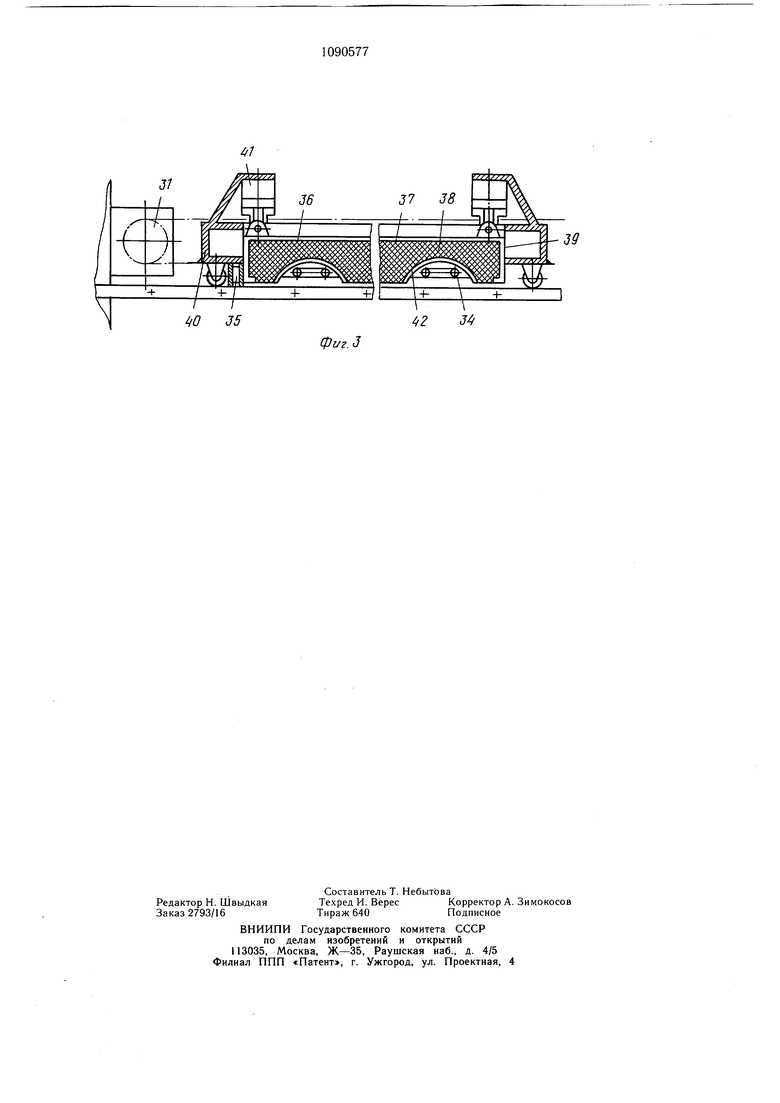
Изоореюние относится к производству слонстых изделий со вспененным средним слоем и может быть использовано в строительстве и других отраслях промышленности. Известна установка для непрерывного изготовления плит, содержащая узлы подачи исходных материалов, нагревательноформующую камеру с поперечными перегородками 1. Однако ввиду отсутствия средств предварительного нагрева формующих элементов такая установка характеризуется значительной теплоинерционностью и неспособностью реализовать высокую температуру, а также скорость прогрева исходных материалов на входе нагревательно-формующей камеры, что понижает ее производительность и исключает возможность формования на ней плит из различных исходных материалов. Кроме того, на этой установке может происходить пригар облицовочных листов и ухудщение их соединения с сердцевиной, что снижает качество получаемых панелей. Наиболее близка к изобретению установка для непрерывного изготовления слоистых изделий, содержащая узлы подачи облицовочных листов и наполнителя, формующий узел, выполненнный в виде закрытых кожухом каркаса двух расположенных один над други.м конвейеров с подающими, возвратными ветвями и участками ггерехода возвратных ветвей в подающие, и боковых формующих элементов, нагревательную камеру с поперечными переборками, охватывающую подающие ветви конвейеров, установленные на участках перехода возвратных ветвей в подающие ветви нагреватели и отрезное устройство 2. К недостатка. этой установки относится то, что формующие ветви конвейеров выполнены в виде тонких гибких ремней, которые не могут акку.мулировать и переносить на вход нагревательно-формующей камеры значительное количество тепла, поэтому на ней нельзя получить качественные слоистые изделия с сердцевиной из перлитопластбетона из-за невозможности реализовать передачу полотну заготовки требуемого количества тепла с достаточно высокой скоростью без сильного перегрева лент, а следовательно, без пригара облицовочных листов и ухудщения их соединения с сердцевиной. Кроме того, к ухудшению качества готовых изделий по однородности структуры сердцевины и сцеплению ее с листами облицовки приводит то, что нагреватели ветвей конвейеров установлены непосредственно на входе формующего узла на участках перехода возвратных ветвей конвейеров в подающие, так как после быстрого нагрева формующей поверхности ветвей до высокой температуры в них не успевает произойти равномерное перераспределение температур по щирине и по сечению до того, как они соприкоснутся с облицовочными листами. Наконец, данная установка не позволяет поддерживать постоянную, оптимальную для каждого материала температуру предварительного прогрева ветвей конвейеров на входе в формующий узел вне зависимости от изменения температуры окружающего воздуха, скорости и направления его потоков при больщой длине установки. Целью изобретения является повыщение качества готовых изделий за счет повыщения равномерности прогрева ветвей конвейера и уменьщения влияния температуры окружающей среды на температуру ветвей конвейера на входе в формующий узел, расширение ассортимента перерабатываемых материалов. Указанная цель достигается тем, что установка для непрерывного изготовления ачоистых изделий, содержащая узлы подачи облицовочных листов и наполнителя, формующий узел, выполненный в виде закрытых кожухом каркаса двух расположенных один над другим конвейеров с подающими, возвратными ветвями и участками перехода возвратных ветвей в подающие и боковых формуюп1их элементов, нагревательную камеру с поперечными переборками, охватывающую подающие ветви конвейеров, установленные на участ.