Изобретение относится к способу смазки валков, например, в очаге деформации в прокатных клетях для прокатки полосы с помощью масляно-водной дисперсии при соблюдении заданных характеристик смеси и объемного расхода дисперсии, определенное количество воды и масла смешивают в миксере до получения однородной дисперсии, которую затем подают в зависимости от изменения ширины полосы распыления к разным зонам распыления, при этом в каждой зоне распыления, соответствующей ширине полосы распыления, расположен, по меньшей мере, один ряд форсунок, который управляется соответственно посредством, по меньшей мере, одного переключающего клапана. Изобретение относится также к форсуночному устройству для осуществления способа согласно изобретению.
Решающее значение для эффективности смазки валков, например, в очаге деформации в прокатных клетях для изготовления горячекатаной полосы имеет создание дисперсии в виде водно-масляной смеси, состоящей из капель масла и воды, которые не растворены друг в друге и состав которых постоянный. В то же время эта дисперсия должна быть приведена в соответствие с шириной прокатываемой полосы и зависящими от нее условиями смазки валков или очага деформации.
У известных устройств для смазки очага деформации невозможно поддерживать условия смешивания при применении только одного смесителя, так называемого миксера, при подключении форсунок для увеличения ширины зон распыления. Дисперсию создают в миксере. Вода в него подается в заданном количестве при определенном давлении и, тем самым, с соответствующей условиям подачи скоростью течения протекает через смесительную систему. Скорость течения можно рассматривать при этом как существенный фактор создания смеси.
Как показано, например, на схеме смазки очага деформации в соответствии с уровнем техники на фиг.1 при подключении форсунок в зависимости от ширины полосы, возрастает за счет этого необходимое количество воды. Поскольку это количество воды всегда должно протекать через одно и то же сечение в миксере и через последующую систему труб, скорость течения согласно уравнению неразрывности возрастает. Если при этом создание смеси масла и воды рассчитано на максимальный объемный расход, эффективность смешивания при минимальной ширине полосы и, тем самым, при минимальном объемном расходе вследствие падения скорости течения будет существенно снижаться. Также уменьшается стабильность дисперсии во время течения через подводящую линию к трубам.
Как изображено в примере на фиг.1, в конструкции устройства для смазки очага деформации переменной ширины, например, десять форсунок объединены в три группы. Минимальная ширина прокатываемой полосы требует четырех форсунок. В зависимости от ширины полосы можно последовательно подключать дополнительно по две форсунки. При этом чисто расчетно возникает неравномерность форсунок, составляющая 4/10 или 1/2,5 для количества воды.
При устранении этого недостатка пришлось бы в зависимости от ширины полосы использовать несколько миксеров, а также несколько насосов с трубопроводами с тем, чтобы достигать всегда идеальных характеристик течения и смешивания смеси.
В реферате ЕР 1040877 А1 описано устройство для смазки валков или очага деформации в прокатной клети. Распылительное устройство, соответствующее названному уровню техники, содержит три переключающих клапана. При этом использованную дисперсию улавливают, разделяют на разные фазы вода/масло и после повторной подготовки снова подают в устройство. При этом в баке миксера подготавливают эмульсию с 2% масла в воде и смешивают посредством мешалки. Устройство выполнено с форсунками в форме тройного ласточкина хвоста для образования плоской широкой струи.
В реферате ЕР 0367967 В1 описан способ охлаждения и смазки валков в прокатной клети при холодной прокатке металлических полос за счет подачи эмульгаторов и содержащей, по меньшей мере, одну масляную фазу масляно-водной эмульсии посредством эмульсионных форсунок в очаге деформации, причем эмульсию перед валками прокатной клети или перед входом полосы в образованный рабочими валками зазор приготовляют в диспергаторе из раздельно подаваемых образующих эмульсию сред и эмульсию после выполнения ее охлаждающей/смазочной функции собирают за прокатной клетью, разделяют и отдельные жидкие фазы вновь используют для образования входной эмульсии.
С помощью этой эмульсионной циркуляционной установки существует возможность получения любой концентрации масла в эмульсии в любое время и с предельно малой задержкой по времени в соответствии с заданными параметрами процесса прокатки. Вследствие высокой гибкости охлаждающе-смазочной системы для станов холодной прокатки достигается более высокое качество продукции, в том числе качество поверхности и плоскостность катаной полосы. Кроме того, упрощается и осуществляется безопаснее для экологии приготовление эмульсии, причем в то же время уменьшается стоимость установки по сравнению с известными эмульсионными циркуляционными установками.
