Настоящее изобретение относится к устройству и способу литьевого ориентированного формования раздувом, согласно которым производится ориентированное формование раздувом емкостей из заготовок, сохранивших тепло после литьевого формования. Настоящее изобретение относится также к устройству и способу литьевого ориентированного формования раздувом, при котором происходит одновременное литьевое формование N (N≥2) заготовок и из n (1≤n<N) заготовок из их числа происходит одновременное формование раздувом n емкостей. Более конкретно изобретение относится к устройству и способу литьевого ориентированного формования раздувом, которые при предоставлении достаточного времени для охлаждения позволяют сократить период литьевого формования заготовок и более того повысить интенсивность использования полостей для формования раздувом. Кроме того, настоящее изобретение относится к устройству и способу литьевого ориентированного формования раздувом, позволяющим в случае необходимости выдавать заготовки из устройства вместо их переноса к секции формования раздувом.
Предпосылки к созданию изобретения
Способы формования раздувом емкости из заготовки (черновой формы) включают тот, который известен как способ холодной заготовки или двухступенчатый способ и тот, который известен как способ горячей заготовки или одноступенчатый способ. При обоих этих способах для литьевого формования заготовок, необходимых для формования раздувом, требуются по меньшей мере полостная пресс-форма, формирующая наружную стенку заготовки, и стержневая пресс-форма, формирующая внутреннюю стенку заготовки. Кроме того, после того как полостная пресс-форма и стержневая пресс-форма сжаты вместе и производится литьевое формование заготовки, необходимо при все еще соединенных вместе частях формы охладить заготовку до температуры, при которой заготовку можно извлечь из формы.
Длительность цикла литьевого формования, в особенности в случае применения способа холодной заготовки (двухступенчатого), при котором температура извлечения из формы заготовки должна быть достаточно низкой, велика, а производительность недостаточна. Это объясняется тем, что, когда заготовка выдается из полостной пресс-формы и стержневая пресс-форма извлекается из заготовки, а заготовка сбрасывается или убирается иным способом, необходимо, чтобы заготовка была охлаждена до температуры извлечения из формы, достаточно низкой для того, чтобы не допустить деформации заготовки при ее соприкосновении с другими заготовками.
В случае применения способа холодной заготовки, в связи с тем, что операция формования заготовки и операция формования из этой заготовки раздувом емкости полностью разделены, длительность цикла литьевого формования не влияет на длительность цикла формования раздувом. Однако в связи с тем, что способ холодной заготовки предусматривает повторный нагрев заготовок, охлажденных до комнатной температуры, способ холодной заготовки обладает худшей, чем способ горячей заготовки, энергетической эффективностью.
В работающей по принципу горячей заготовки формовочной машине литьевого ориентированного формования, в которой формуют раздувом бутылки из заготовок, все еще сохраняющих тепло после литьевого формования, длительность производственного цикла всего устройства определяется длительностью производственного цикла литьевого формования, для которого требуется больше всего времени. В результате возникает проблема, заключающаяся в том, что, поскольку литьевое формование является длительным, производительность всего устройства невелика.
В случае способа горячей заготовки, хотя заготовка извлекается из формы при более высокой температуре, чем при способе холодной заготовки, существует предельно допустимое значение этой температуры извлечения из формы и поэтому отсутствует возможность значительно ускорить производственный процесс. Одна из причин этого заключается в том, что, когда температура извлечения заготовки из формы высока, то при извлечении стержневой пресс-формы, называемым подъемом, происходит прилипание стержневой формы к заготовке. Кроме того, после извлечения из заготовки стержневой литьевой формы деформация, связанная с неоднородностью температуры, термической усадкой и тому подобным, делает невозможным соответствие заготовок заданной форме. Более того, если охлаждение, осуществленное стержневой пресс-формой, неудовлетворительно, происходит кристаллизация, связанная с неудовлетворительным охлаждением, в особенности по внутренней стенке заготовки, в результате чего выдается заготовка с матовой стержневой частью.
Кроме того, при выдаче заготовок до их полного охлаждения на стержневой пресс-форме и в полостной пресс-форме (при температуре заготовки, все еще допускающей формование раздувом) с последующим формованием раздувом возникают следующие проблемы.
(A) При отсутствии повышения внутреннего давления (давления, поддерживающего литье) на стороне заготовки, обращенной к полостной пресс-форме, появляются признаки усадки, что не позволяет добиться равномерного распределения температур. Из-за этого при формовании этой заготовки раздувом оказывается невозможным получить готовое изделие с равномерной толщиной стенок.
(В) При повышении внутреннего давления (давления, поддерживающего формование) возникает перепад давления между литником и концевой частью заготовки (например, горлышком), а в полученной заготовке наблюдаются значительные остаточные напряжения в донной части заготовки, в которой давление было высоким. Из-за этого при формовании этой заготовки раздувом оказывается невозможным получить готовое изделие с равномерной толщиной стенок.
(С) При охлаждении заготовки посредством стержневой пресс-формы и полостной пресс-формы заготовка по мере охлаждения сжимается и стремится отделиться от поверхности полостной пресс-формы. Из-за этого имеются некоторые части поверхности наружной стенки заготовки, которые находятся в соприкосновении с полостной пресс-формой, и части, которые не соприкасаются с полостной пресс-формой, в результате чего разные части заготовки охлаждаются с разной скоростью, создавая разность температур. В результате при формовании этой заготовки раздувом оказывается невозможным получить готовое изделие с равномерной толщиной стенок.
Таким образом, в случае применения системы формования из горячей заготовки, если только заготовку не охладили полностью посредством полостной пресс-формы и стержневой пресс-формы, отсутствует возможность получить удовлетворительные характеристики раздува или удовлетворительные характеристики бутылки. Из-за этого литьевое формование заготовок требует значительных затрат времени, а производительность устройства низка.
С работающими по принципу горячей заготовки формовочными машинами литьевого ориентированного формования, связаны различные другие проблемы, включая следующие.
Когда с целью увеличения производительности одновременно увеличивают количество N заготовок литьевого формования, необходимо увеличить до такого же количества N число форм для выдувания, соответствующих наружной форме выпускаемых бутылок. Из числа форм, применяемых в машинах формования раздувом, форма для выдувания является наиболее дорогостоящей, и стоимость этой формы для выдувания возрастает приблизительно пропорционально количеству полостей в ней. Даже если форма оказывается дорогостоящей, но обеспечивает высокую производительность, ее применение может быть экономически эффективным; однако, поскольку длительность описанного выше производственного цикла всего устройства в целом велика, производительность каждой полости формы для выдувания неизбежно окажется низкой. Кроме того, при одновременном увеличении количества формуемых раздувом бутылок возрастает не только количество полостей в форме для выдувания, но и количество тянущих стержней, стержневых форм для выдувания и механизмов, необходимых для обеспечения и поддержки такого увеличения, что ведет к увеличению размеров и стоимости устройства.
Другая проблема заключается в том, что обычно нет возможности выдавать заготовки до тех пор, пока стержневая пресс-форма не будет полностью извлечена из заготовок, в результате чего при работе с поворотным устройством литьевого формования отсутствует возможность выносить заготовки из секции литьевого формования на следующую стадию. Когда, с другой стороны, стержневая пресс-форма полностью извлечена из заготовок, возникает проблема, связанная с длительностью этого хода извлечения и большой обшей высотой устройства.
Другая проблема заключается в том, что формование раздувом горячей заготовки выполняется на дутьевой формовочной машине поворотного типа, заготовки литьевого формования всегда доставляются поворотным столом в секцию формования раздувом. Здесь, например, при возникновении проблем в секции формования раздувом не остается иного выхода как выключить систему литьевого формования заготовок, так же как и секции формования раздувом. Однако, если секция литьевого формования выключена, требуется длительный период наладки перед ее повторным пуском. Это объясняется тем, что литьевое устройство содержит многочисленные механизмы подогрева смолы в форме с обогревательными литниками и в иных точках.
В результате, наряду с отсутствием возможности повысить производительность устройства, как описано выше, требуется очень много времени для запуска устройства после возникновения проблем, за счет чего производительность снижается еще более.
В соответствии с этим целью настоящего изобретения является создание устройства и способа литьевого ориентированного формования раздувом, согласно которому при предоставлении достаточного времени для охлаждения заготовки можно сократить длительность цикла литьевого формования и соответственно длительность производственного цикла всего устройства.
Другой целью настоящего изобретения является предложение высокоэффективного устройства и способа литьевого ориентированного формования раздувом, согласно которым при уменьшении затрат за счет уменьшения количества полостей в форме для выдувания можно увеличить рабочую скорость формы для выдувания.
Другой целью настоящего изобретения является предложение высокоэффективного устройства и способа литьевого ориентированного формования раздувом, позволяющим использовать тепловую эффективность, характерную для способа горячей черновой формы, и равномерность распределения температуры заготовки, характерную для способа холодной заготовки.
Еще одной целью настоящего изобретения является создание высокоэффективного устройства и способа литьевого ориентированного формования раздувом, позволяющего предупредить неравномерность температур и деформацию даже в тех случаях, когда температура выдачи заготовки из полостной пресс-формы высока, и тем более в тех случаях, когда заготовки могут быть полностью охлаждены до отделения от стержневой пресс-формы, и могут быть подвергнуты устойчивому формованию раздувом при подходящей для формования раздувом температуре.
Дальнейшей целью настоящего изобретения является создание высокоэффективного устройства и способа литьевого ориентированного формования раздувом, позволяющим уменьшить перепад температур между наружной и внутренней стенками заготовок перед формованием заготовок раздувом.
Дальнейшей целью настоящего изобретения является создание высокоэффективного устройства литьевого ориентированного формования раздувом, позволяющего с высокой эффективностью осуществлять формование раздувом тары общего назначения средних размеров емкостью от 1 до 3 л.
Еще одной целью настоящего изобретения является создание устройства формования раздувом, позволяющего осуществлять эффективный нагрев участков ниже горлышка заготовок до нужной температуры формования раздувом.
Еще одной целью настоящего изобретения является создание устройства формования раздувом, позволяющего уменьшить перед формованием заготовок раздувом перепад температур между наружной и внутренней стенками заготовок, а также использовать время, предусмотренное для уменьшения перепада температур, в целях доведения температуры заготовок до значения, соответствующего температуре формования раздувом.
Дальнейшей целью настоящего изобретения является создание высокоэффективного устройства и способа литьевого ориентированного формования раздувом, позволяющих начать работу без неэкономичного формования раздувом, осуществляемого в процессе пуска, и не требующих обязательного выключения всего устройства в случае возникновения проблем в секции литьевого формования.
Описание изобретения
Устройство литьевого ориентированного формования раздувом, являющееся предметом настоящего изобретения, включает:
участок формования заготовок для литьевого формования заготовок;
участок формования раздувом для ориентированного формования раздувом емкостей из заготовок; и
передаточный участок для передачи заготовок от участка литьевого формования на участок формования раздувом,
в котором участок формования заготовок включает:
кольцевой транспортер для периодической подачи по кольцевому тракту множества раздельно расположенных стержневых литьевых форм;
блок литьевого формования для литьевого формования заготовок, включающий полостную пресс-форму, с которой плотно соединяются стержневые пресс-формы, останавливающиеся на тракте переноса; и
блок выдачи для выдачи заготовок со стержневой литьевой формы путем разделения стержневой пресс-формы, остановленной на тракте переноса, и заготовок.
Являющийся предметом настоящего изобретения способ литьевого формования раздувом, предназначенный для формования раздувом емкостей из заготовок, сохраняющих тепло после литьевого формования, включает операции:
извлечение заготовок, сформованных с использованием по меньшей мере стержневой пресс-формы и полостной пресс-формы, из полостной пресс-формы;
перенос стержневой пресс-формы с заготовкой, удерживаемой стержневой пресс-формой, по тракту переноса к блоку выдачи при одновременном охлаждении заготовок стержневой пресс-формой;
в блоке выдачи выдача заготовок путем отделения от них стержневой пресс-формы; и
последующее формование раздувом емкостей из заготовок, сохраняющих тепло после литьевого формования.
Согласно настоящему изобретению полученные литьевым формованием заготовки охлаждаются в блоке литьевого формования посредством полостной пресс-формы и стержневой пресс-формы и только после этого заготовки извлекаются из полостной пресс-формы. После этого заготовки перемещаются на стержневой пресс-форме к блоку выдачи заготовок. Заготовки выдаются после охлаждения посредством стержневой пресс-формы в процессе перемещения и в блоке выдачи заготовок. В результате благодаря охлаждению заготовок стержневой пресс-формой после извлечения из полостной пресс-формы обеспечивается достаточная длительность охлаждения. Поэтому температура, при которой заготовки извлекаются из полостной пресс-формы, может быть оставлена высокой, а длительность цикла литьевого формования можно за счет этого сократить, сократив длительность производственного цикла всего устройства. Кроме того, даже в тех случаях, когда заготовки извлекаются из полостной пресс-формы при высокой температуре, стержневой пресс-формой предупреждается деформация заготовок. Кроме того, достигается не только повышение эффективности охлаждения из-за того, что заготовки в процессе охлаждения, сжимаясь, входят в соприкосновение с стержневой пресс-формой, что предупреждает последующую кристаллизацию и потерю прозрачности основными частями заготовки, но и благодаря стабилизации процесса охлаждения появляется возможность стабилизировать количество тепла, сохраняемого заготовками, и таким образом стабилизировать распределение толщины стенок, полученных затем формованием раздувом емкостей. Более того, поскольку заготовка перемещается стержневой пресс-формой, не требуется операция вытягивания заготовки, что позволяет уменьшить высоту устройства.
Согласно другому варианту изобретения, устройство литьевого ориентированного формования раздувом включает:
участок формования заготовок для литьевого формования заготовок;
участок формования раздувом для ориентированного формования раздувом емкостей из заготовок; и
передаточный участок для передачи заготовок от участка литьевого формования на участок формования раздувом, в котором участок формования заготовок включает:
первый кольцевой транспортер для периодической подачи по первому кольцевому тракту стержневой пресс-формы, включающей N (N≥2) раздельно расположенных пальцев стержневой формы;
блок литьевого формования для одновременного литьевого формования N заготовок, причем указанный блок литьевого формования включает пресс-форму, содержащую N полостей, в который полостная пресс-форма соединяется со стержневой пресс-формой, остановленной на первом тракте переноса; и
блок выдачи для выдачи заготовок из стержневой пресс-формы путем отделения от стержневой пресс-формы, остановленной на первом тракте переноса,
и участок формования раздувом, включающий:
второй кольцевой транспортер для периодической круговой подачи по второму тракту переноса заготовок, поступивших с участка литьевого формования заготовок через передаточный участок; и
участок формования раздувом для одновременного формования раздувом n (1≤n<N) емкостей из заготовок, причем указанный участок формования раздувом включает форму для выдувания, имеющую n полостей, в которых форма для выдувания замыкается вокруг заготовок, остановленных на втором тракте переноса.
Согласно другому варианту осуществления изобретения предлагается способ литьевого ориентированного формования раздувом для формования емкостей из заготовок, сохраняющих тепло после литьевого формования, включающий операции:
извлечение N (N≥2) заготовок, формованных с использованием по меньшей мере стержневой пресс-формы и полостной пресс-формы, из полостной пресс-формы;
перемещение стержневой пресс-формы с заготовками, удерживаемыми на стержневой пресс-форме, на участок выдачи по первому кольцевому тракту переноса при одновременном охлаждении заготовок стержневой пресс-формой;
выдача заготовок на участке выдачи путем отделения от стержневой пресс-формы;
перемещение выданных заготовок на несущие элементы для перемещения по второму кольцевому тракту переноса;
перемещение элементов транспортера, несущих заготовки, по второму тракту переноса в направлении участка формования раздувом; и
на участке формования раздувом одновременное формование раздувом n (1≤n<N) емкостей из n заготовок в форме для выдувания, замкнутой вокруг n заготовок.
Согласно этим вариантам изобретение обеспечивает следующие возможности и преимущества в дополнение к отличительным признакам изобретения, описанным выше: поскольку количество n заготовок, одновременно формуемых раздувом, принято меньшим, чем количество N заготовок, одновременно подвергаемых литьевому формованию, в форме для выдувания требуется меньшее количество полостей, что позволяет значительно снизить затраты на формы, которые являются расходуемыми элементами. Кроме того, за счет снижения потребности в стержнях формы для выдувания, вытяжных стержнях и механизмах для их размещения и привода устройство может быть сделано более компактным и дешевым. Кроме того, поскольку из N одновременно формованных заготовок формованию раздувом подвергаются n (n≤N) заготовок за время, превышающее множество циклов формования раздувом в пределах сокращенного по времени цикла литьевого формования, возрастает интенсивность использования n полостей формы для выдувания.
В данном случае может быть предложен нагревательный блок для подогрева заготовок, доставляемых на участок формования раздувом. Благодаря этому заготовки можно нагреть до температуры, пригодной для формования раздувом, путем охлаждения заготовок литьевыми формами и подогрева охлажденных заготовок, за счет чего возрастает стабильность температуры от цикла к циклу. Поскольку заготовки обладают определенной теплоемкостью, они могут во многих случаях достигнуть температуры, позволяющей осуществлять формование раздувом, просто путем добавления определенного количества тепла заготовкам. Поэтому для подогрева заготовок требуется относительно немного времени. Кроме того, емкости с нужной толщиной стенки можно получить за счет обеспечения продольного распределения температуры по заготовкам в процессе нагрева. Наряду с этим, хотя из N одновременно полученных литьевым формованием заготовок формованию раздувом подвергаются n заготовок за время свыше (N/n) формования раздувом, легко достижим контроль с целью уменьшения отклонений температуры по циклам формования раздувом.
Кроме того, при нагревании заготовок и их вращении вокруг вертикальной центральной оси уменьшается неравномерность нагрева, что позволяет также уменьшить неоднородность температуры по окружности.
Кроме того, второй кольцевой транспортер состоит из множества элементов транспортера, остающихся разнесенными на равные расстояния по второму тракту переноса, и каждый из несущих элементов включает несущую часть для размещения на ней заготовки в перевернутом или вертикальном положении. Желательно, чтобы шаг, через который множество элементов транспортера размещаются по второму тракту переноса, соответствовал бы шагу P между множеством полостей в форме для выдувания. Это позволяет отказаться от необходимости преобразования шага в процессе транспортировки. При соблюдении этого условия шаг, через который заготовки размещаются на участке нагрева в соответствии с настоящим изобретением, превышает небольшой шаг, через который заготовки размещаются на участке нагрева в обычной двухступенчатой системе. Однако, поскольку в настоящем изобретении это требуется только для того, чтобы позволить добавить заготовкам небольшое количество энергии в дополнение к теплу, сохраненному ими после литьевого формования, период подогрева может быть коротким и не требующим большой длины участка нагревания, подобной той, что требуется в случае короткой черновой заготовки.
Кроме того, согласно способу, являющемуся предметом настоящего изобретения, может быть предусмотрена операция, допускающая охлаждение заготовок в период между отделением заготовок от стержневой пресс-формы и началом операции формования раздувом, который достаточно длителен для того, чтобы умерить разницу температур внутренней и наружной стенок заготовок. В данном случае при использовании способа, являющегося предметом настоящего изобретения, за счет того, что длительность периода времени, в течение которого происходит охлаждение заготовок посредством стержневой пресс-формы, соприкасающейся с их внутренними стенками, превышает обычную, между внутренней и наружной стенками заготовок формируется относительно крутой температурный градиент и температура в области наружной стенки оказывается выше температуры в области внутренней стенки. За счет применения этой операции охлаждения этот температурный градиент можно уменьшить и внутреннюю и наружную стенки заготовки можно довести до температуры, позволяющей формование раздувом.
Кроме того, согласно способу, являющемуся предметом настоящего изобретения, желательно, чтобы в ходе операции формования раздувом n (n≥2) емкостей одновременно формовались раздувом из n заготовок с использованием n полостей, размещенных через шаг формования раздувом P, причем эти заготовки при транспортировке по второму тракту переноса транспортируются с шагами между несущими элементами, равными этому шагу P, и чтобы в ходе операции транспортировки процесс, при котором n заготовок одновременно переносятся на n несущих элементов, повторялся множество раз.
При соблюдении этого условия и при отсутствии необходимости в преобразовании шага транспортировки по второму тракту транспортировки заготовки можно легко и правильно разместить на несущих элементах даже в случае увеличения количества N получаемых литьевым формованием заготовок, поскольку одновременно перемещается только n заготовок, меньшее, чем количество N одновременно передающихся заготовок, причем для этого не требуется никаких сложных механизмов.
Согласно еще одному варианту настоящего изобретения устройство литьевого ориентированного формования раздувом включает:
участок формования заготовок для литьевого формования заготовок;
участок формования раздувом для ориентированного формования раздувом емкостей из заготовок; и
передаточный участок для передачи заготовок от участка литьевого формования на участок формования раздувом, в котором участок формования заготовок включает:
первый кольцевой транспортер для периодической подачи по первому кольцевому тракту множества стержневых пресс-форм, разнесенных между собой по первому тракту переноса; и блок литьевого формования, включающий полостную пресс-форму, которая может соединяться с одной из стержневых форм, остановленной на тракте переноса, что позволяет осуществлять литьевое формование вертикально стоящей заготовки с открытым горлышком, обращенным вверх; и блок извлечения для отделения и извлечения формованной заготовки со стержневой пресс-формы, остановленной на первом тракте переноса, причем заготовка остается в вертикальном положении,
и участок формования раздувом, включающий:
второй кольцевой транспортер для периодической круговой подачи формованных заготовок, поступивших с участка литьевого формования заготовок через передаточный участок по второму тракту переноса, причем заготовки переворачиваются и их горловины оказываются обращенными вниз; и
участок формования раздувом, включающий форму для выдувания, которая может замыкаться вокруг заготовок, остановленных на втором тракте переноса, обеспечивая таким образом выдувание из заготовки емкости,
указанный передаточный участок, включающий:
механизм для приема формованных заготовок со стержневой пресс-формы с формованными заготовками, находящимися в вертикальном положении; и
другой механизм для переворачивания поступившей заготовки в перевернутое положение.
Согласно другому варианту реализации изобретения способ литьевого ориентированного формования раздувом, согласно которому полученные способом литьевого формования заготовки передаются с участка формования заготовок на участок формования раздувом через передаточный участок, а на участке формования раздувом из заготовок способом формования раздувом получают емкости, отличается тем, что:
на участке формования заготовок заготовки получают способом литьевого формования в вертикальном положении, с обращенным вверх открытым горлышком;
на передаточном участке находящиеся в вертикальном положении заготовки переворачивают и передают заготовки на участок формования раздувом в перевернутом положении; и
на участке формования раздувом происходит формование емкостей раздувом из перевернутых заготовок.
Согласно изобретению заготовки формуются в вертикальном положении с их горлышком, обращенным вверх. В результате сжатие пресс-формы осуществляется по вертикали и обеспечивает экономию пространства. Кроме того, поскольку смолу обычно подают со стороны донной части заготовки, можно использовать постоянную компоновку, при которой инжекционное устройство и полостная пресс-форма располагаются на станине формовочной машины, а стержневая пресс-форма располагается над ними. Кроме того, поскольку заготовки доставляются на участок формования раздувом в перевернутом положении, отверстия в их горлышках могут быть использованы для удобной установки заготовок. Более того, поскольку вытяжные стержни и стержни форм для выдувания должны последовательно устанавливаться под заготовками, они могут быть размещены с использованием пространства в станине машины, что позволяет уменьшить общую высоту участка формования раздувом.
При использовании раздельных приемного и переворачивающего механизмов заготовка может быть перевернута во время приема других заготовок. Система, являющаяся предметом настоящего изобретения, легко может быть приспособлена к более короткому циклу формования.
Шаг литьевого формования на участке формования заготовок превышает шаг формования раздувом на участке формования раздувом. Поэтому желательно, чтобы приемный механизм включал механизм изменения шага, предназначенный для перевода указанных заготовок с шага литьевого формования на шаг формования раздувом.
Даже в том случае, когда шаг литьевого формования превышает шаг формования раздувом, шаг формования раздувом может быть получен сразу же после того, как приемный механизм получит заготовки. Система, являющаяся предметом настоящего изобретения, может быть легко приспособлена к любому формовочному устройству, в котором требуется изменение шага.
Диаметр корпуса заготовки меньше, чем у готового изделия. Это позволяет увеличить количество находящихся в обработке заготовок. Оптимальная величина шага может быть установлена на стадии формования раздувом.
Такое изменение шага может осуществляться переворачивающим механизмом. В таком случае переворачивающий механизм может включать механизм изменения шага для перевода заготовок с шага литьевого формования на шаг формования раздувом.
Таким образом, переворачивающий механизм может выполнять операцию переворачивания, одновременно переводя заготовки с шага литьевого формования на шаг формования раздувом. Система, являющаяся предметом настоящего изобретения, может быть легко приспособлена к любому формовочному устройству, в котором требуется изменение шага.
Такое изменение шага может осуществляться на передаточном участке между участком формования заготовок и участком формования раздувом. В этом случае передаточный участок осуществляет изменение пространственного шага расположения заготовок с шага литьевого формования на шаг формования раздувом сразу после поступления заготовок с участка литьевого формования на передаточный участок, с последующим переворачиванием заготовок.
В целом каждая из указанных заготовок имеет фланцевую часть, диаметр которой превышает наружный диаметр корпуса ниже горлышка. В таком случае приемный механизм может включать держатели, каждый из которых входит в зацепление с нижней поверхностью фланцевой части для удерживания заготовки.
Таким образом, фланцевая часть позволяет надежно удерживать заготовку как бы на опорном кольце или ему подобном, не допуская при этом повреждения заготовки, поскольку фланец почти не касается корпуса или другой части заготовки.
Каждый из держателей может включать механизм открывания и закрывания для удерживания и освобождения заготовки. В таком случае механизм открывания и закрывания может включать канал, который может удерживать фланцевую часть заготовки, допуская прохождение корпуса заготовки, меньшего, чем фланцевая часть, через канал.
Таким образом, механизм открывания и закрывания держателя может надежно удерживать заготовку без какого-либо свободного хода и при этом открываться для легкого и положительного освобождения заготовки в случае необходимости ее извлечения.
Каждый из держателей приемного механизма может включать удерживающую часть, которая соприкасается по меньшей мере с частью дна и корпуса заготовки для удерживания заготовки.
Таким образом, дно или корпус заготовки могут легко удерживаться удерживающей частью вне зависимости от формы готового изделия.
Каждый из держателей приемного механизма может включать средство охлаждения наружной стенки заготовки.
Средство охлаждения может охлаждать заготовку, находящуюся в держателе. В частности, наружная стенка заготовки имеет более высокую температуру, чем ее внутренняя стенка, поскольку наружная стенка не соприкасается с другими частями, такими как стержневые пальцы и т.п. Охлаждение наружной стенки заготовки позволяет более быстро уменьшить разность температур наружной и внутренней стенок заготовки.
Второй кольцевой транспортер может быть приспособлен для ориентирования несущих элементов в положение приема заготовок перед переворачивающим механизмом, причем количество несущих элементов равно количеству N заготовок, одновременно получаемых способом литьевого формования на участке литьевого формования.
В таком случае переворачивающий механизм может включать удерживающий механизм для одновременного удерживания N заготовок. Такой удерживающий механизм может одновременно передавать N заготовок на такое же количество (N) элементов транспортера, остановленных в положении приема заготовок в процессе переворачивания заготовок.
Даже если количество формованных заготовок превышает количество формуемых раздувом изделий, формованные раздувом изделия могут подаваться на элемент транспортера отдельными партиями. Это позволяет добиться разовой подачи заготовок с целью упрощения работы и устройства системы.
