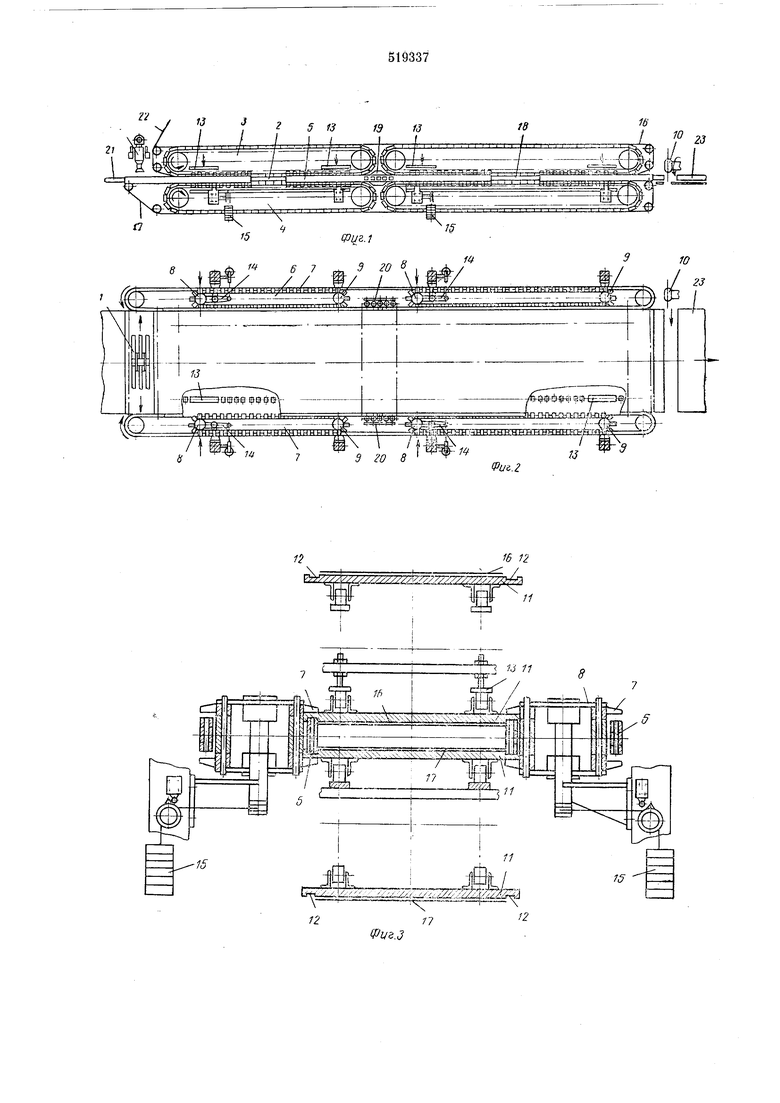
рон формующей шахты 2 между огибающими звездочками 8 и 9, и механизм резки 10.
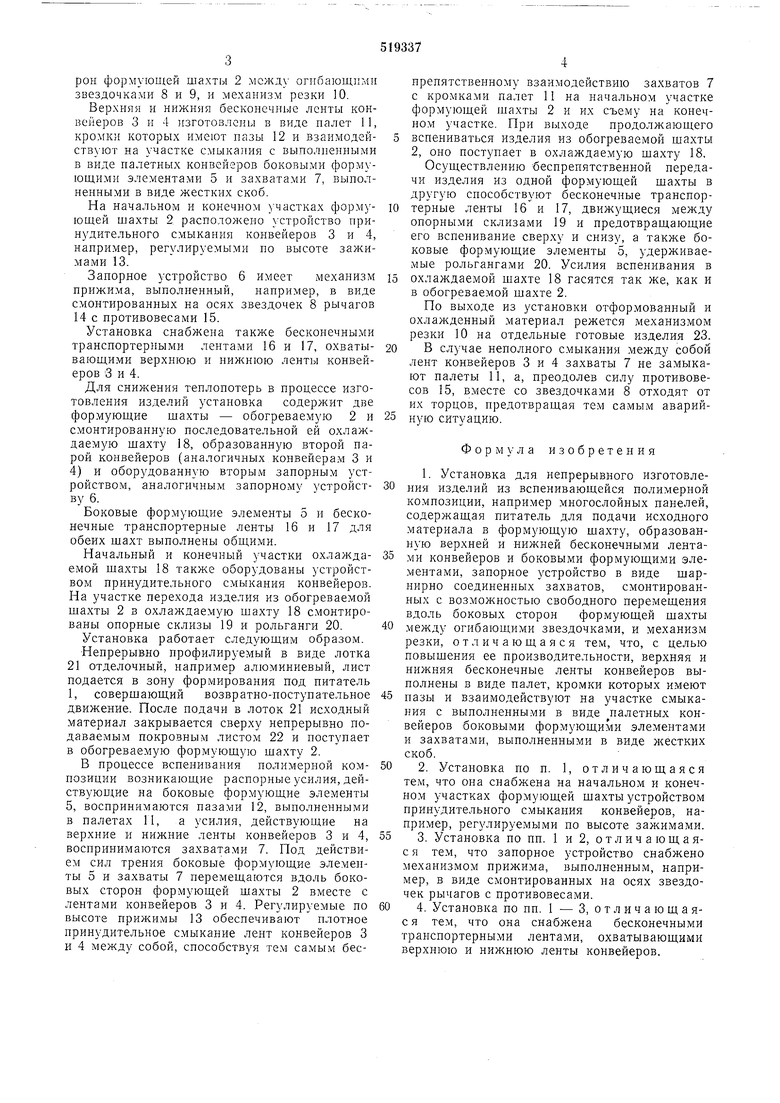
Верхняя и нижняя бесконечные ленты конвейеров 3 и 4 изготовлены в виде налет 11, кромки которых имеют пазы 12 и взаимодействуют на участке смыкания с выполненными в виде налетных конвейеров боковыми формующими элементами 5 и захватами 7, вынолненными в виде жестких скоб.
