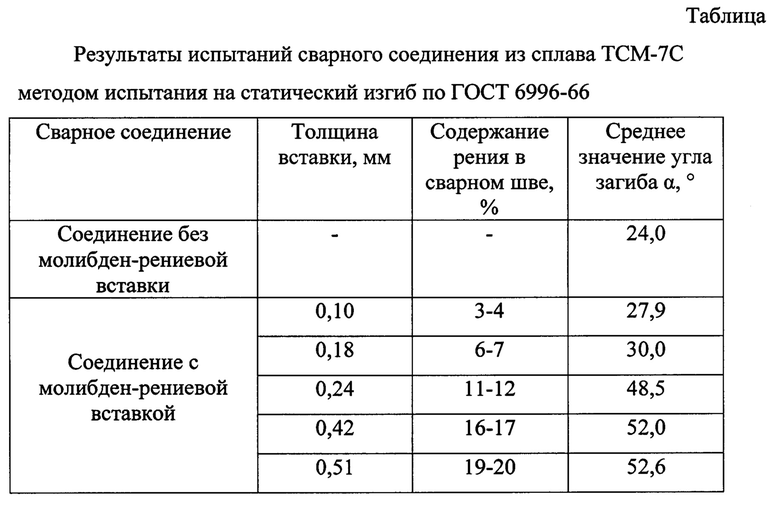
Как видно из таблицы при указанных выше режимах сварки для получения качественного сварного шва с точки зрения пластичности и прочности содержание рения в шве должно составлять не менее 11%. Дальнейшее увеличение содержания рения в шве не приводит к существенному увеличению угла загиба.
Проведенные испытания на статическое растяжение по ГОСТ 6996-66 также свидетельствуют об улучшении пластичности и, как следствие, повышении прочности сварного соединения. Так, испытания образцов сварных швов, полученных в соответствии с настоящим изобретением, при температуре 20°С показали увеличение среднего значения предела прочности σВ с 387 до 493 МПа, а испытания при температуре 800°С показали увеличение среднего значения предела прочности σВ с 203 до 242 МПа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электронно-лучевой сварки кольцевого соединения тонкостенной обечайки с цилиндрической крышкой, выполненных из высокопрочных алюминиевых сплавов | 2019 |
|
RU2708724C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ МОНОКРИСТАЛЛИЧЕСКИХ ТРУБ ИЗ ТУГОПЛАВКИХ МЕТАЛЛОВ И СПЛАВОВ | 1992 |
|
RU2067516C1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ ТУГОПЛАВКИХ МЕТАЛЛОВ СО СПЛАВАМИ НА ОСНОВЕ ЖЕЛЕЗА | 1993 |
|
RU2049622C1 |
| Способ изготовления комбинированных анодов | 1970 |
|
SU392828A1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО ШВА ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКОЙ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2020 |
|
RU2737187C1 |
| Способ электронно-лучевой сварки кольцевого соединения тонкостенной и толстостенной деталей, выполненных из разнородных алюминиевых сплавов | 2022 |
|
RU2803446C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТОНКОСТЕННОЙ ТРУБЫ С ТОНКОСТЕННЫМ БИМЕТАЛЛИЧЕСКИМ ПЕРЕХОДНИКОМ | 2006 |
|
RU2329127C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОНСТРУКЦИЙ | 2016 |
|
RU2668648C2 |
| Способ изготовления стальных сварных конструкций | 2024 |
|
RU2839592C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТРУБ | 2005 |
|
RU2285599C1 |
Изобретение относится к способу электронно-лучевой сварки труб из молибденовых сплавов и может быть использовано при изготовлении тонкостенных трубных сварных изделий для атомной и космической техники, в частности для изготовления гильз канала системы управления и защиты. Перед стыковкой труб между ними помещают присадочный материал в виде вставки из молибден-рениевого сплава, размеры которой обеспечивают содержание рения в шве не менее 11%. Осуществляют стыковку труб с приложением осевого усилия и вставку фиксируют электронным лучом в нескольких точках. Стык прогревают расфокусированным лучом до температуры 800-900°С. Сварку ведут со скоростью 24-26 мм/с. Изобретение позволяет получить качественное, прочное и пластичное сварное соединение при сварке тонкостенных труб из молибденовых сплавов. 2 з.п. ф-лы, 1 табл.
1. Способ электронно-лучевой сварки тонкостенных труб из молибденовых сплавов, включающий стыковку труб с приложением осевого усилия и прогрев стыка расфокусированным лучом, отличающийся тем, что перед стыковкой труб между ними помещают присадочный материал в виде вставки из молибден-рениевого сплава, после стыковки труб с приложением осевого усилия вставку фиксируют электронным лучом в нескольких точках, стык прогревают расфокусированным лучом до температуры 800-900°C, а сварку ведут со скоростью 24-26 мм/с, причем обеспечивают содержание рения в шве не менее 11%.
2. Способ по п. 1, отличающийся тем, что обеспечивают содержание рения в шве от 16 до 17%.
3. Способ по п. 2, отличающийся тем, что вставку выполняют в виде кольца прямоугольного сечения толщиной 0,42 мм, внешний радиус которого превышает радиус наружной поверхности трубы на 2,8-3,1%, а внутренний радиус меньше радиуса отверстия трубы на 1,2÷1,5%.
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ МОНОКРИСТАЛЛИЧЕСКИХ ТРУБ ИЗ ТУГОПЛАВКИХ МЕТАЛЛОВ И СПЛАВОВ | 1992 |
|
RU2067516C1 |
| Способ многослойной электронно-лучевой сварки в узкий зазор | 1987 |
|
SU1530381A1 |
| Состав сварочной проволоки | 1976 |
|
SU653844A1 |
| СОСТАВ СВАРОЧНОЙ ПРОВОЛОКИ | 2007 |
|
RU2346797C1 |
| Состав сварочной проволоки | 1985 |
|
SU1284763A1 |
| Способ гашения поперечных колебаний подъемного сосуда, подвешенного на канате | 1979 |
|
SU899448A1 |
| WO 1993022096 A2, 11.11.1993 | |||
| EP 638009 B1, 19.06.1996. | |||