Устройство может также включать систему перемещения приемного механизма по горизонтали. Приемный механизм будет перемещаться этой системой по горизонтали после приема заготовок в позиции непосредственно ниже блока извлечения участка литьевого формования. Таким образом, заготовки могут подаваться на переворачивающий механизм.
Таким образом, подача заготовок от приемного механизма на переворачивающий механизм может выполняться более просто за счет использования более упрощенного механизма для перемещения приемного механизма по горизонтали.
С той же точки зрения устройство может включать дополнительную систему для перемещения переворачивающего механизма по горизонтали. В таком случае переворачивающий механизм может перемещаться дополнительным устройством по горизонтали после того, как в переворачивающий механизм поступят заготовки из приемного механизма. Таким образом заготовки будут переданы на N несущих элементов.
Предпочтительно также, чтобы переворачивающий механизм находился наготове до тех пор, пока все несущие элементы не передвинутся в положение приема заготовок, удерживая заготовки в перевернутом положении с горлышками, обращенными вниз.
Это может не включать время, требующееся для переворачивания заготовок из вертикального положения после того, как несущие элементы переместятся в положение приема заготовок. Поэтому заготовки могут быть доставлены к несущим элементам с меньшими затратами труда и/или времени немедленно после того, как все несущие элементы передвинуты в положение приема заготовок.
Согласно другому варианту осуществления изобретения способ литьевого ориентированного формования раздувом включает операции:
одновременного литьевого формования N заготовок, выполненных из полиэтиленового терефталата с использованием по меньшей мере стержневой пресс-формы и полостной пресс-формы;
извлечения заготовок из полостной пресс-формы;
перемещения заготовок на блок выдачи при охлаждении заготовок посредством стержневой пресс-формы;
отделения заготовок от стержневой пресс-формы в блоке выдачи после охлаждения заготовок до заданной температуры;
нагревания выданных заготовок до заданной температуры;
последующего одновременного формования раздувом n емкостей из n заготовок,
причем соотношение чисел N и n составляет N:n - 3:1.
Согласно экспериментам, выполненным авторами настоящего изобретения, в случае изготовления емкостей общего назначения и средней величины вместимостью от 1 до 3 литров с относительно узким устьем (диаметр отверстия в горловине 2 составляет приблизительно от 28 до 38 мм), спрос на которые находится на высоком уровне, количество одновременно формуемых изделий N, n в идеале должно быть установлено как N:n - 3:1. Это означает, что в случае настоящего изобретения, согласно которому охлаждение заготовок посредством стержневой литьевой формы продолжается даже после извлечения заготовок из полостной пресс-формы с последующим формованием раздувом, время, необходимое для литьевого формования заготовки, сокращается приблизительно до 3/4 от времени, характерного для обычного устройства литьевого ориентированного формования раздувом, и достаточным для цикла литьевого формования оказывается период, приблизительно равный 10 - 15 с. С другой стороны, для формования раздувом достаточно времени от 3,6 до 4,0 с. Поэтому, если обозначить длительность цикла литьевого формования как T1, а длительность цикла формования раздувом как T2, соотношение T1:T2 составляет примерно 3:1, и для достижения оптимальности формования емкостей общего назначения средних размеров идеально подходит одновременное формование количеств изделий N и n, соответствующих этому соотношению.
При реализации указанного способа желательно, чтобы в ходе операции литьевого формования заготовок можно было формовать заготовки с максимальной толщиной стенок в диапазоне от 3,0 до 4,0 мм. Если толщина стенки заготовки превышает максимальное значение, разность температур внутренней и наружной стенок заготовки становится слишком велика. Это требует нежелательного увеличения затрат времени на уменьшение разности температур или специальных средств для подогрева внутренней стенки заготовки.
Кроме того, желательно, чтобы отношение N/n выражалось целым числом при повторении операций литьевого формования и формования раздувом.
Когда отношение N/n выражается целым числом, полученные литьевым формованием в ходе первого цикла N заготовки полностью используются в ходе целого числа (N/n) циклов формования раздувом и ни одна из этих заготовок не смешивается и не подвергается одновременному формованию раздувом с любой частью из числа N заготовок, одновременно формованных в ходе последующего второго цикла. Если происходит смешивание заготовок разных циклов литьевого формования и их совместное формование раздувом, последовательность перемещения отличается от того случая, когда заготовки, полученные в ходе одного цикла формования, подвергаются одновременному совместному формованию раздувом, при усложнении управления и конструкции устройства; однако настоящее изобретение позволяет устранить эту проблему.
Согласно другому варианту настоящего изобретения устройство формования раздувом включает:
кольцевой транспортер с трактом переноса по существу прямоугольной конфигурации, включающим стороны от первой до пятой и множество несущих элементов, перемещающихся по кругу по этому тракту;
приемный блок, расположенный на первой стороне кольцевого транспортера для приема полученной литьевым формованием заготовки и для размещения полученной заготовки на соответствующем несущем элементе;
нагревательный блок, расположенный на второй стороне кольцевого транспортера и предназначенный для подогрева заготовки при ее размещении на несущем элементе;
блок формования раздувом, расположенный с третьей стороны кольцевого транспортера и предназначенный для формования раздувом емкости из нагретой заготовки;
блок выдачи, расположенный на четвертой стороне кольцевого транспортера и предназначенный для выдачи полученной раздувом емкости.
Поскольку блоки приемки, нагрева, формования раздувом и выдачи расположены на соответствующих сторонах кольцевого транспортера, образуя по существу прямоугольный тракт переноса в направлении транспортировки изделия, все стороны тракта переноса могут эффективно использоваться при выполнении цикла формования. Кроме того, внутренняя площадь кольцевого транспортера может быть эффективно использована в качестве пространства, в которое вводится зажимной механизм устройства формования раздувом для осуществления зажима. В результате можно обеспечить дополнительную экономию полезного пространства, что позволяет получить компактную систему.
Согласно другому варианту настоящего изобретения устройство формования раздувом, в котором заготовки транспортируются в перевернутом положении с горлышками, обращенными вниз, или в вертикальном положении с горлышками, обращенными вверх, подвергаются нагреву в блоке нагрева перед доставкой в блок формования раздувом, отличается тем, что:
нагревательный блок включает:
множество первичных нагревательных элементов, расположенных с одной стороны тракта переноса заготовок, размещенных по отдельности по вертикали и простирающихся в направлении транспортировки заготовки;
отражательную пластину, обращенную к первичным нагревательным элементам и отделенную от них трактом переноса заготовок; и
множество вторичных нагревательных элементов, простирающихся в направлении транспортировки заготовки по обеим сторонам тракта переноса заготовок;
причем вторичные нагревательные элементы располагаются на такой высоте по вертикали, что они обращены к участкам, подвергающимся формованию раздувом и находящимся поблизости от горлышка заготовок.
Согласно настоящему изобретению, хотя участок ниже горловины при нахождении заготовки в вертикальном положении является ближайшим к поверхности полости формы для выдувания, этот участок подвергается относительно большому ориентированному растягиванию. За счет нагревания этого участка вторичными нагревателями со всех сторон заготовки он может быть нагрет до более высокой температуры чем цилиндрическая часть корпуса, нагретая первичными нагревателями, расположенными только с одной стороны, что позволяет обеспечить высокую степень ориентированного растяжения. Кроме того, поскольку первичные нагреватели располагаются только с одной стороны, компоновка обеспечивает экономию пространства. Более того, поскольку эффективность нагрева участка ниже горлышка возрастает, возникает преимущество, заключающееся в сокращении длительности нагрева и уменьшении суммарной длины блока нагрева.
Согласно другому варианту настоящего изобретения устройство формования раздувом, в котором заготовки периодически подаются к блоку формования раздувом через нагревательный блок, отличается следующим:
нагревательный блок включает нагреватель, простирающийся в направлении транспортировки заготовок с одной стороны тракта переноса заготовок;
на тракте переноса между нагревательным блоком и блоком формования раздувом предусмотрен накопительный участок, на котором останавливается и накапливается перед перемещением в блок формования раздувом количество заготовок, по меньшей мере достаточное для одного цикла формования раздувом.
Согласно изобретению, благодаря накопительному участку, предусмотренному перед блоком формования раздувом возможно выравнивание распределения температур в заготовках из синтетической смолы, обладающей низкой теплопроводностью. Обычно, поскольку нагрев в нагревательном блоке осуществляется с наружной стороны заготовок, температура внутренней стенки заготовок становится ниже температуры наружной стенки. За счет накопления, по меньшей мере, количества подлежащих одновременному формованию раздувом заготовок после их нагрева с целью уменьшения возникших в них температурных градиентов стабилизируются характеристики формования раздувом.
Кроме того, за счет активного осуществления регулирования температуры заготовок в течение этого периода выравнивания температуры на накопительном участке заготовкам может быть придано такое распределение температур для формования раздувом, которого нельзя добиться просто за счет нагрева заготовок просто при их вращении.
Элемент регулирования температуры может иметь форму регулирующего температуру сердечника, который вставляется во внутреннюю полость заготовки с целью регулирования температуры внутренней стенки заготовки.
С другой стороны, элемент регулирования температуры может иметь форму тигля для регулирования температуры, включающего цилиндрическую часть, охватывающую заготовку. Тигель для регулирования температуры может разделить заготовку на осевые зоны, температура каждой из которых регулируется независимо.
Один или несколько таких элементов регулирования температуры могут располагаться по оси заготовки в одной или нескольких точках по периферии заготовки. Это может обеспечить распределение различных температур по окружности заготовки.
Согласно другому варианту настоящего изобретения предлагается устройство литьевого ориентированного формования раздувом, включающее блок формования заготовок для формования заготовок и блок формования раздувом для формования емкостей раздувом из заготовок, сохраняющих тепло после литьевого формования, отличающееся тем, что:
на участке тракта, по которому осуществляется транспортировка заготовок от блока формования заготовок на блок формования раздувом, предусмотрен разгрузочный направляющий блок для отвода заготовок, которые не должны доставляться к блоку формования раздувом с тракта переноса.
Устройство литьевого ориентированного формования раздувом может включать станину машины, на которой устанавливаются блоки формования заготовок и формования раздувом. Разгрузочный направляющий участок может включать окно для сброса заготовок, выполненное на верхней поверхности станины машины, и желоб для передачи заготовки от окна для сброса к основанию станины машины.
Согласно другому варианту настоящего изобретения предлагается способ литьевого ориентированного формования раздувом, при котором заготовки получают способом литьевого формования в блоке формования заготовок, а полученные заготовки передаются в блок формования раздувом с формованием раздувом емкостей из заготовок, сохранивших тепло после литьевого формования, включающий операции:
переключения на рабочий режим формования емкостей или рабочий режим формования заготовок; и
при включении рабочего режима формования заготовок на части пути вдоль тракта переноса заготовок, ведущего к блоку формования раздувом, предусмотрена возможность удаления с тракта переноса заготовок, получаемых литьевым формованием.
Согласно этим вариантам изобретения, благодаря возможности удаления дефектных заготовок, полученных при пуске формования, вместо того, чтобы доставлять их к блоку формования раздувом, можно избежать ненужных затрат при формовании раздувом. Кроме того, в случае возникновения проблем в блоке формования раздувом или же в случае необходимости его регулирования ремонт или регулировку блока формования раздувом можно осуществлять без приостановки работы участка формования заготовок. В случае выключения участка формования заготовок требуется длительное время для возврата различных нагревательных механизмов в положение, при котором формование возможно; однако такое изобретение позволяет устранить такие ненужные затраты времени в процессе пуска.
Краткое описание чертежей
На фиг. 1 показано изображение предпочтительного варианта осуществления изобретения, вид сверху;
на фиг. 2 показано изображение устройства согласно предпочтительному варианту осуществления изобретения, вид спереди;
на фиг. 3 показано изображение устройства согласно предпочтительному варианту осуществления изобретения, вид слева;
на фиг. 4 показано увеличенное изображение основных частей устройства, показанного на фиг. 1;
на фиг. 5 показано изображение поворотного диска, вид снизу;
на фиг. 6 показано изображение в перспективе, на котором стержневая пресс-форма показана в свободном положении с опущенной прижимной плитой горлышка;
на фиг. 7 показано частичное изображение в разрезе, демонстрирующее стержневую пресс-форму и полостную форму для горлышка, установленные на поворотном диске;
на фиг. 8 показано изображение, иллюстрирующее приводной механизм, выталкивающий заготовку;
на фиг. 9 показано увеличенное изображение в разрезе части A на фиг. 8;
на фиг. 10 показано частичное изображение в разрезе, на котором стержневая пресс-форма показана с отделенной заготовкой;
на фиг. 11 показано частичное изображение в разрезе, демонстрирующее операцию выдачи заготовки 1;
на фиг. 12 показано изображение, иллюстрирующее работу передаточного участка, принимающего заготовку;
на фиг. 13 показано изображение, иллюстрирующее работу передаточного участка, передающего заготовку на участок формования раздувом;
на фиг. 14 показано изображение передаточного участка, вид сверху;
на фиг. 15 показано изображение передаточного участка, вид сбоку;
на фиг. 16 показано изображение сверху несущего элемента второго кольцевого транспортера, предусмотренного на участке формования раздувом;
на фиг. 17 показано изображение сбоку несущего элемента, показанного на фиг. 16;
на фиг. 18 показано изображение с частичным разрезом спереди несущего элемента с фиг. 16;
на фиг. 19 показано изображение сбоку нагревательного блока в направлении транспортировки заготовки;
на фиг. 20 показано изображение сверху, демонстрирующее очертания вращающегося несущего механизма нагревательного блока;
на фиг. 21 показано изображение сверху, демонстрирующее другой предпочтительный вариант реализации устройства, являющегося предметом настоящего изобретения, в котором количество заготовок, формуемых одновременно, отличается от этого количества в случае устройства с фиг. 1;
на фиг. 22 показано изображение, иллюстрирующее работу передаточного участка, осуществляющего транспортировку заготовок с одновременным изменением шага между ними;
на фиг. 23 показано изображение в разрезе стержня регулирования температуры, размещенного на накопительном участке;
на фиг. 24 показано изображение в разрезе тигля регулирования температуры, размещенного на накопительном участке;
на фиг. 25 показано изображение в разрезе местных элементов регулирования температуры, размещенных на накопительном участке;
на фиг. 26 показано изображение плоской емкости, полученной раздувом после регулирования температуры, показанного на фиг. 25;
на фиг. 27 показано изображение сверху передаточного участка для еще одного варианта реализации устройства литьевого ориентированного формования раздувом, сконструированного в соответствии с настоящим изобретением;
на фиг. 28 показано изображение в плане открывания и закрывания механизма открывания/закрывания в одном из держателей, показанных на фиг. 27;
на фиг. 29 показано изображение сбоку, демонстрирующее передаточный участок с фиг. 27 с переворачиванием заготовки;
на фиг. 30 показано изображение сбоку, иллюстрирующее положение, при котором заготовка оказывается полностью перевернута из положения, показанного на фиг. 29, с последующим перемещением на несущий элемент;
на фиг. 31 показано изображение спереди приемного и опускающего механизма с фиг. 27;
на фиг. 32 показано изображение спереди механизма переворачивания с фиг. 27;
на фиг. 33 показано изображение сбоку устройства литьевого ориентированного формования раздувом согласно настоящему варианту осуществления;
на фиг. 34 показана схема размещения различных блоков устройства литьевого ориентированного формования раздувом согласно настоящему варианту осуществления;
на фиг. 35 показано изображение сверху, демонстрирующее передающий блок устройства литьевого ориентированного формования раздувом, изготовленного в соответствии с еще одним вариантом осуществления настоящего изобретения;
на фиг. 36 показано изображение сбоку передающего блока с фиг. 35;
на фиг. 37 показано изображение спереди механизма приема и опускания передаточного блока с фиг. 35;
на фиг.38 показано изображение спереди механизма обращения и переворачивания передаточного блока с фиг. 35.
Наилучший способ осуществления изобретения
Ниже приведено описание предпочтительного варианта осуществления настоящего изобретения со ссылкой на прилагаемые чертежи.
Один вариант осуществления настоящего изобретения показан на фиг. 1 - 26.
На фиг. 1 - 26 показано устройство литьевого ориентированного формования раздувом, являющееся одним из вариантов осуществления настоящего изобретения.
Общие принципы изготовления устройства
На фиг. 1, 2 и 3 показаны соответственно изображения в плане, спереди и слева устройства, представляющего собой предпочтительный вариант осуществления изобретения, а на фиг. 4 показано увеличенное изображение, демонстрирующее главные части устройства, представляющего предпочтительный вариант осуществления изобретения. Как показано на чертежах, устройство включает участок формования заготовок 10, передаточный участок 200 и участок формования раздувом 300, размещенный на станине машины 8.
Как показано на фиг. 2, участок формования заготовок 10 включает поворотный диск 30 с двумя стержневыми пресс-формами 50, разнесенными по окружности на 180o, который служит первым кольцевым транспортером, осуществляющим прерывистую подачу стержневой пресс-формы 50 по кольцевому тракту переноса. Блок литьевого формования 14 обращен к инжекционному устройству 12, а блок выдачи заготовок 16, обращенный к блоку литьевого формования 14, располагается соответствующим образом в позициях остановки стержневой пресс-формы 50. Блок литьевого формования 14 включает полостную пресс-форму 42, с которой может быть соединена стержневая пресс-форма 50, и в этой полости 42 пресс-формы блока литьевого формования 14 одновременно осуществляется литьевое формование N (N≥2), например N-4, заготовок 1. В блоке выдачи заготовок 16 стержневую пресс-форму 50 извлекают из заготовок 1. В этом предпочтительном варианте осуществления изобретения участок горловины каждой заготовки 1 формуют с помощью полостной формы 60 для участка горлышка, которая будет рассмотрена ниже, и заготовки, удерживаемые этой полостной формой 60 и стержневой пресс-формой 50, переносятся с помощью поворотного диска 30 в блок выдачи заготовок 16. В блоке выдачи заготовок 16 производится выдача заготовок 1 путем отделения от полости 60 для горлышка после частичного отделения стержневой пресс-формы 50.
Как показано на фиг. 1, участок формования раздувом 300 включает второй кольцевой транспортер 320, который содержит четыре звездочки от 320a до 320d и транспортерную цепь 322, пропущенную вокруг этих звездочек. На этой транспортерной цепи 322 закреплено множество (например, десять) несущих элементов 330, расположенных на равных расстояниях друг от друга, и на каждом несущем элементе располагается заготовка 1 или бутылка 6. На тракте переноса несущих элементов 330 помещены блок приема 304, на который поступают заготовки 1 с передаточного участка 200, нагревательный блок 306, осуществляющий нагрев заготовок 1, накопительный блок 308, на котором временно отстаиваются нагретые заготовки 1, блок формования раздувом 310, на котором производится выдувание бутылок 6 из заготовок 1, и блок выдачи бутылок 312, осуществляющий выдачу бутылок 6 из устройства.
Блок формования раздувом 310 включает форму для выдувания 378, которая охватывает заготовки 1 и в которой выдувают по одной бутылке 6 из каждой из n (1≤n≤N) заготовок 1, например n - 1 заготовок 1.
Передаточный блок 200 осуществляет передачу заготовок 1, выданных из блока выдачи заготовок 16 участка формования заготовок 10 на блок приема заготовок 304 участка формования раздувом 300. В блоке выдачи заготовок 16 участка формования заготовок 10 осуществляется одновременная выдача N заготовок 1, т.е. количества заготовок 1, одновременно формуемых в блоке литьевого формования 14, однако на передаточном участке 200 осуществляется одновременная передача n заготовок 1, т.е. количества заготовок 1, одновременно формуемых в блоке формования раздувом 310 участка формования раздувом 300. В устройстве, являющемся предметом данного предпочтительного варианта осуществления изобретения, четыре заготовки 1, одновременно выданные блоком выдачи заготовок 16, передаются по одной на блок приема заготовок 304. Кроме того, в то время как на участке формования заготовок 10 осуществляется литьевое формование заготовок 1 в вертикальном положении, на передаточном участке 200 заготовки 1 переворачиваются и подаются на участок формования раздувом в перевернутом положении.
Участок формования заготовок 10
Сначала будет описан участок формования заготовок 10 со ссылкой на фиг. 1 - 11.
Блок литьевого формования 14 и первый кольцевой транспортер 30
Как показано на фиг. 2 и 4, блок литьевого формования 14 участка формования заготовок 10 снабжен нижней сжимной плитой 20, установленной на станине машины 8. В то же время верхняя, например круглая, сжимная плита 22 располагается над этой нижней сжимной плитой формы 20 и простирается от блока литьевого формования 14 до блока выдачи заготовок 16. Эта верхняя сжимная плита формы 22 может перемещаться по вертикали вдоль четырех направляющих стержней 24, размещенных в четырех точках вокруг блока литьевого формования 14. Как показано на фиг. 1,2 и 4, на верхних концах направляющих стержней 24 установлена неподвижная пластина 26, а на этой неподвижной пластине 26 установлен сжимной цилиндр 28. Сжимной цилиндр 28 осуществляет привод сжимного штока 28а (см.фиг.4), посредством которого осуществляется перемещение вверх и вниз верхней сжимной плиты 22.
Как показано на фиг. 2 - 4, поворотный диск 30, образующий первый круговой транспортер, установлен с возможностью вращения под верхней сжимной плитой 22. Как показано на фиг. 7, этот поворотный диск 30 закреплен на валу 34, который приводится во вращение вращательным исполнительным механизмом 32, установленным на верхней сжимной плите 22. Как показано на фиг. 5, на которой приведено изображение поворотного диска 30 снизу, на поворотном диске 30 в положениях, соответствующих блоку литьевого формования 14 и блоку выдачи заготовок 16, размещены две стержневые пресс-формы 50 и две полостные формы 60 для горлышка. Детали стержневой пресс-формы 50 и полостных форм 60 для горлышка будут подробно рассмотрены ниже.
Как показано на фиг. 2 и 4, блок литьевого формования 14 снабжен формой 40 с обогревательными литниками, в контакт с которой входит сопло инжекционного устройства, а в этой форме 40 с обогревательными литниками предусмотрена полостная пресс-форма 42. В этой пресс-форме 42 предусмотрены полости для каждой из N заготовок 1, формуемые одновременно в блоке литьевого формования 14, например четыре полости. Эта полостная пресс-форма 42 позволяет охлаждать полученные литьевым формованием заготовки и по ней циркулирует хладагент, например вода при комнатной температуре.
Как показано на фиг. 4 - 8, две стержневые пресс-формы 50, установленные на поворотном диске 30, включают каждая такое количество стержневых пальцев 52, которое равно количеству N одновременно формуемых заготовок, например четыре стержневых пальца 52. Как показано на фиг. 7, основания 52a этих стержневых пальцев 52 опираются на стержневую прижимную пластину 54, закрепленную на поворотном диске 30, и пластину фиксации 56 стержня, закрепленную на нижней стороне этой стержневой прижимной пластины 54. При включении сжимного цилиндра 28 и опускании вниз посредством сжимного штока 28a верхней сжимной плиты 22 стержневые пальцы 52 стержневой пресс-формы 50 вместе с поворотным диском 30 опускаются вниз, а стержневая прижимная пластина 54 и пластина фиксации 56 стержня, установленные на этой верхней сжимной плите 22, таким образом сжимаются с полостной пресс-формой 42.
Как показано на фиг. 7 и 11, две полостные формы для горлышка 60, установленные на поворотном диске 30, изготовлены из пар разъемных форм 62a и 62b, причем каждая полостная форма для горлышка 60 состоит из количества пар разъемных форм 62a и 62b, равного количеству N одновременно формуемых заготовок, например четырем. Пары разъемных форм 62a и 62b каждой полостной формы для горлышка 60 фиксируются разъемными пластинами 64a и 64b , и эти разъемные пластины 64a и 64b образуют пластину фиксации горлышка 64. Как показано на фиг. 11, прижимная пластина горлышка 65, которая проталкивает эту пластину фиксации горлышка 64 вниз, расположена со стороны верхней поверхности разъемных пластин 64a и 64b. Кроме того, предусмотрены направляющие пластины 66, которые удерживают нижние стороны концов пластины фиксации горлышка 64. Разъемные пластины 64a и 64b обычно удерживаются в сомкнутом положении посредством пружин 64d, показанных на фиг. 5. Как показано на фиг. 5, на каждом конце разъемных пластин 64a и 64b предусмотрено клиновое отверстие 64d. После переноса пластины фиксации горлышка 64 в блок выдачи заготовок 16 разъемные пластины 64a и 64b размыкают путем разведения по направляющим пластинам 66 посредством введенных в клиновые отверстия 64d, предназначенных для этого кулачков 108, которые рассматриваются ниже.
Как показано на фиг. 9, которая является увеличенным изображением в разрезе части A фиг. 8, и на фиг. 6, к каждому концу каждой направляющей пластины 66 прикреплен нижний конец вертикального поднимающего и опускающего штифта 70, причем на верхнем конце этого поднимающего и опускающего штифта 70 выполнен фланец 70a. Направляющий цилиндрический канал 72 простирается вниз от нижней поверхности поворотного диска 30, а внутри этого направляющего цилиндрического канала 72 располагается поднимающий и опускающий штифт 70. Между внутренней стенкой нижней части направляющего цилиндрического канала 72 и фланцем 70a поднимающего и опускающего штифта 70 помещена возвратная пружина 74. Направленное вверх усилие этих возвратных пружин 74 постоянно оттягивает направляющую пластину 66 вверх, в результате чего прижимная пластина горлышка 65 постоянно находится в контакте с нижней стороной пластины фиксации стержня 56.
Благодаря сохранению этого контакта между пластиной фиксации стержня 56 и прижимной пластиной горлышка 65 стержневая пресс-форма 50 и полостная форма для горлышка 60 удерживаются сжатыми вместе. Когда в блоке выдачи заготовки 16 к поднимающим и опускающим штифтам 70 прикладывается внешнее усилие (которое будет дополнительно рассмотрено ниже), поднимающие и опускающие штифты 70 преодолевают противодействие возвратных пружин 74, а прижимная пластина горлышка 65 опускается так, что она отводится от нижней стороны пластины фиксации стержня 56 и проталкивает пластину фиксации горлышка 64 вниз. В результате стержневые пальцы 52 стержневой пресс-формы 50 освобождаются от заготовок 1, горлышки которых 2 удерживаются полостной формой для горлышка 60.
Блок выдачи заготовок 16
Ниже будет описано устройство блока выдачи заготовок 16, в частности приводного механизма выдачи заготовок. В этом предпочтительном варианте осуществления изобретения приводной механизм выдачи заготовок образован из привода 80 освобождения формы горлышка и привода 100 раскрывания разъемной формы. Как показано на фиг. 8, привод 80 освобождения формы горлышка включает первый цилиндр 82, и этот первый цилиндр 82 установлен на монтажной плите 84b первого цилиндра, опирающейся на верхнюю сжимную плиту 22 посредством первых опорных стержней 84a. Первый цилиндр 82 осуществляет перемещение первой поднимающейся и опускающейся пластины 86 вверх и вниз с помощью первого поршневого штока 82a. По концам этой первой поднимающейся и опускающейся пластины 86 помещены прижимные ведущие стержни 88. В верхней сжимной плите 22 выполнены отверстия 22a, соединяющие ее верхнюю и нижнюю поверхности, и в этих отверстиях 22a помещены прижимные ведущие стержни 88. Первоначальным положением первой поднимающейся и опускающейся пластины 86 является положение, при котором концы прижимных ведущих стержней 88 не выступают ниже нижней стороны верхней сжимной плиты 22, так что они не мешают вращению поворотного диска 30.
Как показано на фиг. 8, поворотный диск 30, стержневая прижимная пластина 54 и пластина фиксации стержня 56 соответственно имеют отверстия 30a, 54a и 56a в точках, обращенных к отверстиям 22a в верхней сжимной плите 22. Ведомые стержни 68, размещенные в отверстиях 30a, 54a и 56a, установлены на верхней поверхности прижимной пластины горлышка 65.
