Изобретение относится к способу смазки и охлаждения валков и металлической полосы при прокатке, в частности при холодной прокатке, металлических полос, причем посредством распыления, по меньшей мере, на входной стороне наносится смазочное средство, а на выходной стороне - охлаждающее средство и причем к нижней и верхней сторонам полосы и/или к нижнему и верхнему рабочим валкам подаются смазочно-активные, очищающие и инертизирующие вещества, или газы, (среды) или их комбинации.
Из ЕР 0367967 B1 известен такой способ охлаждения и смазки валков и раската при холодной прокатке. При этом содержащая масляную фазу масляно-водяная эмульсия устанавливается по специальной технике эмульгирования в зависимости от локальных растягивающих напряжений в полосе или в зависимости от условий захвата между валком и полосой и регулируется за счет количественного и типового использования эмульгируемых сред. Недостатками являются слишком толстый слой наносимого масла с высокой долей воды и, тем самым, опасность коррозии на готовой стальной полосе или налет на полосе из цветного металла. Слишком толстый слой наносимого масла означает, что на полосе остаются количества масла, которые должны быть снова удалены за счет дополнительных операций. В случае загрязнения окружающей среды в результате утилизации возникают еще бóльшие производственные издержки.
Из DE 19953230 C2 известен, кроме того, способ холодной прокатки металлического раската, при котором он при комнатной температуре пропускается для пластической деформации через зазор между приводимыми во встречное вращение валками, причем в зону межвалкового зазора вместо охлаждающей жидкости нагнетается инертный газ, имеющий температуру ниже комнатной температуры, как, например, у жидкого азота, которая ниже температуры раската.
В основе изобретения лежит задача увеличения производства металлической полосы за счет исключения некоторых этапов процесса, причем должно быть обеспечено более высокое качество полосы за счет более стабильного процесса прокатки, в частности за счет согласования трения в межвалковом зазоре.
Эта задача решается согласно изобретению за счет того, что количество нанесенного на входной стороне чистого смазочного средства непрерывно рассчитывается и дозируется на основании физической модели расчета так, что оно соответствует минимальному количеству смазочного средства, которое фактически требуется при прокатке, при этом физическая модель непрерывного расчета минимального количества смазочного средства непрерывно учитывает такие параметры процесса, как скорость, качество, плоскостность, поверхность и натяжение полосы на входной и выходной сторонах прокатной клети, а также такие параметры процесса, как усилие прокатки, диаметр, шероховатость и материал рабочих валков.
Преимуществами являются лучшее качество полосы за счет более стабильного процесса прокатки, в частности обеспечивается согласование трения в межвалковом зазоре. Кроме того, предпочтительно, что последующего удаления масла не требуется, в результате чего отпадают дополнительные этапы процесса. Минимальная смазка означает, что на входной стороне наносится лишь столько смазочного средства, сколько необходимо для достижения нужного качества продукта. Кроме того, отпадают утилизирующие устройства и затраты на масляные эмульсии. При онлайновом дозировании смазочного средства на входной стороне могут непрерывно учитываться постоянные параметры процесса (например, материал, ширина полосы и подобное), а во время прохода - изменяющиеся параметры процесса (например, скорость полосы, усилие прокатки, опережение, натяжение полосы, распределение натяжения полосы по ее ширине, температура полосы, температура валков, толщина полосы и обжатие по толщине). Кроме того, на выходной стороне могут непосредственно использоваться консерванты (вещества против коррозии и склеивания полосы).
Один вариант осуществления изобретения состоит в том, что физическая модель расчета учитывает следующие параметры:
- прогноз и оптимизацию для составления плана проходов;
- оценку смазочной пленки с помощью трибологической модели;
- температурную модель;
- упругую деформацию валков;
- механическую модель межвалкового зазора;
- модель оптимизации качества поверхности;
- согласование трения с процессом редукционной, или дрессировочной, или гибкой прокатки (получение разных толщин полосы);
- гидродинамическую модель;
- модель отпечатка шероховатости между полосой и рабочими валками.
