1
Изобретение относится к области получения слоистых изделий с пористой сердцевиной из композиционных материалов, используемьк в строительстве и мащиностроении в качестве стеновых панелей, облицовочных и тейлоизоляционных плит.
Известна установка для непрерьшного изготовления плит, содержащая узлы подачи сзблицовочных материалов и наполнителя, формующий узел, выполненный в виде закрытого кожухом каркаса и двух расположенных один над другим конвейере, нагревательную камеру и установленное на выходе из формующего узла отрезное устройство Л .
К недостаткам этой установки относятся неразъемность конвейеров большой длины и небольшие скорости их перемещения, что приводит к сильному охлаждению возвратньк ветвей и замедлению скорости прогрева подающих ветвей конвейеров и, соответственно, снижает производительность установки и требует дополнительных расходов энергии.
Наиболее близкой к изобретению по технической сущности и достигаемому результату является установка для непрерывного изготовления слоистых изделий, содержащая узлы подачи облицовочных листов и наполнителя, формующий узел, вьтолненный в виде закрытого теплозащитным кожзосом каркаса и двух расположенных один над другим конвейеров с подающими и воз вратными ветвями, вьшолненных из отдельных, соединенных шарнирами, палет, нагреватели подающих ветвей конвейеров и отрезное устройство 2
К недостаткам известной установки относятся резкое охлаждение возвратных ветвей конвейеров из-за невысоких скоростей их перемещения, что требует повышенных энергозатрат на нагрев ветвей конвейера, кроме того, возвратные ветви металлоемки.
Целью изобретения является повышение, производительности, снижение энергозатрат и металлоемкости установки.
Указанная цель достигается тем, что установка для непрерывного изготовления слоистых изделий, содерлсащая узлы подачи облицовочных листов и наполнителя, формующий узел, выполненный в виде закрытого тепло защитным кожухом каркаса и двух рас947472
положенных один над другим конвейеров с подающими и возвратными ветвями, выполненных из отдельных, соединенных шарнирами, палет, нагреватели 5 подающих ветвей конвейеров и отрезное устройство, снабжена смонтированными по оси шарниров механизмами разъема палет, выполненными в виде поворотных элементов, взаимодейст1 вующих с установленными на входе и выходе подающих ветвей конвейеров, упорами, а шарниры палет выполнены ра зъемными, причем каждая возвратная ветвь конвейеров выполнена в виде
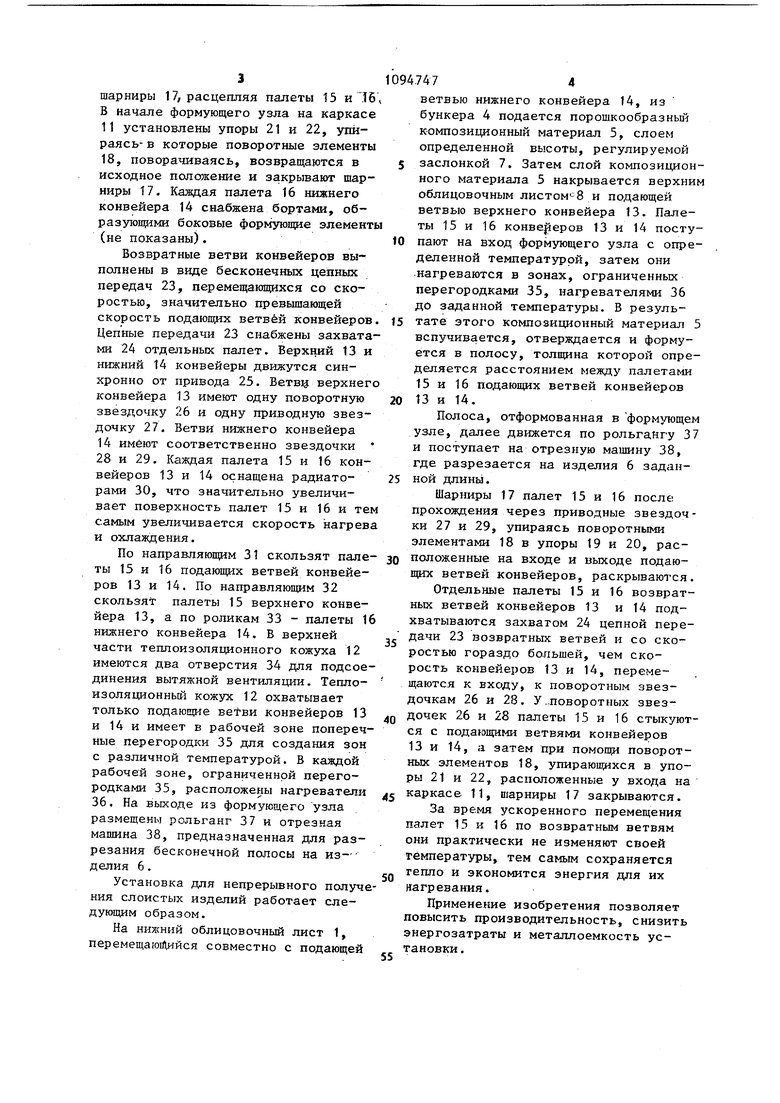
15 снабженной захватами палет бесконечной цепной передачи, перемещающейся со скоростью, превышающей скорость подающей ветви конвейера. На чертеже представлена общая
20 схема установки.