В результате при включении первого цилиндра 82 прижимная пластина горлышка 65 и пластина фиксации горлышка 64 под воздействием первого цилиндра 82 через первый поршневой шток 82a, прижимных ведущих стержней 88 и ведомых стержней 68 смещаются вниз, преодолевая противодействие возвратных пружин 74. Как показано на фиг. 10, это ведет к извлечению стержневых пальцев 52 стержневой пресс-формы 50 из заготовок 1, горлышки 2 которых удерживаются полостной формой 60 для горлышка. В этом предпочтительном варианте осуществления стержневые пальцы 52 стержневой пресс-формы 50 не вытягиваются полностью из открытых концов заготовок 1, поскольку требуется только создание по меньшей мере зазоров, через которые между стержневыми пальцами 52 и внутренними стенками заготовок 1 мог бы поступать воздух. В этом предпочтительном варианте осуществления длина хода вниз пластины фиксации горлышка 64, который является ходом освобождения стержневых пальцев 52 (длина L показана на фиг. 10) устанавливается равным, например, 50 мм.
Далее будет описан привод 100 разъединения разъемной формы. Как показано на фиг. 1 и 8, этот привод 100 разъединения разъемной формы включает, например, два вторых цилиндра 102. Эти вторые цилиндры 102, как показано на фиг. 11, установлены на монтажной плите 104b второго цилиндра, опирающейся на первую поднимающуюся и опускающуюся пластину 86 посредством вторых опорных стержней 104a. В результате, когда первая поднимающаяся и опускающаяся пластина 86 перемещается вверх или вниз первым цилиндром 82, одновременно вверх и вниз движутся вторые цилиндры 102. Эти вторые цилиндры 102 посредством вторых поршневых штоков 102a перемещают вверх и вниз вторые поднимающиеся и опускающиеся пластины. На этих вторых поднимающихся и опускающихся пластинах 106 установлены кулачки 108 для разъединения разъемной пластины. Нижние концевые части этих кулачков 108 для разъединения разъемной пластины подходят к клиновым отверстиям 64d, выполненным в разъемных пластинах 64a и 64b, образующих пластину фиксации горлышка 64. Под воздействием вторых цилиндров 102 кулачки 108 для разъединения разъемной пластины перемещаются вниз и клиновидные части их концов входят при этом в клиновидные отверстия 64d в пластине фиксации горлышка 64, разводя таким образом разъемные пластины 64a и 64b. В результате разводятся пары разъемных форм 62a и 62b, размещенных на этой паре разъемных пластин 64a и 64b, после чего происходит выдача заготовок 1 из полостной формы 60 для горлышка. В этом предпочтительном варианте осуществления изобретения время включения вторых цилиндров 102 устанавливается таким образом, чтобы происходило после включения первого цилиндра 82.
Ниже будет описана работа участка формования заготовок 10 устройства, являющегося предпочтительным вариантом осуществления изобретения.
Литьевое формование в блоке литьевого формования 14
Происходит включение сжимного цилиндра 28, в результате чего верхняя сжимная плита 22 опускается, и происходит прижимание стержневой пресс-формы 50 и полостной формы 60 для горлышка к полостной пресс-форме 42. После достижения сжатого положения начинается перемещение вперед и вращение винта в инжекционном устройстве 12, под воздействием которого начинается инжекция формовочного материала для заготовки 1, например полиэтиленового терфталата (PET), через форму с обогревательными литниками 40 в полость, ограниченную формами 42, 50 и 60, в результате чего происходит литьевое формование заготовок 1.
Операция охлаждения в блоке литьевого формования 14
Полостная пресс-форма 42, стержневая пресс-форма 50 и полостная форма 60 для горлышка снабжены охладителем, например, водой при комнатной температуре, циркулирующей внутри них, что допускает немедленное охлаждение смолы, поступившей в полость, ограниченную формами.
Операция разъединения полостной пресс-формы 42 в блоке литьевого формования 14
При перемещении сжимного цилиндра 28 таким образом, что он поднимает верхнюю сжимную плиту 22, стержневая литьевая форма 50 и полостная форма 60 для горлышка могут быть подняты над полостной пресс-формой 42, как показано для раскрытого положения формы на фиг. 10. В это время, поскольку части горлышка 2 заготовок 1 образуют подрезание относительно направления извлечения из формы, полученные литьевым формованием заготовки 1 удерживаются на стороне стержневой пресс-формы 50 и полостной формы 60 для горлышка и извлекаются из полостной пресс-формы 42.
Время начала этого извлечения из формы в блоке литьевого формования может быть сделано гораздо более ранним, чем обычное время начала извлечения из формы. Иными словами, длительность охлаждения заготовок 1 в блоке литьевого формования 14 может быть сокращена. Это объясняется тем, что даже после извлечения заготовок 1 из полостной пресс-формы 42 стержневые пальцы 52 стержневой пресс-формы 50 остаются внутри заготовок 1 и может быть предупреждена деформация заготовок 1, сопровождающая их термическую усадку. Поэтому температура заготовок 1 при разъединении формы в блоке литьевого формования 14 должна быть всего лишь достаточно низкой для образования поверхностного слоя, достаточно толстого для сохранения формы заготовок 1 после их извлечения из полостной пресс-формы 42 и для формирования наружных поверхностей заготовок 1, и может быть выше обычных температур извлечения из формы. Даже если температура извлечения из формы достаточно высока, охлаждение вызывает сжимание заготовок 1 вокруг стержневых пальцев 52 стержневой пресс-формы 50 и извлечение из пресс-формы 42 может по этой причине осуществляться относительно гладко, без возникновения проблем при извлечении заготовки 1. Кроме того, поскольку в блоке литьевого формования 14 не происходит извлечения стержневых пальцев 52, то даже при извлечении заготовок 1 из формы при высокой температуре, проблем с нижними концами заготовок 1, поднимаемых вместе со стержневыми пальцами 52, не происходит.
Скрепленное положение стержневой пресс-формы 50 и полостной формы 60 для горлышка относительно извлеченных из полостной пресс-формы 42 заготовок 1 обеспечивается пластиной фиксации стержня 56 и прижимной пластиной горлышка 65, которые удерживаются прижатыми друг к другу возвратными пружинами 74. Это скрепленное положение стержневой пресс-формы 50 и полостной формы 60 для горлышка обеспечивается в течение следующей операции переноса заготовок 1 и до тех пор, пока в блоке выдачи заготовок 16 стержневая пресс-форма 50 не будет извлечена из заготовок 1. Охлаждение заготовок 1 возможно в течение того времени, когда сохраняется скрепленное положение стержневой пресс-формы 50 и полостной формы 60 для горлышка.
Операция перемещения заготовок 1
Заготовки 1 перемещаются от блока литьевого формования 14 к блоку выдачи заготовок 16 с помощью поворотного исполнительного механизма 32 с приводом и поворотного диска 30, образующего первый кольцевой транспортер, поворачивающийся на 180o. В ходе операции перемещения заготовки 1 сохраняется возможность охлаждения заготовок хладагентом, без перерыва циркулирующим по стержневой пресс-форме 50 и полостной форме 60 для горлышка.
В целом при извлечении заготовок 1 из формы при высокой температуре происходит кристаллизация, вызванная неравномерным охлаждением, в результате чего поверхность стенок заготовок 1 становится непрозрачной, в особенности при использовании PET, что является недопустимым дефектом при изготовлении прозрачных емкостей. Согласно опытам, выполненным авторами настоящего изобретения, эта кристаллизация и утеря заготовками 1 прозрачности, сопровождающие неравномерное охлаждение, в особенности заметны на внутренней стороне стенок заготовок 1. Это объясняется тем, что внутренняя сторона стенок заготовки 1 обладает меньшей площадью контакта поверхности с формой и, соответственно, внутренняя стенка в большей степени подвержена неравномерному охлаждению, чем наружная стенка. Кроме того, когда как и в прошлом полостная пресс-форма 42 и стержневая пресс-форма 50 отделяются от заготовок 1 в блоке выдачи заготовок, внутренняя сторона стенки в большей степени подвержена неравномерному охлаждению, чем наружная сторона из-за того, что площадь излучающей тепло поверхности внутренней стороны стенки заготовки 1 меньше, чем у наружной стороны стенки, и к тому же тепло задерживается во внутренней полости заготовки 1.
В этом предпочтительном варианте осуществлении изобретения, даже в случае, если в блоке литьевого формования заготовки 1 извлекаются из формы при относительно высокой температуре, при последующей операции перемещения существует возможность продолжения охлаждения заготовок 1 посредством стержневой пресс-формы 50 и полостной формы 60 для горлышка. В частности, поскольку внутренние стенки заготовок 1 могут непрерывно охлаждаться стержневыми пальцами 52 стержневой пресс-формы 50, можно наверняка предупредить кристаллизацию и потерю прозрачности, вызванную неравномерным охлаждением. Кроме того, участки горлышка 2, которые из-за своей толщины обладают высокой теплоемкостью и в большей степени подвержены кристаллизации, чем другие участки, могут охлаждаться в полостной форме 60 для горлышка, что предупреждает кристаллизацию.
Операция охлаждения заготовки в блоке выдачи заготовки 16
Даже после перемещения заготовок 1 в блок выдачи заготовок 16 за счет сохранения скрепленного положения стержневой пресс-формы 50 и полостной формы 60 для горлышка относительно заготовок 1 возможно охлаждение заготовок 1 в процессе упоминавшейся выше операции переноса. В это время, даже в случае, если в блоке литьевого формования 14 приведен в действие сжимной цилиндр 28, а верхняя сжимная плита 22 опускается для литьевого формования следующих заготовок, охлаждение заготовок 1 может продолжаться благодаря сохранению упомянутого скрепленного положения в блоке выдачи заготовок 16.
Отделение полостной формы 60 для горлышка от стержневой пресс-формы 50
Охлаждение заготовок 1 стержневыми пальцами 52 стержневой пресс-формы 50 должно продолжаться только в течение времени, достаточно длительного для того, чтобы не допустить кристаллизации, вызванной недостаточным охлаждением внутренних стенок заготовок 1, и для того, чтобы избежать деформации выданных заготовок 1, поскольку в случае избыточного охлаждения заготовок 1 стержневыми пальцами 52 извлечение стержневых пальцев 52 становится затруднительным. Поэтому в блоке выдачи заготовок 16 сначала осуществляется извлечение из заготовок 1 стержневой пресс-формы 50. В данном предпочтительном варианте осуществления этого достигают путем удерживания с помощью полостной формы 60 для горлышка заготовок 1 в процессе извлечения из них стержневой пресс-формы 50.
Это отделение полостной формы 60 для горлышка осуществляется прижимной пластиной горлышка 65, остающейся прижатой к пластине фиксации стержня 56 под воздействием усилия возвратных пружин 74, при ее опускании приводом 80 освобождения формы для горлышка. Когда приводится в действие первый цилиндр 81 привода 80 освобождения формы для горлышка, его толкающее усилие, переданное через первый поршневой шток 82a, первую поднимающуюся и опускающуюся пластину 86, прижимные ведущие стержни 88 и ведомые стержни 68, вызывает прижимание фиксирующей пластины горлышка 64 к прижимной пластине горлышка 65 с опусканием вниз, как показано на фиг. 6 и 10. В этот момент, поскольку горлышки 2 заготовок 1 удерживаются полостной формой 60 горлышка, заготовки 1 также опускаются вниз вместе с фиксирующей пластиной горлышка 64 и полостной формой 60 горлышка. В результате отделения полостной формы 60 горлышка от стержневой пресс-формы 50 происходит извлечение стержневой пресс-формы 50 из заготовок 1.
Длина хода стержневой пресс-формы 50 относительно заготовок 1 не должна быть настолько большой, чтобы стержневые пальцы 52 полностью вытягивались из открытых концов заготовок 1 для последующего перемещения заготовок 1, как это делается обычно, и должна иметь величину, достаточную только для того, чтобы между внутренними стенками заготовок 1 и стержневыми пальцами 52 образовались по меньшей мере зазоры, через которые мог бы поступать воздух. В соответствии с этим длина хода извлечения стержневой пресс-формы 50 зависит от угла конусности извлечения, предусмотренного на стержневых пальцах 52 и внутренних стенках заготовок 1, и чем больше величина этого угла конусности извлечения, тем меньше требующаяся длина хода извлечения. Благодаря тому, что таким образом можно уменьшить длину хода извлечения стержневой пресс-формы 50, можно понизить высоту установки первого цилиндра 82 и уменьшить общую высоту устройства литьевого формования, что создает преимущества при транспортировке и монтаже устройства.
Операция выдачи заготовок 1 в блоке выдачи заготовок 16
Поскольку горлышки 2 заготовок 1 удерживаются полостной формой 60 для горлышка, образуемой парой разъемных форм 62a и 62b, заготовки 1 могут быть выданы при разъединении этой полостной формы 60 для горлышка. Для осуществления этой операции приводятся в действие вторые цилиндры 102 привода разъединения разъемной формы 100. Развиваемое вторыми цилиндрами 102 усилие передается на кулачки 108 разъединения разъемной пластины через вторые поршневые штоки 102a и вторые поднимающиеся и опускающиеся пластины 106. Когда кулачки 108 для разъединения разъемной пластины перемещаются вниз, их концы входят в клиновидные отверстия 64d, выполненные в пластине фиксации горлышка 64, разводя таким образом разъемные пластины 64a и 64b, в результате разводятся пары разъемных форм 62a и 62b. В это время, даже в случае, если горлышко 2 заготовки 1 пристанет к одной из разъемных форм 62a, 62b и начнет перемещение вместе с ней, то поскольку соответствующий стержневой палец 52 стержневой пресс-формы 50 все еще находится внутри заготовки 1, боковое перемещение заготовки 1 оказывается ограниченным и заготовка 1 может быть сброшена вниз, не будучи поврежденной.
В положении, предшествующем перемещению вниз кулачков 108 разъединения разъемной пластины с тем, чтобы избежать со стороны кулачков 108 разъединения разъемной пластины помех вращению поворотного диска 30, необходимо, чтобы их концы остановились в пределах зоны, соответствующей толщине верхней сжимной плиты 22. С другой стороны, поскольку фиксирующая пластина горлышка 64, которая разъединяется этими кулачками 108 разъединения разъемной пластины, наиболее удалена от поворотного диска 30, длина хода кулачков 108 разъединения разъемной пластины велика. В данном предпочтительном варианте осуществления изобретения, поскольку вторые цилиндры 102, осуществляющие привод этих кулачков 108 разъединения разъемной пластины, установлены на первой поднимающейся и опускающейся пластине 86, приводимой в действие первым цилиндром 82, и поскольку перед приведением в действие кулачков 108 разъединения разъемной пластины приводится в действие первая поднимающаяся и опускающаяся пластина 86, фактическая длина хода, который передается кулачкам 108 разъединения разъемной пластины вторыми цилиндрами 102, невелика. В результате вторые цилиндры 102 могут быть установлены на небольшой высоте, небольшой может быть общая высота устройства литьевого формования, что позволяет получить устройство, обладающее преимуществами с точки зрения транспортировки и монтажа.
После завершения этой операции выдачи заготовки 1 первый и второй цилиндры 82 и 102 возвращаются в исходное положение. В результате в ходе приготовления к следующей операции литьевого формования прижимная пластина горлышка 65 вновь прижимается возвратными пружинами 74 к пластине фиксации стержня 56, а стержневая пресс-форма 50 и полостная форма 60 для горлышка возвращаются в скрепленное положение.
Описанные выше операции охлаждения и извлечения из форм, выполняемые в блоке выдачи заготовок 16, должны быть осуществлены в течение времени, требующегося для завершения литьевого формования в блоке литьевого формования 14 следующей, новой партии заготовок, иными словами в течение цикла литьевого формования. Длительность охлаждения заготовок 1 зависит главным образом от толщины цилиндрических частей заготовок 1, и чем толще заготовки 1, тем больше времени следует предусмотреть для охлаждения. В настоящем предпочтительном варианте осуществления это время охлаждения можно регулировать путем установки времени извлечений стержневой пресс-формы 50 в блоке выдачи заготовок 16, а также путем регулирования длительности охлаждения в блоке литьевого формования 14. В результате даже при высокой температуре извлечения из формы в блоке литьевого формования 14 и сокращении за счет этого длительности цикла литьевого формования можно за счет регулирования длительности охлаждения реализовать в высшей степени гибкий в эксплуатации участок литьевого формования заготовок.
После завершения литьевого формования заготовки 1 в блоке литьевого формования 14 стержневые пресс-формы 50 и полостные формы 60 для горлышек в двух блоках 14 и 16 меняются местами за счет поворота вращающимся исполнительным механизмом 32 поворотного диска 30 на 180o. В данном предпочтительном варианте осуществления вращающийся исполнительный механизм 342 состоит из реверсивного поворотного несущего средства, в котором направление поворота при переносе каждый раз меняется на противоположное. В результате даже в случае, если переносимые с поворотом стержневые пресс-формы 50 и полостные формы 60 для горлышка снабжены подсоединенными к ним трубками для циркуляции хладагента, эти охлаждающие трубки не будут перекручиваться при одном повороте более одного раза. В результате можно подсоединить эти трубки к формам, не пользуясь при этом поворотными разъемами и не усложняя конструкции.
Поскольку по перечисленным выше причинам заготовки 1 получают однородную температуру или приемлемое распределение температур, появляется возможность формования бутылок нужной толщины. Кроме того, поскольку удается избежать замутняющей кристаллизации, можно получить в высшей степени прозрачные бутылки. Применение этого изобретения не ограничивается литьевым формованием горячих черновых форм, описанным выше, но может, конечно, быть применено к т. н. литьевому формованию холодных черновых форм, при котором заготовки охлаждают до комнатной температуры перед повторным нагревом и формованием раздувом. И в этом случае также можно добиться сокращения длительности цикла литьевого формования.
Передаточный участок 200
Далее со ссылкой на фиг. 2, фиг. 12 - 14 и фиг. 21 - 22 будет описано устройство и работа передаточного участка 200. На фиг. 12 - 15 показан механизм, соответствующий скорее не предпочтительному варианту реализации устройства, показанному на фиг. 1, но предпочтительному варианту реализации устройства, показанному на фиг. 21. На фиг. 21 изображен случай, в котором упомянутые выше количества N и n одновременно формуемых заготовок равны соответственно N -6 и n - 2 и соответственно механизмы передаточного участка 200, показанного на фиг. 12 - 15, одновременно передают n - 2 заготовок 1. Случай, при котором одновременно передается n - 1, заготовка 1 в точности соответствует случаю, при котором n - 2, за исключением отсутствия операции преобразования длины шага, которая будет рассмотрена далее.
Данный передаточный участок 200 включает приемно-опускающий механизм 210, который принимает и опускает заготовки 1, выданные в блоке выдачи заготовок 16 участка формования заготовок 10, а также передаточно-кантовочный механизм 230, который переворачивает заготовки 1 донной частью вверх и передает их к блоку приемки заготовок 304 участка формования раздувом 300.
Приемно-опускающий механизм 210
На фиг. 12 и 13 соответственно показан приемно-опускающий механизм 210 в поднятом положении и в опущенном положении. Этот приемно-опускающий механизм 210 включает деталь удержания донной части 214, которая удерживает донную часть 3 заготовки 1 и деталь удержания нижней части горлышка 218, которая поддерживает опорное кольцо 2a, выполненное на нижней части горлышка 2 заготовки 1. Деталь удержания донной части 214 установлена на штоке 212a первого поднимающего и опускающего приводного устройства 212, включающего пневмоцилиндр или подобный ему механизм и может перемещаться вверх и вниз между верхним положением, в котором она показана на фиг. 12, и нижним положением, в котором она показана на фиг. 13. Этот шаг b по вертикали показан на фиг. 4.
Деталь удержания нижней части горлышка 218 может перемещаться вверх и вниз вместе с деталью удержания донной части 214 и может перемещаться по горизонтали с горизонтальным шагом a, показанным на фиг. 4. Для того чтобы сделать это возможным, на направляющей 222 установлен ползун 220 с возможностью скольжения по нему. Привод этого первого ползуна 220 по горизонтали осуществляется штоком 216a первого возвратно-поступательного приводного устройства 216, включающего пневмоцилиндр или подобный ему механизм. Деталь удержания нижней части горлышка 218 имеет в своей нижней части ось небольшого диаметра 218a и в верхней части - ось большого диаметра 218b, причем ось небольшого диаметра 218a проходит через стопорный элемент 220a, установленный на первом ползуне 220. К нижнему концу оси небольшого диаметра 218a, выступающей ниже стопорного элемента 220, прикреплен фланец 218c. Кроме того, вокруг части оси небольшого диаметра 218a, выступающей вверх от детали удержания донной части 214, расположена пружина 218d. Поскольку эта пружина располагается между деталью удержания донной части 214 и осью большого диаметра 218b, ось большого диаметра 218b выталкивается пружиной 218d вверх при подъеме детали удержания донной части 214, в результате чего может быть поднята деталь удержания нижней части горлышка 218. При включении первого возвратно-поступательного устройства 216, под воздействием первого ползуна 220 на оси 218a и 218b начинается скольжение по горизонтали детали удержания нижней части горлышка 218. Этот скользящий шаг a показан на фиг. 4.
Далее будет приведено описание работы приемно-опускающего механизма 210 со ссылкой на фиг. 4, фиг. 12 и фиг. 13. Перед тем, как полостная форма 60 для горлышка будет разъединена в блоке выдачи заготовок 16 участка формования заготовок 10, деталь удержания донной части 214 и деталь удержания нижней части горлышка 218 находятся в положении, в котором они показаны на фиг. 12. В этом положении, показанном на фиг. 12, поднятое положение детали удержания нижней части горлышка 218 определяется ее фланцем 218c, который упирается в стопорный элемент 220a. Деталь удержания донной части 214 установлена в положении, которого она достигает за счет сжатия пружины 218d после того, как деталь удержания нижней части горлышка 218 достигает крайнего верхнего положения. В это время деталь удержания нижней части горлышка 218 находится в положении, при котором она отведена вправо, как показано на фиг. 4 и 12, от положения непосредственно под опорным кольцом 2a заготовки 1. При разъединении полостной формы 60 для горлышка заготовка 1 падает вниз и ее донная часть 3 захватывается деталью удержания донной части 214. В это время, как показано на фиг. 12, заготовка 1 не полностью отделяется от стержневого пальца 52 и заготовка остается в вертикальном положении, причем часть стержневого пальца 52 остается внутри нее.
После этого включается первое возвратно-поступательное приводное устройство 216, и деталь удержания нижней части горлышка 218 перемещается влево на расстояние a (см. фиг. 4). В результате деталь удержания нижней части горлышка 218 оказывается расположенной непосредственно под опорным кольцом 2a заготовки 1.
После этого первое поднимающее и опускающее приводное устройство 212 включается таким образом, что начинает втягивать шток 212a, в результате чего деталь удержания донной части 214 начинает опускаться. На начальной стадии этого опускания, до возвращения пружины 218d до ее первоначальной длины, деталь удержания нижней части горлышка 218 остается в своем верхнем положении. В результате в начальной стадии этого опускания деталь удержания донной части 214 уходит от донной части 3 заготовки 1 и опорное кольцо 2a заготовки 1 ложится на деталь удержания нижней части горлышка 218. Первое поднимающее и опускающее приводное устройство 212 продолжает перемещаться после этого, а заготовка 1 опускается с опорным кольцом 2a, которое удерживается только деталью удержания нижней части горлышка 218. Желательно, чтобы для изготовления детали удержания донной части 214 и детали удержания нижней части горлышка 218, находящихся в соприкосновении с заготовкой 1, использовали элементы, обладающие низкой теплопроводностью, например синтетические смолы и т.п. Заготовка 1, опирающаяся на деталь удержания нижней части горлышка 218, продолжает опускаться до тех пор, пока не достигнет положения, показанного на фиг. 13.
Передаточно-кантовочный механизм 230
Далее со ссылкой на фиг. 4 и фиг. 13 - 15 будет описано устройство передаточно-кантовочного механизма 230. Этот передаточно-кантовочный механизм 230 включает два механизма захвата горлышка 232, соответствующих количеству n - 2 заготовок, одновременно формуемых раздувом в блоке формования раздувом 310, показанном на фиг. 21 (см. фиг. 14). Механизмы захвата горлышка 232 включают каждый пару размыкаемых и замыкаемых элементов захвата горлышка 234, которые удерживают горлышко 2 заготовки 1. Как показано на фиг. 15, эти два механизма захвата горлышка 232 установлены на опорном столе 236, а этот опорный стол 236 связан со штоком 238a второго поднимающего и опускающего приводного устройства 238, включающего пневмоцилиндр или иной подобный ему механизм. В результате два механизма захвата горлышка 232 могут перемещаться по вертикали на величину хода е, показанную на фиг. 4. Для того чтобы перемещение по вертикали было плавным, применяются, например, два направляющих стержня 240 с направляющими участками 242.
Второе поднимающее и опускающее приводное устройство 238 и направляющие части 242, описанные выше, установлены на втором ползуне 244, показанном на фиг. 15. Этот второй ползун 244 соединен с горизонтальным приводным устройством 246, которое перемещает второй ползун 244 в направлении, в котором выстраивается определенное количество N заготовок, например 4, одновременно формуемых в блоке литьевого формования 14. Это горизонтальное приводное устройство 246 перемещает второй ползун 244 по горизонтали с помощью, например, шарикового ходового винта 246a. Горизонтальное приводное устройство 246 установлено на третьем ползуне 248, а этот третий ползун 248 снабжен вторым возвратно-поступательным приводным устройством 250, которое осуществляет возвратно-поступательное перемещение поднимающего и опускающего приводного устройства 238 на расстояние возвратно-поступательного хода c, показанного на фиг. 4. То есть, как показано на фиг. 14, шток 250a второго возвратно-поступательного приводного устройства 250 соединен с третьим ползуном 248.
Кроме того, предусмотрено кантовочное приводное устройство 252, которое поворачивает два механизма захвата горлышек 232 на 180o относительно горизонтальной оси. Поворот на 180o с перемещением на расстояние d в этом кантовочном приводном устройстве 252 показан на фиг. 4. В результате кантовки заготовка 1 переходит из вертикального положения с горлышком 2, обращенным вверх, в перевернутое положение с горлышком 2, обращенным вниз.
Далее приведено описание работы этого передаточно-кантовочного механизма 230. Когда заготовка 1 достигает нижнего положения, показанного на фиг. 13, механизмы захвата горлышка 232, находящиеся в положении ожидания, показанном пунктирной линией на фиг. 13, с помощью кантовочного механизма 252 поворачиваются на 180o. Приводные механизмы размыкания и замыкания, включенные в механизмы захвата горлышка 232, замыкают пары элементов захвата горлышка 234, и горлышки 2 заготовок 1 удерживаются этими элементами захвата горлышек 234. Затем заготовки 1 переворачиваются. Перед этим, однако, с целью предупреждения столкновения заготовок 1 с другими элементами, деталь удержания нижней части горлышка 218 отводится в правое положение на расстояние хода a (см. фиг. 4), в то время как с помощью третьего ползуна 248, перемещаемого влево на длину хода с (см. фиг. 4), два механизма захвата горлышка 232 перемещаются влево. После этого в результате поворота кантовочным устройством 252 заготовок 1 на 180o заготовки 1 оказываются в положении, показанном пунктирными линиями на фиг. 13. После того как два механизма захвата горлышка 232 опускаются вторым поднимающим и опускающим приводным устройством 238 на длину хода е (см. фиг. 4), заготовки 1 могут быть помещены на несущие элементы 330, размещенные в блоке приема заготовок 304 участка формования раздувом 300. После этого механизмы захвата горлышек 232 размыкаются и перемещаются по вертикали на длину хода e и в поперечном направлении на длину хода c, показанную на фиг. 4, в результате чего механизмы захвата горлышка 232 отводятся от заготовок 1 и возвращаются в положение ожидания, показанное пунктирными линиями на фиг. 13.
