Изобретение относится к способу установки поверхностной структуры проката при холодной подкатке в дрессировочных прокатных клетях, причем осуществляется частичный перенос поверхностной структуры рабочих валков на прокатываемый материал.
За счет предшествующей горячей или холодной обработки давлением с последующим отжигом прокат содержит неровности и явно выраженные пределы текучести при растяжении, которые могут приводить к образованию линий течения при последующей обработке. Чтобы устранить эти неровности и предотвратить возможность образования линий скольжения, прокат подвергается холодной обработке давлением (холодной подкатке или дрессировке) с незначительной степенью деформации всего лишь до 3%. При этой холодной обработке давлением происходит дополнительно сглаживание поверхности проката, связанное с желательным частичным переносом поверхностной структуры рабочих валков на прокатываемый материал для установки определенной шероховатости поверхности. Эта желательная шероховатость поверхности или поверхностная структура проката позволяет, в том числе, устранить проблемы при глубокой вытяжке (абразивный и адгезионный износ за счет металлического контакта, а также неконтролируемое течение материала) и недостаточную возможность лакирования.
При этом на перенос поверхностной структуры рабочих валков на прокат решающее влияние оказывает множество параметров прокатки, а также толщина проката, исходная шероховатость проката, шероховатость рабочих валков и скорость и температура дрессировки.
В качестве преимущества для проведения дрессировки согласно исследованию Kurt Steinhoff, "Untersuchung des Nachwalzen von metallisch beschichtetem Feinbleich", Umformtechnische Schriften, Band 47, Verlag Stahl-Eisen, показано, что за счет дрессировки в два прохода может быть достигнуто улучшение переноса. При этом имеет значение степень деформации в отдельных проходах, так как уже при незначительных степенях деформации в первом проходе дрессировки явно выраженный эффект выравнивания приводит к благоприятным предпосылкам для переноса во втором проходе.
Исходя из этого известного уровня техники, которая отличается высокими требованиями к механическим свойствам прокатываемого материала и связанными с этим высокими требованиями к качеству поверхности (в особенности к однородности по ширине и длине прокатываемого материала), разработаны новые принципы холодной дрессировки, которые привели, в частности, к концепции дрессировочного прокатного стана с двумя прокатными клетями. В типовой установке, соответствующей этой новой технологии дрессировки, в распоряжение предоставляются различные параметры, чтобы выполнять требования постоянной подлежащей установке степени дрессировки при постоянном качестве поверхности, например, при изменяющейся скорости (например, фаза разгона и торможения). Для этого типа прокатного стана могут использоваться, в том числе, распределение отдельных степеней дрессировки, тянущее усилие промежуточной прокатной клети, в известных пределах натяжения на моталке и результирующее усилие прокатки, чтобы поддерживать постоянной достигнутую шероховатость полосы проката.
Задачей изобретения является создание способа, посредством которого обеспечивается возможность согласования отдельных параметров, принципиально важных для прокатываемого материала, так что обеспечивается возможность прогнозирования коэффициента трения в зоне деформации при прокатке и изменения поверхности прокатываемого материала за счет подкатки (дрессировки) и на этой основе возможность предварительной установки параметров прокатки.
Поставленная задача при использовании дрессировочного прокатного стана с одной или несколькими прокатными клетями решается посредством отличительных признаков пункта 1 тем, что с использованием трибологической модели для математического описания соотношений трения в зоне деформации при прокатке вычисляется шероховатость прокатываемого материала в процессе прокатки в дрессировочном прокатном стане с одной или несколькими прокатными клетями, предпочтительно двумя клетями, в оптимизационном расчете при варьировании параметров прокатки с учетом имеющихся пределов оборудования, и полученные результаты используются для установки, по меньшей мере, части параметров прокатки, использованных для вычислений.
Для оптимизационного расчета целесообразно построить трибологическую модель из связанных друг с другом частичных моделей, так что сначала отдельно друг от друга вычисляются различные параметры, а затем полученные результаты связываются между собой. Так можно, например, в зависимости от координат зоны деформации при прокатке вычислить коэффициент трения μ, долю Т несущей поверхности и, исходя из полученных результатов, области подъема давления при прокатке (распределение давления в зоне деформации). В этих вычислениях важные для прокатки параметры совместно используются и варьируются для оптимизации, причем, в частности, должны учитываться параметры, которые могут быть использованы для дрессировочного прокатного стана с двумя прокатными клетями:
- распределение отдельных степеней дрессировки,
- тянущее усилие промежуточной прокатной клети,
- натяжения на моталке,
- результирующее усилие прокатки,
- скорость прокатки.