На начальном и конечном участках формующей 2 расположено устройство принудительного смыкания конвейеров 3 и 4, нанример, регулируемыми но высоте зажимами 13.
Запорное устройство 6 имеет механизм прижима, выполненный, например, в виде смонтированных на осях звездочек 8 рычагов 14 с нротивовесами 15.
Установка снабжена также бесконечными транспортерными лентами 16 и 17, охватывающими верхнюю и нижнюю ленты конвейеров 3 и 4.
Для снижения теплопотерь в процессе изготовления изделий установка содержит две формующие щахты - обогреваемую 2 и смонтированную последовательной ей охлаждаемую шахту 18, образованную второй парой конвейеров (аналогичных конвейерам 3 и 4) и оборудованную вторым запорным устройством, аналогичным запорному устройству 6.
Боковые формующие элементы 5 и бесконечные транспортерные ленты 16 и 17 для обеих щахт выполнены общими.
Начальный и конечный участки охлаждаемой щахты 18 также оборудованы устройством принудительного смыкания конвейеров. На участке перехода изделия из обогреваемой щахты 2 в охлаждаемую щахту 18 смонтированы опорные склизы 19 и рольганги 20. Установка работает следующим образом. Непрерывно профилируемый в виде лотка 21 отделочный, например алюминиевый, лист подается в зону формирования под питатель 1, совершающий возвратно-поступательное движение. После подачи в лоток 21 исходный материал закрывается сверху непрерывно подаваемым покровным листом 22 и поступает в обогреваемую формующую щахту 2.
В процессе вспенивания полимерной композиции возникающие распорные усилия, действующие на боковые формующие элементы 5, воспринимаются пазами 12, выполненными в налетах 11, а усилия, действующие на верхние и нижние ленты конвейеров 3 и 4, воспринимаются захватами 7. Нод действием сил трения боковые формующие элементы 5 и захваты 7 перемещаются вдоль боковых сторон формующей щахты 2 вместе с лентами конвейеров 3 и 4. Регулируемые по высоте прижимы 13 обеспечивают плотное принудительное смыкание лент конвейеров 3 и 4 между собой, способствуя тем самым беспрепятственному взаимодействию захватов 7 с кромками палет 11 на начальном участке формующей щахты 2 и их съему на конечном участке. При выходе продолжающего вспениваться изделия из обогреваемой щахты 2, оно поступает в охлаждаемую щахту 18,
Осуществлению беспрепятственной передачи изделия из одной формующей шахты в другую способствуют бесконечные транспортерные ленты 16 и 17, движущиеся между опорными склизами 19 и предотвращающие его вспенивание сверху и снизу, а также боковые формующие элементы 5, удерживаемые рольгангами 20. Усилия вспенивания в
охлаждаемой шахте 18 гасятся так же, как и в обогреваемой щахте 2.
По выходе из установки отформованный и охлажденный материал режется механизмом резки 10 на отдельные готовые изделия 23.
В случае неполного смыкания между собой лент конвейеров 3 и 4 захваты 7 не замыкают налеты 11, а, преодолев силу противовесов 15, вместе со звездочками 8 отходят от их торцов, предотвращая тем самым аварийную ситуацию.
Формула изобретения
1. Установка для непрерывного изготовлеПИЯ изделий из вспенивающейся полимерной комнозиции, например многослойных панелей, содержащая питатель для подачи исходного материала в формующую щахту, образованную верхней и нижней бесконечными лентами конвейеров и боковыми формующими элементами, запорное устройство в виде щарнирно соединенных захватов, смонтированных с возможностью свободного перемещения вдоль боковых сторон формующей шахты
между огибающими звездочками, и механизм резки, отличающаяся тем, что, с целью новыщения ее производительности, верхняя и нижняя бесконечные ленты конвейеров выполнены в виде палет, кромки которых имеют
цазы и взаимодействуют на участке смыкания с выполненными в виде налетных конвейеров боковыми формующими элементами и захватами, выполненными в внде жестких скоб.
