Настоящее изобретение относится к способу электрохимической размерной обработки электрически проводящего обрабатываемого изделия с использованием устройства для электрохимической размерной обработки, содержащего рабочий электрод, расположенный напротив обрабатываемого изделия с предварительно заданным рабочим зазором, заполненным электролитом, причем устройство для электрохимической размерной обработки дополнительно содержит средства для подачи обрабатывающих импульсов напряжения на рабочий зазор.
Настоящее изобретение также относится к установке для электрохимической размерной обработки электрически проводящего обрабатываемого изделия путем приложения обрабатывающих электрических импульсов между обрабатываемым изделием и электрически проводящим электродом, в то время как между обрабатываемым изделием и электродом подается электролит.
Электрохимическая размерная обработка представляет собой процесс, в котором электрически проводящее обрабатываемое изделие растворяется в месте расположения электрода при подаче электролита и электрического тока. Для этой цели электрод располагается вблизи обрабатываемого изделия и, в то время как в зазор между обрабатываемым изделием и электродом вводится электролит, а через обрабатываемое изделие, электрод и электролит пропускают сильный ток, обрабатываемое изделие является положительным по отношению к электроду. Ток прикладывают в виде обрабатывающих импульсов (импульсов размерной обработки), имеющих заданную амплитуду и длительность. В промежутках между обрабатывающими импульсами обновляется электролит. В рабочих условиях обрабатываемое изделие растворяется, таким образом увеличивая величину зазора между обрабатываемым изделием и электродом. Чтобы компенсировать это, электрод и обрабатываемое изделие перемещаются навстречу друг другу с заданной скоростью подачи, в результате чего электрод формирует в поверхности обрабатываемого изделия углубление или, возможно, отверстие, при этом углубление или отверстие имеет форму, соответствующую форме электрода. Этот способ может использоваться, например, для получения углублений или отверстий сложной формы или для формования упрочненных металлов или сплавов. Точность копирования, с которой форма углубления или отверстия в обрабатываемом изделии соответствует форме электрода, является важной для получения качественного результата.
Способ электрохимической размерной обработки известен из публикации Международной заявки на патент WO 99/51382. В соответствии с известным способом в промежутках между обрабатывающими импульсами произвольным образом прикладываются пассивирующие импульсы для осаждения пассивирующих слоев на обрабатываемое изделие. Путем выбора соответствующей амплитуды и длительности пассивирующих импульсов можно управлять пространственным распределением пассивирующего слоя. Является предпочтительным получение пассивирующего слоя с большей толщиной на боковых поверхностях полученного углубления по сравнению с толщиной пассивирующего слоя на фронтальной поверхности углубления. В этом случае скорость растворения на фронтальной поверхности будет более высокой по сравнению с боковыми поверхностями, что приводит к лучшей точности копирования.
Недостатком известного способа для улучшения точности копирования является сложность, связанная с выбором значений характеристик пассивирующих импульсов, а также размеров зазоров по отношению как к фронтальным, так и к боковым поверхностям углубления, для получения неоднородно распределенного пассивирующего слоя. Формирование пассивирующего слоя зависит от напряженности локального электрического поля. Из-за неоднородностей поля, вызываемых кривизной электрода, а также отложениями на поверхности катодного электрода, является невозможным создать рабочие условия для оптимальной точности копирования.
Задачей настоящего изобретения является создание способа электрохимической размерной обработки с дополнительным улучшением точности копирования, в котором управление процессом может быть оптимизировано. С этой целью способ того типа, который определен во вводном параграфе, отличается тем, что приложение первого числа обрабатывающих импульсов напряжения с предварительно заданной оптимальной длительностью к рабочему зазору чередуется со вторым числом измерительных импульсов напряжения на рабочем зазоре для измерения реальной величины рабочего зазора.