При этом в качестве целевого параметра следует предусмотреть, что расчет должен производиться таким образом, чтобы прокатываемый материал при всех скоростях прокатки после последней прокатной клети имел постоянную шероховатость. В качестве второго целевого параметра расчет осуществляется таким образом, чтобы общая степень дрессировки (сумма степеней дрессировки отдельных прокатных клетей) поддерживалась постоянной.
Для наглядного пояснения принципа, лежащего в основе изобретения, далее приведено несколько графических зависимостей.
На чертежах показано:
Фиг.1 - схематичное представление вертикального разреза через зону деформации при прокатке;
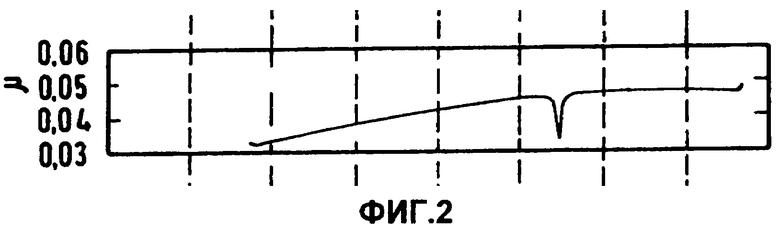
Фиг.2 - график изменения коэффициента трения μ в зоне деформации при прокатке;
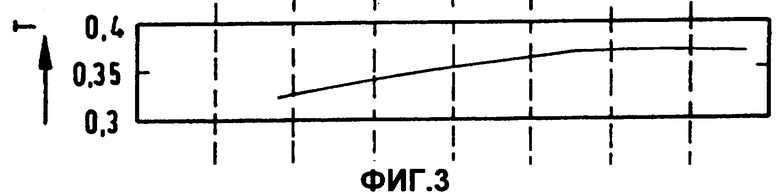
Фиг.3 - график изменения доли Т несущей поверхности в зоне деформации при прокатке;
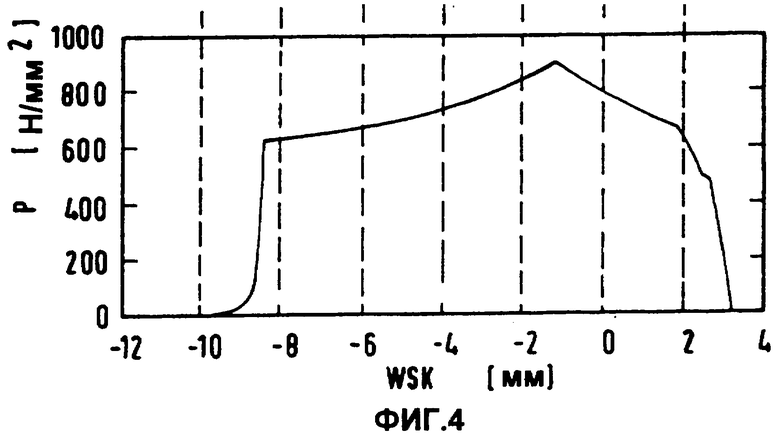