2. Установка по п. 1, отличающаяся тем, что она снабжена на начальном и конечном участках формующей шахты устройством принудительного смыкания конвейеров, нанример, регулируемыми но высоте зажимами.
3. Установка по пп. 1 и 2, отличающаяс я тем, что запорное устройство снабжено механизмом прижима, выполненным, например, в виде смонтированных на осях звездочек рычагов с нротивовесами.
4. Установка но пп. 1 - 3, отличающаяся тем, что она снабжена бесконечными транспортерными лентами, охватывающими верхнюю и нижнюю ленты конвейеров.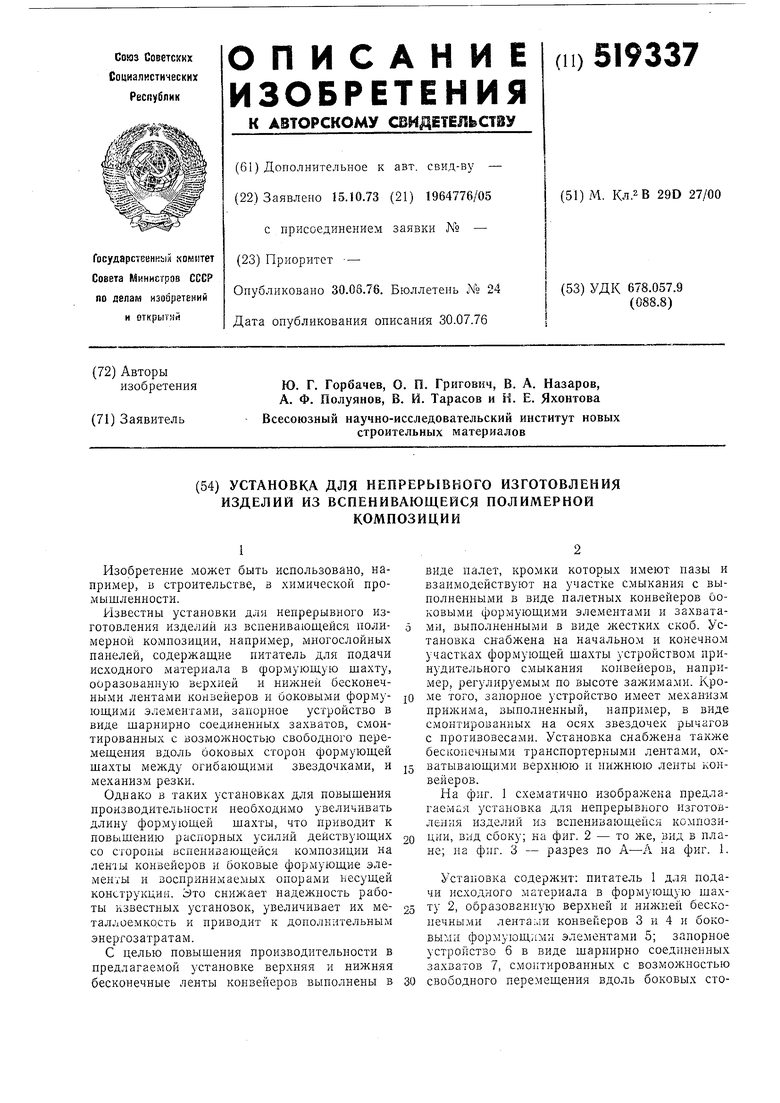
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления изделий из пенопласта | 1990 |
|
SU1773723A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1299772A1 |
| Установка для непрерывного изготовления изделий из вспенивающегося полимерного материала | 1981 |
|
SU960034A1 |
| Установка для непрерывного изготовления слоистых изделий | 1981 |
|
SU1094747A1 |
| Автоматическая линия для производства керамических изделий | 1986 |
|
SU1369898A1 |
| ЭКСТРУЗИОННО-РАЗДУВНАЯ ФОРМОВОЧНАЯ МАШИНА | 2001 |
|
RU2186683C1 |
| Установка для изготовления блоков пенопласта | 1986 |
|
SU1391931A1 |
| Роторно-конвейерная линия для литья деталей из термопластичных материалов | 1989 |
|
SU1680540A1 |
| Установка для непрерывного изготовления слоистых изделий на основе вспенивающейся полимерной композиции | 1981 |
|
SU1004135A1 |
| Установка для садки керамических изделий на обжиговые вагонетки | 1977 |
|
SU710806A1 |