ках перехода возвратных ветвей в подающие ветви нагреватели и отрезное устройство, снабжена несущими нагреватели каретками, установленными Б направляющих внутри кожуха над возвратными ветвями обоих конвейеров с возможностью продольного перемещения между участками перехода возвратных ветвей в подающие ветви. Кроме того, каретки снабжены экранирующими плитами, установленными в вертикальных направляющих с возможностью перемещения от размещенных на каретках приводов, а нагреватели кареток закреплены на экранирующих плитах и снабжены отражателями со стороны ветвей конвейеров. На фиг. 1 показана общая схема установки; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - каретка с нагревателями. Установка для непрерывного получения слоистых изделий содержит формующий узел 1, включающий закрытые кожухом 2 каркаса 3 расположенные один над другим верхний 4 и нижний 5 конвейеры, бесконечные ветви которых выполнены из палет 6 и 7, связанных щарнирами 8 и образующих подающие ветви 9, 10, возвратные ветви 11 12 и участки перехода 13, 14. Каждая палета 7 нижнего конвейера выполнена с образующими боковые формующие элементы бортами 15. Верхний 4 и нижний 5 конвейеры движутся синхронно с помощью привода 16 и передачи 17. Подающие ветви 9, 10 конвейеров 4, 5 частично охватываются нагревательной камерой 18, которая включает теплоизоляционные щиты 19-21, поперечные переборки 22, установленные на щитах 19, 21, нагреватели 23, датчики температур 24 и роликовые направляющие 25, на которые опираются палеты 6 и 7. Роликовые направляющие 25 установлены с возможностью перемещения от приводов по вертикальным направляющим (не показаны). Опорами для палет 6, 7 возвратных ветвей 11, 12 конвейеров 4, 5 служат роликовые направляющие 26, расположенные в проемах 27 между теплоизоляционными щитами 19, 21 нагревательной камеры 18 и теплоизоляционными плитами 28 и 29 кожуха 2. На участках перехода 13 внутри кожуха 2 неподвижно установлены нагреватели 30. Над возвратными ветвями 11 верхнего конвейера 4 и возвратными ветвями 12 нижнего конвейера 5 внутри кожуха 2 с воз.можностью перемещения от приводов 31 в направляющих 32 между участками перехода 13, 14 установлены каретки 33, несущие нагреватели 34 и датчики температуры 35. Каретки 33 выполнены с экранирующими плитами 36 в виде коробок 37, набитых стекловолокном 38, установленными в вертикальных направляющих 39 рамы 40 с возможностью перемещения от приводов 41, а нагреватели 34 крепятся к коробкам 37 со стороны стекловолокна 38 и снабжены отражателями 42 со стороны возвратных ветвей 11, 12. Узлы подачи исходных материалов в формующий узел I включают узел 43для подачи нижнего облицовочного материала 44, бункер 45 для подачи порошкообразного композиционного материала 46 на нижний облицовочный материал 44 и узел 47 для подачи верхнего облицовочного материала 48. Удаление газов, выделяющихся из композиционного материала 46 в формующем узле 1, производится вытяжной вентиляционной системой 49. На выходе формующего узла 1 расположено отрезное устройство 50. Между формующим узлом 1 и отрезным устройством 50 может быть установлена камера выдержки 51. Нагреватели 23, 30, 34 относятся к разряду электрических, возможно их выполнение в виде высокочастотных нагревателей, наиболее предпочтительно их выполнение в виде инфракрасных электронагревателей как более универсальных, простых и безопасных для обслуживания персонала. В качестве облицовочных материалов 44и 48 могут использоваться бумага, пластики, асбест, металлическая фольга. В качестве порощкообразного композиционного материала 46 может использоваться смесь на основе пенополиуретана или смесь на основе вспученного перлитового песка с порофором, например, в виде пенополиуретанов и связующих, например, в виде новолачных фенольных смол. Установка работает следующим образом. В зависимости от состава композиционного материала 46 и вида облицовочных материалов 44, 48 настраивает передачу 17 или привод 16 конвейеров 4, 5, нагреватели 23, установленные в камере 18, нагреватели 30, установленные над участками перехода 13, и нагреватели 