Фиг.4 - график изменения нормального давления Р в зоне деформации при прокатке;
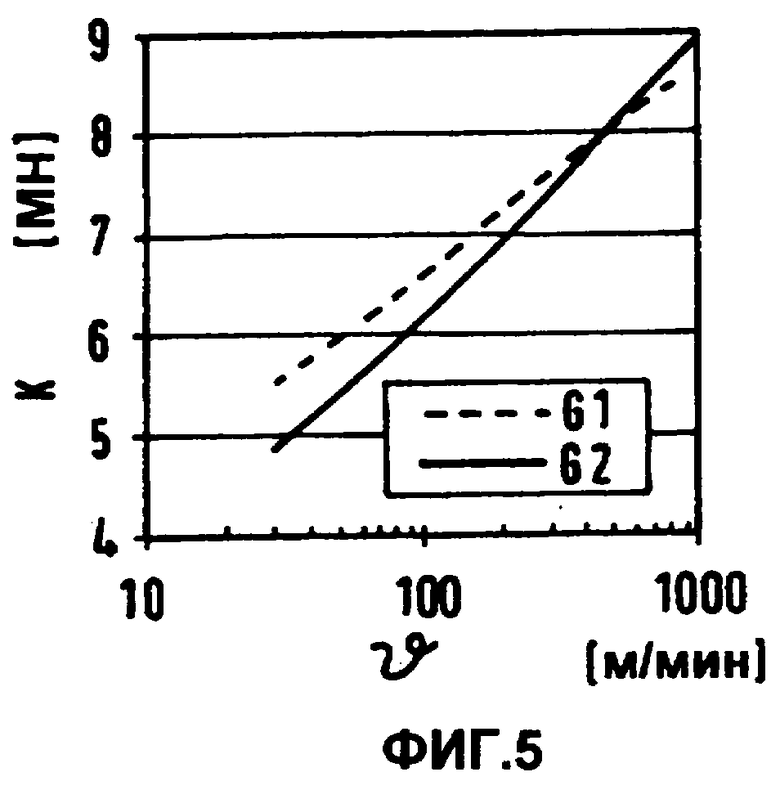
Фиг.5 - усилие прокатки К как функция скорости v прокатки;
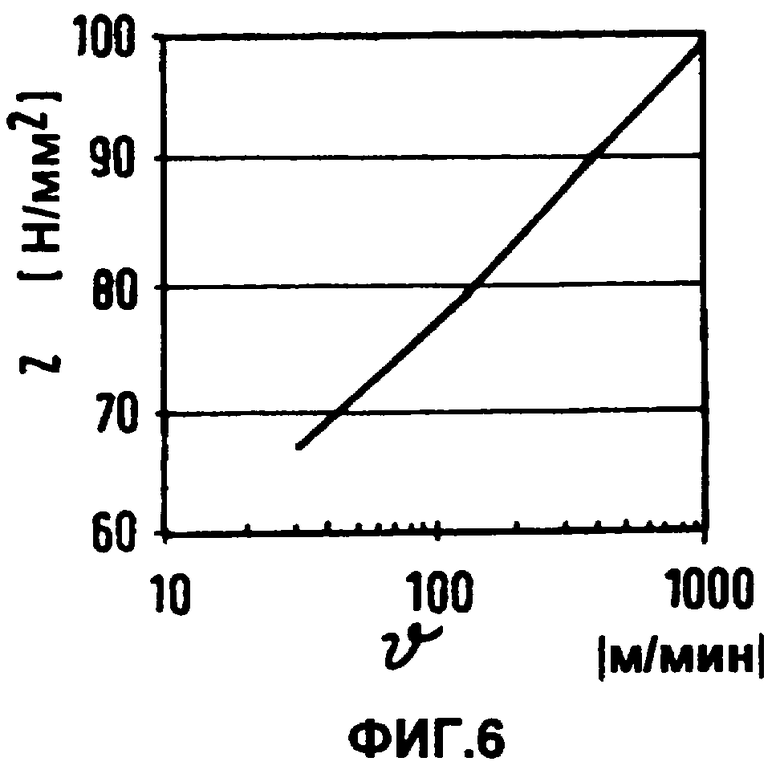
Фиг.6 - тянущее усилие Z промежуточной прокатной клети как функция скорости v прокатки;
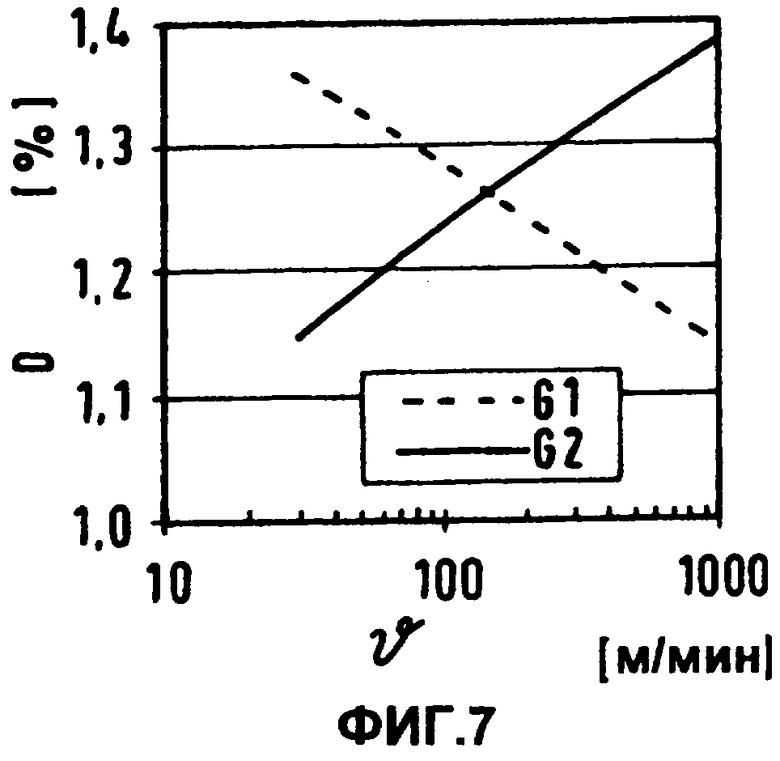
Фиг.7 - степень D дрессировки как функция скорости v прокатки;
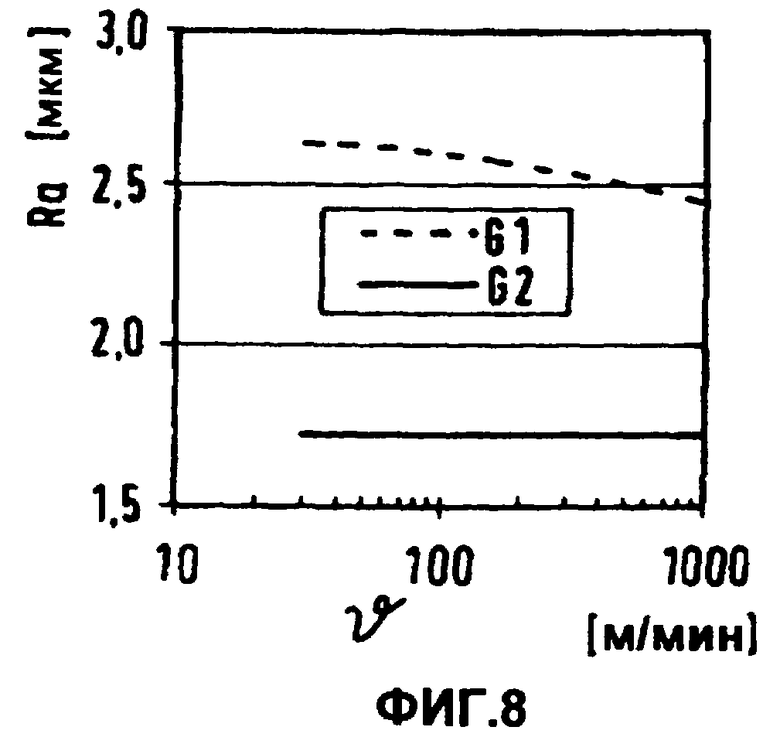
Фиг.8 - шероховатость Ra полосы проката как функция скорости v прокатки.
На фиг.1-4 показана взаимосвязь частичных моделей, которые требуются для полной трибологической модели зоны деформации при прокатке.
На фиг.1 показан вертикальный разрез через зону 1 деформации при прокатке, в котором между верхним рабочим валком 2 и нижним рабочим валком (не показан) находится полоса 3 прокатываемого материала. Направление прокатки в представленном изображении проходит соответственно направлению стрелки 4 слева направо. Для поддержки процесса прокатки поверхности рабочих валков 2 и полосы проката смачиваются эмульсией 5, которая вследствие возрастания давления в пустоте между полосой 3 проката и рабочими валками 2 обогащается маслом. Эта обогащенная маслом эмульсия 6 в процессе прокатки совместно с полосой 3 проката подается через зону 1 деформации при прокатке слева направо.
При применении прокатного масла или средства мокрой дрессировки данный процесс обогащения отсутствует. В этом случае смазочное средство как таковое подается через зону деформации при прокатке.
Для лучшего понимания последующего описания рассматриваемые величины нанесены на графики как функция координат зоны деформации при прокатке WSK, а именно, исходя из значения -10 мм (зона подачи на входе), через значение +/- 0 мм и до значения +4 мм (зона отделения рабочих валков от полосы проката).