Эти параметры могут использоваться для того, чтобы на их основе в онлайновом режиме с помощью физической модели расчета процесса прокатки, включающей в себя механические, термические и трибологические эффекты, целенаправленно регулировать нанесение сред на валки в межвалковый зазор и на металлическую полосу.
Другой вариант предусматривает, что в процессе прокатки задаются следующие переменные управляющие воздействия для нанесения жидких или газообразных смазочных и охлаждающих средств на основе регулирования с помощью модели расчета:
- объемный поток;
- давление;
- температуру;
- различные установки по ширине полосы;
- при необходимости различные установки для нижней и верхней сторон полосы.
Преимущества заключаются помимо быстрого согласования управляющих воздействий для нанесения сред в том, что может быть осуществлено, например, также изменение соотношения смешивания по-разному действующих сред, например смешивание вещества с сильно снижающим трение в межвалковом зазоре действием и вещества с небольшим влиянием на трение в межвалковом зазоре, однако, с высоким моющим действием.
При этом далее предпочтительно, что соотношение смешивания жидких и газообразных сред изменяется в соответствии с компьютерной программой физической модели.
Другой вариант предусматривает, что до начала процесса прокатки параметры процесса, такие как усилие прокатки, натяжение и толщина полосы и подобное, задаются в плане проходов, который обрабатывается компьютерной программой.
Изобретение отличается далее тем, что параметры процесса используются для задания регулирующего контура для толщины, удлинения, плоскостности, шероховатости и/или поверхности полосы.
Одно усовершенствование обеспечивается также за счет того, что формируется прогноз для оптимизации развития температуры в полосе и/или в рабочих валках.
Предпочтительно также, что осуществляется выбор смазочного средства по типу изготовителя, вязкости и температурной характеристике.
Улучшению качества полосы способствует также то, что осуществляется оптимизация поверхности полосы за счет выбора шероховатости рабочих валков.
Описанные меры могут применяться с использованием модели расчета также на участках с изменяющейся скоростью прокатки. При этом достигаются:
- настройка нужной поверхности полосы (например, в отношении шероховатости или глянца и других признаков качества);
- настройка нужной плоскостности полосы;
- стабильность процесса (предотвращение обрыва полосы);
- эффективное использование сред.
Для так называемой гибкой прокатки (например, в виде холодной прокатки с получением разных толщин полосы по ее длине) учитывается, что при постоянной смазке из-за переменного по длине полосы обжатия по толщине состояние процесса резко изменяется. Сильно изменяющееся усилие прокатки лишь до некоторой степени допускает установку желаемой плоскостности полосы. На этапах сильного обжатия по толщине является целесообразной, поэтому установка меньшего коэффициента трения в межвалковом зазоре, при необходимости в комбинации с повышением натяжения полосы, чтобы за счет снижения усилия прокатки, по меньшей мере, частично компенсировать этот эффект. Этот процесс может происходить с учетом зависимости от его других, описанных выше параметров и с использованием физической модели расчета (компьютерная программа).