34, установленные на каретках 33 над возвратными ветвями 11, 12 конвейеров 4, 5 соответственно на требуемую скорость и температуру. Настройкой по току и/или напряжению нагревателей 23 на различную интенсивность с помощью переборок 22 или подобной же настройкой нагревателей 23 на одинаковую интенсивность предопределяют создание вдоль нагревательной камеры 18 требуемого изменяющегося или изотермического теплового поля. Настройкой нагревателей 30 по току и/или напряжению предопределяют нагрев формующей поверхности палет на участках перехода 13, например, на 5-15°С. Настройкой нагревателей 34 по току и/или напряжению и/или перемещением их вверх или вниз вместе с экранирующими плитами 36 предопределяют перегрев палет 6, 7 возвратных ветвей 11, 12, например, на 15% выше температуры требуемой на входе в формующий узел I. Настраивают датчики 35 каретки 33 на температуру, превыщающую требуемую на входе в формующий узел, например на 10%. Перемещая роликовые направляющие 25 от приводов по вертикльным направляющим (не показаны), устанавливают определенный зазор между подающими ветвями 9 и 10 конвейеров 4, 5 и тем самым предопределяют требуемую толщину слоистого изделия. Пускают конвейеры 4, 5, включают нагреватели 23. При отсутствии нагревателей 30 и 34 температура палет 6, 7, движущихся в возвратных ветвях 11, 12, длина которых для установок данного вида составляет 50-100 м менялась бы, например, от 160 или 140°С на участках перехода 14 при формовании различных материалов до 80-70 или 70-60°С на участках перехода 13, в то время как необходимо, чтобы на входе формующего узла 1 температура палет 6, 7 была соответственно 120 или 100°С. Для получения требуемых температур нагрева палет 6, 7 на входе формующего узла включают нагреватели 30 и 34. Одновременно каретки 33 с помощью приводов 31 начинают двигаться из исходного положения навстречу перемещению возвратных ветвей 11, 12 по сигналу от датчиков 35, настроенных на температуру, превыщающую требуемую на входе в формующий узел I на 5/о, останавливаются в точках, в которых температура палет 6 7 составляет соответственно 1/й или 105°С Проходя под нагревателями 34 кареток 33, палеты 6, 7 перегреваются до температуры, на 30% превышающей температуру требуемую на входе формующего зла 1 соответственно до 156 или 130°С. При Движении палет 6, 7 далее к участкам перехода 13 происходит их по номерное распределение температур по формующей плоскости и поперечному сечению. К нагревателям 30 палеты 6 7 подхонию 1 нагрева ICJinivi v ..„„.v,.- -, ..о..и,лл„ ппичем темпе дятравномерно прогретыми, причем температура сердцевины палет составляет требуемь1е 120 или 100°С или даже выще, а формующие поверхности переохлаждены на 5-15°С При прохождении под нагревателями 30 формующие поверхности нагреваются, а палеты 6, 7 подходят к входу формующего узла 1 равномерно прогретьши до требуемой температуры 120 или 100 С. По сигналу от датчиков 24 включаются ни си,па.. лл-- „,c.nnR R ,,,,,, 4 o-rCiniJCinnR R средства подачи исходных материалов в формующий узел 1. ...рпияп 44 На нижний облицовочный материал 44, начинающий перемещаться вместе с нижним конвейером 5, из бункера 45 подается композиционный материал 46, который затем накрывается верхним облицовочным материалом 48. Полученное таким образом полотно входит в формующий узел 1 попадает в зазор между конвейерами 4,5, обжимается с постоянным усилием предварительно равномерно прогретыми до требуемой температуры палетами 6, 7 и проходит вместе с ними через нагревательную камеру 18, подвергаясь воздействию ее теплового поля. Далее, выходя из формующего узла 1 заготовка поступает в камеру выдержки 51 и раз
49
П
32
yefvx) kXXXS S VXXXXA S6O vvVSoQ XA S S Soo X s Qw:
А-А
28