При выполнении этой передаточной операции в показанном на фиг. 21 устройстве, являющемся предпочтительным вариантом осуществления изобретения, в котором количество одновременно формуемых раздувом заготовок 1 равно n - 2, одновременно происходит передача n - 2 заготовок 1. Две переданные заготовки 1 помещаются на несущие элементы 330 в двух положениях приема 260. В это время величина шага P2, при котором механизмы захвата горлышек 232 принимают две заготовки 1 от приемно-опускающего механизма 210, отличаются от шага P3, при котором механизмы захвата горлышек 232 передают две заготовки 1 на несущие элементы 330. Это объясняется тем, что во время передачи заготовок 1 производится преобразование шага приводным устройством изменения шага 254; этот момент будет дополнительно рассмотрен ниже. В случае показанного на фиг. 1 устройства, являющегося предпочтительным вариантом осуществления изобретения, в котором количество одновременно формуемых раздувом заготовок 1 составляет n - 1, заготовка 1 передается на несущий элемент 330, расположенный между двумя положениями приема, показанным на фиг. 14. Следовательно, каждый раз, когда завершается операция литьевого формования, при которой происходит одновременное формование N - 4 заготовок 1, передача по одной заготовке 1 повторяется четыре раза.
Участок формования раздувом 300
Далее со ссылками на фиг. 1, фиг. 4 и фиг. 16 - 20 будет описан участок формования раздувом 300.
Второй кольцевой транспортер 302 и блок приема заготовки 304
В пределах участка формования раздувом 300 происходит обращение несущего элемента 330, размещенного на втором кольцевом транспортере 302, который проходит по порядку через блок приема заготовки 304, нагревательный блок 306, накопительный блок 308, блок формования раздувом 310 и блок выдачи бутылок 312. Как показано на фиг. 1, второй кольцевой транспортер 302 включает четыре звездочки 320a-320d, причем, например, только звездочка 320a является ведомой, а другие звездочки 320b-320d ведущими не являются. По этим четырем звездочкам 320a-320d пропущена бесконечная несущая цепь 322. Вместо цепи могут быть использованы другие бесконечные несущие элементы, такие как ремень, например клиновой ремень или зубчатый ремень, а вместо звездочек могут быть использованы другие приводные вращающиеся элементы, такие как шкивы.
В показанном на фиг. 1 устройстве, являющемся предпочтительным вариантом осуществления изобретения, на несущей цепи 322 установлены десять несущих элементов 330. Их крепление имеет следующую конструкцию:
Как показано на фиг. 18, каждый несущий элемент 330 включает цилиндрическую установочную часть 332. Эта установочная часть 332 снабжена с одной стороны выступами 334a и 334b, выступающими соответственно выше и ниже несущей цепи 322, зажимая между собой несущую цепь 322. Прилегающие звенья несущей цепи 322 соединяются полыми шпильками, а верхний и нижний выступы 334a и 334b соединяются с несущей цепью 322 фиксационными шпильками 336, пропущенными через центральную часть полых шпилек с закреплением их концов таким образом, чтобы они не могли выпасть.
Цилиндр 342 установлен с возможностью вращения с помощью подшипника 340 внутри цилиндрической части установочной части 332. Верхняя часть этого цилиндра 342 служит несущей поверхностью 344, на которой помещается концевая поверхность горлышка 2 перевернутой заготовки 1. Кроме того, внутрь этого цилиндра 342 вставлен несущий штифт 346. Этот несущий штифт 346 включает часть, выступающую вверх от несущей поверхности 344 и входящую в горлышко 2 заготовки 1 так, что она может поддерживать заготовку 1 в перевернутом положении. Таким образом несущая поверхность 344 и несущий штифт 346 образуют опору для заготовки 1.
Как показано на фиг. 16, на этом несущем элементе 330 размещены три элемента, работающих по кулачку 338, образуемых роликами или им подобными элементами. Два из этих элементов 338, работающих по кулачку, катятся по внутренней траектории, описываемой при перемещении несущего элемента 330 несущей цепью 322. Другой работающий по кулачку элемент 338 направляется по основанию транспортера 324 или по направляющим 326, в зависимости от того, в каком месте участка формования раздувом 300 находится несущий элемент 330. Как показано на фиг. 18, две направляющие 326 расположены по обеим сторонам тракта переноса и каждый имеет С-образное поперечное сечение с криволинейной поверхностью 326a. Эти направляющие 326 имеют участки, которые выступают настолько, что накрывают верхнюю часть элементов 338, работающих по кулачку, так что элементы 338 не могут соскочить с направляющих 326. Эти направляющие 326 располагаются в блоке формования раздувом 310.
С другой стороны, во всех частях тракта переноса вне пределов блока формования раздувом 310, как показано, например, на фиг. 19, где изображен нагревательный блок 306, основание транспортера 324 располагается ниже тракта переноса. Верхние поверхности этого основания транспортера 324 образуют криволинейные поверхности 324a. Участки направляющих 326, находящихся в нагревательном блоке 306, расположены таким образом, что накрывают верхние части элементов 338, работающих по кулачку, и не допускают схода элементов 338 с тракта переноса. Поскольку в случае расположения основания транспортера 324 в блоке формования раздувом 310 не было бы возможности ввести снизу в заготовку 1 тянущий стержень и стержень формы для дутья, такая конструкция не используется.
На цилиндре 342 несущего элемента 330 установлена самовращающаяся звездочка 348. Когда заготовка 1 находится в нагревательном блоке 306, эта самовращающаяся звездочка 348 поворачивает заготовку 1 относительно ее вертикальной оси; этот момент будет дополнительно рассмотрен при описании нагревательного блока 306.
Ведущая звездочка 320a повторяет прерывистое несущее движение, при котором она передвигается на расстояние, соответствующее одному шагу, через который несущие элементы 330 закреплены на несущей цепи 322, после чего останавливается на заданный период времени. После поступления заготовки 1 в перевернутом положении на блок приема заготовок 304 участка формования раздувом 300 заготовку 1 устанавливают на опорную поверхность 344 несущего элемента 330, а в горлышко 2 заготовки 1 вводят несущий штифт 346. Затем, после включения и начала вращения ведущей звездочки 320a, несущая цепь 322, находящаяся в зацеплении со звездочками 320a-320d, начинает двигаться и несущие элементы 330 передвигаются на один шаг. При повторении этой операции перемещения заготовки 1, поступившие в блок приема заготовок 304, переносятся через нагревательный блок 306 и накопительный блок 308 к блоку формования раздувом 310, где они подвергаются вытяжке и формованию раздувом с получением бутылок 6. После этого бутылки 6 на несущих элементах 330 переносятся в блок выдачи бутылок 312, где происходит выдача бутылок из устройства.
Нагревательный блок 306
Далее со ссылками на фиг. 19 и 20 будет приведено описание нагревательного блока 306.
В нагревательном блоке 306 происходит нагрев заготовки 1 посредством теплового излучения в пространстве, закрытом кожухом 350 нагревательной камеры. Как было показано выше, в устройстве, являющемся предпочтительным вариантом осуществления изобретения, заготовка 1 может быть в достаточной степени охлаждена стержневой пресс-формой 50 в процессе переноса в блок выдачи заготовки 16 и в блоке выдачи заготовки 16 до тех пор, пока стержневая пресс-форма 50 не будет извлечена из заготовки 1. В результате, хотя применяемый способ остается способом горячей заготовки, заготовка 1 может быть в достаточной степени охлаждена и при этом охлаждена до температуры, более низкой, чем требующаяся для формования раздувом. По этой причине в устройстве, являющемся предпочтительным вариантом осуществления изобретения, производится нагрев заготовки 1 в нагревательном блоке 306, предусмотренном на участке формования раздувом 300, до тех пор, пока они не достигнут температуры, подходящей для формования раздувом.
Внутри кожуха 350 нагревательной камеры нагревательного блока 306 помещается до четырех стержневидных нагревательных элементов 352a - 352d, образующих первую нагревательную группу, отнесенную на определенное расстояние в осевом направлении от заготовки 1. Стержневидные нагревательные элементы 352a - 352d могут быть, например, инфракрасными излучателями и располагаться в направлении переноса заготовки 1 внутри кожуха 350 нагревательной камеры. Первый и второй нагревательные элементы 352a и 352b частично окружены фокусирующей отражательной пластиной 354a и нагревают тепловым излучением главным образом донную часть 3 заготовки 1. Третий и четвертый нагревательные элементы 352c и 352d частично окружены фокусирующей отражательной пластиной 354d и нагревают тепловым излучением главным образом зону цилиндрической части 4 заготовки 1. Как показано на фиг. 19, отражательная пластина 356 расположена с другой стороны тракта переноса, будучи обращена к стержневидным нагревательным элементам 352a - 352d.
Кроме того, как показано на фиг. 19, по одному с каждой из сторон тракта переноса заготовки 1 расположены пятый и шестой стержневидные нагревательные элементы 352e и 352f, образующие вторую нагревательную группу. Эти стержневидные нагревательные элементы 352e и 352f расположены на такой высоте по вертикали, что обращены к зоне горлышка 2 заготовки 1, подвергаемой ориентированному растяжению в блоке формования раздувом 310. Участок заготовки 1, нагрев которого осуществляется этими пятым и шестым стержневидными нагревательными элементами 352e и 352f, является участком, расположенным непосредственно ниже горлышка 2 при нахождении заготовки 1 в вертикальном положении, и далее будет обозначаться как участок ниже горлышка 4a.
Этот участок ниже горлышка 4a является участком, соответствующим расширенной части формованной раздувом бутылки 6. В результате при размещении заготовки 1 в форме для выдувания 378 участок ниже горлышка 4a оказывается в положении, ближайшем к поверхности полости для выдувания. В связи с этим из-за того, что интенсивность ориентации в поперечном направлении низка, участок ниже горлышка 4a имеет тенденцию к утолщению, но за счет полноценного нагрева участка ниже горлышка 4a есть возможность его формования с получением нужной толщины. С этой целью в данном варианте осуществления изобретения наряду с размещением стержневидных нагревательных элементов 352e и 352f в положении, при котором они обращены на участок ниже горлышка 4a заготовки 1, излучающие тепло поверхности этих нагревательных элементов располагаются ближе к участку ниже горлышка 4a, чем другие нагревательные элементы к заготовке 1.
Как показано на фиг. 20, внутри кожуха 350 нагревательной камеры этого нагревательного блока 306 располагаются две звездочки 360a и 360b, причем по этим двум звездочкам 360a и 360b пропущена приводная цепь 358 самовращения. Эта приводная цепь самовращения 358 находиться также в зацеплении со звездочкой самовращения 348 на несущем элементе 330, который перемещается в нагревательный блок 306. В результате такой компановки при приведении в действие приводной цепи 358 самовращения начинается вращение звездочки самовращения 348, а это вращение передается с помощью цилиндра 342 на заготовку 1 и заготовка 1 начинает вращаться.
В результате при перемещении заготовки 1 по нагревательному блоку 306 донная часть 3 и цилиндрическая часть 4 заготовки 1 воспринимают тепловое излучение как со стороны стержневидных нагревательных элементов 352a-352d, расположенных с одной стороны тракта переноса, так и от отражательной пластины 356, расположенной с другой стороны тракта переноса, а поскольку заготовка 1 вращается, она воспринимает тепло по своей окружности практически равномерно и поэтому нагревается по окружности равномерно. Кроме того, участок ниже горлышка 4a заготовки 1 полноценно нагревается пятым и шестым стержневидными нагревательными элементами 352e и 352f, расположенными близко к заготовке 1 с обеих сторон тракта переноса, и к тому же вращение заготовки 1 гарантирует, что этот участок ниже горлышка 4a также нагревается по окружности практически равномерно.
В данном случае, как показано на фиг. 20, при перемещении заготовки 1 в направлении A направлением перемещения приводной цепи самовращения 358, находящейся в зацеплении со звездочкой самовращения 348 несущего элемента 330, сделано направление В, противоположное направлению A. Причина этого заключается в следующем.
Если несущая цепь 322 и приводная цепь самовращения 358 движутся обе с одинаковой скоростью и в одном направлении, направлении A, не будет наблюдаться относительного движения между звездочкой самовращения 348 на стороне несущего элемента 330 и приводной цепью самовращения 358 и заготовка 1 вообще не будет вращаться. Даже в случае изменения скоростей вращения несущей цепи 322 и приводной цепи самовращения 358 в зависимости от значения скоростей вращение заготовки 1 будет или слишком медленным, или же происходить в обратном направлении. Этого не произойдет, если приводная цепь самовращения 358 движется с более высокой скоростью, чем несущая цепь 322, но обычно такое вращение с большой скоростью нежелательно по причинам, связанным с моментом вращения. При вращении с высокой скоростью, в случае небольшой изогнутости заготовки 1 эта изогнутость может стать под воздействием момента вращения больше, что приведет к неравномерному нагреву заготовки 1 и отрицательно повлияет на распределение толщины стенок в бутылке 6.
Поэтому в предпочтительном варианте осуществления изобретения, показанном на фиг. 20, за счет вращения несущей цепи 322 и приводной цепи самовращения 358 в противоположных направлениях, при перемещении заготовки 1 в направлении A направление ее самовращения будет всегда совпадать с направлением, указанным стрелкой С, что позволяет устранить описанные проблемы. Заготовка 1 вращается быстрее, когда ее перемещают, по сравнению с тем моментом, когда заготовка 1 останавливается.
Кроме того, в этом предпочтительном варианте осуществления изобретения общее количество оборотов, сделанных заготовкой 1 во время ее нахождения в нагревательной зоне внутри кожуха 350 нагревательной камеры, является по существу целым числом. В этом предпочтительном варианте осуществления "нахождение заготовки 1 в нагревательной зоне" относится ко времени, которое заготовка 1 проводит, продвигаясь через отрезки L1, L2 и L3 ( L1 + L2 + L3 - длина L нагревательной зоны), как показано на фиг. 20, и время, в течение которого заготовка 1 останавливается в двух положениях, показанных на фиг. 20. L1 представляет расстояние, которое заготовка 1 проходит между поступлением в нагревательную зону и первым положением остановки; L2 является расстоянием между двумя положениями остановки; и L3 является расстоянием, на которое заготовка 1 перемещается между вторым положением остановки и выходом из нагревательной зоны. В этом предпочтительном варианте осуществления при осуществлении определенного количества оборотов, которые заготовка 1 выполняет самовращением в процессе перемещения и остановок и которое является по существу целым числом, тепловое излучение с обеих сторон тракта переноса заготовки 1 воспринимается по существу равномерно по окружности заготовки 1, что позволяет избежать колебаний температуры по окружности заготовки 1.
Кроме того, согласно данному предпочтительному варианту осуществления изобретения, операция нагрева заготовки 1 в этом нагревательном блоке 306 может осуществляться после достаточного устранения любой разницы температуры внутренней и наружной стенок заготовки 1. То есть в данном предпочтительном варианте реализации заготовка 1 в достаточной степени охлаждается с внутренней стороны стенки с помощью стержневой пресс-формы 50 на участке формования заготовок 10. В результате температура внутренней стороны стенки заготовки 1 при выдаче в блоке выдачи заготовок 16 низка, а температура наружной стенки высока. Однако эта заготовка 1 не поступает сразу же в нагревательный блок после короткого периода перемещения, как это имеет место в случае так называемого устройства горячей заготовки или одноступенчатого устройства, но скорее попадает в нагревательный блок 306 после перемещения на передаточном участке 200 и ступенчатого перемещения несущим элементом 330. В результате, после отделения заготовки 1 от пресс-форм проходит значительно более длительный период охлаждения перед поступлением заготовки 1 в нагревательную зону 306, чем в т. н. одноступенчатом устройстве. За счет этого может быть значительно уменьшена разность температур внутренней и наружной стенок заготовки 1. Это отсутствие разности температур внутренней и наружной стенок является таким же, как в случае т.н. устройства холодной заготовки или двухступенчатого устройства, но поскольку в отличие от этих устройств бутылка 6 в данном предпочтительном варианте реализации может формоваться раздувом из заготовки 1, все еще сохраняющей тепло литьевого формования, преимуществом предпочтительного варианта реализации является то, что заготовкам передается меньше тепла, за счет чего достигается экономия энергии.
Кроме того, в данном варианте осуществления за счет контроля нагрева заготовок 1, охлажденных до температуры, более низкой, чем температура формования раздувом (но значительно превышающей комнатную температуру) достигается повышение стабильности температуры заготовки между циклами формования и появляется возможность уменьшить отклонения температуры, возникающие в тех случаях, когда множество полученных одновременно литьевым формованием заготовок 1 неодновременно подвергаются формованию раздувом. Кроме того, в устройстве, являющемся предпочтительным вариантом реализации изобретения, шаг перемещения, с которым осуществляется перенос заготовки 1 вторым кольцевым транспортером 302, сохраняется как фиксированный шаг. В отличие от этого в формовочных машинах горячей заготовки или двухступенчатых машинах шаг перемещения делают меньше, когда заготовки подвергают нагреву в нагревательном блоке и шаг перемещения делают больше, когда они поступают в блок формования раздувом. Причина того, почему шаг перемещения в нагревательном блоке делают меньшим, заключается в том, что поскольку существует необходимость постоянного нагревания заготовок от комнатной температуры до температуры формования раздувом, количество заготовок, находящихся в нагревательном блоке, делают как можно большим для того, чтобы в максимальной степени уменьшить размеры устройства. С другой стороны, причина того, почему шаг перемещения в блоке формования раздувом сделан больше, заключается в том, что при одновременном формовании раздувом множества заготовок расстояние между заготовками должно, по меньшей мере, превышать максимальную ширину формованного изделия. Кроме того, заготовки, которые должны быть доставлены в блок формования раздувом, и заготовки, только что вынесенные из блока формования раздувом, должны накапливаться вне устройства сжимания формы для выдувания блока формования раздувом. В связи с этим в обычных одноступенчатых формовочных машинах шаг перемещения должен меняться на середине тракта переноса, что ведет к усложнению конструкции устройства.
В отличие от этого в данном устройстве, являющемся предпочтительным вариантом осуществления изобретения, в связи с тем, что бутылки 6 подвергаются формованию раздувом из заготовок 1, все еще сохраняющих тепло литьевого формования в блоке литьевого формования 14, количество тепловой энергии, которое должно быть передано заготовкам 1 в нагревательном блоке 306, очень невелико по сравнению с двухступенчатым вариантом. В результате заготовки 1 могут нагреваться до температуры формования раздувом без увеличения общего количества заготовок 1 в нагревательном блоке 306, при отсутствии необходимости изменения шага перемещения на середине тракта переноса.
Накопительный блок 308
Как показано на фиг. 1, на тракте переноса между нагревательным блоком 306 и блоком формования раздувом 310 одна из остановок заготовки 1 в процессе ее обычного порядка перемещения, осуществляемого приводом периодического действия, происходит в накопительном блоке 308. Создание этого накопительного блока 308 позволяет сделать более умеренным распределение температуры по заготовке 1, которая, будучи изготовленной из синтетической смолы, обладает низкой теплопроводностью. Подобно нагреву в нагревательном блоке 306 этого устройства, представляющего собой предпочтительный вариант реализации устройства, нагревание заготовки 1 обычно осуществляется снаружи с помощью теплового излучения. В связи с этим температура внутренней стенки заготовки 1 становится ниже температуры наружной стенки. В устройстве, представляющем предпочтительный вариант реализации изобретения, происходящая почти сразу же после выдачи заготовки 1 из нагревательного блока 306 остановка ее в накопительном блоке 308 перед доставкой в блок формования раздувом 310 позволяет уменьшить разность температур внутренней и наружной стенок и стабилизировать таким образом характеристики формования раздувом бутылок 6.
В процессе выравнивания этого распределения температур в накопительном блоке можно также выполнять активное регулирование температуры заготовки 1. Активное выполнение регулирования температуры заготовки 1 в накопительном блоке 308 позволяет добиться такого распределения температур, которое недостижимо просто за счет нагрева заготовки 1 при ее вращении в нагревательном блоке 306.
В качестве элемента регулирования температуры, расположенного на накопительном участке 308, может быть использован, например, регулирующий температуру сердечник 400, который вставляют снизу в заготовку 1 и выполняют регулирование температуры со стороны внутренней стенки в пределах участка регулирования температуры S, как показано на фиг. 23. Этот регулирующий температуру сердечник 400 включает первый регулирующий температуру сердечник 402, регулирующий температуру участка заготовки 1 ниже горлышка 4а со стороны ее внутренней стенки. Этот регулирующий температуру сердечник 400 включает второй регулирующий температуру сердечник 404, регулирующий температуру цилиндрической части, исключая участок ниже горлышка 4а.
Как показано выше, в связи с необходимостью обеспечить, чтобы температура участка ниже горлышка 4а была выше, чем у других участков, на фиг. 23 первый регулирующий температуру сердечник 402 имеет больший диаметр, чем второй регулирующий температуру сердечник 404. Кроме того, первый регулирующий температуру сердечник 402 может быть покрыт слоем материала, излучающего тепло с такой длиной волны, которая легче всего поглощается материалом, из которого формуют заготовки 1 (например, PET).
Как показано на фиг. 24, элемент регулирования температуры может также быть выполнен в форме тигля для регулирования температуры 410, цилиндрическая часть которого может быть размещена вокруг заготовки 1. В этом случае тигель для регулирования температуры 410 состоит из блоков 414a - 414d, разделенных на зоны в направлении оси заготовки 1 теплоизоляцией 412, и каждый из блоков 414a - 414d включает независимый канал для текучей среды, предназначенный для регулирования температуры, что позволяет осуществлять независимый контроль температуры в каждой зоне. Поскольку тигель для регулирования температуры 410 может быть установлен таким образом, что будет накрывать заготовку 1, можно наверняка добиться ступенчатого распределения температур в осевом направлении заготовки 1. За счет этого можно, например, обеспечить высокую температуру участка ниже горлышка 4а и низкую температуру донной части 3. Как показано на фиг. 14, можно также создать в заготовке 1 внутреннее давление путем подачи в заготовку 1 воздуха в направлении, указанном стрелкой 420, и привести таким образом наружную стенку заготовки 1 и блоки 414a - 414d в соприкосновение, что облегчит регулирование температуры.
Кроме того, в качестве такого элемента регулирования температуры можно использовать элемент в одном из множества местоположений по окружности заготовки 1, который простирается в осевом направлении заготовки 1 и обеспечивает распределение температуры по окружности заготовки 1. Например, как показано на фиг. 25, существует, например, возможность расположения с обеих сторон заготовки 1 пары охлаждающих элементов 430 вдоль оси заготовки 1 и приведение их в соприкосновение с боковой стенкой цилиндрической части заготовки 1 с помощью пневмоцилиндров 432 или подобных им приспособлений. В этом случае достигается распределение температуры по окружности заготовки 1 и, например, как показано на фиг. 26, имеется возможность полностью сохранить толщину стенок, требующуюся при высокой степени растягивания в направлении поперечной оси плоской бутылки 6. Такие меры могут быть применены не только к плоским, но и, например, квадратным емкостям. В случае необходимости обеспечить распределение температуры по окружности заготовки 1 можно кроме приведения в соприкосновение с заготовкой 1 охлаждающих элементов установить возле заготовки 1 и нагревательный элемент.
Блок формования раздувом 310
Блок формования раздувом 310 включает две монтажные плиты 370, установленные на станине машины 8, по одной с каждой стороны тракта переноса заготовок 1. Как показано на фиг. 4, могут быть установлены, например, четыре поперечины 372, соединяющие эти две монтажные плиты 370. Между монтажными плитами 370 установлены две сжимные плиты 374 формы для выдувания, которые перемещаются по горизонтали вдоль четырех поперечин 372. Эти две сжимные плиты 374 формы для выдувания симметрично размыкаются и смыкаются по вертикальной линии под воздействием зажимного механизма 376 формы для выдувания, состоящего, например, из пневматических поршней, установленных на монтажных плитах 370.
На этих сжимных плитах 374 формы для выдувания установлены две разъемные формы 378a и 378b, образующие форму для выдувания 378. В случае показанного на фиг. 1 устройства, являющегося примером предпочтительного варианта осуществления изобретения, поскольку количество n одновременно формуемых раздувом бутылок равно 1, в двух разъемных формах 378a и 378b образуется полость для одной бутылки. В случае показанного на фиг. 21 устройства, являющегося предпочтительным вариантом реализации изобретения, поскольку количество n одновременно формуемых раздувом бутылок равно 2, в двух разъемных формах 378a и 378b образуются полости для двух бутылок.
Плита 380 для крепления цилиндра устанавливается на середине двух верхних поперечин 372, а на этой плите 389 для крепления цилиндра устанавливается цилиндр 382 привода формы для днища. Этот цилиндр 382 привода формы днища поднимает и опускает форму днища 384. В данном предпочтительном варианте осуществления поскольку бутылку 6 формуют раздувом из заготовки 1, находящейся в перевернутом положении, форма для днища сделана подвижной и может подниматься и опускаться относительно заготовки 1.
Таким образом, в данном предпочтительном варианте осуществления изобретения можно за счет повышения производительности путем одновременного литьевого формования N = 4 заготовок 1 в блоке литьевого формования 14 участка формования заготовок 10 повысить производительность полостной формы для выдувания 378 при одновременном формовании всего n - 1 бутылки 6 в блоке формования раздувом 310. Кроме того, за счет уменьшения количества полостей в полостной форме для выдувания 378, которая является относительно дорогостоящим видом формы, можно уменьшить затраты на формы, поскольку формы являются расходуемым видом оборудования. Кроме того, в данном устройстве, представляющем собой предпочтительный вариант реализации устройства, можно, благодаря достаточному охлаждению заготовок 1 на участке формования заготовок 10 перед их извлечением из пресс-форм, а также благодаря предоставлению затем достаточного времени на охлаждение, чтобы снизить разность температур внутренней и наружной стенок заготовок перед нагреванием заготовок 1 до температуры выдувания, повысить равномерность распределения температуры заготовок 1, связанной с сохраненным после литьевого формования теплом, и значительно повысить стабильность формования раздувом.
Блок выдачи бутылок 312
Как показано на фиг. 1 и 4, блок выдачи бутылок 312 находится на тракте переноса несущих элементов 330, которые перемещаются вторым кольцевым транспортером 302 между блоком литья заготовок 310 и блоком приема заготовок 304. Этот блок выдачи бутылок 312 включает механизм захвата горлышка 390, имеющий, например, конструкцию, сходную с конструкцией механизмов захвата 232, применяемых в передаточно-кантовочном механизме 230. Этот механизм захвата горлышка 390 удерживает горлышко перевернутой бутылки с помощью двух элементов захвата. Как показано на фиг. 3 и 4, предусмотрено также поднимающее и опускающее приводное устройство 392, которое поднимает и опускает этот механизм захвата горлышка 390, и кантующее устройство 394, которое переворачивает механизм захвата горлышка под углом 180o. Посредством механизма захвата горлышка 390, который поднимается поднимающим и опускающим приводным устройством 392, горлышко бутылки 6 снимается с несущего штифта 346 несущего элемента 330. После этого путем поворота этого механизма захвата 390 кантовочным устройством 394 на 180o бутылка 6 переводится в вертикальное положение на одну сторону станины машины 8, и после размыкания двух элементов захвата горлышка бутылка выгружается из устройства.