В соответствии с техническими признаками настоящего изобретения и на основе фундаментальной теории электрохимических процессов в зазоре, для каждой предварительно заданной величины зазора существует оптимальная длительность отдельного импульса, соответствующая оптимальной локальной точности копирования. Понятно, что, например, в случае соседних углублений, имеющих различную соответствующую глубину, максимальная точность копирования может быть достигнута в случае, когда локальные эффективности растворения существенно различаются. Такие оптимальные рабочие условия подходят для определенной величины зазора. Путем чередования обрабатывающих импульсов с измерительными импульсами является возможным получение точной информации о размерах зазора on-line во время электрохимической размерной обработки. В случае, когда измерение размеров зазора показывает величину, отличающуюся от заданной величины, является возможным изменение рабочих условий путем возвращения зазора назад к заданной величине или путем выбора другой длительности обрабатывающего импульса, соответствующей оптимальной длительности импульса для измеренной реальной величины зазора. Важно иметь в виду, что в случае, когда измеренная величина зазора отклоняется от заданной величины в положительную сторону, является предпочтительным возвращение системы к оптимальным рабочим условиям путем уменьшения величины зазора обратно до заданной величины.
Один из вариантов воплощения способа в соответствии с настоящим изобретением отличается тем, что оптимальная длительность обрабатывающих импульсов напряжения получается из максимального значения коэффициента локализации для предварительно заданной величины рабочего зазора. Эта техническая особенность основывается на понимании того, что в случае соседних углублений максимальный коэффициент локализации, соответствующий отношению локальных скоростей растворения, приводит к оптимальной точности копирования. Кроме того, понятно, что локальная скорость анодного растворения задается локальным значением плотности тока и это приводит к такому выводу, что коэффициент локализации (L) задается отношением значений локальной плотности тока J(τ,Si) как функции времени и величины зазора:

где s1 - представляет собой величину зазора, соответствующую первому углублению;
s2 - представляет собой величину зазора, соответствующую второму углублению.
Таким образом, для вычисления значения коэффициента локализации достаточно использовать информацию о временном поведении значения плотности тока как функции зазора. Дополнительные детали объясняются далее со ссылками на фигуры.
Другой вариант воплощения способа в соответствии с настоящим изобретением отличается тем, что длительность измерительных импульсов напряжения является большей, чем длительность обрабатывающих импульсов напряжения, причем длительность измерительных импульсов напряжения выбирается по меньшей мере достаточной для того, чтобы плотность тока в импульсе на рабочем зазоре достигла глобального максимума. Этот технический признак основывается на фундаментальном понимании того, что время, соответствующее глобальному максимуму плотности тока в импульсе, является функцией абсолютного значения прикладываемого напряжения и зазора. Для данного значения прикладываемого напряжения время, соответствующее глобальному максимуму плотности тока в импульсе, представляет собой непосредственную меру абсолютной величины зазора. Как будет подробно объяснено со ссылкой на фигуры, оптимальная длительность импульса для обрабатывающих импульсов напряжения является более короткой, чем время, соответствующее максимуму плотности тока в импульсе. По этой причине длительность импульса для измерительных импульсов напряжения должна быть выбрана таким образом, чтобы достигался глобальный максимум плотности тока в импульсе. Зная реальные размеры зазора из предыдущих измерений и используя информацию о соотношении между реальным размером зазора и соответствующим оптимальным обрабатывающим импульсом напряжения, можно выбирать длительность измерительного импульса таким образом, что получаемая плотность тока в импульсе через зазор достигает своего глобального максимума. Является предпочтительным, чтобы полярность измерительных импульсов напряжения соответствовала полярности обрабатывающих импульсов напряжения.
Другой вариант воплощения способа в соответствии с настоящим изобретением отличается тем, что величина рабочего зазора корректируется в том случае, когда реальная величина рабочего зазора отклоняется от предварительно заданной величины рабочего зазора. В связи с тем фактом, что предварительно заданная величина зазора выбирается для достижения лучшего растворения и качества поверхности обрабатываемого изделия, является предпочтительной корректировка на отклонение величины зазора в том случае, когда измерения показывают, что реальная величина зазора отличается от предварительно заданной величины. Эта корректировка зазора может осуществляться с помощью средств приведения электрода в движение, имеющихся в устройстве для электрохимической размерной обработки.