Фиг.2-4, где представлены график изменения коэффициента трения μ (фиг.2), график изменения доли Т несущей поверхности шероховатости (фиг.3) и график изменения нормального давления Р в зоне деформации при прокатке (фиг.4) как функция этих координат WSK зоны деформации при прокатке, расположены под изображением зоны деформации при прокатке на фиг.1 таким образом, что координаты WSK зоны деформации при прокатке соответствуют друг другу.
При совместном рассмотрении фиг.1-4 можно заметить следующие признаки для приведенных ниже значений координат WSK зоны деформации при прокатке.
При подаче на входе образуется входной клин, вследствие чего происходит подъем 7 давления смазочного средства (обогащенной маслом суспензии 6) на основе гидродинамических эффектов (примерно от координаты WSK зоны деформации при прокатке -10 мм до -8 мм), который сохраняется до тех пор, пока не будет достигнуто плоское напряжение течения за вычетом напряжения противонатяжения и полоса не станет пластичной. С помощью толщины слоя пленки смазки, втянутого в этой точке 8, можно рассчитать долю Т несущей поверхности (см. фиг.3), т.е. отношение микроскопической площади контакта вершин неровностей полосы 3 и рабочих валков 2 к макроскопической площади контакта на входе в частичной модели. Эта частичная модель описывает развитие шероховатости поверхности (примерно с точки 8) при значении координаты WSK зоны деформации при прокатке, примерно равном -8 мм, примерно до точки 9 при значении координаты WSK зоны деформации, при прокатке, примерно равном +2 мм, и связанное с этим возрастание доли Т несущей поверхности при прохождении через зону 1 деформации при прокатке.
С помощью доли Т несущей поверхности как функции координат WSK зоны деформации при прокатке (см. фиг.3) может быть вычислен соответствующий коэффициент трения μ как функции координат WSK зоны деформации при прокатке (см. фиг.2), и затем с помощью упругопластической теории полос вычислена область подъема давления при прокатке (см. ход изменения нормального давления Р на фиг.4).
В случае теории полос находящийся в зоне деформации при прокатке прокатываемый материал разделяется на вертикальные полосы. Предполагается, что давление Р при прокатке, действующее на одну из полос, проходит неизменным в вертикальном направлении через полосы. Так как толщина полосы при холодной прокатке мала по сравнению с длиной зоны деформации при прокатке, то это предположение является обоснованным. Путем установки статического равновесия на полосах можно получить изменение давления Р при прокатке в зависимости от координат зоны деформации при прокатке как функции локальной ситуации с трением и локальной прочности материала. Применяемая здесь модель была развита с учетом упругопластичного поведения материала и упругого сплющивания рабочих валков в зависимости от распределения давления при прокатке. Это требуется особенно в аспекте применения дрессировочной прокатки.
Трибологическая модель этого типа ни при каких условиях не в состоянии точно прогнозировать трение, и после этого потребуется адаптация. Несмотря на это использование в качестве основы физической базовой модели имеет то преимущество, что изменение параметров, оказывающих влияние, вызывает также физический осмысленный отклик модели. Тем самым в известной степени также становится возможной экстраполяция на неадаптируемые комбинации параметров.
Наглядный пример применения подобной математической трибологической модели с полученными результатами взятого для примера вычисления для дрессировочного прокатного стана с двумя прокатными клетями приведен на последующих фиг.5-8.
Установки, соответствующие взятому для примера вычислению, были осуществлены в зависимости от скорости v прокатки таким образом, что полоса при всех скоростях после второй прокатной клети имеет постоянную шероховатость. Одновременно также поддерживалась постоянной степень полной дрессировки (сумма степеней D дрессировки, соответствующих первой прокатной клети (G1) и второй прокатной клети (G2)).