При одновременном формовании N = 6, n = 2
На фиг. 21 показано изображение сверху предпочтительного варианта осуществления изобретения с одновременными количествами формуемых изделий N = 6, n = 2. Предпочтительный вариант реализации, показанный на фиг. 21, отличается от предпочтительного варианта осуществления, показанного на фиг. 1, следующим:
Во-первых, поскольку блок формования раздувом 310 предназначен для одновременного формования раздувом двух бутылок 6 из числа N = 2 одновременно полученных литьевым формованием заготовок, полостная форма 378 для выдувания включает две полости, расположенные на расстоянии шага Р3 друг от друга. Шаг, которым разделяются между собой несущие элементы 330, которые несет второй кольцевой транспортер 302, равен шагу Р3 между полостями для выдувания в блоке формования раздувом. Кроме того, общее количество несущих элементов, размещенных на несущей цепи 322, образующей второй кольцевой транспортер 302, равно двадцати, или в два раза больше, чем в случае предпочтительного варианта осуществления, показанного на фиг. 1. Внутри нагревательного блока 306 останавливается количество заготовок 1, достаточное для двух циклов формования раздувом, 2•n = 4. В накопительном блоке 308 останавливается количество заготовок 1, достаточное для одного цикла формования раздувом, n = 2 заготовки 1. Несущая цепь 322 и несущие элементы 330, используемые в показанном на фиг. 21 устройстве, соответствующем предпочтительному варианту осуществления изобретения, соответствуют тем, которые используются в предпочтительном варианте реализации изобретения, показанном на фиг. 1, и отличие заключается только в размещении и шаге, через который несущие элементы 330 прикреплены к несущей цепи 322.
В показанном на фиг. 21 устройстве, соответствующем предпочтительному варианту осуществления изобретения, на передаточном блоке 200 происходит одновременная передача n - 2 заготовок 1, одновременно формуемых в блоке формования раздувом 310. Для этого требуется операция преобразования шага перемещения, которая будет разъяснена ниже со ссылкой на фиг. 22. На фиг. 22 в виде заготовок 1a - 1f показаны шесть заготовок 1, одновременно формуемых в блоке литьевого формования 14 участка формования заготовок 10. На фиг. 22 в первом ряду справа показан шаг, через который размещаются заготовки 1, полученные литьевым формованием на участке формования заготовок 10. Шаг, через который располагаются заготовки 1 в это время, равен шагу P1 между стержневыми пальцами 52 блока литьевого формования 14. Во втором ряду справа на фиг. 22 показано положение заготовок 1 перед тем, как они поступят на передаточно-кантовочный механизм 230 передаточного блока 200. Шаг между заготовками 1 также равен шагу P1. Третий ряд справа на фиг. 22 показывает положение двух заготовок 1, поступивших на блок приема заготовок 304 участка формования раздувом 300. Передача этих двух заготовок 1 осуществляется с использованием двух пар элементов захвата горлышка 234, показанных на фиг. 4. Шаг, через который расположены заготовки 1, поступившие в блок приема заготовок 304, равен шагу P3 между ними в блоке формования раздувом 310.
В данном случае на передаточном блоке 200, когда двумя парами элементов захвата горлышка 234 осуществляется передача двух заготовок 1, сначала производится захват, например, первой и второй заготовок 1a и 1d. Это означает, что захвачены две заготовки 1a и 1d, в то время как две заготовки 1b и 1c в этот момент игнорируются. В результате оказывается, что величина шага P2 между элементами захвата горлышка 234 равна P2 = 3•P1. Это преобразование шага со значения P2 на значение P3 осуществляется путем преобразования шага между двумя механизмами захвата горлышка 232 посредством приводного устройства изменения шага 254, показанного на фиг. 14. Затем аналогичным образом путем переноса второй и пятой заготовок 1b и 1e и последующего одновременного переноса третьей и шестой заготовок 1c и 1f завершается операция переноса шести одновременно формованных заготовок 1.
Когда количества одновременно формуемых изделий N, n равны N = 4, n = 2, операция переноса на передаточном блоке 200 осуществляется с изменением величины шага с P2 = 2•P1 на шаг PЗ, когда захватывают две заготовки, а одну, находящуюся между ними, оставляют до следующего раза.
В случае показанного на фиг. 21 устройства, являющегося предпочтительным вариантом осуществления изобретения, отношение (N/n) количества одновременно формуемых изделий N и n равно 3. Согласно исследованиям, выполненным авторами настоящего изобретения, в случае емкостей общего назначения средних размеров при емкости приблизительно 1 - 3 л с относительно небольшой горловиной (диаметр отверстия в горлышке 2 составляет приблизительно от 28 до 38 мм) соотношение количества одновременно формуемых изделий N, n в идеале должно быть установлено как N:n = 3:1. Причина этого заключается в следующем: размеры заготовки для формования емкости общего назначения средних размеров находятся в практически постоянных пределах, хотя некоторые элементы и варьируются в зависимости от области применения. Это объясняется тем, что размер заготовки определяется коэффициентом вытяжки, необходимым для получения характеристик вытяжки полиэтиленового терфталата (PET) и коэффициента вытяжки, необходимого для стабильности формования. Хотя и существуют некоторые отклонения в зависимости от назначения емкости, проведенное авторами изобретения исследование показало, что максимальная толщина стенок цилиндрической части заготовки 1, применяемой для получения емкости общего назначения средних размеров находится в диапазоне от 3,0 до 4,0 мм.
Обычно длительность цикла формования раздувом (время, проходящее от момента переноса заготовки 1 в блок формования раздувом 310 и до переноса в этот блок следующей заготовки), требующаяся для формования раздувом на машине формования раздувом составляет приблизительно от 3,6 до 4,0 с.
В случае этого предпочтительного варианта осуществления, при котором заготовки 1 подвергаются охлаждению стержневой пресс-формой 50 даже после извлечения из полостной пресс-формы 42 и при последующем формовании раздувом время, требующееся для формования заготовки для этого вида емкости общего назначения средних размеров, сокращается приблизительно до 3/4 от времени, типичного для обычной машины литьевого ориентированного формования раздувом, причем достаточной является длительность литьевого формования приблизительно 10 - 15 с.
Поэтому в случае, если длительность цикла литьевого формования (приблизительно 10 - 15 с) обозначить как T1, а длительность цикла формования раздувом (3,6 - 4,0 с) - как T2, соотношение T1:T2 составляет приблизительно 3:1. Установлено, что для эффективного формования емкостей общего назначения средних размеров количества одновременно формуемых изделий N и n должны быть в идеале установлены в соответствии с этим соотношением. В случае формования емкости больших размеров из заготовки с более толстыми стенками подходящей является длительность цикла литьевого формования порядка 16 с или более, а соотношение N:n может быть установлено на уровне 4:1. В случае формования небольшой емкости из заготовки с тонкими стенками длительность цикла литьевого формования сокращается, в результате чего соотношение N:n может быть установлено, например, равным 4:2.
Таким образом, если N/n установлено равным 3, цикл литьевого формования и цикл формования раздувом будут подходить для формования емкостей средних размеров, спрос на которые на рынке наиболее велик, с возможностью реализации машины формования раздувом при высоком коэффициенте использования времени циклов формования.
Промежуточный механизм выгрузки заготовок
В этом предпочтительном варианте осуществления изобретения, показанном на фиг. 2 и 3, в той части станины машины 8, на которой расположен передаточный блок 200, расположено отверстие для сброса заготовки. Это отверстие для сброса заготовок 8a продолжено желобом 8b, выполненным внутри станины машины 8, а этот желоб 8b ведет к отверстию выгрузки заготовок 8c, выполненному сбоку станины машины 8.
В формовочной машине этого типа с работой по горячим заготовкам существуют различные ситуации, при которых возникает необходимость приостановки передачи заготовок 1, формуемых на участке формования заготовок 10, на участок формования раздувом 300. Например, при включении всей машины формования раздувом желательно до тех пор, пока литьевые формовочные характеристики заготовок 1 не стабилизируются, не подавать изготовленные на этом этапе несовершенные заготовки 1 на участок формования раздувом 300. Кроме того, когда по какой-либо причине на участке формования раздувом 300 возникают неполадки, желательно, чтобы была прекращена работа только участка формования раздувом 300 и чтобы работа участка литьевого формования 10 не прекращалась, так, чтобы продолжалось формование заготовок 1. Это объясняется наличием на участке формования заготовок 10 различных нагревательных деталей, так что в случае выключения участка формования заготовок 10 требуется значительное количество времени для его повторного запуска.
В этом предпочтительном варианте осуществления изобретения, в случае возникновения такой ситуации заготовки 1, которые продолжают формовать на участке формования заготовок, выгружают рядом со станиной машины 8 через упомянутое выше отверстие сброса заготовок 8a, желоб 8b и отверстие выгрузки 8c вместо того, чтобы передавать на участок формования раздувом 300 через передаточный участок 200. Эта операция выгрузки заготовок 1 может, например, осуществляться с помощью пары элементов захвата горлышек 234 передаточно-кантовочного механизма 230, захватывающих заготовки 1 как обычно, но затем, не переворачивая их на 180o, перемещающих заготовки 1, например, по горизонтали в заданное положение над отверстием сброса заготовок 8a в станине машины 8, и после этого просто отпускающих заготовки 1.
Этот предпочтительный вариант осуществления изобретения, включает в качестве режимов последовательного управления рабочий режим формования бутылок, при котором заготовки 1 поступают на участок формования раздувом 300, где выполняется формование раздувом бутылок 6, и рабочий режим формования заготовок, при котором заготовки 1 не передаются на участок формования раздувом 300. Существует возможность переключения с нормального режима формования бутылок, например, автоматически в случае, если датчик или подобное устройство обнаружит отклонения в процессе, или оператором посредством ручного переключателя. Когда устройство переключается на рабочий режим формования заготовок, порядок работы передаточного участка 200 изменяется на перемещение заготовок 1 до отверстия сброса заготовок 8a, как описано выше, после чего заготовки больше не поступают на участок формования раздувом 300.
На фиг. 27 - 34 показано устройство литьевого ориентированного формования раздувом, которое представляет собой еще один вариант реализации настоящего изобретения. Устройство литьевого формования раздувом включает станину машины 8, на которой расположены участок формования заготовок 10, передаточный участок 500 и участок формования раздувом 300, как более ясно показано на фиг. 33, изображение сбоку, и на фиг. 34, схема расположения.
Участок формования заготовок 10 включает блок литьевого формования 14, расположенный против инжекционного устройства 12, показанного на фиг. 1, и блок выдачи заготовок 16, расположенный против блока литьевого формования 14. Стержневые пресс-формы 50 приспособлены для прерывистого обращения с помощью поворотного диска 30, который служит первым круговым транспортером между блоком литьевого формования 14 и блоком выдачи заготовок 16 по кольцевому тракту переноса. Участок формования заготовок 10 приспособлен для формования и удаления заготовок 1 с открытыми горлышками 2, обращенными вверх, т.е. в вертикальном положении.
Как показано на фиг. 34, участок формования раздувом 300 включает второй кольцевой транспортер 302, образующий тракт переноса по существу прямоугольной конфигурации, и для кругового перемещения продукции на первой стороне второго кольцевого транспортера расположен блок приема заготовок 304, прилегающий к передаточному участку 500 для приема заготовок 1, на второй стороне второго кольцевого транспортера 302 расположен нагревательный блок 306, предназначенный для нагревания заготовок 1, на третьей стороне второго кольцевого транспортера 302 расположен блок формования раздувом 310, предназначенный для формования раздувом из заготовок бутылок, и на четвертой стороне второго кольцевого транспортера 302 расположен блок выдачи бутылок (выталкивания бутылок) 312. В блоке формования раздувом 300 каждая из заготовок 1 перемещается вторым кольцевым транспортером 302 с открытым горлышком 2, обращенным вниз, т.е. в перевернутом положении, и выдувание бутылок осуществляется в таком перевернутом положении.
Конструкция участков литьевого формования и формования раздувом 10, 300 является в целом такой же, как и в предыдущих вариантах осуществления, и не будет описываться здесь. Ниже будет описан только передаточный участок 500, поскольку его конструкция отличается от конструкции аналогичного участка в предыдущих вариантах осуществления. В данном случае предполагается, что на участке формования заготовок 10 происходит одновременное формование шести заготовок, а на участке формования раздувом 300 происходит одновременное формование раздувом двух бутылок. Предполагается также, что шаг литьевого формования на участке формования заготовок 10 меньше шага формования раздувом на участке формования раздувом 300.
Как показано на фиг. 27 - 32, передаточный участок 500 включает приемно-опускающий механизм 502, предназначенный для приема и опускания находящихся в вертикальном положении заготовок 1 с блока выдачи заготовок 16 участка формования заготовок 10, и передаточно- кантовочный механизм 504 для переворачивания полученных заготовок кверху дном и для передачи перевернутых заготовок 1 на блок приема заготовок 304 участка формования раздувом 300. Приемно-опускающий и передаточно-кантовочный механизм 502, 504 расположены параллельно друг другу на двух направляющих 505, допускающих перемещение по горизонтали.
Приемно-опускающий механизм 502 включает резцы для удаления литников 506 в форме пневматических кусачек для срезания литника на каждой заготовке в блоке выдачи заготовок 16 участка формования заготовок 10, элементы захвата 508 для приема и захвата заготовок 1, выданных из блока выдачи заготовок 508, первое подъемно-опускающее приводное устройство 510 для перемещения по вертикали резцов для удаления литников 506 и элементов захвата 508 и первое горизонтальное приводное устройство 512 для перемещения по горизонтали резцов для удаления литников 506 и элементов захвата 508 вместе с первым подъемно-опускающим приводным устройством 510.
Шесть из таких резцов для удаления литников 506 размещаются в направлении расположения заготовок 1 в блоке выдачи заготовок 16 участка формования заготовок 10 с интервалом, равным шагу литьевого формования заготовок 1. Таким образом, приемные отверстия 514 шести резцов для удаления литников 506 одновременно получают литники шести заготовок 1 для их обрезания.
Шесть таких элементов захвата 508 размещаются в направлении расположения заготовок 1 в блоке выдачи заготовок 16 участка формования заготовок 10 и приспособлены для одновременного приема шести заготовок 1 из блока выдачи заготовок 16.
Поскольку каждая из заготовок 1, формуемых на участке формования заготовок 10, имеет опорное кольцо 2a в районе горлышка 2, причем наружный диаметр опорного кольца 2a больше диаметра цилиндрической части заготовки 1, каждый из элементов захвата 508 входит в контакт с нижней поверхностью опорного кольца 2a для того, чтобы держать заготовку 1. Элемент захвата 508 ограничивает горизонтальное перемещение заготовки 1 в отверстии 516 приема заготовки, диаметр которого несколько больше наружного диаметра нижней части, располагающейся под опорным кольцом 2a заготовки 1.
Каждый из элементов захвата 508 разделен на две части, установленные на штифтах 518, обеспечивающих вращение в горизонтальной плоскости и переходящие в закрытое положение с помощью механизма открывания/закрывания, который включает средство смещения (не показано), такое как пружина и т.п. Элемент захвата 508 может удерживать и освобождать заготовку 1 в своем закрытом и открытом положениях соответственно.
Каждый элемент захвата 508 опирается на по существу U-образный приемный элемент 520. Механизм изменения шага приспособлен для изменения через посредство таких приемных элементов 520 шага литьевого формования на шаг формования раздувом.
Механизм изменения шага 522 включает направляющую 524 для перемещения скольжением приемных элементов 520 в направлении порядка их построения, пять соединительных стержней 526 для соединения с возможностью скольжения каждой пары прилегающих приемных элементов 520 друг с другом и для их включения и остановки с интервалом, равным шагу формования раздувом, а также два приводных цилиндра 528 для изменения шага, каждый из которых включает поршневой шток, соединенный соответственно с одним из крайних приемных элементов 520 так, что две группы трех приемных элементов 520 будут перемещаться с возможностью скольжения в противоположных направлениях для изменения шага формования.
Когда два приводных цилиндра 528 для изменения шага втягивают свои поршневые штоки с целью приведения приемных элементов 520 в соприкосновение друг с другом, сохраняется шаг литьевого формования. Когда поршневые штоки приводных цилиндров 528 изменения шага выдвигаются, два крайних приемных элемента 520 со скольжением перемещаются в наружном направлении с целью последовательного соединения соединительных стержней 526 с крайними и прилегающими приемными элементами 520. Таким образом все приемные элементы 520 будут перемещены с целью изменения шага формования элементов захвата 508, опирающихся на приемные элементы 520, на шаг формования раздувом.
Как показано на фиг. 30, первое подъемно-опускающее устройство 510 может перемещать элементы захвата 508 и резцы для удаления литников 506 по вертикали между уровнем A, на котором они принимают заготовки 1 из блока выдачи заготовок 16 (высота приема соответствует позиции A), и другим уровнем В ниже высоты приема A, на котором заготовки 1 переводятся из элементов захвата 508 на передаточно-кантовочный механизм 504 (высота выдачи соответствует позиции В). Первое подъемно-опускающее устройство 510 включает три направляющих стержня 530 для перевода по вертикали резцов для удаления литников 506 и элементов захвата 508 и первые подъемно-опускающие цилиндры 532 для вертикального перемещения резцов для удаления литников 506 и элементов захвата 508 по направляющим стержням 530.
Когда резцы для удаления литников 506 и элемент захвата 508 посредством первых подъемно-опускающих цилиндров 532 перемещаются по вертикали в позицию A на высоте приема, резцы для удаления литников 506 срезают с заготовок литники, а элементы захвата 508 принимают заготовки 1. Принятые заготовки 1 опускают после этого в позицию В выдачи, на которой они передаются в передаточно-кантовочный механизм 504.
Первое горизонтальное приводное устройство 512 перемещает заготовки 1 в любую из следующих позиций: позицию C приема заготовок (позиция на фиг. 28), при которой элементы захвата 508 располагаются непосредственно под блоком выдачи заготовок 16, позицию обрезки литников D (позиция на фиг. 30), при которой резцы для удаления литников 506 располагаются непосредственно под блоком выдачи заготовок 16, и позицию захвата E, при которой элементы захвата 508 передают заготовку 1 на передаточно-кантовочный механизм 504. Первое горизонтальное приводное устройство 512 включает первый горизонтальный приводной цилиндр 534 для перемещения по горизонтали приемно-опускающего механизма 502, включающего элементы захвата 508 и резцы для удаления литников 506 с первым подъемно-опускающим приводным устройством 510 между позициями C и E по двум направляющим 505. Первое горизонтальное приводное устройство 512 включает также стопорный цилиндр 560, который может развивать в направлении вправо усилие, превышающее развиваемое в направлении влево усилие первого горизонтального приводного цилиндра 534 и приспособлен для остановки резцов для удаления литников 506 в позиции обрезки литников D между позициями C и E, преодолевая направленное влево усилие привода первого горизонтального приводного цилиндра 534.
В то время, как элементы захвата 508 перемещаются под воздействием первого горизонтального приводного цилиндра 534 влево в позицию захвата E, элементы захвата 508 останавливаются в позиции обрезки литников D под воздействием направленного вправо усилия срединного стопорного цилиндра 560, преодолевающего направленное влево усилие первого горизонтального приводного цилиндра 534, и затем перемещаются первым горизонтальным цилиндром 534 вправо, в позицию C приема заготовок.
Передаточно-кантовочный механизм 504 предназначается для нескольких одновременно формуемых заготовок 1 и включает шесть механизмов захвата горлышка 536, располагающихся через интервалы, равные шагу формования раздувом, кантующее приводное устройство 538 для кантовки механизма захвата горлышка 536, второе подъемно- опускающее устройство 540, предназначенное для перемещения по вертикали соответственно одного из механизмов захвата горлышка 536, второе горизонтальное приводное устройство 542 для перемещения по горизонтали механизмов захвата горлышка 536 со вторым подъемно- опускающим приводным устройством 540 и элемент 543 для установки несущих элементов.
Каждый из шести механизмов захвата горлышка 536 состоит из двух захватывающих горлышко элементов 544, которые переводятся в замкнутое положение для захвата горлышка 2 заготовки 1 и из приводного открывающего/закрывающего механизма 546 для замыкания и размыкания захватывающих горлышко элементов 544.
Каждая пара захватывающих горлышко элементов 544 располагается параллельно друг другу и приспособлена для захвата горлышка 2 заготовки 1 концами элементов захвата горлышка 544.
Приводной открывающий/закрывающий механизм 546 включает два открывающих/закрывающих штока 548, фиксирующих соответственно один из двух элементов захвата горлышка 544, два открывающих/закрывающих цилиндра 550, каждый из которых установлен на соответствующем открывающем/закрывающем штоке 548, и механизм синхронизации 552, такой как механизм реечной передачи, расположенный между открывающими/закрывающими штоками 548.
Когда два открывающих/закрывающих приводных цилиндра 550 начинают действовать в противоположных направлениях, два открывающих/закрывающих штока 548 начинают скользить в противоположных направлениях, причем синхронизирующий механизм 552 осуществляет их синхронизацию так, что пара элементов захвата горлышка 544 размыкается или замыкается, отпуская или захватывая горлышко заготовки 1.
Кантующее приводное устройство 538 включает горизонтально расположенный кантующий вал 539 и исполнительный механизм 554 кантования, расположенный на конце кантующего вала 539. При включении исполнительного механизма 554 открывающий/закрывающий приводной механизм 546 поворачивается относительно вала кантования на 180o, переворачивая заготовку 1, которую удерживает механизм захвата горлышка 536, в вертикальное положение.
Механизм захвата горлышка 536, предназначенный для кантовки кантующим приводным механизмом 538, может занимать две позиции: позицию F сохранения высоты вертикального положения, при которой горлышко 2 заготовки 1 удерживается элементами захвата 508 перед кантовкой, и позицию G нахождения наготове после кантовки, которая ниже позиции F сохранения высоты вертикального положения.
Второе подъемно-опускающее приводное устройство 540 приспособлено для перемещения механизмов захвата горлышка 536 по вертикали между позицией G нахождения наготове после кантовки и позицией выдачи H, при которой заготовки 1 перемещаются на несущие элементы 330 блока приемки заготовок 304. Второе подъемно-опускающее приводное устройство 540 включает вторые подъемно-опускающие цилиндры 556, предназначенные для перемещения по вертикали механизмов захвата горлышка 536.
Второе горизонтальное приводное устройство 542 может передвигать передаточно-кантовочный механизм 504 в любую из следующих позиций: позицию приема и удержания I, в которой механизмы захвата горлышка 536 удерживают заготовки 1, когда элементы захвата 508 находятся в позиции захвата E, позицию выдачи J, в которой заготовки 1 передаются механизмами захвата горлышка 536 на несущие элементы 330, и позицию накопления К между позицией приема и удержания I и позицией выдачи J, в которой блок приема заготовок 304 ожидает размещения по порядку всех шести несущих элементов. Второе горизонтальное приводное устройство 542 включает второй горизонтальный приводной цилиндр 538 для горизонтального перемещения по двум направляющим 505 передаточно- кантовочного механизма 504 между позицией приема и удержания I и позицией выдачи J, а также стопорный цилиндр 559, который может развивать усилие в направлении вправо, превышающее усилие в направлении влево второго горизонтального приводного цилиндра 558, причем указанный стопорный цилиндр используется для остановки передаточно-кантовочного механизма 504 в позиции накопления К, преодолевая направленное влево усилие второго горизонтального приводного цилиндра 558 в то время, когда передаточно-кантовочный механизм 504 перемещается вторым горизонтальным приводным цилиндром 558 в позицию выдачи J.
После задержки заготовок 1 механизмами захвата горлышка 536 в позиции приема и удержания I механизмы захвата горлышка 536 перемещаются под воздействием направленного влево усилия второго горизонтального приводного цилиндра 558 в позицию выдачи J. В ходе такого перемещения передаточно-кантовочный механизм 504 с усилием задерживается в позиции накопления K, поскольку поршневой шток приведенного заранее в действие стопорного цилиндра 559 взаимодействует с передаточно-кантовочным механизмом 504. Передаточно-кантовочный механизм 504 остается в позиции накопления К до тех пор, пока не будут размещены по порядку все шесть несущих элементов 330. После размещения по порядку всех несущих элементов 330 усилие стопорного цилиндра 560 сбрасывается с целью допустить перемещение несущих элементов 330 в позицию выдачи J вторым горизонтальным приводным цилиндром 558. После выдачи несущие элементы 330 перемещаются вторым горизонтальным приводным цилиндром 558 по горизонтали в позицию приема и удержания I.
Элемент установки транспортера 543 включает шесть установочных углублений 562, выполненных в местах, соответствующих шести несущим элементам 330, перемещенным в блок приема заготовок 304, причем каждое из установочных углублений 562 приспособлено для размещения одного из несущих элементов 330. На стадии, когда механизмы захвата горлышка 536 передвигаются вторым горизонтальным приводным цилиндром 558 в позицию выдачи J, каждый из несущих элементов войдет в соответствующее одно из установочных углублений 562 элемента установки 543 так, что несущий элемент может быть надежно размещен для того, чтобы обеспечить выдачу.
Работа передаточного участка 500 будет описана главным образом со ссылкой на фиг. 29 и 30.
В блоке формования заготовок 10 каждая из заготовок 1, перемещаемых в блок выдачи заготовок 16, поддерживается в вертикальном положении полостной формой для горлышка 60 в позиции, показанной сплошной линией.
Когда приемно-опускающий механизм 502 смещается в направлении позиции захвата E под воздействием направленного влево усилия первого горизонтального приводного цилиндра 534, происходит включение стопорного цилиндра 560 с целью остановки подъемно-опускающего механизма 502 в позиции обрезки литников D. Резцы для удаления литников 506 и элементы захвата 508 находятся в позиции высоты выдачи В.
Когда резцы для удаления литников 506 и элементы захвата 508 поднимаются первым приемно-опускающим цилиндром 532 из позиции высоты выдачи В в позицию высоты приема A, литники каждой заготовки 1 вставляются в резец удаления литников 506 через отверстие для помещения литника 514, как показано на фиг. 30. Таким образом, появляется возможность удаления литника резцом 506.
После удаления литников элементы захвата 508 сразу же опускаются первым подъемно-опускающим цилиндром 532 из позиции высоты приема A и затем перемещаются по горизонтали в позицию приема заготовок С под воздействием направленного вправо усилия первого горизонтального приводного цилиндра 534. Элементы захвата 508 поднимаются далее в позицию A, показанную пунктиром на фиг. 29.
При таком положении полостные формы для горлышка 60 опускаются в позицию отделения L , показанную пунктиром на фиг. 29, так что дно каждой заготовки 1 вставляется в соответствующее приемное отверстие 516 для заготовок. В этом положении заготовка 1 извлекается из полостной формы 60 для горлышка путем разъединения полостной формы для горлышка 60. Заготовка 1 падает на соответствующий элемент захвата 508, на который ложится его опорное кольцо 2a. Таким образом, одновременно формованные шесть заготовок 1 будут поддерживаться шестью элементами захвата 508 в вертикальном положении при сохранении между ними шага литьевого формования. Перемещение заготовок 1 по горизонтали ограничивается. Когда заготовки 1 поддерживаются элементами захвата 508, заготовки 1 могут охлаждаться струей охлаждающего воздуха, направленной на днища заготовок.
При поступлении заготовок 1 на элементы захвата 508 происходит включение первого подъемно-опускающего цилиндра 532 для опускания элементов захвата 508 в позицию высоты выдачи В. В этом положении происходит включение первого горизонтального приводного цилиндра 534 для перемещения элементов захвата 508 в позицию захвата Е.
В ходе этого перемещения происходит включение цилиндра изменения шага 528 механизма изменения шага 522 с целью изменения шага литьевого формования на шаг формования раздувом, когда происходит увеличение интервала между соседними приемными элементами 520.