Другой вариант воплощения способа по настоящему изобретению отличается тем, что интервал между обрабатывающими импульсами напряжения устанавливается на значении, достаточном для обновления электролита в рабочем зазоре. В соответствии с этим техническим признаком обеспечивается то, что рабочие условия в зазоре полностью восстанавливаются. Обнаружено, что для электролита, содержащего 5% NaCl, и рабочих условий, представляющих собой зазор величиной 30 мкм, прикладываемое напряжение 50 В и давление электролита 300 кПа, восстановление амплитудного значения плотности тока достигается через 300 мксек, в то время как восстановление формы импульса получают через 600 мксек. Кроме того, обнаружено, что обновление электролита достигается через 600 мксек при скорости течения электролита, равной 3 м/сек.
Еще один вариант воплощения способа в соответствии с настоящим изобретение отличается тем, что значение интервала между обрабатывающими импульсами напряжения получают из параметра системы, включающего в себя амплитудное значение плотности тока в импульсе на рабочем зазоре и время, необходимое (прошедшее) для достижения амплитудного значения плотности тока в импульсе. Обнаружено, что уменьшение интервала между обрабатывающими импульсами приводит сначала к различию в скоростях растворения вдоль потока электролита, с последующим образованием двух отдельных зон. В первой зоне каждый новый обрабатывающий импульс подают в свежий электролит, а во второй зоне каждый новый обрабатывающий импульс подают в нагретый электролит, содержащий газовую фазу. Это явление вызывает питтинговую (точечную) коррозию во второй зоне, ухудшая качество поверхности обрабатываемого изделия. По этой причине был сделан вывод о том, что для выбора интервала между обрабатывающими импульсами более эффективным является использование параметра системы, включающего в себя амплитудное значение плотности тока в импульсе через рабочий зазор и время, необходимое для того, чтобы плотность тока в импульсе достигла амплитудного значения.
Настоящее изобретение, кроме того, относится к установке для электрохимической размерной обработки электрически проводящего обрабатываемого изделия путем приложения обрабатывающих электрических импульсов между обрабатываемым изделием и электрически проводящим электродом в то время, как между обрабатываемым изделием и электродом подается электролит.
Эти и другие аспекты настоящего изобретения будут объясняться со ссылками на фигуры.
Фиг.1 представляет собой схематическое изображение плотности тока в импульсах или, иначе говоря, импульсов плотности тока через зазор как функции напряжения, прикладываемого к зазору.
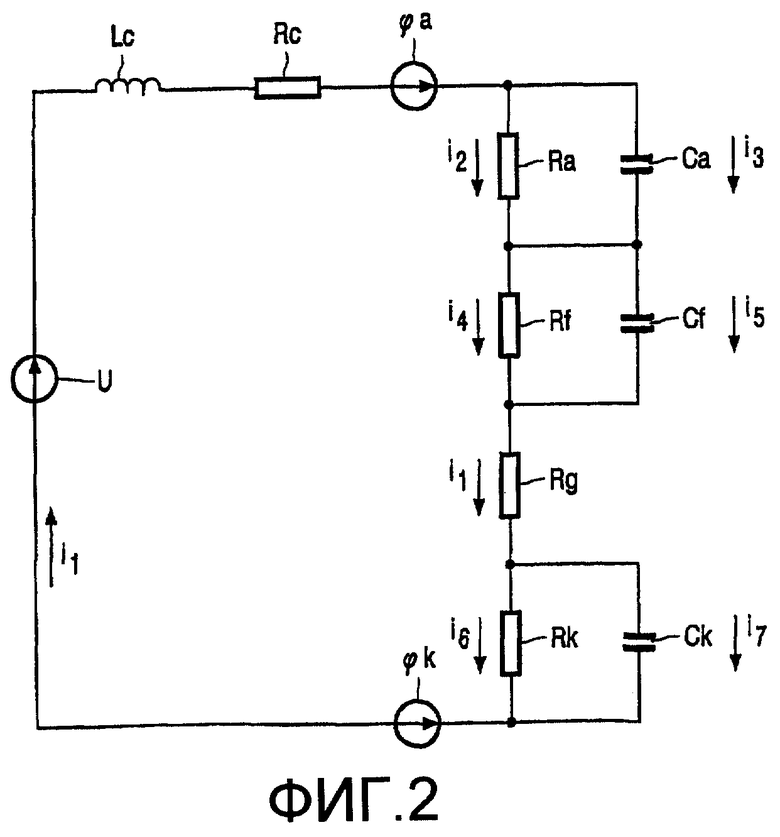
Фиг.2 представляет собой эквивалентную электрическую схему для представления цепи разряда электрохимической ячейки.