На основе степени D дрессировки в обеих прокатных клетях G1, G2 (см. фиг.7), тянущего усилия Z промежуточной прокатной клети (см. фиг.6) и результирующих усилий прокатки К (см. фиг.5) могут быть получены показанные на фиг.8 значения Ra шероховатости полосы. Полученные результаты, таким образом, могут использоваться для предварительной регулировки процесса дрессировки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный валок | 1977 |
|
SU733750A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 2015 |
|
RU2596566C1 |
| СПОСОБ СМАЗКИ И ОХЛАЖДЕНИЯ ВАЛКОВ И МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ПРИ ПРОКАТКЕ, В ЧАСТНОСТИ ХОЛОДНОЙ ПРОКАТКЕ, МЕТАЛЛИЧЕСКИХ ПОЛОС | 2006 |
|
RU2426613C2 |
| Рабочий валок дрессировочного стана, способ дрессировки плоского проката и продукт из плоского металлопроката | 2017 |
|
RU2705187C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛОСОВОГО ПРОКАТА | 1994 |
|
RU2074776C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОКАТКИ ПРОКАТЫВАЕМОГО МАТЕРИАЛА | 2012 |
|
RU2574550C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНЫХ ВАЛКОВ СТАНОВ КВАРТО ХОЛОДНОЙ ПРОКАТКИ | 2008 |
|
RU2376088C2 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТОНКОЛИСТОВОЙ СТАЛИ | 2006 |
|
RU2334569C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ИЗ НИЗКОУГЛЕРОДИСТЫХ МАРОК СТАЛИ | 2012 |
|
RU2479641C1 |
| СПОСОБ ДРЕССИРОВКИ СТАЛЬНЫХ ГОРЯЧЕКАТАНЫХ ПОЛОС | 2012 |
|
RU2492006C1 |
Изобретение относится к области прокатного производства. Задача изобретения - стабилизация параметров шероховатости полосы. Способ включает частичный перенос поверхностной структуры рабочих валков на прокатываемый материал. В соответствии с изобретением используют трибологическую модель для математического описания соотношения сил трения в зоне деформации при прокатке, вычисляют изменение шероховатости прокатываемого материала в процессе прокатки в дрессировочном прокатном стане с несколькими, предпочтительно с двумя, прокатными клетями, посредством оптимизационных вычислений при варьировании параметров прокатки с учетом имеющихся границ оборудования. Полученные результаты используют для предварительной установки по меньшей мере части использованных для расчета параметров прокатки. Изобретение обеспечивает возможность прогнозирования изменения коэффициента трения в зоне деформации и оптимизации с точки зрения поддержания постоянства шероховатости, параметров прокатки. 4 з.п. ф-лы, 8 ил.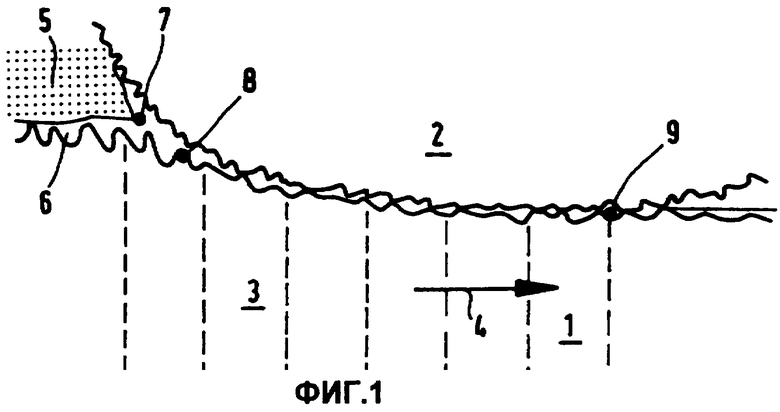
отличающийся тем, что с помощью трибологической модели для математического описания соотношений сил трения в зоне (1) деформации при прокатке вычисляют изменение шероховатости прокатываемого материала (3) в процессе прокатки на дрессировочном прокатном стане, предпочтительно с двумя прокатными клетями, посредством оптимизационного расчета при варьировании параметров прокатки с учетом имеющихся границ оборудования, и полученные результаты используют для предварительной установки по меньшей мере части использованных для расчета параметров прокатки.
| DE 3536666 А, 03.07.1986 | |||
| СПОСОБ ПОЛУЧЕНИЯ ОЦИНКОВАННОЙ ПОЛОСОВОЙ СТАЛИ ДЛЯ ПОСЛЕДУЮЩЕГО НАНЕСЕНИЯ ВЫСОКОКАЧЕСТВЕННЫХ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ | 1999 |
|
RU2149717C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКИХ ЛИСТОВ ИЛИ ПОЛОС И МЕТАЛЛИЧЕСКИЕ ЛИСТЫ ИЛИ ПОЛОСЫ | 1995 |
|
RU2158639C2 |
| Способ производства холоднокатаных полос | 1988 |
|
SU1614873A1 |