Когда заготовки 1 перемещаются в положение захвата E после перехода на шаг формования раздувом, открывающий/закрывающий приводной механизм 546 приводит в действие шесть механизмов захвата горлышка 534 передаточно-кантовочного механизма 504, находящихся в позиции приема и удержания I, так, что горлышки 2 заготовок 1, удерживаемые элементами захвата 508, удерживаются механизмами захвата горлышка 536 при нахождении заготовок в вертикальном положении.
Когда горлышки 2 заготовок 1 удерживаются механизмами захвата горлышка 536, происходит включение второго горизонтального приводного цилиндра 536 с целью перемещения механизмов захвата горлышек 536 в блок приема заготовок 304. Когда механизмы захвата горлышка 536 достигают накопительной позиции К, они останавливаются стопорным цилиндром 559. Заготовки 1 остаются в накопительной позиции до тех пор, пока все шесть несущих элементов не расположатся по порядку в блоке приема заготовок 304.
Когда механизмы захвата заготовок 536 переносят заготовки 1 в накопительную позицию К, удерживая их, происходит включение исполнительного механизма кантования 554 с целью поворота механизмов захвата горлышка 536 из позиции F сохранения высоты вертикального положения в позицию G нахождения наготове после кантовки. В результате произойдет кантование заготовок 1 в вертикальное перевернутое положение, и в этом положении заготовки 1 будут установлены в накопительную позицию непосредственно перед блоком приема заготовок 304.
В этом случае, в тот самый момент, когда начнется движение механизмов захвата горлышка 536, элементы захвата 508 перемещаются под воздействием усилия первого горизонтального приводного цилиндра 534 в противоположном направлении к блоку выдачи заготовок 16. Элементы захвата 508 останавливаются в тот самый момент, когда резцы для удаления литников 506 достигают положения удаления литников D под воздействием стопорного цилиндра 559. После этого система будет ожидать доставки в блок выдачи заготовок 16 следующей группы заготовок 1.
Если требуется извлечь заготовки 1 из элементов захвата 508 и когда инициируется перемещение механизмов захвата горлышка 536 и элементов захвата 508, открывающий/закрывающий приводной механизм 546 размыкает элементы захвата 508, позволяя таким образом заготовкам 1 пройти между ними. После прохождения открывающий/закрывающий приводной механизм 546 замыкает элементы захвата 508 для удерживания заготовок 1.
Когда в блоке приемки заготовок 304 размещаются по порядку шесть пустых несущих элементов 330, стопорный цилиндр 559 отпускается, после чего второй горизонтальный приводной цилиндр 558 перемещает механизмы захвата горлышек 536 в позицию выдачи J, удерживая их при этом в перевернутом положении позиции G нахождения наготове. В позиции выдачи J происходит включение вторых подъемно-опускающих цилиндров 556 с целью опускания механизмов захвата горлышка 536 в позицию H высоты выдачи, при которой горлышки 2 заготовок 1 размещаются на несущих элементах 330. Открывающий/закрывающий приводной механизм 546 включается затем для освобождения горлышек 2 заготовок 1. Таким образом завершается выдача шести заготовок 1, одновременно сформованных на участке формования заготовок 10. Эта выдача может осуществляться надежно благодаря взаимодействию элемента установки 543 с несущими элементами 330.
После завершения процедуры выдачи происходит включение второго горизонтального приводного цилиндра 558 для перемещения механизмов захвата горлышка 536 в накопительную позицию К, после чего происходит включение второго подъемно-опускающего цилиндра 556 с целью подъема механизмов захвата горлышка 536 на первоначальную высоту. В течение этого подъема включается исполнительный механизм кантования 554 с целью кантования механизмов захвата горлышка 536. Перевернутые механизмы захвата горлышка 536 будут ожидать подачи приемно-опускающим механизмом 502 других заготовок 1.
На фиг. 35 - 38 показано устройство литьевого ориентированного формования раздувом, представляющее собой еще один вариант реализации настоящего изобретения.
В устройстве литьевого ориентированного формования раздувом участок формования заготовок 10 приспособлен для одновременного формования трех заготовок, в то время как участок формования раздувом 300 приспособлен для одновременного формования одного изделия.
В настоящем варианте осуществления изобретения три заготовки, одновременно полученные формованием на участке формования заготовок 10, передаются в вертикальном положении на передаточный участок 600, на котором они принимаются и удерживаются тремя элементами захвата 604 в приемно-опускающем механизме 602 при сохранении между ними шага литьевого формования. После этого происходит включение механизма изменения шага 606 с целью преобразования шага литьевого формования в шаг формования раздувом, в котором интервал между соседними заготовками становится больше.
В передаточно-кантовочном механизме 608 три механизма захвата горлышка 610 располагаются через интервалы, равные шагу формования раздувом. Эти механизмы захвата горлышка 610 принимают и удерживают три заготовки 1 в вертикальном положении из элементов захвата 604, причем заготовки 1 перегруппированы в приемно-опускающем механизме 602 с установлением шага формования раздувом. После этого заготовки 1 кантуются кантующим приводным устройством 538, а перевернутые формы 1 одновременно подаются на три несущих элемента 330 на участке приема заготовок 304.