Ниже примеры осуществления изобретения более подробно поясняются с помощью чертежа, на котором изображено:
- фиг.1: блок-схему клети для холодной прокатки в сочетании с установочными органами, эксплуатируемыми на основе модельного расчета по модели (компьютерная программа);
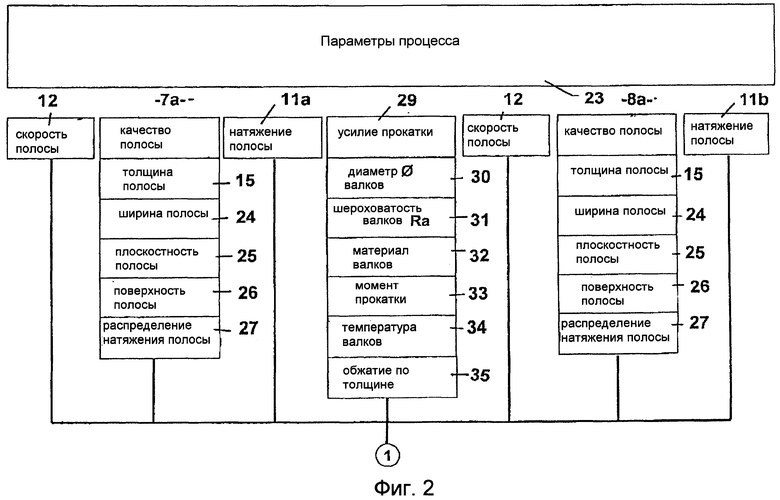
- фиг.2: таблицу эксплуатационных параметров или параметров процесса, используемую для физического модельного расчета;
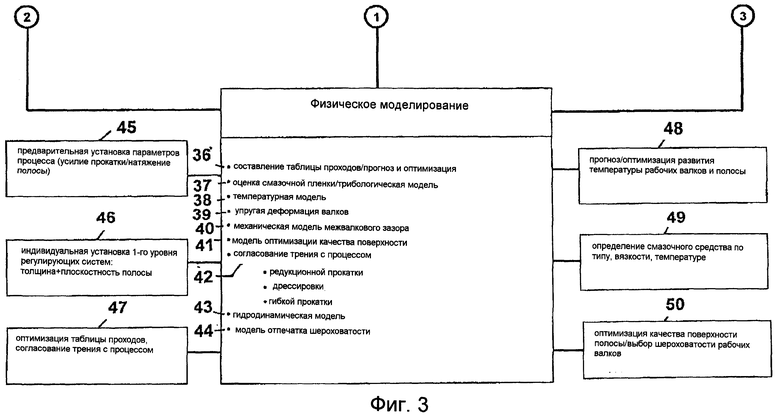
- фиг.3: таблицу параметров, используемую для физического модельного расчета. (Фиг.1 и 3 связаны между собой цифрами 2 и 3 в кружках; фиг.2 и 3 связаны между собой цифрой 1 в кружке).
Прокатная клеть 1 (фиг.1) для металлических полос 2 (например, для различных сплавов из тяжелых или легких металлов) содержит верхний 3 и нижний 4 рабочие валки, установленные между опорными валками 5, 6 в подушках. На фиг.1 изображена 4 валковая прокатная клеть. Описанное устройство применимо ко всем типам прокатных клетей, например 6-валковой, 20-валковой, клети дуо и т.д. Металлическая полоса 2 направляется от размоточного устройства 7 на входной стороне 7а к намоточному устройству 8 на выходной стороне 8а. На входной стороне 7а путем распыления наносится чистое смазочное средство 9 в виде химической композиции, а на выходной стороне 8а - охлаждающее средство 10. Смазочное 9 и охлаждающее 10 средства состоят из смазочно-активных, очищающих и инертизирующих веществ или газов и образуют также их комбинации и подаются к нижней 2а и верхней 2b сторонам полосы. Смазочно-активные вещества на входной стороне 7а образуют эмульсии без высокого содержания воды, эмульсионных основных масел, прокатного масла и/или концентрированных аддитивов. Очищающие и инертизирующие вещества состоят из глубокоохлажденных инертных газов, например азота, и их комбинаций с другими веществами.
Используемое для этого устройство (фиг.1) состоит из приборов 11а для измерения плоскостности на входной стороне 7а и прибора 11b для измерения плоскостности на выходной стороне 8а.
Во время прохождения металлической полосы с помощью прибора 12 для измерения скорости измеряется скорость 13 полосы, а с помощью дополнительных измерительных приборов измеряются действующие усилия, так что можно определить качество 14 полосы, соответствующее свойствам данного металла, например алюминия, стали, латуни, меди и подобного. Толщина 15 полосы 2 измеряется непрерывно и по ее ширине. На нижней 2а и верхней 2b сторонах полосы на входной стороне 7а расположены ряды 16 распылительных сопел для подачи смазочного средства 9 в нужном количестве и для распределения минимальной смазки 17. В прокатной клети 1 такие ряды 16 распылительных сопел расположены для смазки верхнего 3 и нижнего 4 рабочих валков, а также верхнего 5 и нижнего 6 опорных валков.