/ езается отрезным устройством 50 на издеия заданной длины. Если изменение параметров окружающего воздуха приводит к тому что температура палет 6, 7, проходящих под датчиками 35, становится меньше чем та, на которую они настроены, дается команда приводам 31 на перемещение кареток 33 навстречу движению возвратных ветвей 11, 12, пока каретки 33 не переместятся в точки, в которых температура мести,.« . ,... - -г - -/--7 ТРМПРПЯТУОв НЗ соответствует температуре надатчиков 35. Система управления строувеличивает или величину 1, подаваемого к нагревателям, и/или напряжения и/или перемещает их вниз вместе с экранирующими плитами 36 в зависимости от того, насколько изменились расстояния кареток 33 от положений, соответствующих нормальным условиям. Если изменение параметров окружающего воздуха приводит к тому, что температура палет 6, 7, проходящих под датчиком cib, стала больще той, на кторую он настроен, команда на возвращение кареток 33 в исходное положение, а затем повторя процессы перемещения кареток 33 тречу движению возвратных ветвей 11, остановки их во вновь определенных з5 положениях и регулировки ; арревателей 34 по току и/или напряжению F перемещению их по вертикали вместе Д ранирующими плитами 36 в зависимосР |; насколько изменились расстоя положений, соответствую„о -альным условиям, Щи J изобретения позволяет зна„..дельно улучшить качество изготавливаеизделий и расщирить ассортимент ис;, ,,„ материалов, У

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для непрерывного изготовления слоистых изделий | 1981 |
|
SU1094747A1 |
| Установка для непрерывного изготовления слоистых панелей | 1981 |
|
SU1090576A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1299772A1 |
| СПОСОБ ТЕПЛОВОЙ ОБРАБОТКИ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО ВЫПЕЧКИ, И УСТАНОВКА ДЛЯ ТЕПЛОВОЙ ОБРАБОТКИ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО ВЫПЕЧКИ | 1996 |
|
RU2123260C1 |
| Устройство для образования поперечных швов на рукавной пленке и разрезания ее | 1976 |
|
SU659459A1 |
| ПЕЧЬ И СПОСОБ НАГРЕВА ЛИСТОВОГО СТЕКЛА | 1991 |
|
RU2090523C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОЧНЫХ ПЛИТ | 1993 |
|
RU2065806C1 |
| Полуавтоматическая линия для сборки обуви | 1975 |
|
SU526347A1 |
| Установка для изготовления железо-бЕТОННыХ СТРОиТЕльНыХ издЕлий | 1979 |
|
SU837871A1 |
| Агрегат для стерилизации стеклянной тары | 1990 |
|
SU1822810A1 |
1. УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ СЛОИСТЫХ ИЗДЕЛИЙ, содержащая узлы подачи облицовочных листов и наполнителя, формующий узел, выполненный в виде закрытых кожухом каркаса двух расположенных один над другим конвейеров с подающими, возвратными ветвями и участками перехода возвратных ветвей в подающие и боковых формующих элементов, нагревательную камеру с поперечными переборками, охватывающую подающие ветви конвейеров, устаг j да Ч новленные на участках перехода возвратных ветвей в подающие ветви нагреватели и отрезное устройство, отличающаяся тем, что, с целью повышения качества готовых изделий за счет повыщения равномерности прогрева ветвей конвейера и уменьщения влияния температуры окружающей среды на температуру ветвей конвейера на входе в формующий узел, расщирения ассортимента перерабатываемых материалов, установка снабжена несущими нагреватели каретками, установленными в направляющих внутри кожуха над возвратными ветвями обоих конвейеров с возможностью продольного перемещения между участками перехода возвратных ветвей в подающие ветви. 2. Установка по п. 1, отличающаяся тем, с что каретки снабжены экранирующими плитами, установленными в вертикальных на(Л правляющих с возможностью перемещения от размещенных на каретках приводов, а нагреватели кареток закреплены на экранирующих плитах и снабжены отражателями со стороны ветвей конвейеров. у f f
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Индуктор | 1972 |
|
SU461132A1 |
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ СЛОИСТЫХ ИЗДЕЛИЙ | 0 |
|
SU210048A1 |
| Солесос | 1922 |
|
SU29A1 |