В этом варианте осуществления наружный диаметр опорного кольца 2a на горлышке 2 каждой из заготовок 1 по существу равен или меньше наружного диаметра ее цилиндрической части. Поэтому удерживать горлышко 2 за опорное кольцо 2a затруднительно.
Вместо элементов захвата 508, на которые ложится нижняя сторона опорных колец 2a в варианте реализации на фиг. 27 - 34, приемно-опускающий механизм включает элементы захвата 604 из теплоизолирующего материала, такого как синтетическая смола и т.п., каждый из которых имеет деталь ввода заготовки 612, которая может вместить дно и цилиндрическую часть заготовки 1. Каждый из элементов захвата 604 приспособлен для удерживания заготовки 1 путем соприкосновения, по меньшей мере, с частью дна и цилиндрической части заготовки 1. Такой элемент захвата 604 может включать систему сквозного циркулирования охлаждающей воды с целью охлаждения заготовки 1.
Каждый из элементов захвата 604 поднимают первым подъемно-опускающим цилиндром 532 для взаимодействия с соответствующей полостной формой 60 для горлышка. Полостная форма 60 для горлышка может опускаться из позиции взаимодействия М в позицию извлечения заготовки L. В случае изменения длины заготовки 1, например ее уменьшения, уменьшение высоты полостной формы для горлышка влечет за собой понижение позиции (равной позиции взаимодействия М) полостной формы 60 для горлышка, предназначенной для поворота и перемещения. Однако высота расположения дна у детали ввода заготовки 612 каждого элемента захвата 604 не изменяется. Уменьшение высоты положения полостной формы 60 для горлышка влечет за собой уменьшение высоты позиции извлечения L. Для того чтобы соответствующим образом компенсировать перемещение полостной формы 60 для горлышка, с противоположных сторон элемента захвата 604 размещаются направляющие 614, поддерживающие элемент захвата 604 при перемещении по вертикали. На каждом направляющем элементе 614 для смягчающего действия предусмотрена пружина 616, воздействующая на элемент захвата в направлении вверх.
Когда элементы захвата 604 принимают заготовки 1, происходит включение первых подъемно-опускающих цилиндров 532 для опускания элементов захвата 604 до высоты позиции В выдачи. В это время происходит включение механизма 606 изменения шага для изменения шага между заготовками на шаг формования раздувом. В это же время включается первый горизонтальный приводной цилиндр 534, предназначенный для перемещения элементов захвата 604 к передаточно-кантующему механизму 608. Элементы захвата останавливаются в позиции О, находящейся непосредственно под позицией F сохранения высоты вертикального положения механизмов захвата горлышка 610 в передаточно-кантовочном механизме 608, находящемся в позиции накопления К. Первые подъемно-опускающие цилиндры 632 включаются для подъема элементов захвата к механизмам захвата горлышка 610, причем приводной открывающий/закрывающий механизм 546 приводится в действие для замыкания механизмов захвата горлышка 610 с целью удерживания горлышек 2 заготовок 1. После этого первые подъемно- опускающие цилиндры 532 начинают опускать элементы захвата 604, а горизонтальный приводной цилиндр включают для того, чтобы вернуть их в позицию приема С, ожидая таким образом поступления в блок выдачи заготовки 16 следующей заготовки. В этом положении механизмы захвата горлышка 610, удерживающие заготовки 1, переворачиваются в положение позиции G нахождения наготове с помощью кантующего приводного устройства 538, причем перевернутые заготовки 1 остаются в положении наготове. Когда все три несущих элемента 330 размещены по порядку в блоке приема заготовок 304, включается второй горизонтальный приводной цилиндр 558, предназначенный для перемещения передаточно-кантующего механизма 608 в позицию выдачи J. Включаются вторые подъемно-опускающие цилиндры 556 с целью опускания механизмов захвата горлышка 610 для передачи заготовок 1 на несущие элементы 330.
Поскольку приемно-опускающий механизм 602 просто осуществляет возвратно-поступательные движения между позицией приема заготовки С и позицией захвата E, в то время как передаточно-кантующий механизм 608 просто выполняет возвратно- поступательные движения между позицией накопления К и позицией выдачи J, в настоящем варианте реализации не применяются такие стопорные цилиндры 559 и 560, как в вариантах реализации, показанных на фиг. 27 - 34.
Приводной открывающий/закрывающий механизм 546 требуется только для того, чтобы размыкать и замыкать три механизма захвата горлышка 610, причем для этого требуется только один приводной открывающий/закрывающий цилиндр 550, в отличие от варианта реализации на фиг. 27 - 34, где используются два приводных открывающих/закрывающих цилиндра.
В механизме изменения шага 606 не используются такие соединительные стержни 526, как в варианте осуществления, показанном на фиг. 27 - 34, но изменение шага может производиться ходом двух изменяющих шаг приводных цилиндров 528.
Описание других конструкций и функций будет опущено, поскольку они сходны с описанными для варианта осуществления, показанного на фиг. 27 - 34.