Установка для непрерывного изготовления слоистых изделий содержит узел подачи нижнего облицовочного листа 1 в виде бухты 2 и направляю25 щего ролика 3. Узел подачи наполнителя представляет собой бункер 4 с порошкообразным композиционным материалом 5 для сердцевины изделия 6, снабженный регулируемой по высоте
30 заслонкой 7 для насыпки на нижний облицовочный лист 1 материала 5 определенной высоты.
В качестве порошкообразного композиционного материала 5 может быть ис,, пользована, например, смесь на основе полиуретана или смесь фенол-формапьдегидньпс смол со вспученным перлитовьм песком. В узел подачи верхнего облицовочного листа 8 входит бухта 9
др я направляющий ролик 10. Формующий узел установки для непрерывного получения слоистых изделий состоит из каркаса 11., закрытого теплоизоляционным кожухом 12, образующим термокамеру,
45 и расположенного один над другим верхнего 13 и нижнего 14 конвейеров, подающие и возвратные ветви которых снабжены палатами 15 и 16, которые соединены между собой шарнирами 17.
JQ Шарниры 17 открываются и закрываются. при помощи механизйов их разъема, выполненных в виде поворотных элементов 18, установленных на оси шарнира 17. В конце формующего узла на
,- каркасе 11 установлены средства управления механизмами разъема, выполненными в виде у поров 19 и 20. Поворотные элементы 18, упираясь в упоры 19 и 20, поворачиваются и открывают
шарниры 17, расцепляя палеты 15 и .Т5 В начале формующего узла на каркасе 11 установлены упоры 21 и 22, упираясь- в которые поворотные элементы 18, поворачиваясь, возвращаются в исходное положение и закрывают шарниры 17, Каждая налета 16 нижнего конвейера 14 снабжена бортами, образующми боковые формующие элементы (не показаны).
Возвратные ветви конвейеров выполнены в виде бесконечных цепных передач 23, перемещающихся со скоростью, значительно превышающей скорость подающих ветвей конвейеров. Цепные передачи 23 снабжены захватами 24 отдельных палет. Верхний 13 и нижний 14 конвейеры движутся синхронно от привода 25. Ветви верхнего конвейера 13 имеют одну поворотную звездочку 26 и одну приводную звездочку 27, Ветви нижнего конвейера 14 имеют соответственно звездочки 28 и 29. Каждая палета 15 и 16 конвейеров 13 и 14 оснащена радиаторами 30, что значительно увеличивает поверхность палет 15 и 16 и тем самым увеличивается скорость нагрева и охлаждения.
По направляющим 31 скользят палеты 15 и 16 подающих ветвей конвейеров 13 и 14, По направляющим 32 скользят палеты 15 верхнего конвейера 13, а по роликам 33 - палеты 16 нижнего конвейера 14. В верхней части теплоизоляционного кожуха 12 имеются два отверстия 34 для подсоединения вытяжной вентиляции. Теплоизоляционный кожух 12 охватывает только подаюЕрие ветви конвейеров 13 и 14 и имеет в рабочей зоне поперечные перегородки 35 для создания зон с различной температурой. В каждой рабочей зоне, ограниченной перегородками 35, расположены нагреватели 36. На выходе из формующего узла размещены рольганг 37 и отрезная машина 38, предназначенная для разрезания бесконечной полосы на из- делия 6.