В патенте ЕР 0776710 А1 описано устройство для воздействия на профиль катаной полосы. Для противодействия возможному, возникающему при холодной прокатке, "утоньшению кромки" полосы ("edge drops") предложено регулировать охлаждение зоны контакта рабочих валков с кромками полосы так, чтобы посредством вызванного охлаждением изменения выпуклости противодействовать вызванному, в основном, поперечной текучестью материала утоньшению кромок ("edge drops"). Для этого в обеих концевых зонах бочек валков расположены дополнительные форсуночные коллекторы, зона действия которых простирается от одного конца бочки в зону обращенной к этому концу бочки кромки полосы.
В патенте JP-А-03-128113 для существенного уменьшения времени задержки при прекращении впрыска прокатного масла запорный клапан на выходной стороне миксера присоединен к дополнительной линии для горячей воды, обходящей миксер и снабженной запорным клапаном.
Исходя из вышеназванного уровня техники в основе изобретения лежит задача создания способа и форсуночного устройства, с помощью которого можно осуществлять распыление при разной ширине прокатываемой полосы, причем исходным параметром является регулируемый объемный расход воды, и смешивание фаз вода/масло должно оставаться всегда постоянным (идеальным).
Для решения задачи способ смазки валков, например, в очаге деформации в прокатных клетях для прокатки полосы согласно ограничительной части п.1 формулы предусматривает, что общее количество дисперсии на одну зону распыления подают только через один переключающий клапан и каждый ряд форсунок рассчитан так, что общее число отверстий форсунок при открытом переключающем клапане обеспечивает всегда одинаковый расход дисперсии и, тем самым, характеристика течения в миксере остается неизменной для случая использования каждой зоны распыления.
Другие варианты выполнения способа приведены в соответствующих зависимых пунктах.
Форсуночное устройство для смазки валков, например, в очаге деформации в прокатных клетях для прокатки полосы для осуществления способа отличается тем, что необходимое для заданного объемного расхода распыляемого средства число форсунок зоны распыления расположено в отдельном ряду форсунок, который связан, по меньшей мере, с одним управляемым переключающим клапаном, при этом каждый ряд форсунок рассчитан так, что общее число отверстий его форсунок создает одинаковый объемный расход. За счет этой меры характеристика течения в дисперсионном миксере и, тем самым, условия смешивания определенных количеств воды и масла всегда постоянны. Решающим для смеси является, следовательно, скорость течения воды, а не количество масла.
Другие варианты выполнения форсуночного устройства приведены в соответствующих зависимых пунктах.
С помощью этих мер можно предпочтительным образом осуществить распыление, например, при прокатке полос следующей ширины:
1. До 900 мм:
вода около 20 л/мин + 0,25 л/мин масла = 20,25 л/мин;
2. До 1350 мм:
вода около 20 л/мин + 0,30 л/мин масла = 20,30 л/мин;
3. До 1800 мм:
вода около 20 л/мин + 0,40 л/мин масла = 20,40 л/мин.
С помощью заявленного способа независимо от ширины полосы создаются идеальные смеси, причем для любой ширины полосы требуется единственный миксер с насосом, системой труб и возвратом и требуются только три переключающих клапана одного конструктивного ряда для управления количеством дисперсии во всех зонах распыления.
Благодаря предложенному в изобретении расчету каждого ряда форсунок так, что общее число отверстий его форсунок при открытом переключающем клапане обеспечивает всегда одинаковый расход дисперсии, предпочтительно достигается то, что характеристика течения в миксере для случая использования каждой зоны распыления остается неизменной. За счет этого всегда поддерживаются идеальные и сопоставимые условия.
Далее способ согласно изобретению предусматривает, что по мере увеличения ширины отдельных зон распыления дополнительно увеличивают долю масла в дисперсии, например, с 0,25% до 0,40%.
Наконец, способ согласно изобретению предусматривает в другом варианте выполнения, что угол α раскрытия отверстий форсунок и/или их число устанавливают в зависимости от ширины полосы распыления для каждого ряда форсунок.
В другом предпочтительном варианте выполнения изобретения предусмотрено, что ряды форсунок расположены в форсуночном коллекторе приблизительно на одинаковом расстоянии параллельно валкам или очагу деформации. Регулирование ширины достигается тогда расстоянием между форсунками в каждом ряду, углом раскрытия отверстий форсунок, числом форсунок или комбинацией из угла раскрытия, числа и расстояния в каждом ряду.
Другие предпочтительные варианты выполнения форсуночного устройства приведены в других зависимых пунктах.