На выходной стороне 8а расположены верхние 18 и нижние 19 ряды распылительных сопел для нанесения 20 азота с целью охлаждения и инертизации и, при необходимости, в качестве альтернативы для смазочного средства 9 в виде нанесения 21.
Все вещества для смазки и охлаждения определяются в отношении своего переменного количества в соответствии с полученными вычислительным путем или по опыту значениями расчета с помощью модели 22, и соответствующие сигналы направляются соответствующим исполнительным элементом в подключенные к измерительным приборам исполнительные устройства. За счет этого процесс прокатки, в частности процесс холодной прокатки, становится крайне гибким благодаря согласованию условий трения. Зависимость количества смазочного средства от изменяющихся параметров процесса может быть в короткое время установлена заново. Как правило, за счет этого удается согласовать трение в межвалковом зазоре. Минимальная смазка отличается тем, что наносится лишь столько смазочного средства 9, сколько требуется для процесса прокатки. При этом так называемое основное масло может состоять из различных химических основных веществ, «среда 1» для минимальной смазки 17 может быть смешана со «средой 2» различных типовых классов х, у в «среду n», пока для минимальной смазки 17 не будут достигнуты требуемые свойства, например вязкость и смазывающая способность. Процесс продолжается на выходной стороне 8а путем нанесения азота и альтернативных смазочных веществ.
На фиг.2 представлены подходящие для этого параметры 23 процесса: блок, обозначенный цифрой 1 в кружке, содержит при чтении слева направо скорость полосы, измеряемую прибором 12, а затем качество полосы (например, сопротивление разрыву): толщина 15 и ширина 24 полосы, плоскостность 25 полосы, измеряются прибором 11а, поверхность (шероховатость) 26 полосы, распределение 27 натяжения полосы. Натяжение 28 полосы определяется прибором 11а для измерения плоскостности.
Параметры усилия 29 прокатки следуют из диаметра 30, шероховатости 31 и материала 32 валков, момента 33 и температуры 34 прокатки и обжатия 35 по толщине металлической полосы 2. Аналогичные значения предусмотрены на выходной стороне 8а.
На фиг.3 представлены учтенные отдельные, самостоятельные заданные данные для модели 22 расчета. Параметры 23 процесса получают на основе физических величин, причем в модель 22 расчета включаются дополнительные субмодели (компьютерные программы).
Составление 36 плана проходов оптимизируется посредством базовой модели. Для оценки смазочной пленки привлекается трибологическая модель 37. Температурная модель 38 и упругая деформация 39 валков 3-6 вводятся в соответствии с прежним опытом. Точно так же учитывается механическая модель 40 межвалкового зазора (компьютерная программа). Кроме того, в модель 22 расчета включается модель 41 оптимизации качества поверхности. Согласование 42 трения с процессом прокатки происходит с учетом редукционной прокатки, при дрессировке или при гибкой прокатке. Далее вводятся гидродинамическая модель 43 распределения смазочного средства 9 и модель (компьютерная программа) 44 отпечатка шероховатости (поверхности валков на металлической полосе 2).
Из заданных параметров для модели 22 расчета образуют заданные данные 45 усилия 29 прокатки и натяжения 28 полосы (на фиг.3 слева). Происходят индивидуальная установка 46 регулирующих контуров для толщины 15, плоскостности 25 и поверхности 26 полосы в отношении шероховатости, глянца и других поверхностных признаков, а также оптимизация 47 плана проходов при согласовании трения с индивидуальным процессом прокатки.