Установка для непрерывного получения слоистых изделий работает следующим образом.
На нижний облицовочный лист 1, перемещаю1Дийся совместно с подающей
ветвью нижнего конвейера 14, из бункера 4 подается порошкообразньш композиционный материал 5, слоем определенной высоты, регулируемой заслонкой 7. Затем слой композиционного материала 5 накрывается верхним облицовочным ЛИСТОМ 8 и подающей ветвью верхнего конвейера 13. Палеты 15 и 16 KOHBejiepoB 13 и 14 поступают на вход формующего узла с определенной температурой, затем они нагреваются в зонах, ограниченных перегородками 35, нагревателями 36 до заданной температуры. В результате этого композиционный материал 5 вспучивается, отверждается и формуется в полосу, толщина которой определяется расстоянием между палетами 15 и 16 подающих ветвей конвейеров 13 и 14.
Полоса, отформованная в формующем узле, далее движется по рольгангу 37 и поступает на отрезную машину 38, где разрезается на изделия 6 заданной длины.
Шарниры 17 палет 15 и 16 после прохождения через приводные звездочки 27 и 29, упираясь поворотными элементами 18 в упоры 19 и 20, расположенные на входе и выходе подающих ветвей конвейеров, раскрываются.
Отдельные палеты 15 и 16 возвратных ветвей конвейеров 13 и 14 подхватываются захватом 24 цепной передачи 23 возвратных ветвей и со скоростью гораздо большей, чем скорость конвейеров 13 и 14, перемещаются к входу, к поворотным звездочкам 26 и 28. У ..поворотных звездочек 26 и 28 палеты 15 и 16 стыкуются с подающими ветвями конвейеров 13 и 14, а затем при помощи поворотных элементов 18, упирающихся в упоры 21 и 22, расположенные у входа на каркасе 11, шарниры 17 закрываются.
За время ускоренного перемещения палет 15 и 16 по возвратным ветвям они практически не изменяют своей температуры, тем самым сохраняется гепло и экономится энергия для их нагревания.
Применение изобретения позволяет повысить производительность, снизить энергозатраты и металлоемкость установки .
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для непрерывного изготовления слоистых изделий | 1981 |
|
SU1090577A1 |
| Установка для непрерывного изготовления слоистых панелей | 1981 |
|
SU1090576A1 |
| Автоматическая линия для производства керамических изделий | 1986 |
|
SU1369898A1 |
| Установка для изготовления железо-бЕТОННыХ СТРОиТЕльНыХ издЕлий | 1979 |
|
SU837871A1 |
| Линия для производства строительного кирпича | 1990 |
|
SU1768398A1 |
| Установка для получения предваритель-HO пРОпиТАННОгО лЕНТОчНОгО МАТЕРиАлА | 1979 |
|
SU821182A1 |
| Агломерационная машина конвейерного типа | 1982 |
|
SU1027246A1 |
| УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ И УСТАНОВКА ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ ПРЕДМЕТОВ | 2012 |
|
RU2594324C2 |
| Устройство для разделки отработавших аккумуляторных батарей | 1980 |
|
SU1611220A3 |
| Автоматизированная линия для изготовления мелкоштучных строительных изделий | 1981 |
|
SU1033338A1 |
УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ СЛОИСТЫХ ИЗДЕЛИЙ, со:держащая узлы подачи облицовочных листов и наполнителя, формующий узел, выполненный в виде закрытого теплозащитным кожухом каркаса и двух ;расположенных один над другим конвейеров с подающими и возвратными ветвями, вьшолненных из отдельных, соединенных шарнирами, палет, нагреватели подакщих ветвей конвейеров и отрезное устройство, о т л и ч а ющ а я с я тем, что, с целью повышения производительности, снижения энергозатрат и металлоемкости установки, она снабжена смонтированными по оси шарниров механизмами разъема палет, выполненными в виде поворотных элементов, взаимодействующих с устан.овленнь 1и на входе и выходе подающих ветвей конвейеров, упорами, а шарниры палет выполнены разъемными, причем каждая возвратная ветвь конвейеров выполнена в виде снабженной захватами палет бесконечной цепной передачи, перемещающейся со скоростью, превьшающей Ькоррсть подакщей ветви конвейера.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для непрерывного производства блоков пенопласта | 1975 |
|
SU537836A1 |
| Солесос | 1922 |
|
SU29A1 |