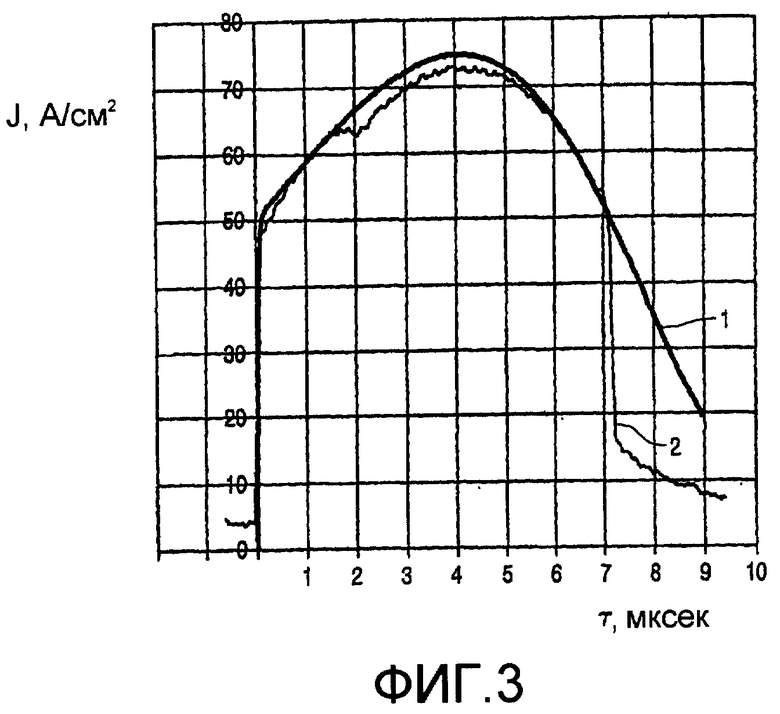
Фиг.3 представляет собой сравнение вычисленной плотности тока в импульсе на зазоре с измеренными значениями.
Фиг.4 представляет собой оптимальную длительность обрабатывающего импульса и положение глобального максимума плотности тока в импульсе как функции величины размеров зазора.
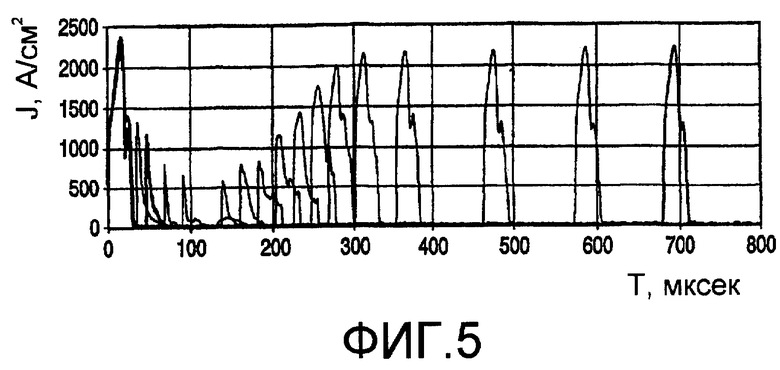
Фиг.5 представляет собой формы импульсов плотности тока в зазоре как функцию периода повторения импульсов прикладываемого напряжения.