Для выходной стороны 8а на фиг.3 справа следует осуществить прогноз 48 и оптимизацию развития температуры рабочих валков 3, 4 и металлической полосы 2. Следует задать определение 49 смазочного средства по типу, вязкости и температуре. Кроме того, следует ввести оптимизацию 50 качества поверхности полосы и выбор значения шероховатости рабочих валков.
Перечень ссылочных позиций
1 - прокатная клеть
2 - металлическая полоса
2а - нижняя сторона металлической полосы
2b - верхняя сторона металлической полосы
3 - верхний рабочий валок
4 - нижний рабочий валок
5 - верхний опорный валок
6 - нижний опорный валок
7 - размоточное устройство
7а - входная сторона
8 - намоточное устройство
8а - выходная сторона
9 - чистое смазочное средство
10 - охлаждающее средство
11а - прибор для измерения плоскостности (входная сторона)
11b - прибор для измерения плоскостности (выходная сторона)
12 - прибор для измерения скорости
13 - скорость прокатываемой полосы
14 - качество прокатываемой полосы
15 - толщина полосы
16 - ряд распылительных сопел
17 - количество, состав и распределение минимальной смазки
18 - верхний ряд распылительных сопел (нанесение азота)
19 - нижний ряд распылительных сопел (нанесение азота)
20 - нанесение азота
21 - нанесение альтернативных смазочных веществ
22 - модель расчета (компьютерная программа)
23 - параметры процесса
24 - ширина полосы
25 - плоскостность полосы
26 - поверхность полосы
27 - распределение натяжения полосы
28 - натяжение полосы
29 - усилие прокатки
30 - диаметр валков
31 - шероховатость валков
32 - материал валков
33 - момент прокатки
34 - температура валков
35 - обжатие по толщине
36 - составление плана проходов
37 - трибологическая модель (компьютерная программа)
38 - температурная модель (компьютерная программа)
39 - упругая деформация валка
40 - механическая модель межвалкового зазора (компьютерная программа)
41 - модель качества поверхности
42 - согласование трения с процессом прокатки
43 - гидродинамическая модель (компьютерная программа)
44 - модели отпечатка шероховатости
45 - задание усилия прокатки и натяжения полосы
46 - установка 1-го уровня системы регулирования
47 - оптимизация и согласование таблицы проходов
48 - прогноз изменения температуры
49 - определение смазочного средства
50 - оптимизация поверхности полосы и шероховатости рабочих валков.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И ПРОКАТНАЯ КЛЕТЬ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА, В ЧАСТНОСТИ ПОЛОСЫ, СНАБЖЕННАЯ ФОРСУНКАМИ ДЛЯ ГАЗООБРАЗНЫХ ИЛИ ЖИДКИХ ОБРАБАТЫВАЮЩИХ СРЕД | 2005 |
|
RU2372162C2 |
| СПОСОБ И ПРОКАТНЫЙ СТАН ДЛЯ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2012 |
|
RU2566132C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ СМАЗОЧНЫХ МАТЕРИАЛОВ ДЛЯ РЕГУЛИРОВАНИЯ ПЛОСКОСТНОСТИ И/ИЛИ ШЕРОХОВАТОСТИ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2007 |
|
RU2417850C2 |
| СПОСОБ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ С НАТЯЖЕНИЕМ | 2009 |
|
RU2409432C1 |
| СПОСОБ ПРОКАТКИ ПРОКАТЫВАЕМОГО МАТЕРИАЛА | 2017 |
|
RU2701916C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СМАЗКИ ВАЛКОВ И ПРОКАТЫВАЕМОЙ ПОЛОСЫ В ПРОКАТНОЙ КЛЕТИ | 2009 |
|
RU2463118C2 |
| СПОСОБ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2011 |
|
RU2470722C1 |
| ХОЛОДНАЯ ПРОКАТКА ПРОКАТЫВАЕМОГО МАТЕРИАЛА В ГРУППЕ ПРОКАТНЫХ КЛЕТЕЙ, ИМЕЮЩЕЙ НЕСКОЛЬКО ПРОКАТНЫХ КЛЕТЕЙ | 2020 |