Особенности, признаки и преимущества изобретения приведены в нижеследующем пояснении примера выполнения, схематично изображенного на чертежах, на которых представлены:
- фиг.1: функциональная блок-схема устройства для смазки валков согласно уровню техники;
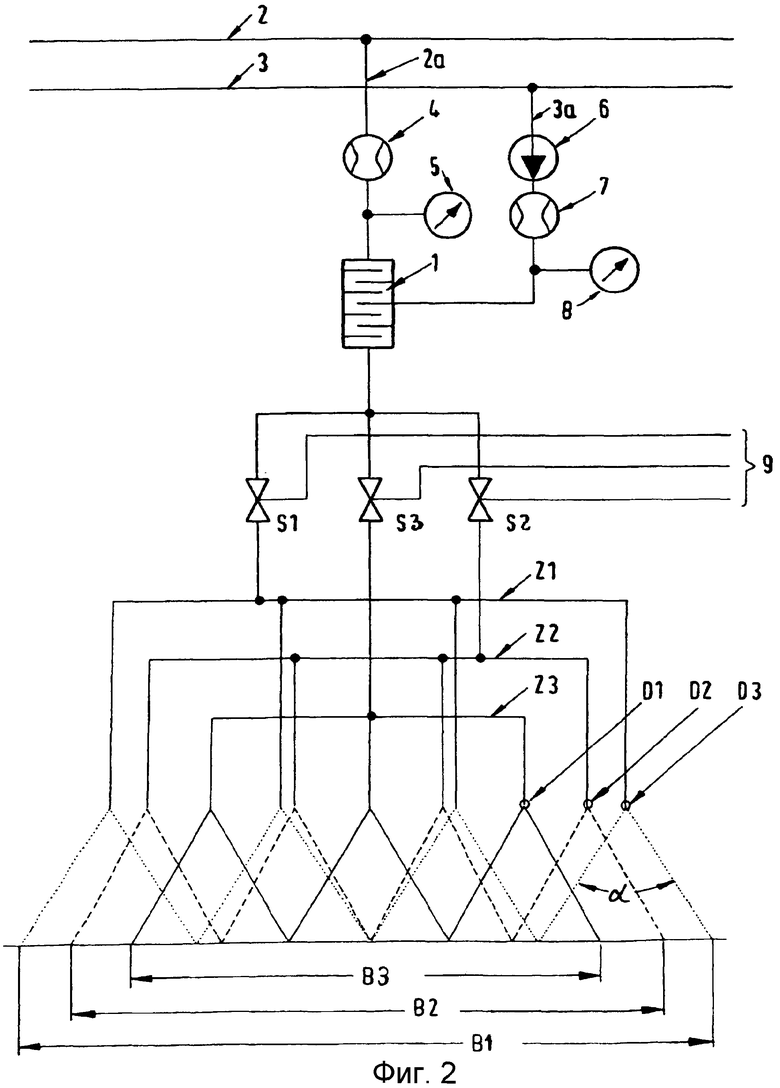
- фиг.2: устройство для смазки валков согласно изобретению.
Изображенное на фиг.1 устройство для смазки очага деформации или смазки валков в прокатной клети (не показана) с регулированием ширины согласно уровню техники содержит подающую линию 2 для воды и маслопровод 3. Обе среды подают к устройству под давлением. Поз. 4 и 7 обозначены расходомеры для обеих сред: вода и масло. Поз. 6 обозначен насос-дозатор для подачи небольших мерных долей масла для дисперсии. Поз. 1 обозначен известный миксер, в котором обе среды (вода и масло) смешивают между собой. Поз. S1-S3 обозначены три переключающих клапана, которые порознь включают, например, посредством сжатого воздуха 9. Каждый из этих переключающих клапанов S1-S3 соединен с зоной Z1-Z3 распыления.
В изображенном примере в зоне Z1 распыления расположены четыре форсунки d1-d4. В зоне Z2 распыления расположены четыре подключаемые форсунки d6, а в зоне Z3 распыления - также две дополнительные форсунки d7.
Если теперь, как изображено, например, на фиг.1, к зоне Z1 подключить в зависимости от ширины форсунки d6, d7 зон Z2, Z3, то необходимое количество воды возрастет. Поскольку это количество воды должно протекать всегда через одно и то же сечение в миксере 1, скорость течения при подключении переключающих клапанов S2, S3 возрастает. Если при этом создание смеси масла и воды рассчитано на максимальный расход, эффективность смешивания при минимальной ширине полосы и, тем самым, при минимальном расходе воды резко уменьшится. Также уменьшается стабильность дисперсии во время течения по подводящей линии к трубам.