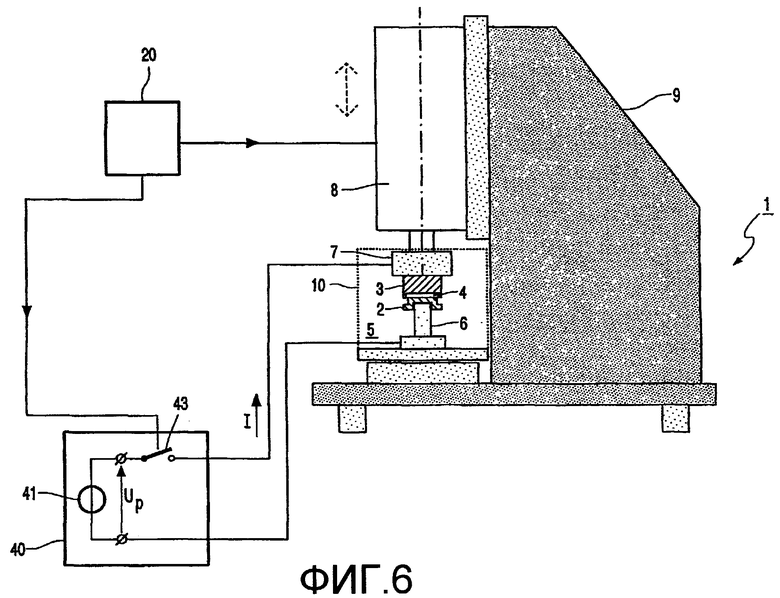
Фиг.6 представляет собой схематический вид установки для электрохимической размерной обработки электрически проводящего обрабатываемого изделия.
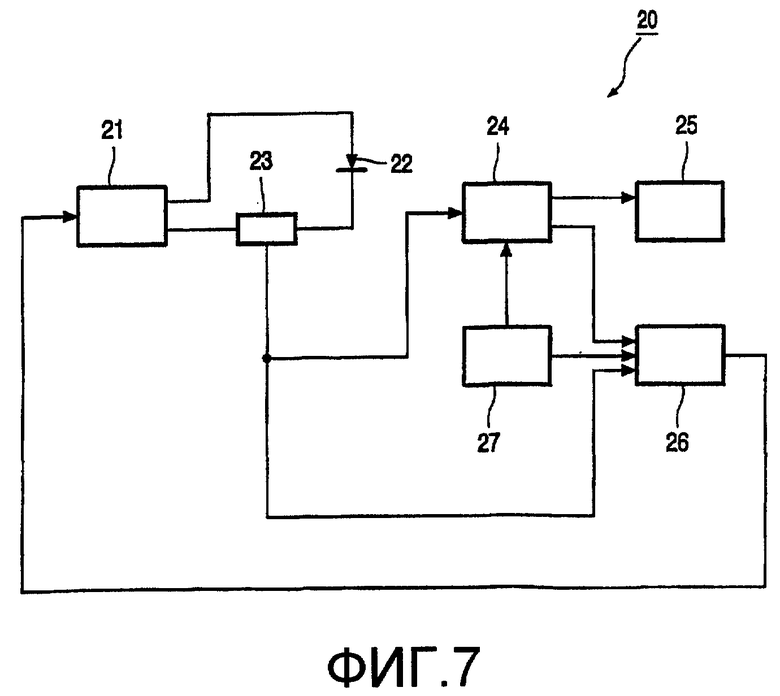
Фиг.7 представляет собой функциональную блок-схему средств управления процессом.
Характерные импульсы плотности тока приведены на фиг.1 для фиксированной величины зазора и различных значений амплитуды прямоугольных импульсов напряжения. Увеличение абсолютного значения прикладываемого напряжения приводит к увеличению максимального значения плотности тока в импульсе, при этом максимум достигается за более короткие времена. Как видно из фиг.1, экстремум плотности тока в импульсе, упоминаемый далее как глобальный максимум, развивается после определенного значения прикладываемого в импульсе напряжения. Этот глобальный максимум вызывается двумя противоречивыми явлениями в зазоре: во-первых, интенсивным нагревом электролита, и, во-вторых, непрерывным образованием газовой фазы в электролите. Кроме того, понятно, что абсолютное значение глобального максимума плотности тока в импульсе определяется абсолютным значением напряжения в импульсе и величиной зазора. Воздействие этих двух факторов является преобладающим для малых размеров зазора и больших амплитуд импульсов напряжения, например для размеров зазора в пределах s=20-30 мкм, и для прикладываемого напряжения около 90 В.