Настоящее изобретение не ограничивается предпочтительным вариантом осуществления, описанным выше, но допускает различные изменения в пределах объема притязаний изобретения.
В предпочтительном варианте осуществления изобретения, описанном выше, на поворотном диске 30 размещаются как стержневая пресс-форма 50, так и полостная форма 60 для горлышка, однако, например, в тех случаях, когда форма горлышка 2 не образует поднутрения в направлении извлечения из формы, не всегда требуется использовать полостную форму 60 для горлышка. Когда полостная форма 60 для горлышка не применяется, заготовки 1 после извлечения из полостной пресс-формы 42 в блоке литьевого формования 14 могут перемещаться в блок выдачи заготовок 16 посредством только стержневой пресс-формы 50. Поскольку заготовки 1 сжимаются вокруг стержневых пальцев 52 стержневой пресс-формы 50 по мере охлаждения, их можно плавно извлечь из полостной пресс-формы 42, и заготовка 1 может быть перенесена стержневой пресс-формой 50 даже при отсутствии поднутрения на горлышке 2. В блоке выдачи заготовок 16 с целью отделения стержневой пресс-формы 50 от заготовок 1 возможно применение, например, стержневых пальцев 52 стержневой пресс-формы 50, предназначенных для подачи в заготовки 1 воздуха для выдачи. Когда это делается в блоке выдачи заготовок 16, вдувание воздуха в заготовки 1 из стержневых пальцев 52, после их охлаждения стержневой пресс- формой 50 позволяет просто сбрасывать заготовки 1 под воздействием давления воздуха.
Каждый элемент захвата 604 заготовки 1 достаточен в той мере, в какой он взаимодействует с цилиндрической частью и дном, даже если часть вмещения 612 заготовки не совпадает с наружным диаметром цилиндрической части заготовки.
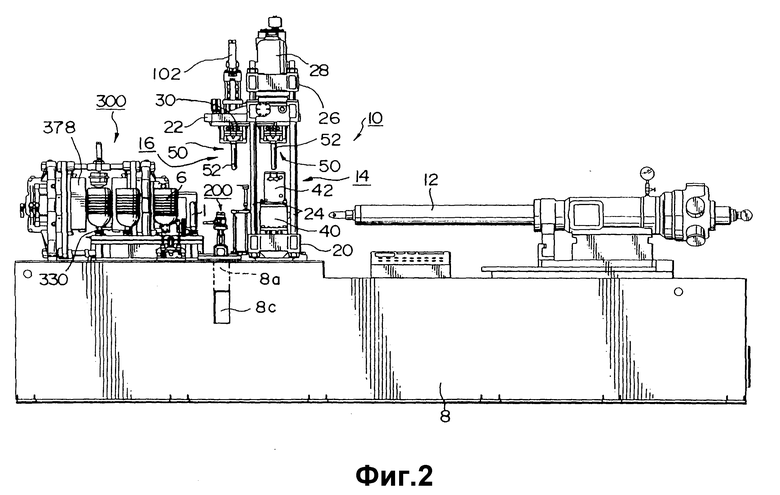
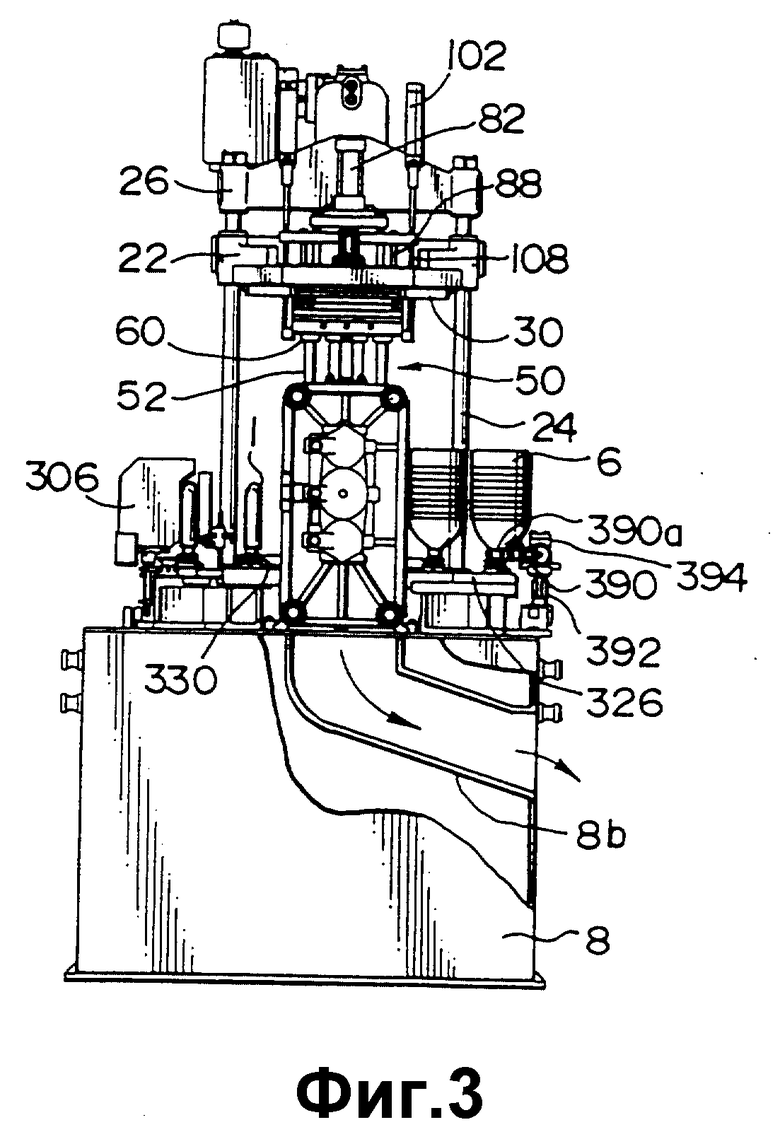
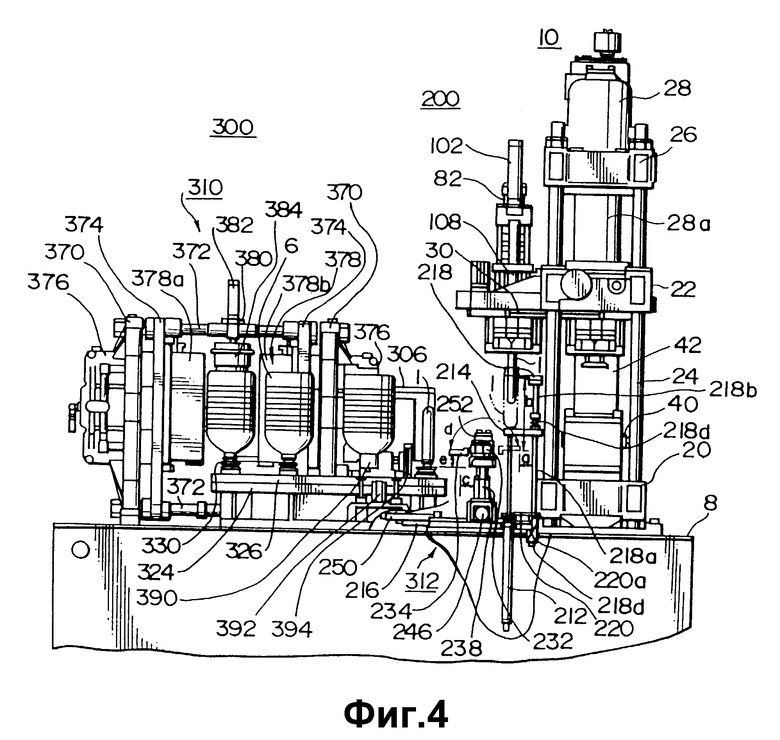
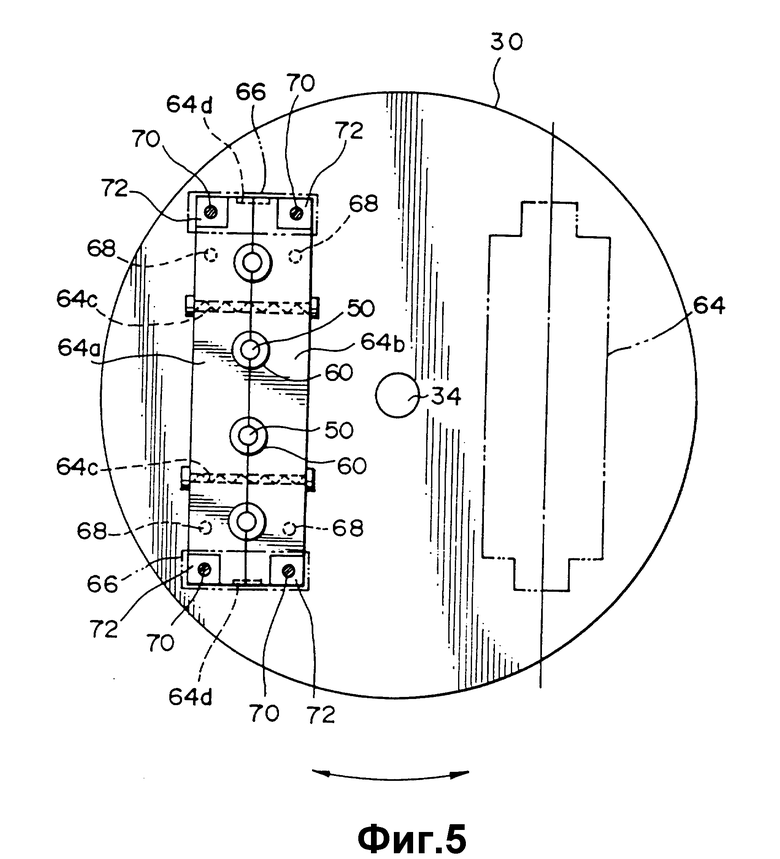
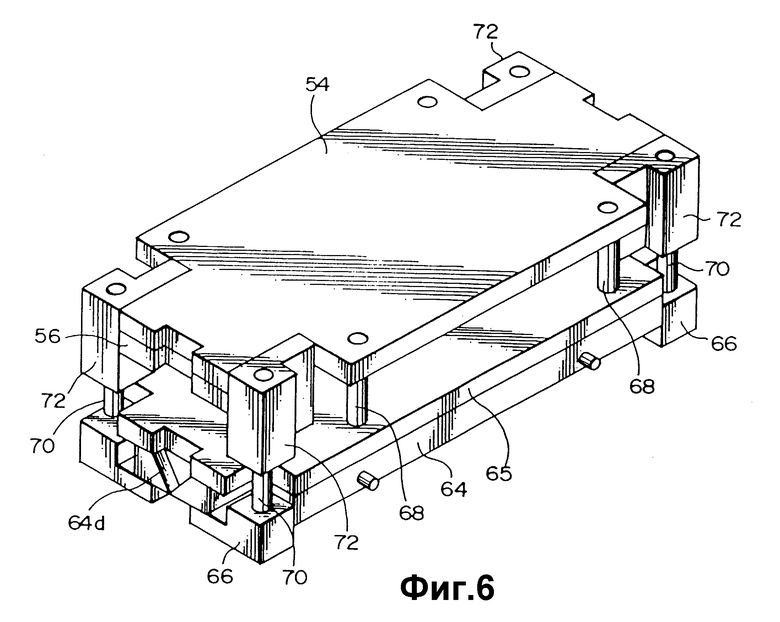
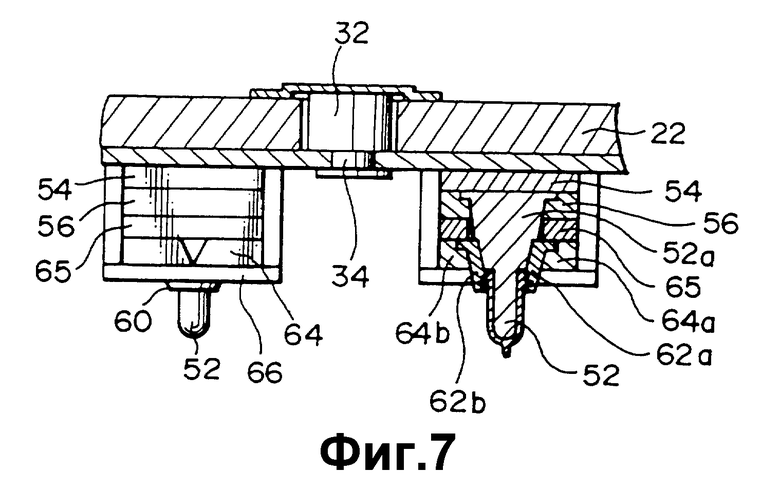
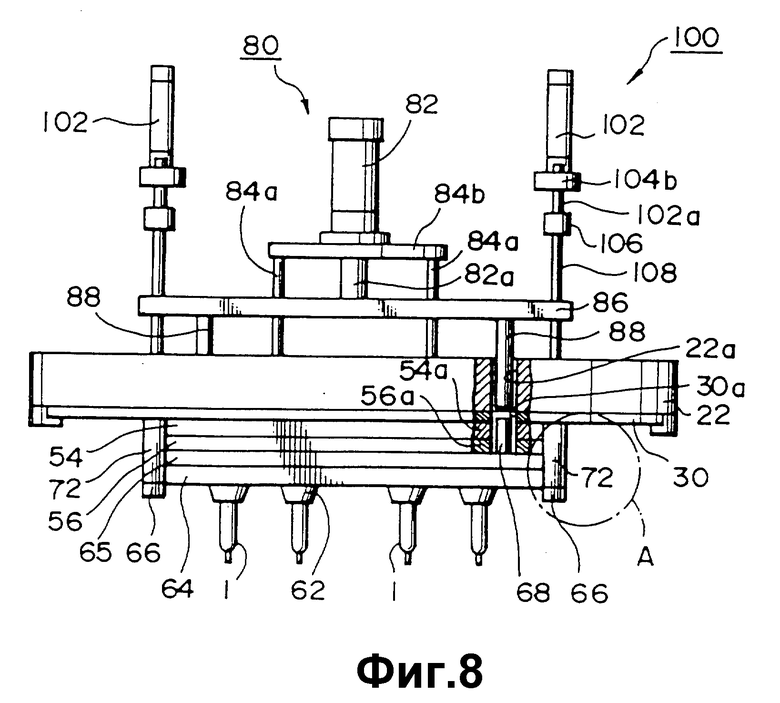
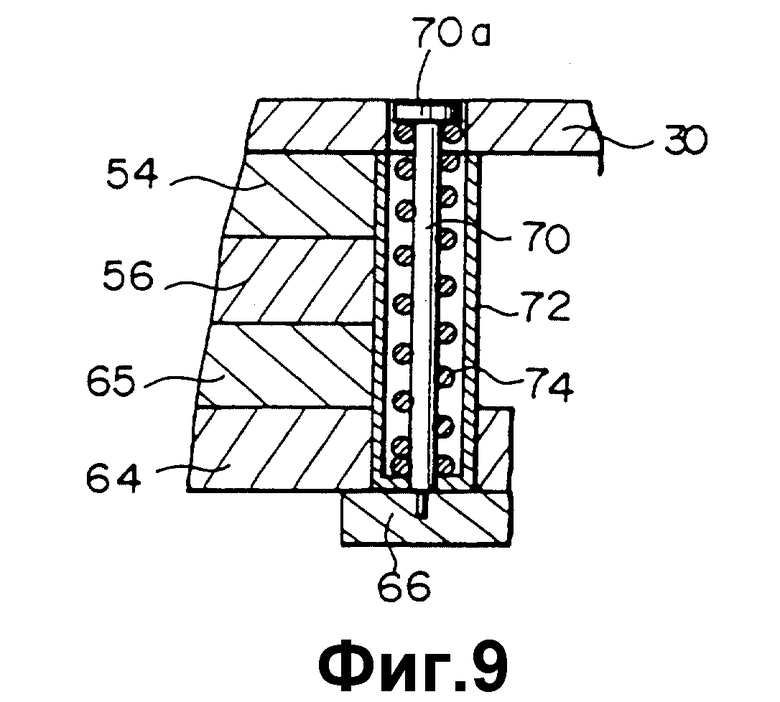
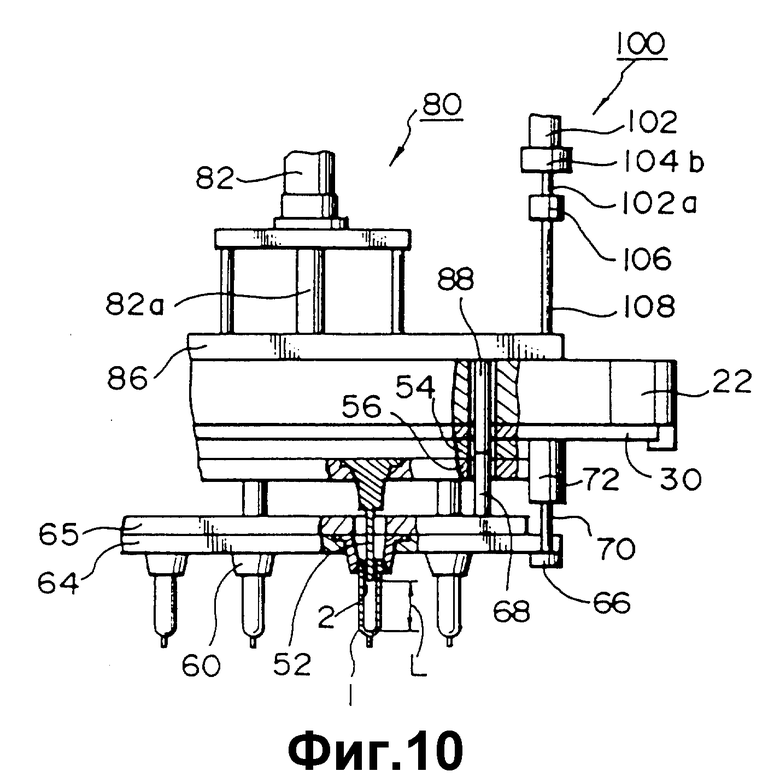
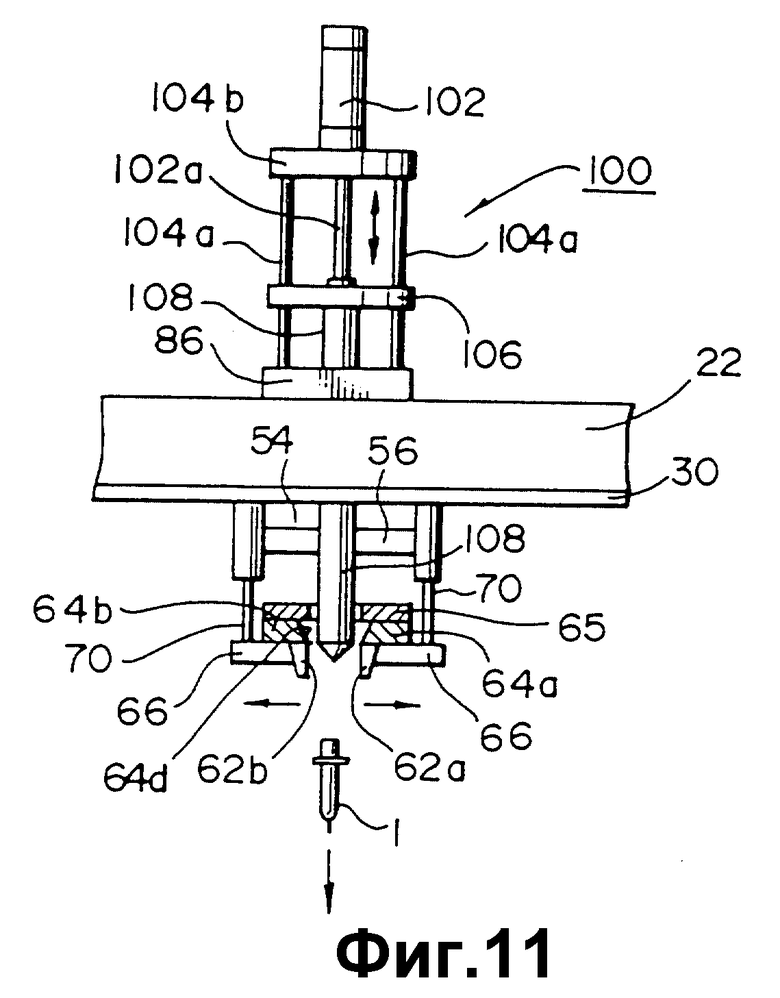
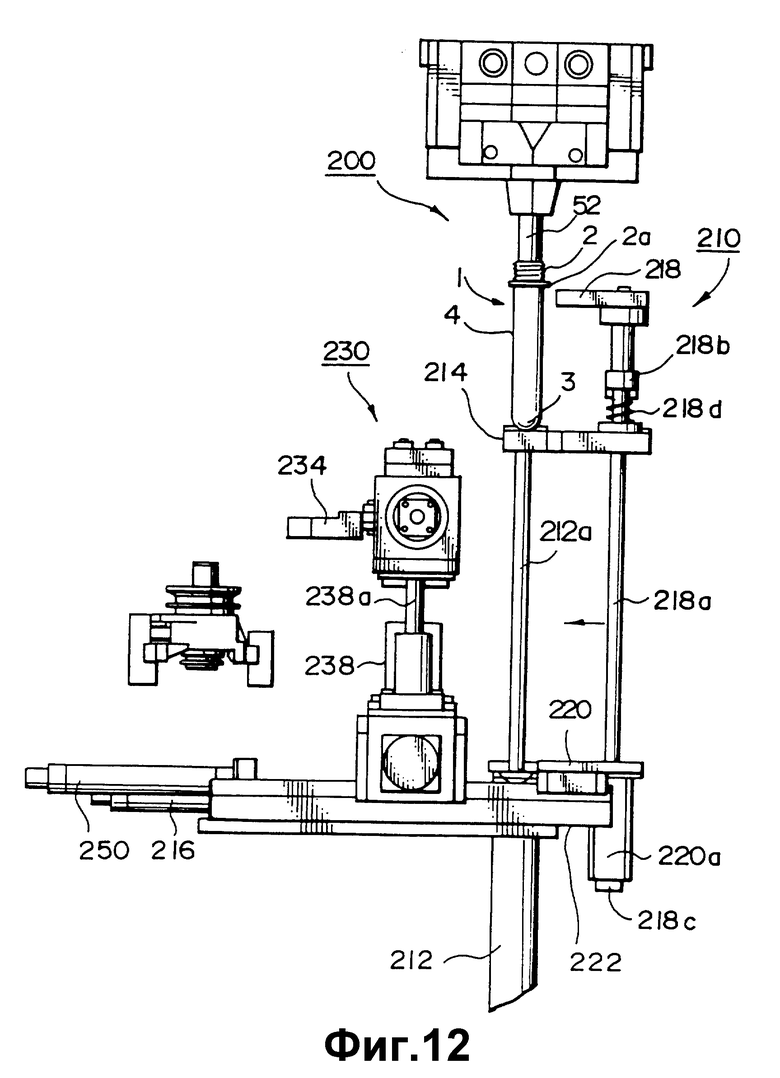
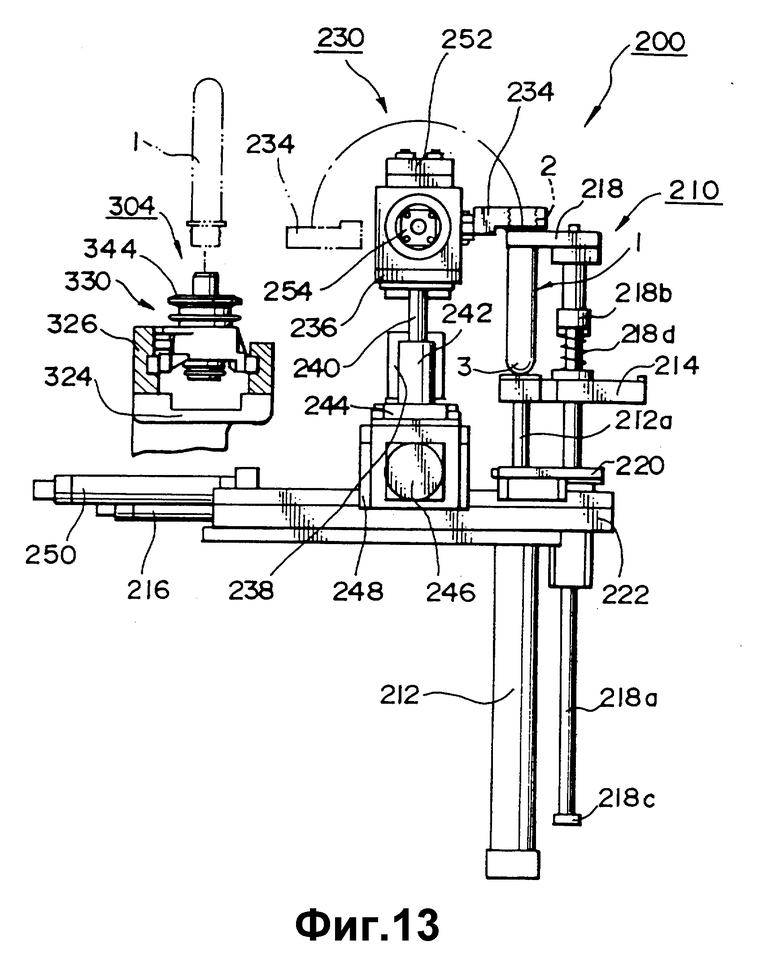
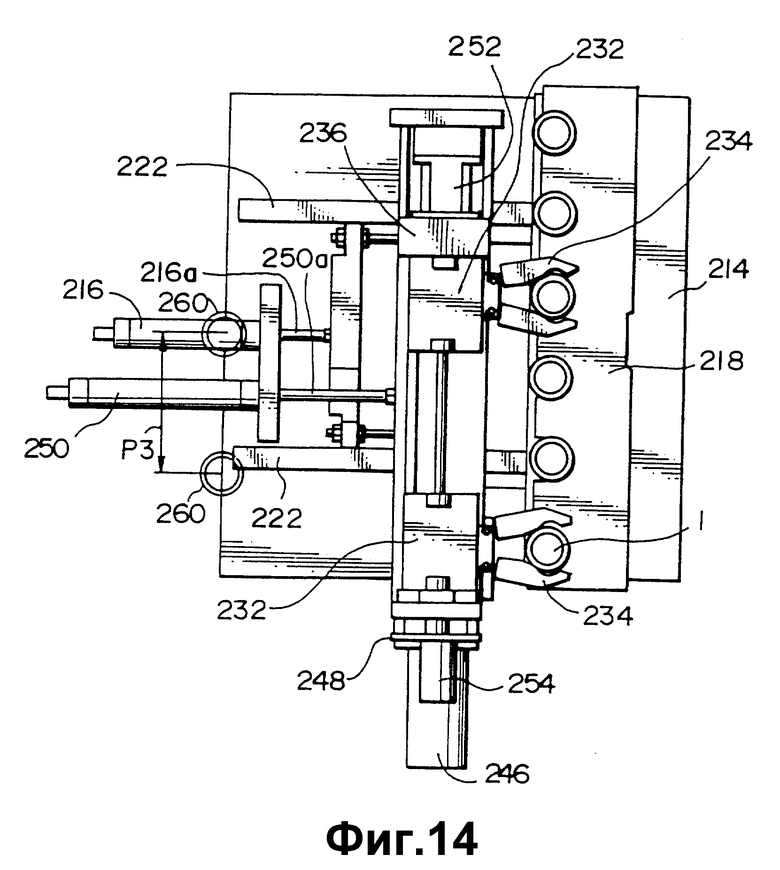
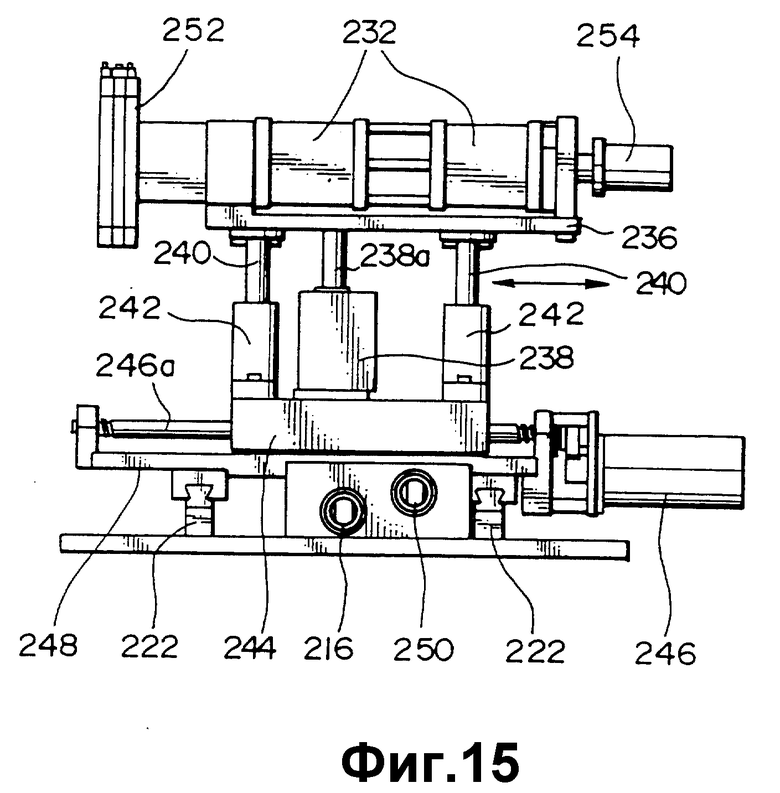
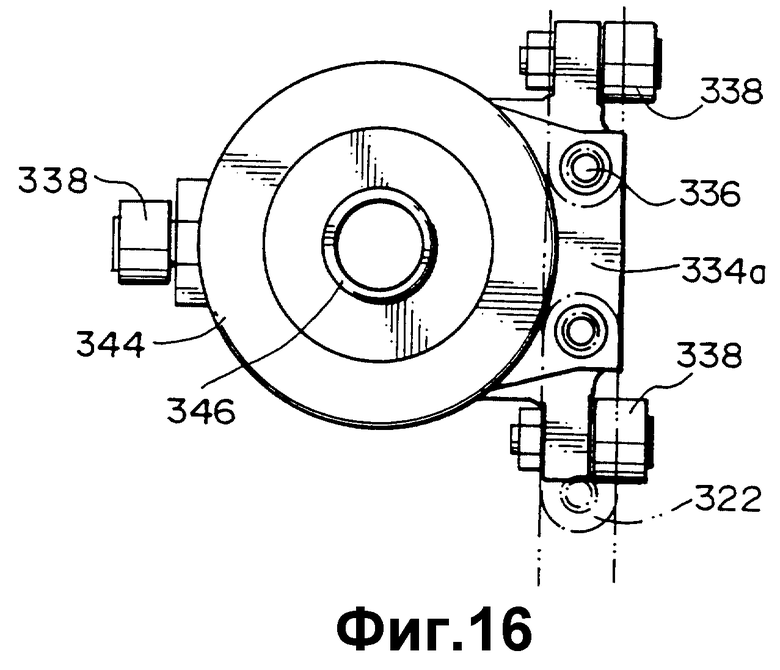
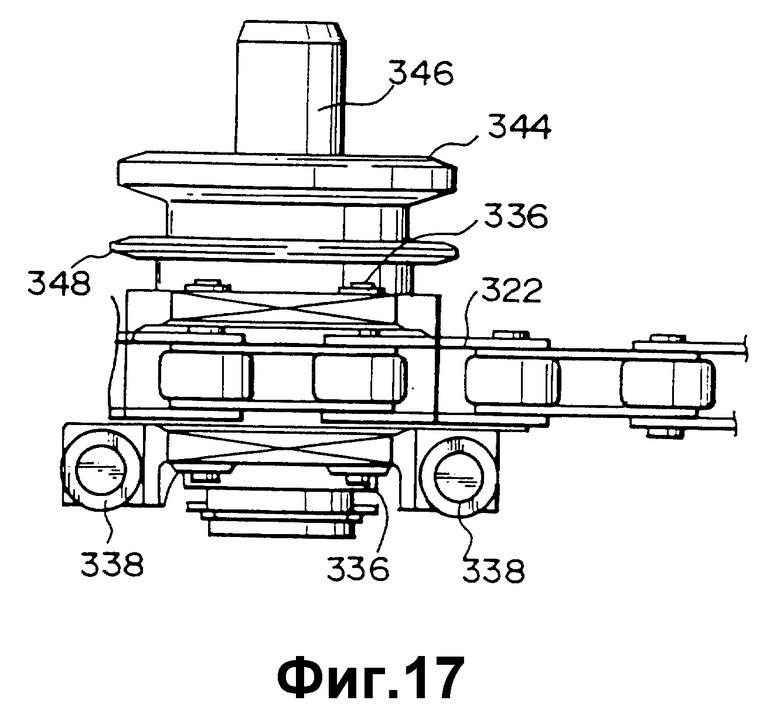
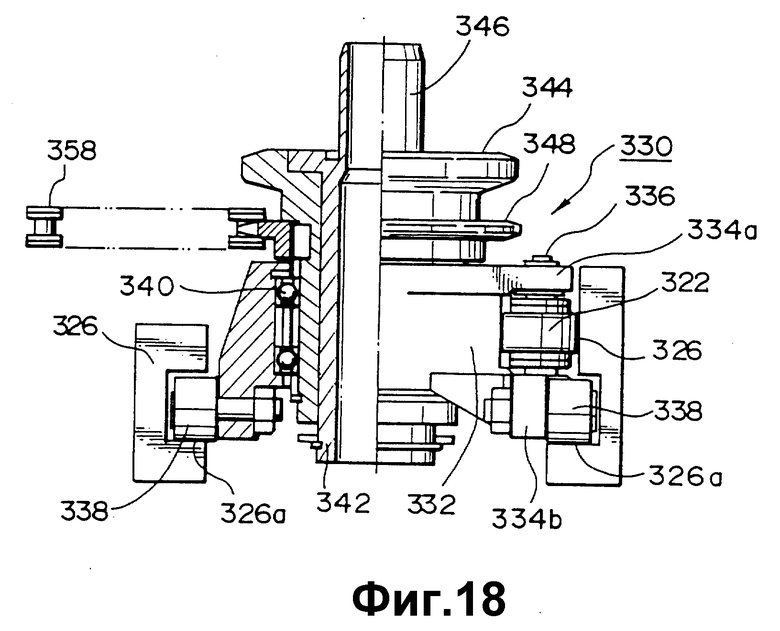

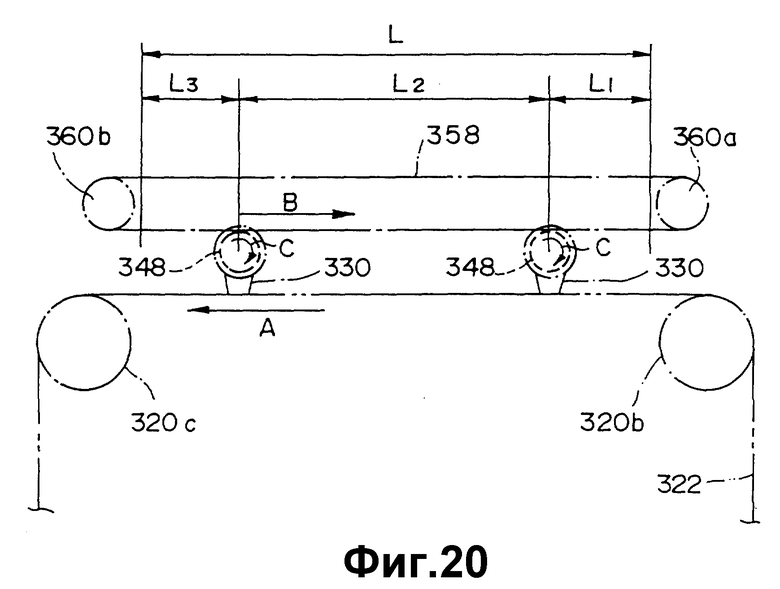
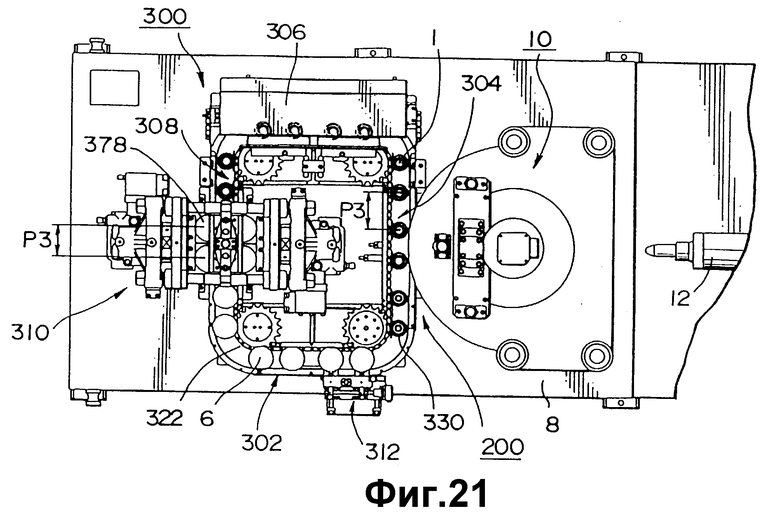
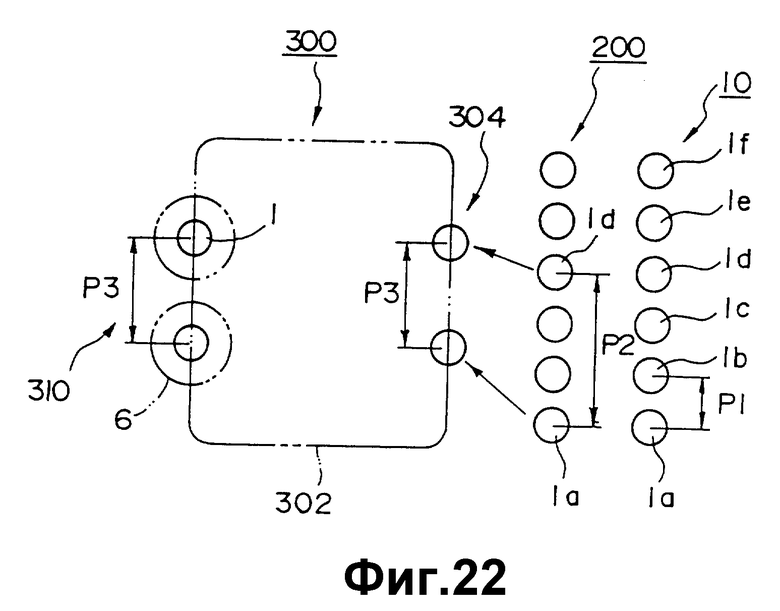
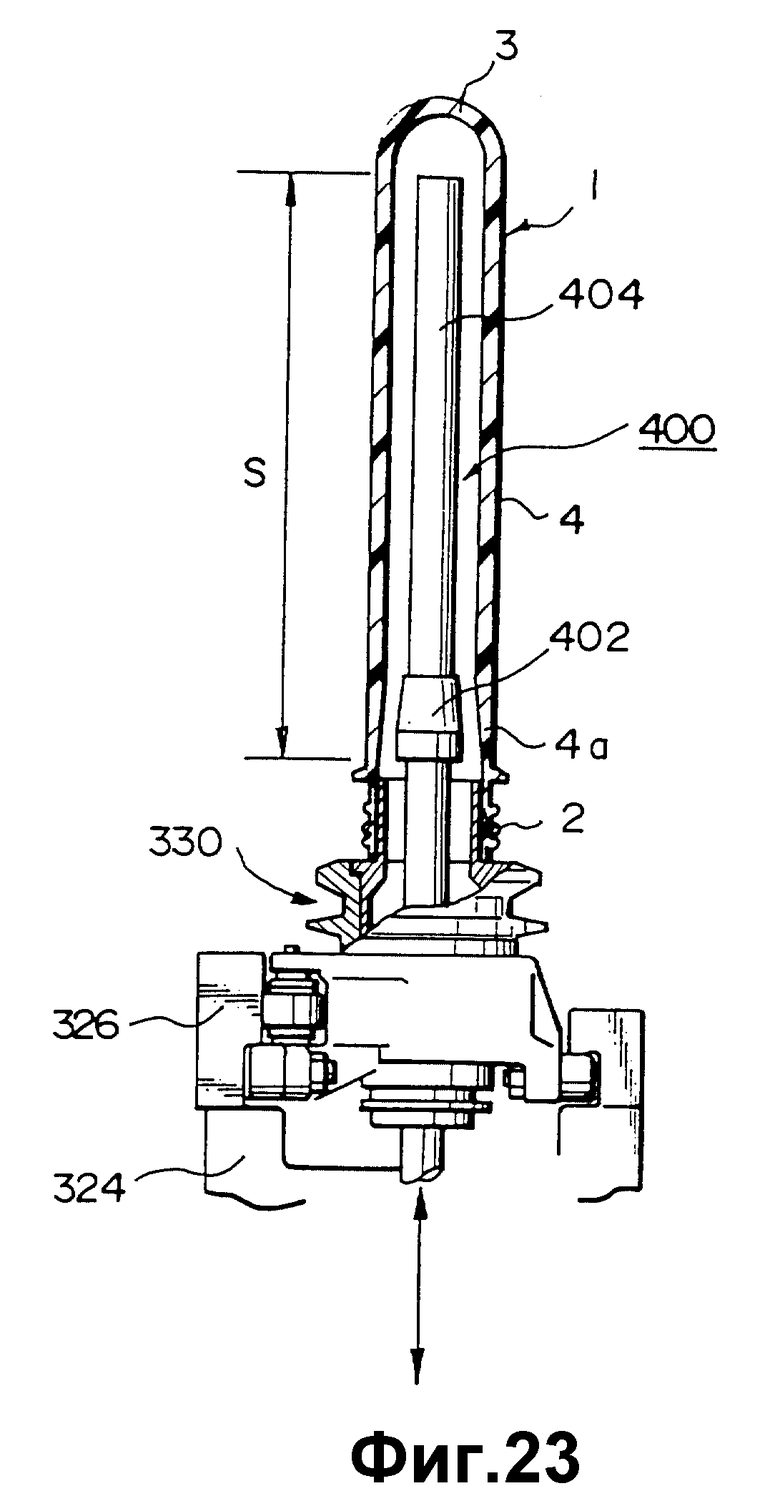
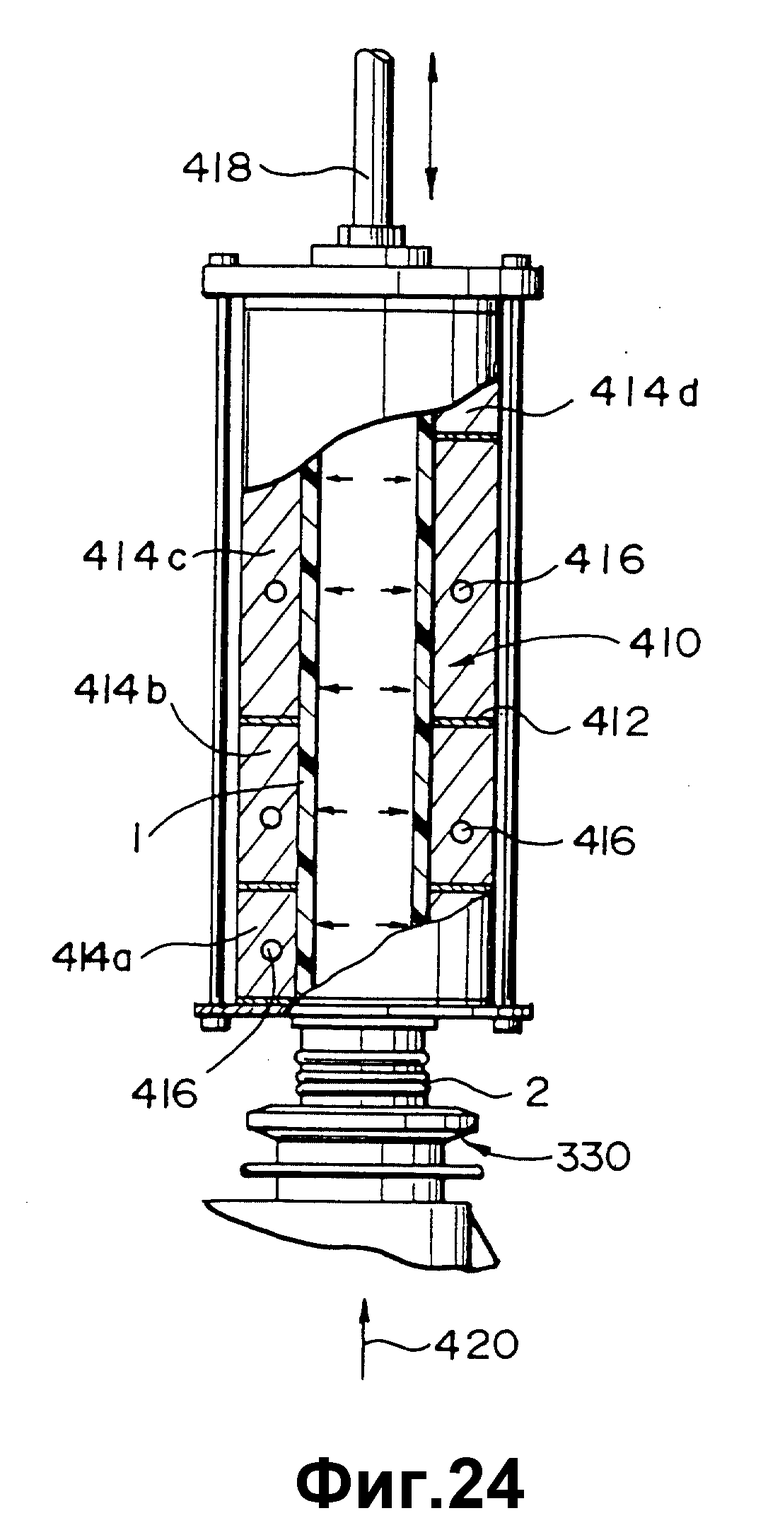
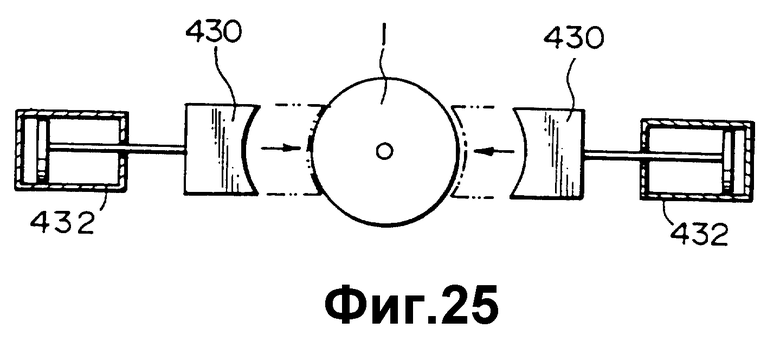
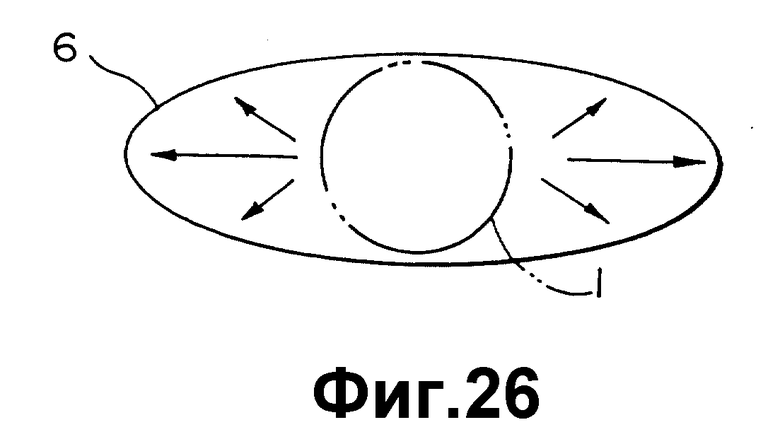
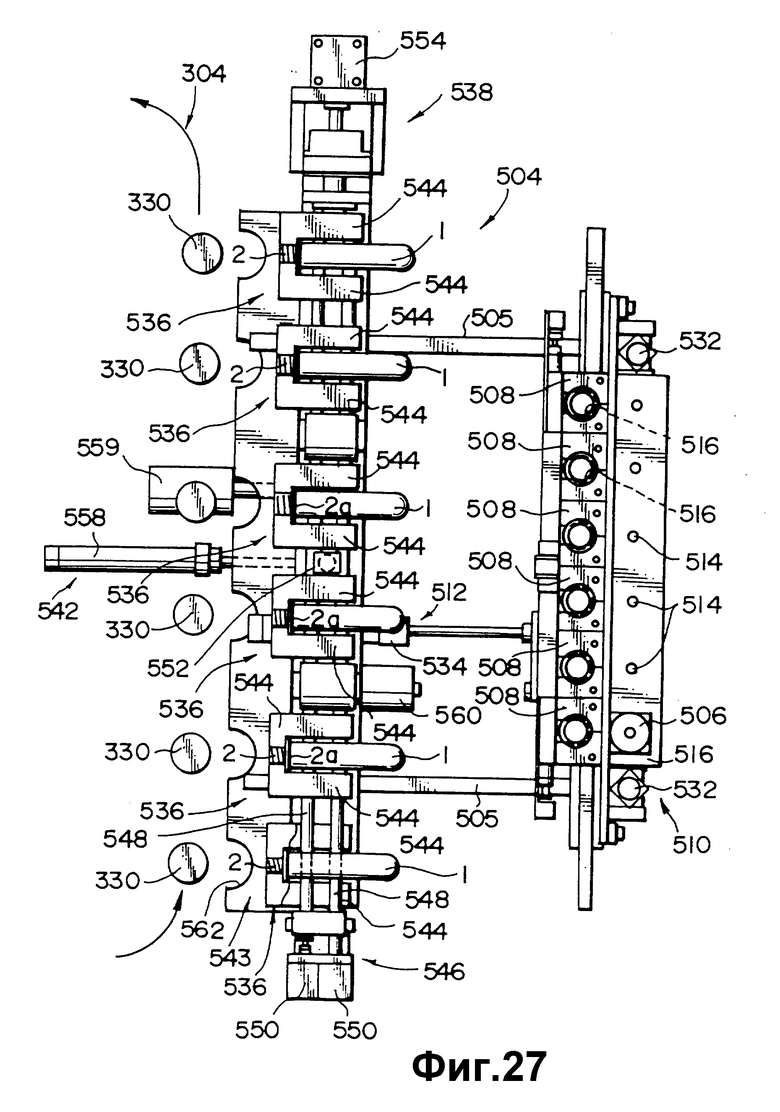
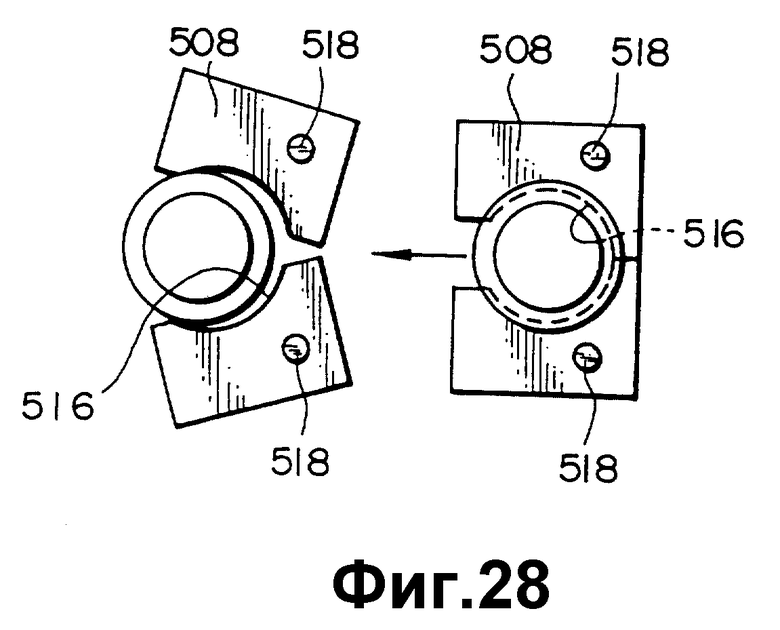
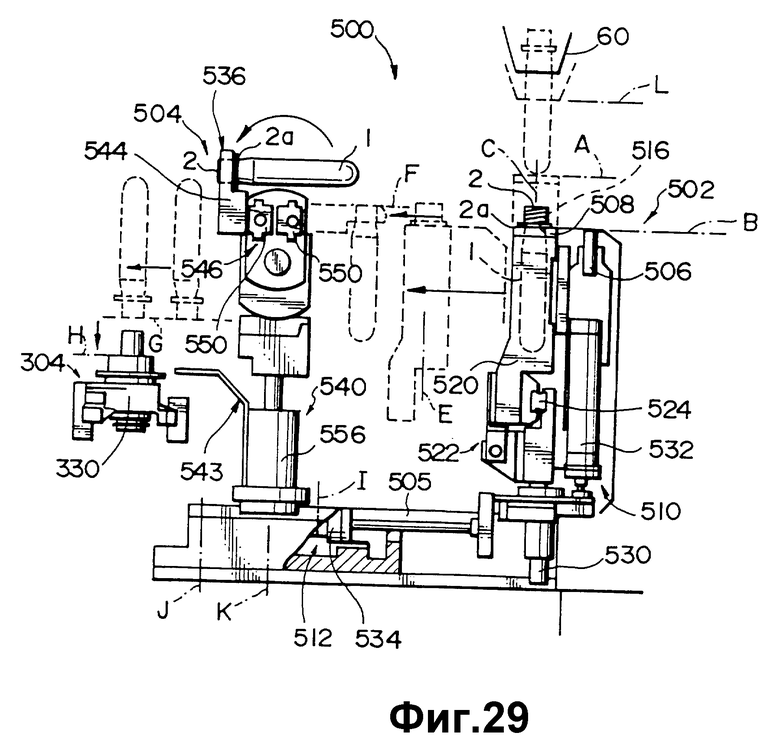
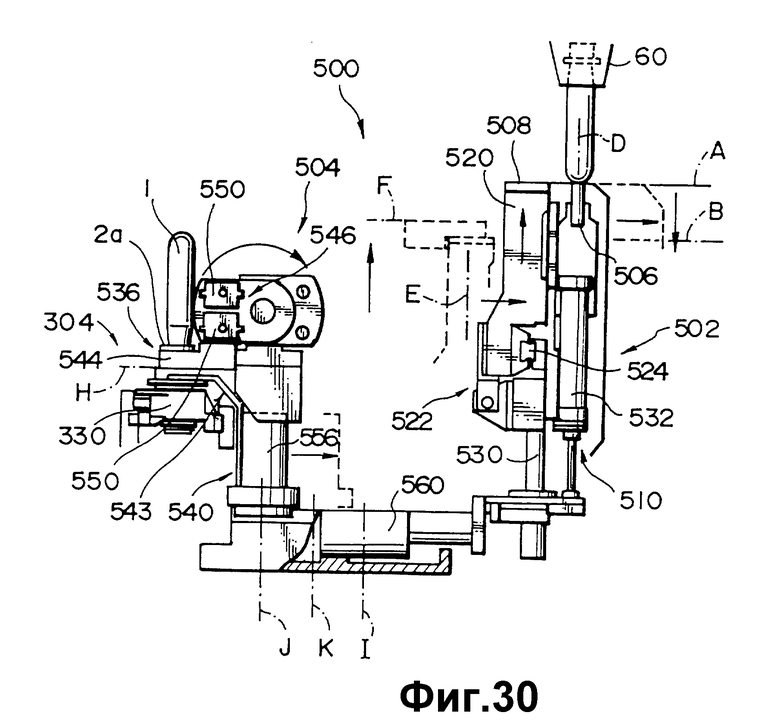
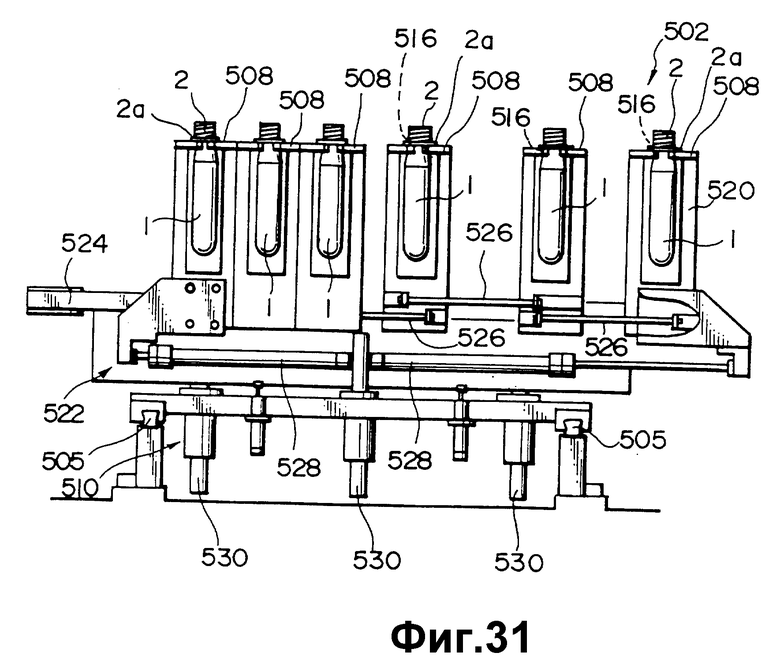
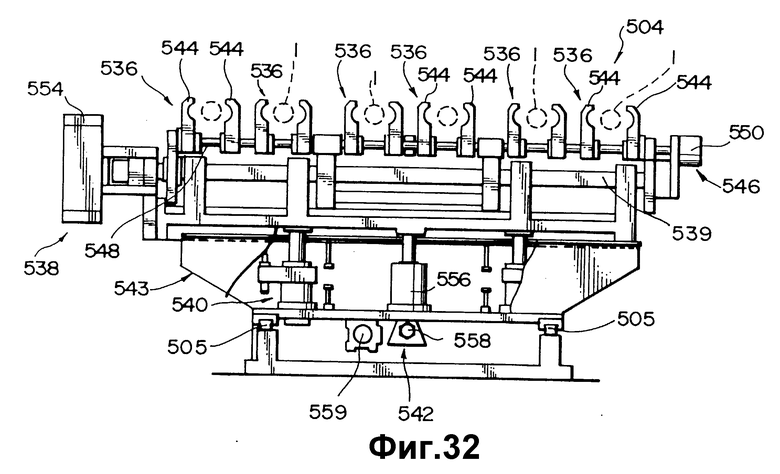
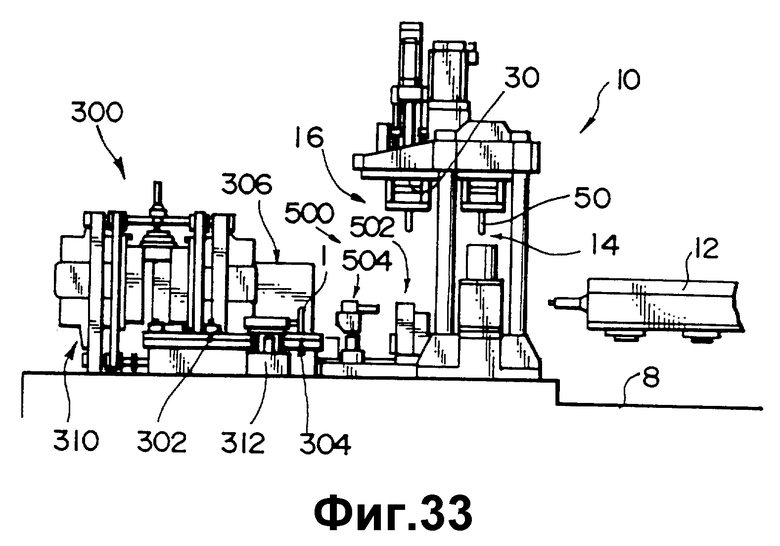
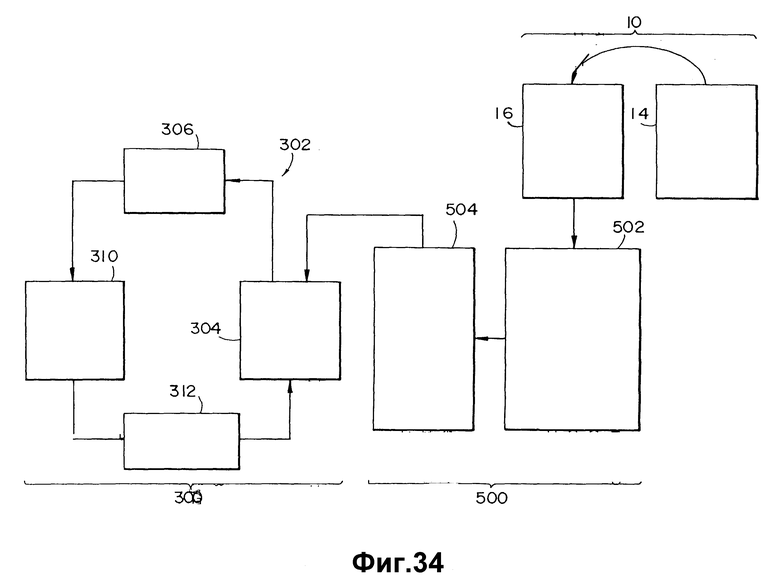
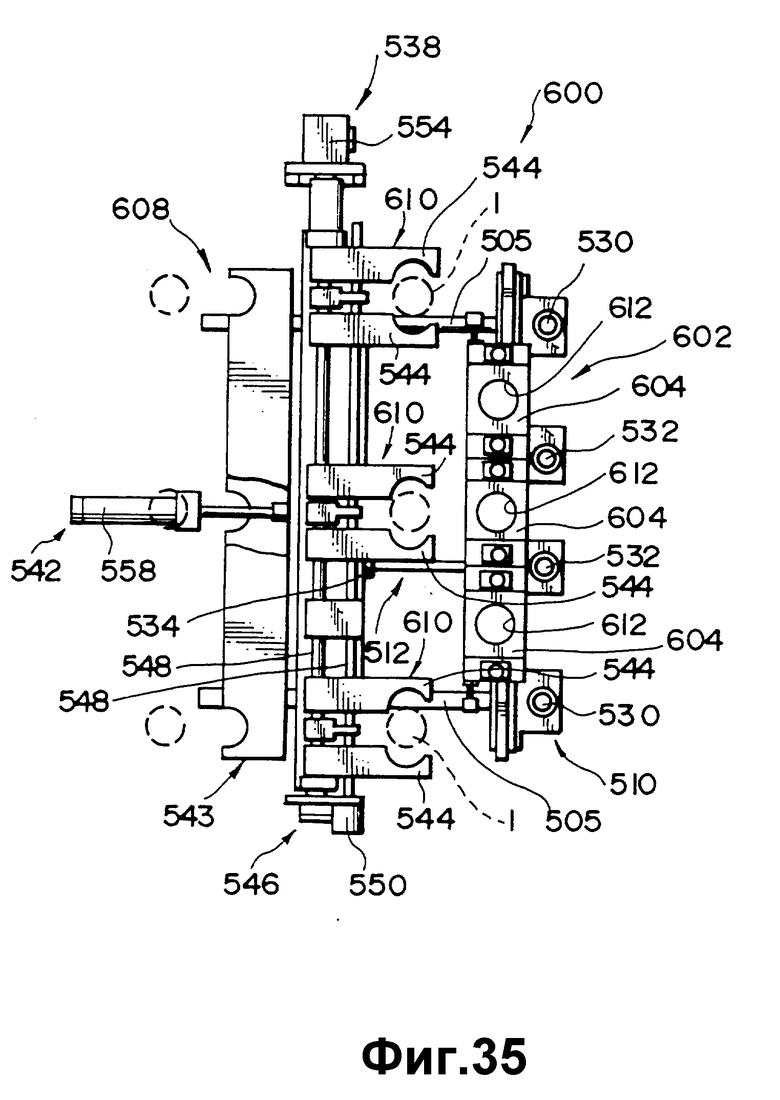
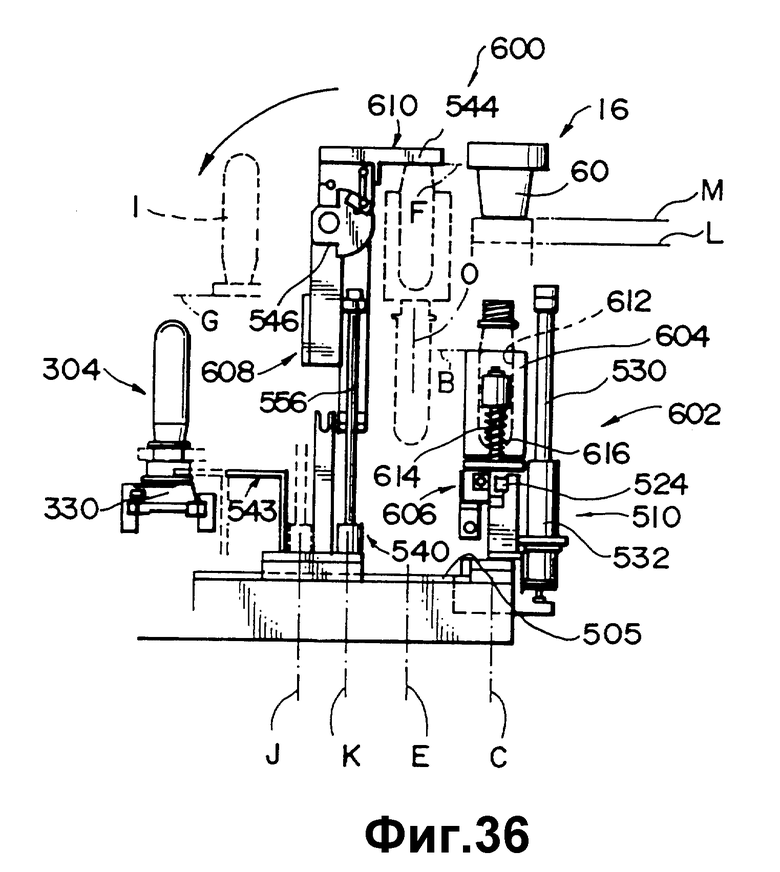
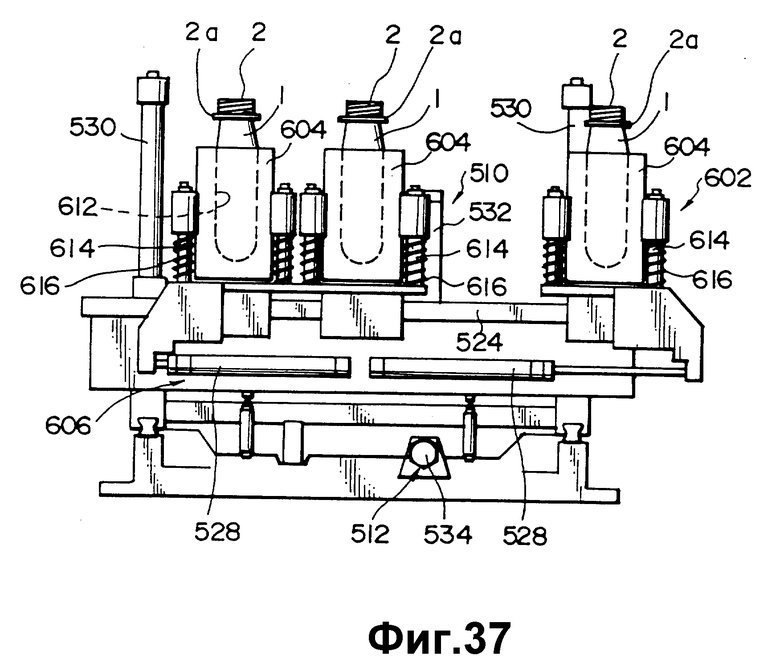
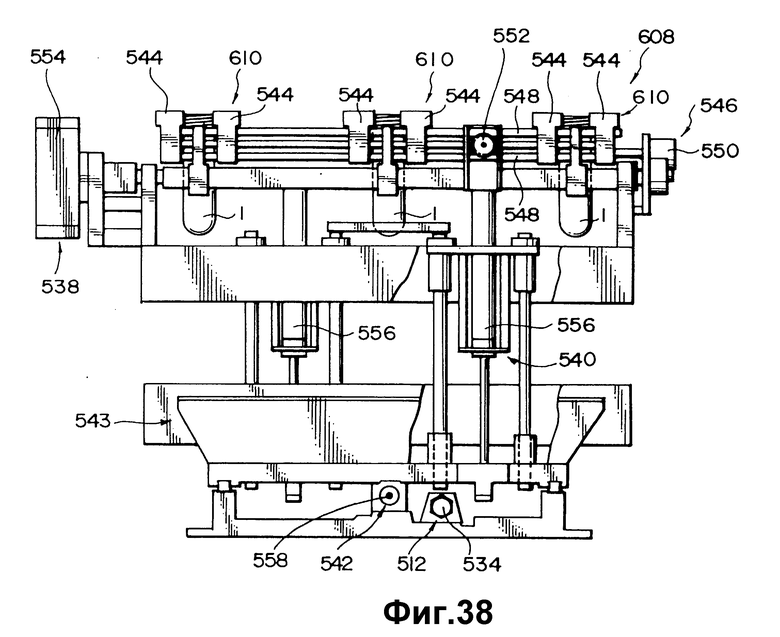
Изобретение относится к устройству и способу литьевого ориентированного формования раздувом. В устройстве в блоке литьевого формования производят литьевое формование N (N ≥ 2) заготовок, которые извлекаются из полостной пресс-формы при относительно высокой температуре. В процессе охлаждения заготовок посредством стержневой пресс-формы они переносятся в блок выдачи заготовок. После охлаждения заготовок до температуры, при которой возможна их выдача, заготовки выдают из стержневой пресс-формы. В передаточном блоке из числа одновременно сформованных N заготовок одновременно передаются на участок формования раздувом n заготовок (1 ≤ n < N) в ходе передаточных операций. На участке формования раздувом каждая заготовка перемещается несущим элементом через нагревательный блок и накопительный блок в блок формования раздувом. В блоке формования раздувом из n заготовок производится одновременное выдувание n бутылок. Изобретение позволяет сократить длительность цикла литьевого формования, повысить эффективность использования полостей для раздувания. 11 с. и 28 з.п.ф-лы, 38 ил.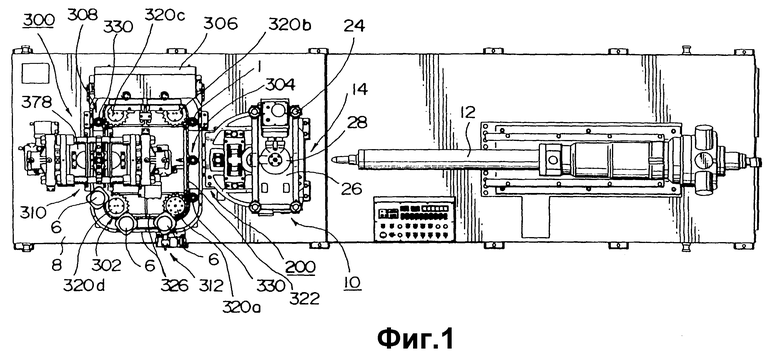
Приоритет по пунктам:
16.06.94 по пп.1 - 9, 11 - 12, 21 - 26 и 28 - 39;
21.07.95 - по пп. 10, 13 - 20 и 27.
| Литьевая форма для изготовления кольцевых резиновых изделий | 1975 |
|
SU534367A1 |
| Направляющая пильной рамки | 1973 |
|
SU454997A1 |
| ЗАПОРНОЕ УСТРОЙСТВО КРЫШКИ ЛЮКА ЖЕЛЕЗНОДОРОЖНОГО ПОЛУВАГОНА | 0 |
|
SU266804A1 |
| АВТОМОБИЛЬНАЯ АНТЕННА | 1992 |
|
RU2062534C1 |
| ДВУХОСНЫЙ ЭКИПАЖ С РАДИАЛЬНОЙ УСТАНОВКОЙ КОЛЕСНЫХ ПАР | 1996 |
|
RU2093396C1 |
| US 4239475 A, 16.12.80 | |||
| ПРИСПОСОБЛЕНИЕ ДЛЯ КОНТРОЛЯ СЦЕПЛЕНИЯ | 0 |
|
SU396482A1 |
| СПОСОБ ПИТАНИЯ ВОЗДУХОМ ЧЕТЫРЕХТАКТНОГО ДИЗЕЛЯ | 0 |
|
SU248376A1 |
| Способ изготовления раздувом емкостей из термопластичных материалов и установка для его осуществления | 1978 |
|
SU703007A3 |
| Инжекционно-выдувная машина для формования из термопластичных материалов полых изделий | 1977 |
|
SU1194262A3 |