|
RU2792913C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТОНКОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2005 |
|
RU2381846C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ СМАЗОЧНОГО СРЕДСТВА ПРИ ПРОКАТКЕ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА | 2011 |
|
RU2570257C2 |
Изобретение предназначено для повышения качества полосы, получаемой холодной прокаткой. Способ включает распыление, по меньшей мере, на входной стороне (7а) клети (1) смазочного средства (9), а на выходной стороне (8а) клети (1) - охлаждающего средства (10), состоящих из смазочно-активных, очищающих и инертизирующих жидких веществ или их комбинации, и подачу их к нижней стороне (2а) и/или верхней стороне (2b) полосы, и/или к нижнему рабочему валку (4) клети (1) и верхнему рабочему валку (3). Согласование трения в межвалковом зазоре с сокращением числа этапов процесса производства обеспечивается за счет того, что количество нанесенного на входной стороне (7а) чистого смазочного средства без высокого содержания воды и с требуемой вязкостью непрерывно рассчитывают и дозируют посредством физической модели (22) расчета так, что оно соответствует минимальному количеству смазочного средства, которое фактически требуется при прокатке, при этом с помощью физической модели непрерывного расчета минимального количества смазочного средства непрерывно учитывают такие параметры (23) процесса, как скорость (13), качество (14) полосы, например, сопротивление разрыву, плоскостность (11а, 11b), шероховатость поверхности (26) полосы и натяжение (28) полосы на входной стороне (7а) и выходной стороне (8а) прокатной клети (1), а также такие параметры процесса, как усилие (29) прокатки, диаметр (30) рабочих валков, шероховатость (31) и материал (32) рабочих валков. 9 з.п. ф-лы, 3 ил.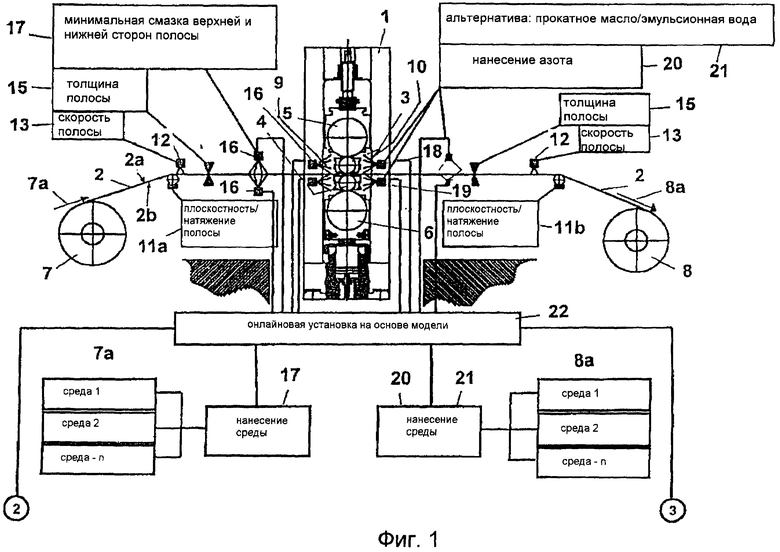
1. Способ смазки и охлаждения валков (3, 4, 5, 6) и металлической полосы (2) при прокатке в прокатной клети (1), включающий распыление, по меньшей мере, на входной стороне (7а) клети (1) смазочного средства (9), а на выходной стороне (8а) клети (1) - охлаждающего средства (10), при этом смазочное средство (9) и охлаждающее средство (10), состоящие из смазочно-активных, очищающих и инертизирующих жидких веществ или их комбинации, подают к нижней стороне (2а) и/или верхней стороне (2b) полосы, и/или к нижнему рабочему валку (4) клети (1) и верхнему рабочему валку (3), отличающийся тем, что количество нанесенного на входной стороне (7а) чистого смазочного средства без высокого содержания воды и с требуемой вязкостью непрерывно рассчитывают и дозируют посредством физической модели (22) расчета так, что оно соответствует минимальному количеству смазочного средства, которое фактически требуется при прокатке, при этом с помощью физической модели непрерывного расчета минимального количества смазочного средства непрерывно учитывают такие параметры (23) процесса, как скорость (13), качество (14) полосы, например сопротивление разрыву, плоскостность (11а, 11b), шероховатость поверхности (26) полосы и натяжение (28) полосы на входной стороне (7а) и выходной стороне (8а) прокатной клети (1), а также такие параметры процесса, как усилие (29) прокатки, диаметр (30) рабочих валков, шероховатость (31) и материал (32) рабочих валков.