Фиг.2 представляет собой эквивалентную электрическую схему для моделирования цепи разряда электрохимической ячейки. В рамках этой модели делаются следующие предположения:
- электролит представляет собой двухфазную сплошную среду;
- газовая фаза состоит из водорода, образующегося из-за электролиза H;
- из-за вязкости электролита газовая фаза создает дополнительное давление в зазоре;
- нагрев электролита является адиабатическим;
- потенциалы электродов являются постоянными и равны их стационарным значениям.
Применяя базовые знания по электрохимии, специалист в данной области может вывести уравнения для токов, как показано на фиг.2:




где U представляет собой прикладываемое напряжение размерной обработки;
Ra,k представляют собой эквивалентные Фарадеевские сопротивления соответственно анодной и катодной реакции;
Rg представляет собой сопротивление слоя электролита в зазоре;
Rf представляет собой сопротивление слоя оксида на аноде;
Cf представляет собой эквивалентную емкость слоя оксида на аноде;
Ca,k представляет собой емкость двойного электрического слоя соответственно анода и катода;
Rc представляет собой сопротивление кабелей;
Lc представляет собой индуктивность кабелей;
ϕa,k представляет собой потенциал соответственно анода и катода.
На основе этой модели плотность тока в импульсе табулируется и сравнивается с экспериментальными результатами (фиг.3, кривые 1, 2 соответственно). Ввиду хорошей корреляции табулированной величины плотности тока в импульсе 1 и измеренной плотности тока в импульсе 2 на зазоре является возможным использование данной модели для оптимизации коэффициента локализации (L). Из уравнения (1) можно следующим образом получить параметр крутизны K для значения коэффициента локализации L:

где

τ - длительность импульса плотности тока;
J (τ, s) - функция плотности тока, полученная для данной модели.
Параметр крутизны K может быть дополнительно использован для оптимизации параметров процесса, вроде длительности обрабатывающих импульсов напряжения, с целью получения максимального коэффициента локализации. Например, оптимальная длительность импульса для данной величины зазора должна удовлетворять следующим условиям:


Условия (8) и (9) определяют оптимальную кривую в s-t пространстве (сплошная линия 1 на фиг.4), на которой значение коэффициента локализации для каждого сочетания s-t является максимальным. С использованием этой кривой получают оптимальную длительность обрабатывающего импульса для каждой заданной величины рабочего зазора. Как видно на фиг.4, для данного размера зазора оптимальная длительность обрабатывающего импульса согласно кривой 1 является меньшей, чем длительность импульса, достаточная для достижения глобального максимума плотности тока в импульсе, которая дана в виде кривой 2. Это явление далее используется в одном из вариантов воплощения средств управления процессом, используемых в установке для электрохимической размерной обработки.
Фиг.5 представляет формы импульсов плотности тока в зазоре как функцию периода повторения прикладываемых обрабатывающих импульсов напряжения. Форма получаемого импульса плотности тока дает информацию об обновлении электролита после приложения импульса напряжения. Обнаружено, что уменьшение интервала между обрабатывающими импульсами сначала приводит к возникновению различий в скоростях растворения вдоль потока электролита, а затем к возникновению двух отдельных зон. В первой зоне каждый новый обрабатывающий импульс подается в свежий электролит, а во второй зоне каждый новый обрабатывающий импульс подается в нагретый электролит, содержащий газовую фазу. Это явление вызывает питтинговую коррозию во второй зоне, ухудшая качество поверхности обрабатываемого изделия. По этой причине делается вывод, что для выбора интервала между обрабатывающими импульсами является эффективным использование параметра системы, включающего в себя амплитудное значение плотности тока в импульсе на рабочем зазоре и время, необходимое для достижения такого амплитудного значения плотности тока в импульсе. Для зазоров в 30 мкм и прикладываемого напряжения 50 В при давлении электролита P=300 кПа обнаружено, что достаточная регенерация системы осуществляется по меньшей мере через 300 мксек.