Как показано на фиг.1, в изображенном примере в общей сложности десять форсунок объединены в три зоны Z1-Z3 распыления. При этом минимальная ширина полосы требует четырех форсунок d1-d4. В зависимости от ширины полосы дополнительно подключают до шести форсунок - справа три форсунки d5-d7 и слева три форсунки d5-d7. Чисто расчетно возникает, таким образом, неравномерность форсунок, составляющая 4/10 или 1/2,5 для количества воды.
Изображенный на фиг.2 пример выполнения устройства для смазки валков масляно-водной дисперсией устраняет недостаток устройства на фиг.1.
Блок-схема устройства согласно изобретению на фиг.2 также содержит подающую линию 2 для воды и линию 3 для масла, а также расходомер 4 воды и расходомер 7 масла. Поз. 5 и 8 обозначены манометры для воды и масла, а поз. 6 обозначен насос-дозатор для отмеривания масла.
Однородная дисперсия создается в миксере 1 из двух сред: воды и масла. Эта дисперсия представляет собой водно-масляную смесь из мельчайших капель масла в воде. Дисперсию, распределяемую в зависимости от изменения ширины полосы на валках (не показаны) прокатной клети, сначала подают к трем переключающим клапанам S1-S3 и от них подают к зонам Z1-Z3 распыления. Каждый из переключающих клапанов S1, S3, S2 отвечает за отдельную зону Z1-Z3 распыления. Каждая зона Z1, Z2, Z3 распыления имеет ряд D3-D1 форсунок и подключается в зависимости от ширины В3-В1 полосы распыления.
С помощью этого форсуночного устройства согласно изобретению достигается то, что через единственный переключающий клапан S1-S3 общее количество дисперсии на присоединяемую зону Z1-Z3 распыления подается при ширине В3-В1 полосы соответствующему ряду D3-D1 форсунок. Каждый ряд D3-D1 форсунок рассчитан таким образом, что число отверстий его форсунок при открытом переключающем клапане S1-S3 всегда обеспечивает одинаковое количество дисперсии и, тем самым, характеристика течения в миксере 1 для случая использования каждой зоны Z1-Z3 распыления остается неизменной. По мере увеличения ширины отдельных зон распыления дополнительно увеличивают долю масла в дисперсии, например, с 0,25% до 0,40%. По мере уменьшения ширины долю масла в дисперсии соответственно уменьшают.
Изображенный на фиг.2 угол α раскрытия отверстий форсунок и/или их число устанавливают в зависимости от ширины В3-В1 полосы для каждого ряда форсунок. Каждый ряд D3-D1 форсунок рассчитан так, что отверстия его форсунок обеспечивают одинаковый объемный расход, а вследствие этого характеристика течения в миксере 1 и, тем самым, перемешивание воды и масла остаются всегда постоянными.
Особенно хорошо видно на фиг.2, что рядам D1-D3 форсунок или соответствующим им переключающим клапанам S2,S3,S1 придан единственный миксер 1 с соответствующим присоединением для воды и масла. За счет этого уравнивается слегка увеличенное число форсунок по сравнению с уровнем техники. Преимущества форсуночного устройства согласно изобретению следующие:
- идеальное смешивание независимо от ширины;
- единственный миксер для любой ширины полосы;
- например, только три переключающих клапана одного конструктивного ряда для всего количества дисперсии, например, для трех значений ширины распыления.
Изобретение относится к способу смазки валков в очаге деформации. Задача изобретения - повышение однородности смазочной среды, упрощение конструкции и увеличение надежности ее работы. Однородную дисперсию подготавливают в миксере из определенных количеств воды и масла, а затем подают в зависимости от изменения ширины (Bi) полосы распыления к разным зонам (Zi) распыления. В соответствии с изобретением в каждой зоне (Zi) распыления, соответствующей ширине (Вi) полосы распыления, расположен по меньшей мере один ряд (Di) форсунок, который управляется посредством по меньшей мере одного переключающего клапана (Si). Каждый ряд форсунок рассчитан так, что общее число отверстий форсунок при открытом клапане обеспечивает всегда одинаковый расход смазки. Устройство в соответствии с изобретением выполнено таким образом, что каждый ряд форсунок имеет общее число отверстий, обеспечивающее одинаковый объемный расход смазочной эмульсии. Изобретение обеспечивает неизменные условия смешивания компонентов смазочной жидкости в миксере. 2 н. и 4 з.п. ф-лы, 2 ил.
| ЕР 1040877 А, 04.10.2000 | |||
| JP 03128113 А, 31.05.1991 | |||
| Коллектор для охлаждения полосового проката | 1977 |
|
SU677785A1 |
| УСТРОЙСТВО "ГРЯЗНОГО" ОБОРОТНОГО ЦИКЛА | 1999 |
|
RU2151749C1 |