2. Способ по п.1, отличающийся тем, что с помощью физической модели (22) расчета учитывают прогноз и оптимизацию для составления плана проходов, оценку смазочной пленки с помощью трибологической модели (37), температурную модель (38), упругую деформацию валков (3, 4, 5, 6), механическую модель (40) межвалкового зазора, модель оптимизации качества (41) поверхности, согласование (42) трения с процессом редукционной, дрессировочной или гибкой прокатки, гидродинамическую модель (43), модель (44) отпечатка шероховатости между металлической полосой (2) и рабочими валками (3, 4).
3. Способ по п.1, отличающийся тем, что в процессе прокатки в качестве переменных управляющих воздействий для нанесения жидких или газообразных смазочных средств (9) и охлаждающих средств (10) на основе регулирования с помощью модели (22) расчета задают объемный поток, давление, температуру, различные установки по ширине (24) полосы, при необходимости различные установки для нижней стороны (2а) и верхней стороны (2b) полосы.
4. Способ по любому из пп.1-3, отличающийся тем, что соотношение смешивания жидких и газообразных сред изменяют в соответствии с моделью расчета (22).
5. Способ по любому из пп.1-3, отличающийся тем, что до начала процесса прокатки параметры (23) процесса, такие как усилие (29) прокатки, натяжение (28) и толщина (15) полосы и подобное, задают в таблице проходов.
6. Способ по любому из пп.1-3, отличающийся тем, что параметры (23) процесса используют для создания регулирующего контура для толщины (15), удлинения, плоскостности (25), шероховатости и/или поверхности (26) полосы.
7. Способ по любому из пп.1-3, отличающийся тем, что задают прогноз (48) оптимизации развития температуры в металлической полосе (2) и/или в рабочих валках (3, 4).
8. Способ по любому из пп.1-3, отличающийся тем, что осуществляют выбор смазочного средства по типу изготовителя, вязкости и температурной характеристике.
9. Способ по любому из пп.1-3, отличающийся тем, что осуществляют оптимизацию (50) поверхности полосы за счет выбора шероховатости рабочих валков.
10. Способ по любому из пп.1-3, отличающийся тем, что описанные меры применяют с использованием модели (22) расчета также на участках с изменяющейся скоростью прокатки.
| ЕР 0367967 А2, 16.05.1990 | |||
| Устройство регулирования толщины прокатываемой полосы | 1982 |
|
SU1057135A1 |
| Способ прокатки полосовых заготовок | 1985 |
|
SU1304947A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПЛОСКОСТНОСТИ ПОЛОС | 2000 |
|
RU2189875C2 |
| Устройство для автоматического регулирования формы полосы | 1990 |
|
SU1705072A1 |
| УСТРОЙСТВО ДЛЯ ВОЗДЕЙСТВИЯ НА СООТНОШЕНИЯ В ТРЕНИИ МЕЖДУ ВЕРХНИМ И НИЖНИМ ВАЛКОМ ПРОКАТНОЙ КЛЕТИ И СПОСОБ ПРОКАТКИ ПОЛОСООБРАЗНОГО ПРОКАТА | 1998 |
|
RU2208488C2 |
| Способ регулирования теплового режима прокатного валка | 1975 |
|
SU680776A1 |
| JP 60223601 A, 08.11.1985. | |||