Фиг.6 представляет собой схематический вид установки 1 для электрохимической размерной обработки электрически проводящего обрабатываемого изделия 2 посредством электрода 3. Установка 1 содержит основание 6 для позиционирования обрабатываемого изделия 2, держатель 7 для позиционирования электрода 3 и исполнительный механизм 8 для перемещения держателя 7 и основания 6 по отношению друг к другу. Основание 6 и исполнительный механизм 8 устанавливаются на станине 9, имеющей жесткую конструкцию, с тем, чтобы сделать возможным установку рабочего расстояния между электродом 3 и обрабатываемым изделием 2 с высокой точностью. Кроме того, установка содержит резервуар 10, заполненный электролитом 5 таким образом, что зазор 4, формируемый в результате установления рабочего расстояния между электродом 3 и обрабатываемым изделием 2, заполняется электролитом 5. В настоящем случае электролит содержит NaNO3, растворенный в воде. В качестве альтернативы можно использовать другой электролит, такой, например, как NaCl, или сочетание NaNO3 и кислоты. Электролит 5 прокачивается через зазор 4 посредством устройства, не показанного на фигуре. С помощью установки 1 обрабатываемое изделие 2 может подвергаться размерной обработке путем прохождения обрабатывающего импульса напряжения от блока 40 источника питания через электролит 5 в зазоре 4, через электрод 3 и обрабатываемое изделие 2. Блок 40 источника питания содержит генератор 41 импульсов напряжения и управляемый ключ 43. Когда полярность прикладываемого напряжения размерной обработки является правильной, это приводит к удалению материала обрабатываемого изделия 2 с его поверхности и к растворению в электролите 5 в том положении, где расстояние между электродом и обрабатываемым изделием является малым. Форма получаемого таким образом углубления определяется формой электрода, расположенного напротив него. Установка дополнительно содержит средства 20 управления процессом для определения реальной величины размера зазора и для доведения величины зазора обратно до предварительно заданной величины в случае возникновения отклонения величины зазора, с одной стороны, и для приложения оптимальных обрабатывающих импульсов напряжения и измерительных импульсов напряжения - с другой стороны. Длительность импульсов напряжения, которые должны прикладываться к зазору посредством блока источника питания, определяется и управляется средствами 20 управления процессом вычислительного блока, не показанного на фигуре, который приводит в действие ключ 43.
Фиг.7 представляет собой функциональную блок-схему средств 20 управления процессом. Импульсный генератор 21 питания (подаваемой мощности) генерирует обрабатывающие импульсы напряжения с оптимальной длительностью, соответствующие предварительно заданной величине установленного зазора согласно фиг.4. Технологические преимущества электрохимической размерной обработки с помощью импульсов напряжения микросекундной длительности получают для значений плотности тока в пределах между 1000 и 20000 А/см2 и для длительности переднего фронта импульсов напряжения менее 1000 нсек. Является предпочтительным использование изначально известных табулированных справочных значений для оптимальной длительности импульса как функции величины зазора, хранимых в калибровочной справочной таблице. Эти предварительно заданные значения могут быть получены в результате калибровочного эксперимента для данных установок системы или могут быть вычислены с использованием модели, обсуждаемой выше. Длительность импульса для прикладываемых импульсов напряжения управляется блоком 26 управления импульсами. Для периода повторения обрабатывающих импульсов напряжения блок 26 для управления импульсами устанавливает оптимальную длительность импульсов напряжения в соответствии с данными калибровочной справочной таблицы. Далее блок управления импульсами приводит в действие ключ генератора питания, не показанный на фигуре. Затем к зазору 22 прикладываются импульсы напряжения, приводя к возникновению импульса плотности тока, развивающегося в зазоре, как схематически показано на фиг.1 для кривых, имеющих глобальный максимум. Импульс плотности тока детектируется с помощью шунта 23 и подается на вычислительный блок 24. Импульс плотности тока, измеренный с помощью шунта 23, составляет управляющий сигнал, в дальнейшем используемый в средствах 20 управления процессом. Для измерения реальных размеров зазора в средства 20 управления процессом включается измерительный блок 27. Этот блок определяет частоту измерения образцов. Для интервала времени, соответствующего измерению образца, измерительный блок 27 подает сигнал в блок 26 управления импульсами для увеличения длительности импульсов напряжения по сравнению с обрабатывающими импульсами напряжения. Длительность импульсов напряжения выбирается с помощью вычислительного блока 24 на основе предыдущих данных по измерению зазора и информации о времени, необходимом для достижения плотности тока в импульсе глобального максимума. Когда на зазор 22 подаются измерительные импульсы напряжения, соответствующий импульс плотности тока анализируется в вычислительном блоке 24, и определяется соответствующее реальное время, необходимое для достижения глобального максимума. На основе этих данных вычислительный блок 24 вычисляет реальную величину зазора, используя данные калибровочной справочной таблицы.
Вычислительные средства 24 вычисляют реальную величину зазора на основе калибровочной справочной таблицы, содержащей соотношение между величиной зазора, оптимальной длительностью импульса и временем, необходимым для достижения плотности тока в импульсе глобального максимума. Затем вычислительные средства 24 сравнивают эту величину с предварительно заданной величиной зазора, и в случае, если детектируется отклонение, вычисляют величину корректировки зазора. Для корректировки такого отклонения в реальной величине зазора вычислительным блоком 24 посылается сигнал корректировки к исполнительному механизму 25, задавая рабочее расстояние между электродом и обрабатываемым изделием. После выполнения этой операции блок 26 управления импульсами устанавливает длительность импульсов напряжения, соответствующую оптимальному для обрабатывающих импульсов напряжения значению, и осуществляется электрохимическая размерная обработка обрабатываемого изделия. В соответствии с этим вариантом воплощения является возможной размерная обработка обрабатываемого изделия с помощью оптимальных обрабатывающих импульсов напряжения, что улучшает точность копирования конечного продукта. Благодаря возможности чередовать обрабатывающие импульсы с измерительными импульсами является возможным получение данных о рабочих условиях, вроде реальной величины зазора on-line. Любое отклонение реальной величины зазора от предварительно заданной величины корректируется, что приводит к размерной обработке обрабатываемого изделия в самом оптимальном режиме. Это особенность делает возможным конструирование автоматизированного управления процессом того типа, который описан выше, для дальнейшей оптимизации on-line управления процессом электрохимической размерной обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УДАЛЕНИЯ КАТОДНЫХ ОТЛОЖЕНИЙ ПОСРЕДСТВОМ БИПОЛЯРНЫХ ИМПУЛЬСОВ | 2002 |
|
RU2286233C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2188749C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ (ВАРИАНТЫ) | 2010 |
|
RU2504460C2 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2707672C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ (ВАРИАНТЫ) | 2009 |
|
RU2426628C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБО | 1973 |
|
SU374136A1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2000 |
|
RU2177391C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2271905C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЖАРОПРОЧНЫХ И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2266177C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2008 |
|
RU2401184C2 |

Изобретение может быть использовано при электрохимической размерной обработке электрически проводящего обрабатываемого изделия. Существует оптимальная длительность обрабатывающих импульсов, соответствующая максимальной точности копирования, соответствующая определенному значению зазора. Путем чередования обрабатывающих импульсов с измерительными импульсами является возможным получение точной информации о размерах зазора on-line во время процесса электрохимической размерной обработки. Установка содержит средства для генерирования управляющего сигнала во время измерительных импульсов напряжения. Средства управления процессом используются для автоматизации электрохимической размерной обработки и одновременного поддержания ее оптимального режима. Для этой цели средства управления процессом содержат блок управления импульсами для установления длительности импульсов напряжения, подаваемых к зазору. Изобретение обеспечивает точность копирования. 2 н. и 8 з.п. ф-лы, 7 ил.
| СИСТЕМА ВПРЫСКА МАСЛА В ЦИЛИНДРЫ ТАНКОВОГО ДВИГАТЕЛЯ | 1993 |
|
RU2074326C1 |
| WO 9951382 A, 14.10.1999 | |||
| ПЛАТФОРМА ДЛЯ РАЗРАБОТКИ НЕФТЕГАЗОВЫХ МЕСТОРОЖДЕНИЙ | 1992 |
|
RU2016169C1 |
| Способ размерной электрохимической обработки | 1976 |
|
SU621520A1 |
| RU 2055708 C1, 10.03.1996 | |||
| СПОСОБ ЦИКЛИЧЕСКОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 1992 |
|
RU2071883C1 |

